
Experimental Study on the Possibilities of FDM Direct Colour Printing and Its Implications on Mechanical Properties and Surface Quality of the Resulting Parts

 , , ,
, , ,  and
and
Abstract
1. Introduction
2. Experimental Setup
2.1. Materials
2.2. Sample Preparation and Equipment
3. Results and Discussion
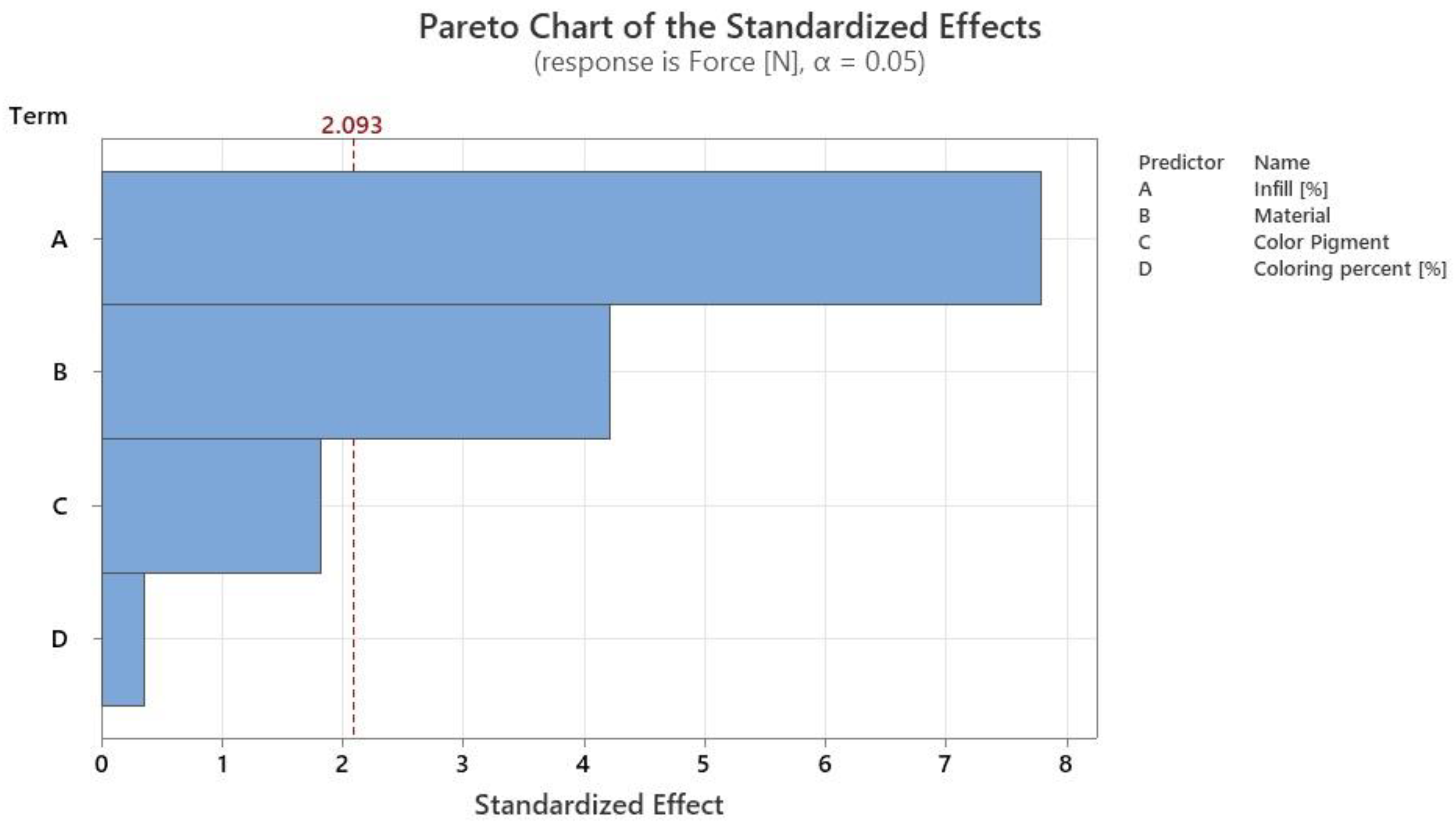
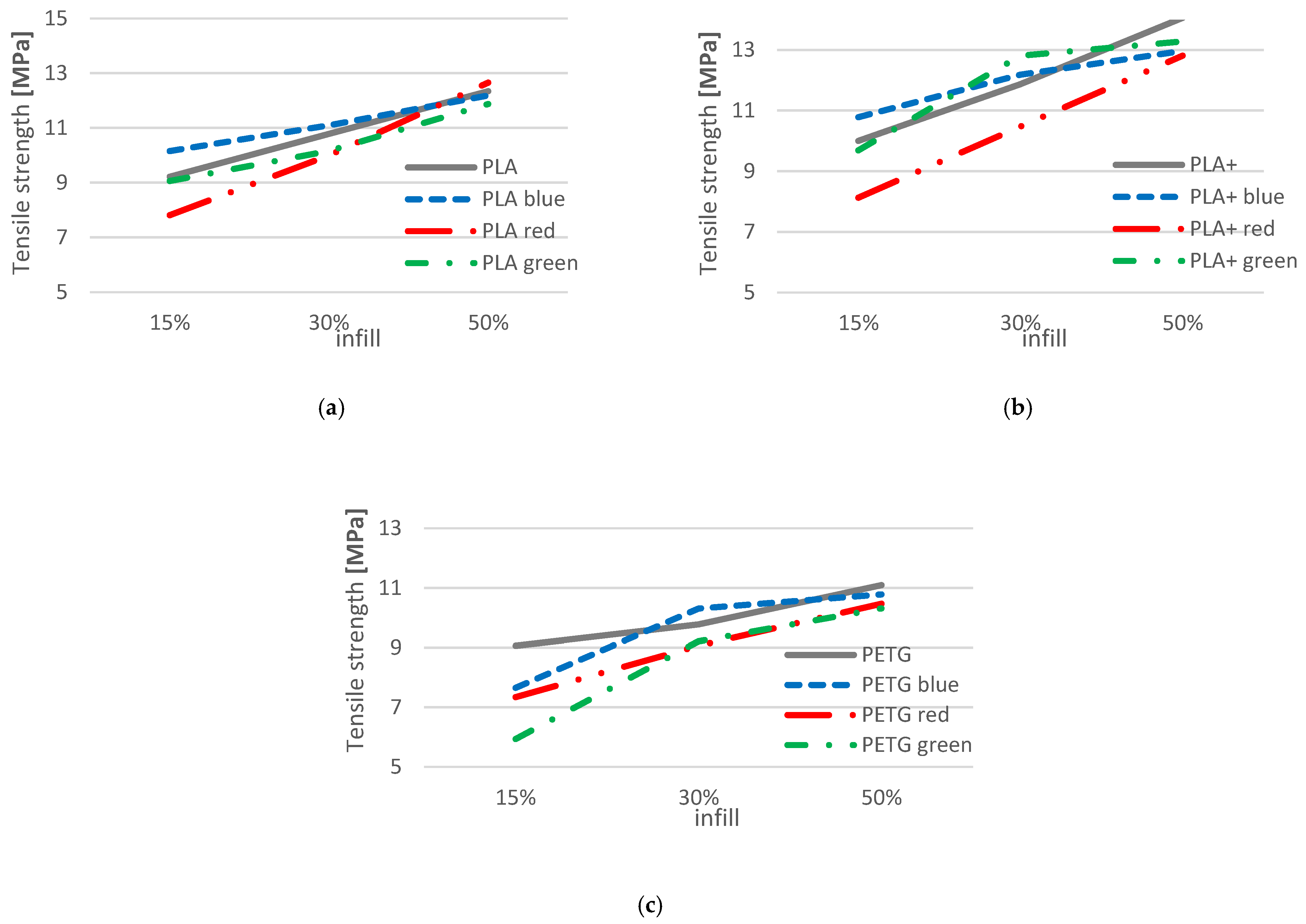
3.1. Tensile Tests
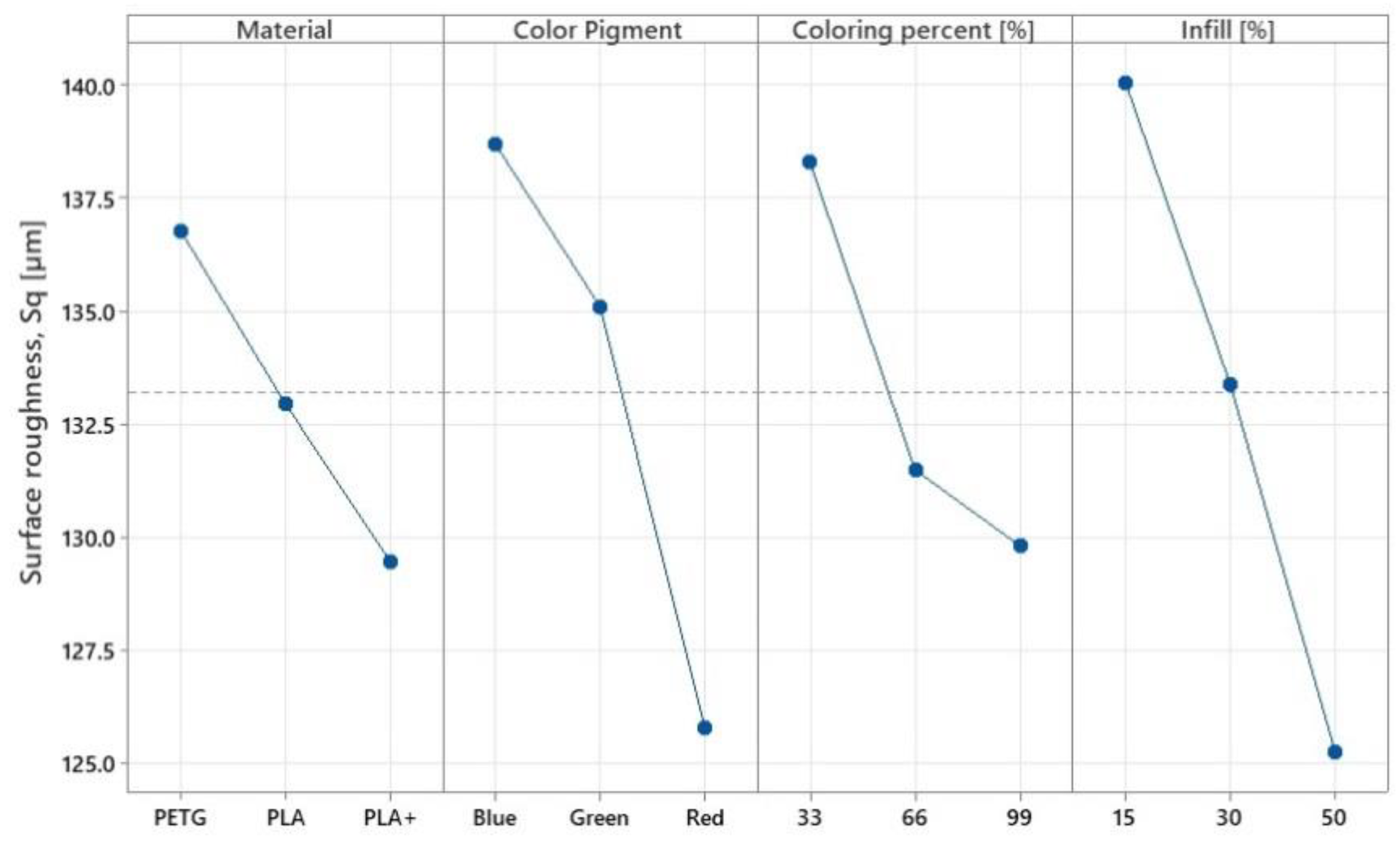
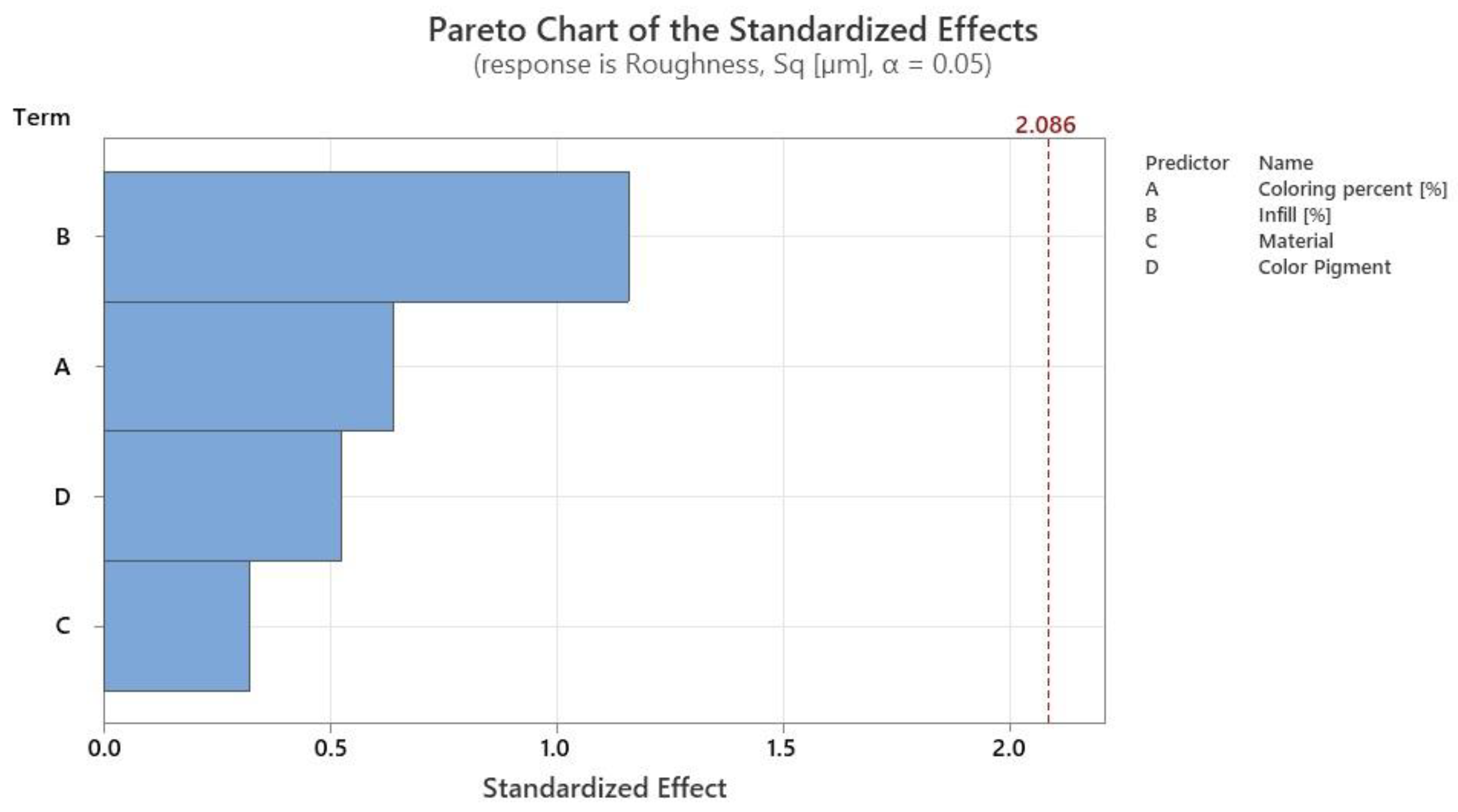
