



3D-Printed Fiber-Reinforced Polymer Composites by Fused Deposition Modelling (FDM): Fiber Length and Fiber Implementation Techniques



Abstract
1. Introduction
2. Polymer Sintering and Voids Formation in Fused Deposition Modelling
2.1. Fused Deposition Modelling Process
2.2. Polymer Sintering of Deposited Thermoplastics
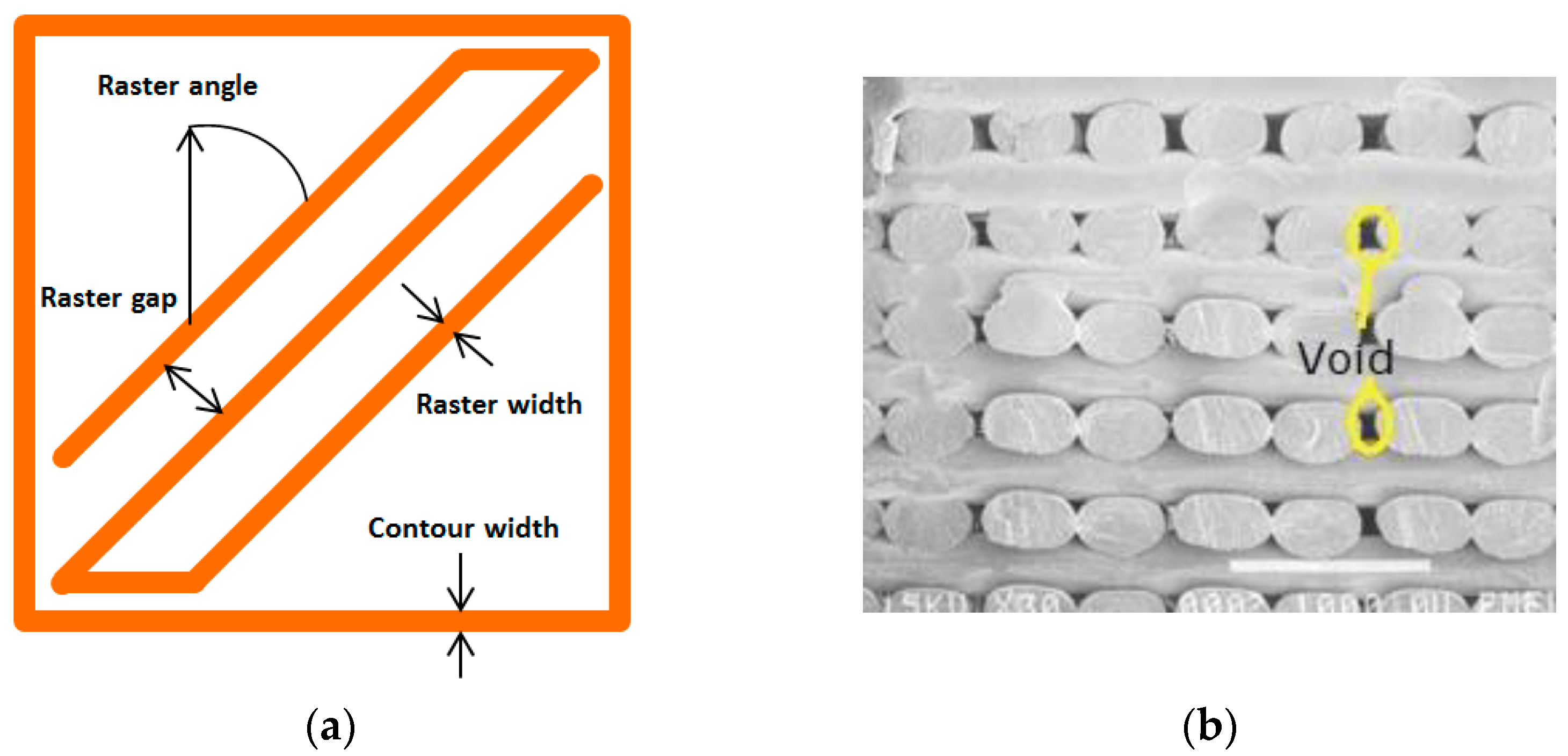
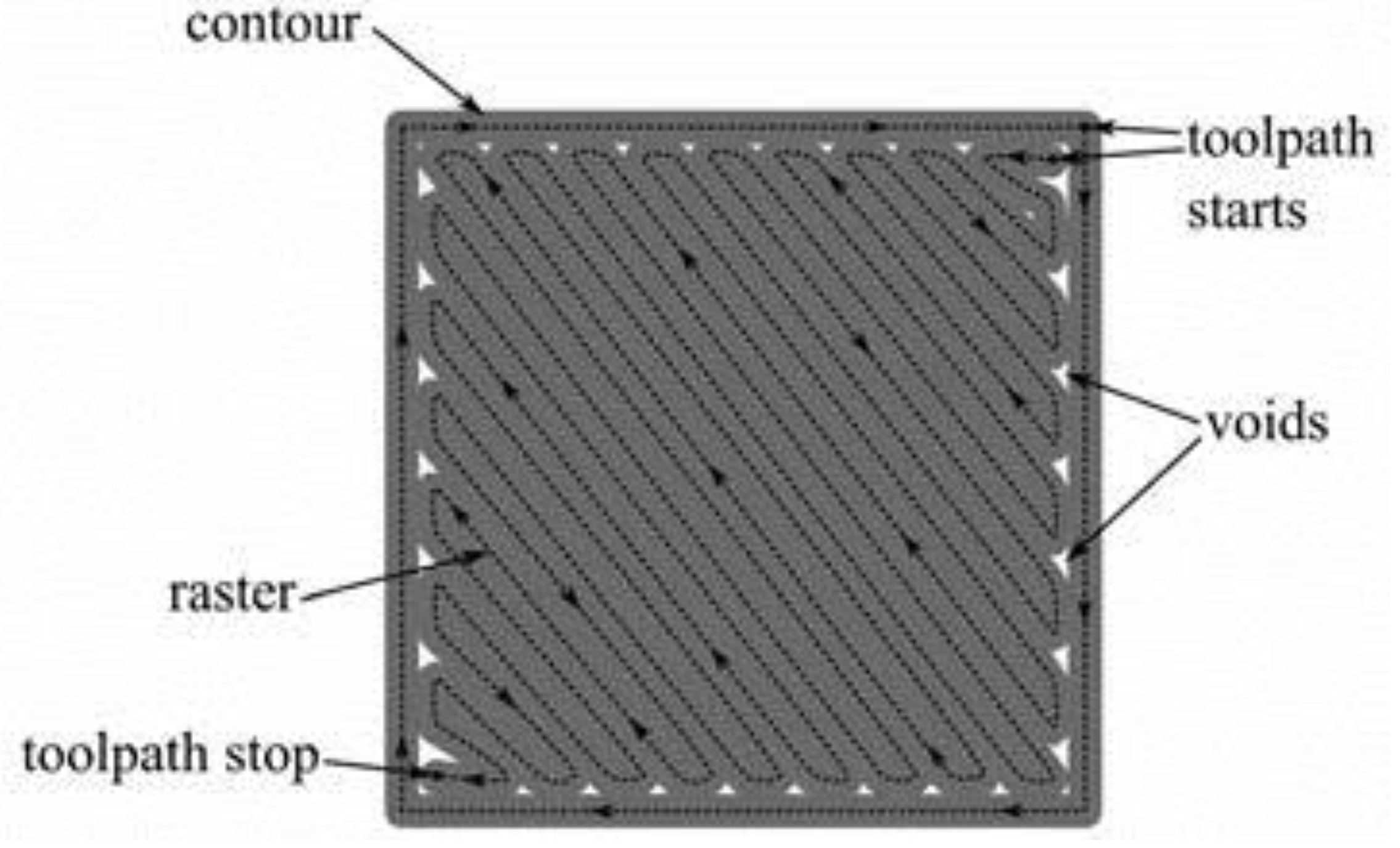