3.2. Roughness Tests
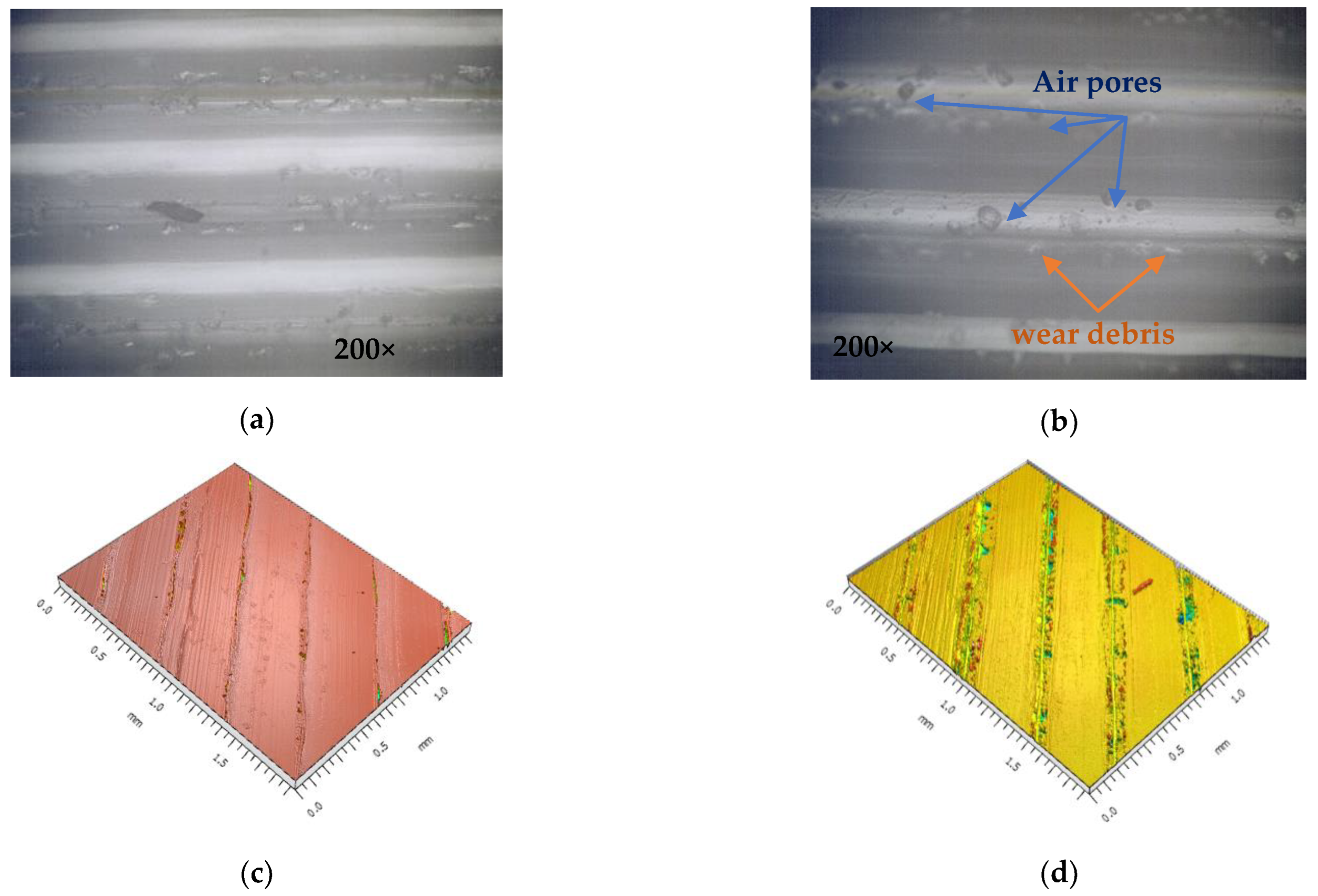
3.3. Optical Surface Analysis
3.4. Charpy Tests
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Sai Kalyan, M.V.D.; Kumar, H.; Nagdeve, L. Latest trends in Additive manufacturing. IOP Conf. Ser. Mater. Sci. Eng. 2020, 1104, 012020. [Google Scholar] [CrossRef]
- ISO/ASTM 52900; International Standard: 2021 Additive Manufacturing—General Principles—Fundamentals and Vocabulary. ISO/ASTM International: Geneva, Switzerland, 2021.
- Brunton, A.; Arikan, C.A.; Urban, P. Pushing the Limits of 3D Color Printing: Error Diffusion with Translucent Materials. ACM Trans. Graph. 2015, 35, 1–13. [Google Scholar] [CrossRef]
- Arikan, C.A.; Brunton, A.; Tanksale, T.M.; Urban, P. Color-Managed 3D-Printing with highly Translucent Printing Materials. In Proceedings of the SPIE/IS&T Electronic Imaging, San Francisco, CA, USA, 8–12 February 2015; pp. 251–259. [Google Scholar] [CrossRef]
- Brunton, A.; Arikan, C.A.; Tanksale, T.M.; Urban, P. 3D Printing Spatially Varying Color and Translucency. ACM Trans. Graph. 2018, 37, 4. [Google Scholar] [CrossRef]
- Yuan, J.; Tian, J.; Chen, C.; Chen, G. Experimental Investigation of Color Reproduction Quality of Color 3D Printing Based on Colored Layer Features. Molecules 2020, 25, 2909. [Google Scholar] [CrossRef] [PubMed]
- Yang, M.; Lv, X.; Liu, X.; Zhang, J. Research on color 3D printing based on color adherence. Rapid Prototyp. J. 2018, 24, 37–45. [Google Scholar] [CrossRef]
- Yuan, J.; Chen, G.; Li, H.; Prautzsch, H.; Xiao, K. Accurate and Computational: A review of color reproduction in Full-color 3D printing. Mater. Des. 2021, 209, 109943. [Google Scholar] [CrossRef]
- Li, C.; Zheng, L.; Xiao, Y. Study on the Influencing Factors of Color Reproduction in Color 3D Printing. Lect. Notes Electr. Eng. 2020, 600, 156–163. [Google Scholar] [CrossRef]
- Kain, S.; Ecker, J.V.; Haider, A.; Musso, M.; Petutschnigg, A. Effects of the infill pattern on mechanical properties of fused layer modeling (FLM) 3D printed wood/polylactic acid (PLA) composites. Eur. J. Wood Wood Prod. 2020, 78, 65–74. [Google Scholar] [CrossRef]
- Tanveer Md, Q.; Haleem, A.; Suhaib, M. Effect of Variable Infill Density on Mechanical Behaviour of 3-D Printed PLA Specimen: An Experimental Investigation. SN Appl. Sci. 2019, 1, 1701. [Google Scholar] [CrossRef]
- Stoklasek, P.; Navratil, M.; Bednarik, M.; Hudec, I.; Petrzelka, D. Flexural Behaviour of ABS 3D Printed Parts on Professional Printer Stratasys Fortus 900mc. MATEC Web Conf. 2018, 210, 04048. [Google Scholar] [CrossRef]
- Özen, A.; Auhl, D.; Völlmecke, C.; Kiendl, J.; Abali, B.E. Optimization of Manufacturing Parameters and Tensile Specimen Geometry for Fused Deposition Modeling (FDM) 3D-Printed PETG. Materials 2021, 14, 2556. [Google Scholar] [CrossRef] [PubMed]
- Tamasag, I.; Amarandei, D.; Besliu, I. Some Insights on Chemical Treatment of 3D Printed Parts. Mater. Plast. 2022, 59, 18–32. [Google Scholar] [CrossRef]
- Pandey, P.M.; Venkata Reddy, N.; Dhande, S.G. Improvement of Surface Finish by Staircase Machining in Fused Deposition Modeling. J. Mater. Process. Technol. 2003, 132, 323–331. [Google Scholar] [CrossRef]
- Mali, H.S.; Prajwal, B.; Gupta, D.; Kishan, J. Abrasive flow finishing of FDM printed parts using a sustainable media. Rapid Prototyp. J. 2018, 24, 593–606. [Google Scholar] [CrossRef]
- Mu, M.; Ou, C.-Y.; Wang, J.; Liu, Y. Surface Modification of Prototypes in Fused Filament Fabrication Using Chemical Vapour Smoothing. Addit. Manuf. 2020, 31, 100972. [Google Scholar] [CrossRef]
- Singh, J.; Singh, R.; Singh, H. Repeatability of Linear and Radial Dimension of ABS Replicas Fabricated by Fused Deposition Modelling and Chemical Vapor Smoothing Process: A Case Study. Measurement 2016, 94, 5–11. [Google Scholar] [CrossRef]
- Kalyan, K.; Singh, J.; Phull, G.S.; Soni, S.; Singh, H.; Kaur, G. Integration of FDM and Vapor Smoothing Process: Analyzing Properties of Fabricated ABS Replicas. Mater. Today Proc. 2018, 5, 27902–27911. [Google Scholar] [CrossRef]
- Chohan, J.S.; Singh, R.; Boparai, K.S. Vapor Smoothing Process for Surface Finishing of FDM Replicas. Mater. Today Proc. 2019, 26, 173–179. [Google Scholar] [CrossRef]
- Syrlybayev, D.; Zharylkassyn, B.; Seisekulova, A.; Akhmetov, M.; Perveen, A.; Talamona, D. Optimisation of Strength Properties of FDM Printed Parts—A Critical Review. Polymers 2021, 13, 1587. [Google Scholar] [CrossRef]
- Kishore, V.; Nycz, A.; Lindahl, J.; Duty, C.; Carnal, C.; Kunc, V. Effect of Infrared Preheating on the Mechanical Properties of Large Format 3D Printed Parts. Available online: https://repositories.lib.utexas.edu/handle/2152/90461 (accessed on 14 November 2022). [CrossRef]
- Luo, M.; Tian, X.; Zhu, W.; Li, D. Controllable Interlayer Shear Strength and Crystallinity of PEEK Components by Laser-Assisted Material Extrusion. J. Mater. Res. 2018, 33, 1632–1641. [Google Scholar] [CrossRef]
- Soares, J.B. Analysis of the influence of polylactic acid (PLA) colour on FDM 3D printing temperature and part finishing. Rapid Prototyp. J. 2018, 24, 1305–1316. [Google Scholar] [CrossRef]
- Pandzic, A.; Hodzic, D.; Milovanovic, A. Influence of Material Colour on Mechanical Properties of PLA Material in FDM Technology. In Proceedings of the 30th DAAAM International Symposium on Intelligent Manufacturing and Automation, Zadar, Croatia, 21–26 October 2019; Volume 30, pp. 0555–0561. [Google Scholar] [CrossRef]
- Wittbrodt, B.; Pearce, J.M. The Effects of PLA Color on Material Properties of 3-D Printed Components. Addit. Manuf. 2015, 8, 110–116. [Google Scholar] [CrossRef]
- Baechle-Clayton, M.; Loos, E.; Taheri, M.; Taheri, H. Failures and Flaws in Fused Deposition Modeling (FDM) Additively Manufactured Polymers and Composites. J. Compos. Sci. 2022, 6, 202. [Google Scholar] [CrossRef]
- Guessasma, S.; Belhabib, S.; Nouri, H. Printability and Tensile Performance of 3D Printed Polyethylene Terephthalate Glycol Using Fused Deposition Modelling. Polymers 2019, 11, 1220. [Google Scholar] [CrossRef]
- ISO 527; International Standard: Plastics—Determination of Tensile Properties—Part 1: General Principles. International Organization for Standardization: Geneva, Switzerland.
- ISO 527; International Standard: Plastics—Determination of tensile properties—Part 2: Test conditions for moulding and extrusion plastics. International Organization for Standardization: Geneva, Switzerland.
- eSUN PLA Technical Data Sheet. Available online: https://www.esun3d.com/uploads/eSUN_PLA-Filament_TDS_V4.0.pdf (accessed on 18 November 2022).
- eSUN PLA+ Technical Data Sheet. Available online: https://www.esun3d.com/uploads/eSUN_PLA+-Filament_TDS_V4.0.pdf (accessed on 18 November 2022).
- eSUN PETG Technical Data Sheet. Available online: https://www.esun3d.com/uploads/eSUN_PETG-Filament_TDS_V4.0.pdf (accessed on 18 November 2022).
- eSUN PLA Material Safety Data Sheet. Available online: https://www.esun3d.com/uploads/PLA-MSDS.pdf (accessed on 18 November 2022).
- eSUN PLA+ Material Safety Data Sheet. Available online: https://www.esun3d.com/uploads/PLA+-MSDS.pdf (accessed on 18 November 2022).
- eSUN PETG Material Safety Data Sheet. Available online: https://www.esun3d.com/uploads/PETG-MSDS.pdf (accessed on 18 November 2022).
- Tamașag, I.; Ispas, L.; Picus, C.M.; Severin, T.L.; Dulucheanu, C. Annealing influence on 3d printed parts with amorfous structures. TEHNOMUS J. 2021, 28, 118–123. [Google Scholar]
- Alsoufi, M.S.; Elsayed, A.E. Surface Roughness Quality and Dimensional Accuracy—A Comprehensive Analysis of 100% Infill Printed Parts Fabricated by a Personal/Desktop Cost-Effective FDM 3D Printer. Mater. Sci. Appl. 2018, 9, 11–40. [Google Scholar] [CrossRef]
- Auffray, L.; Gouge, P.-A.; Hattali, L. Design of Experiment Analysis on Tensile Properties of PLA Samples Produced by Fused Filament Fabrication. Int. J. Adv. Manuf. Technol. 2021, 118, 4123–4137. [Google Scholar] [CrossRef]
- Khan, S.F.; Zakaria, H.; Chong, Y.L.; Saad, M.A.M.; Basaruddin, K. Effect of Infill on Tensile and Flexural Strength of 3D Printed PLA Parts. IOP Conf. Ser. Mater. Sci. Eng. 2018, 429, 012101. [Google Scholar] [CrossRef]
- Travieso-Rodriguez, J.A.; Jerez-Mesa, R.; Llumà, J.; Traver-Ramos, O.; Gomez-Gras, G.; Roa Rovira, J.J. Mechanical Properties of 3D-Printing Polylactic Acid Parts Subjected to Bending Stress and Fatigue Testing. Materials 2019, 12, 3859. [Google Scholar] [CrossRef]
- Hsueh, M.-H.; Lai, C.-J.; Chung, C.-F.; Wang, S.-H.; Huang, W.-C.; Pan, C.-Y.; Zeng, Y.-S.; Hsieh, C.-H. Effect of Printing Parameters on the Tensile Properties of 3D-Printed Polylactic Acid (PLA) Based on Fused Deposition Modeling. Polymers 2021, 13, 2387. [Google Scholar] [CrossRef] [PubMed]
- Mat, M.C.; Ramli, F.R.; Alkahari, M.R.; Sudin, M.N.; Abdollah, M.F.; Mat, S. Influence of Layer Thickness and Infill Design on the Surface Roughness of PLA, PETG and Metal Copper Materials. Proc. Mech. Eng. Res. Day 2020, 7, 64–66. [Google Scholar]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Number | Material | Colour Pigment | Colour Distribution [%] | Infill [%] | Tensile Strength, [MPa] | Roughness, Sq [µm] |
|---|---|---|---|---|---|---|
| 1 | PLA | Blue | 33 | 15 | 10.16 | 178.76 |
| 2 | 66 | 30 | 11.09 | 110.33 | ||
| 3 | 99 | 50 | 12.19 | 97.65 | ||
| 4 | Red | 33 | 30 | 10.00 | 120.65 | |
| 5 | 66 | 50 | 12.66 | 125.77 | ||
| 6 | 99 | 15 | 7.810 | 131.52 | ||
| 7 | Green | 33 | 50 | 11.88 | 115.55 | |
| 8 | 66 | 15 | 9.060 | 183.24 | ||
| 9 | 99 | 30 | 10.16 | 160.05 | ||
| 10 | PLA+ | Blue | 33 | 30 | 12.19 | 131.56 |
| 11 | 66 | 50 | 12.97 | 120.84 | ||
| 12 | 99 | 15 | 10.78 | 127.75 | ||
| 13 | Red | 33 | 50 | 12.81 | 145.23 | |
| 14 | 66 | 15 | 8.120 | 152.28 | ||
| 15 | 99 | 30 | 10.47 | 112.74 | ||
| 16 | Green | 33 | 15 | 9.690 | 111.91 | |
| 17 | 66 | 30 | 12.81 | 102.70 | ||
| 18 | 99 | 50 | 13.28 | 141.84 | ||
| 19 | PETG | Blue | 33 | 50 | 10.78 | 147.61 |
| 20 | 66 | 15 | 7.660 | 146.64 | ||
| 21 | 99 | 30 | 10.31 | 187.05 | ||
| 22 | Red | 33 | 15 | 7.340 | 120.98 | |
| 23 | 66 | 30 | 9.060 | 120.68 | ||
| 24 | 99 | 50 | 10.47 | 102.24 | ||
| 25 | Green | 33 | 30 | 9.220 | 172.40 | |
| 26 | 66 | 50 | 10.31 | 120.84 | ||
| 27 | 99 | 15 | 5.940 | 107.31 |
| Material | Infill [%] | Tensile Strength, [MPa] | Roughness, Sq [µm] |
|---|---|---|---|
| PLA | 15 | 9.220 | 202.00 |
| PLA | 30 | 10.78 | 184.44 |
| PLA | 50 | 12.34 | 123.01 |
| PLA+ | 15 | 10.00 | 160.53 |
| PLA+ | 30 | 11.88 | 187.07 |
| PLA+ | 50 | 14.06 | 143.00 |
| PETG | 15 | 9.060 | 126.00 |
| PETG | 30 | 9.780 | 135.35 |
| PETG | 50 | 11.09 | 105.76 |
| Material | Density [g/cm3] | Heat Distortion Temp [°C, 0.45 MPa] | Melt Flow Index [g/10 min] | Flexural Modulus [MPa] |
|---|---|---|---|---|
| PLA | 1.2 | 53 | 3.5 | 1915 |
| PLA+ | 1.23 | 53 | 5 | 1973 |
| PETG | 1.27 | 64 | 20 | 1073 |
| Settings | PLA/PLA+ | PETG |
|---|---|---|
| Temperature | 200 °C | 240 °C |
| Bed temperature | 60 °C | 80 °C |
| Layer height | 0.2 mm | |
| Fan | 100% | |
| Retraction | 6.5 mm | |
| Speed | 50 mm/s | |
| Infill type | Cubic | |
| Wall line count | 4 | |
| Nozzle diameter | Φ0.4 mm | |
| Values | Material | Colour Pigment | Colour Distribution | Infill |
|---|---|---|---|---|
| 1 | - | - | - | - |
| 2 | ↑ 4.77% | ↓ 5.89% | ↓ 0.33% | ↑ 26.00% |
| 3 | ↓ 11.01% | ↓ 9.55% | ↓ 5.34% | ↑ 40.28% |
| Material | Infill [%] | No Colour | 1 | 2 | 3 | Maximum Variation |
|---|---|---|---|---|---|---|
| PLA | 15 | 9.220 | 10.16 | 7.810 | 9.060 | ↓ 15.24% |
| PLA | 30 | 10.78 | 11.09 | 10.00 | 10.16 | ↓ 7.220% |
| PLA | 50 | 12.34 | 12.19 | 12.66 | 11.88 | ↓ 3.790% |
| PLA+ | 15 | 10.00 | 10.78 | 8.120 | 9.690 | ↓ 18.75% |
| PLA+ | 30 | 11.88 | 12.19 | 10.47 | 12.81 | ↓ 11.84% |
| PLA+ | 50 | 14.06 | 12.97 | 12.81 | 13.28 | ↓ 8.880% |
| PETG | 15 | 9.060 | 7.660 | 7.340 | 5.940 | ↓ 34.48% |
| PETG | 30 | 9.220 | 10.16 | 7.810 | 9.060 | ↓ 7.350% |
| PETG | 50 | 10.78 | 11.09 | 10.00 | 10.16 | ↓ 7.040% |
| Values | Material | Colour Pigment | Colour Distribution | Infill |
|---|---|---|---|---|
| 1 | - | - | - | - |
| 2 | ↓ 2.62% | ↓ 2.59% | ↓ 4.93% | ↓ 4.89% |
| 3 | ↑ 2.88% | ↓ 9.3% | ↓ 6.15% | ↓10.56% |
| Material | Infill [%] | No Colour | 1 | 2 | 3 | Maximum Variation |
|---|---|---|---|---|---|---|
| PLA | 15 | 202.00 | 178.76 | 131.52 | 183.24 | ↓ 34.89% |
| PLA | 30 | 184.44 | 110.33 | 120.65 | 160.05 | ↓ 40.18% |
| PLA | 50 | 123.01 | 97.65 | 125.77 | 115.55 | ↓ 20.62% |
| PLA+ | 15 | 160.53 | 127.75 | 152.28 | 111.91 | ↓ 30.29% |
| PLA+ | 30 | 187.07 | 131.56 | 112.74 | 102.70 | ↓ 39.73% |
| PLA+ | 50 | 143.00 | 120.84 | 145.23 | 141.84 | ↓ 15.50% |
| PETG | 15 | 126.00 | 146.64 | 120.98 | 107.31 | ↑ 16.38% |
| PETG | 30 | 135.35 | 187.05 | 120.68 | 172.4 | ↑ 38.20% |
| PETG | 50 | 105.76 | 147.61 | 102.24 | 120.84 | ↑ 39.57% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tamașag, I.; Suciu, C.; Beșliu-Băncescu, I.; Dulucheanu, C.; Cerlincă, D.-A. Experimental Study on the Possibilities of FDM Direct Colour Printing and Its Implications on Mechanical Properties and Surface Quality of the Resulting Parts. Polymers 2022, 14, 5173. https://doi.org/10.3390/polym14235173
Tamașag I, Suciu C, Beșliu-Băncescu I, Dulucheanu C, Cerlincă D-A. Experimental Study on the Possibilities of FDM Direct Colour Printing and Its Implications on Mechanical Properties and Surface Quality of the Resulting Parts. Polymers. 2022; 14(23):5173. https://doi.org/10.3390/polym14235173
Chicago/Turabian StyleTamașag, Ioan, Cornel Suciu, Irina Beșliu-Băncescu, Constantin Dulucheanu, and Delia-Aurora Cerlincă. 2022. "Experimental Study on the Possibilities of FDM Direct Colour Printing and Its Implications on Mechanical Properties and Surface Quality of the Resulting Parts" Polymers 14, no. 23: 5173. https://doi.org/10.3390/polym14235173
APA StyleTamașag, I., Suciu, C., Beșliu-Băncescu, I., Dulucheanu, C., & Cerlincă, D.-A. (2022). Experimental Study on the Possibilities of FDM Direct Colour Printing and Its Implications on Mechanical Properties and Surface Quality of the Resulting Parts. Polymers, 14(23), 5173. https://doi.org/10.3390/polym14235173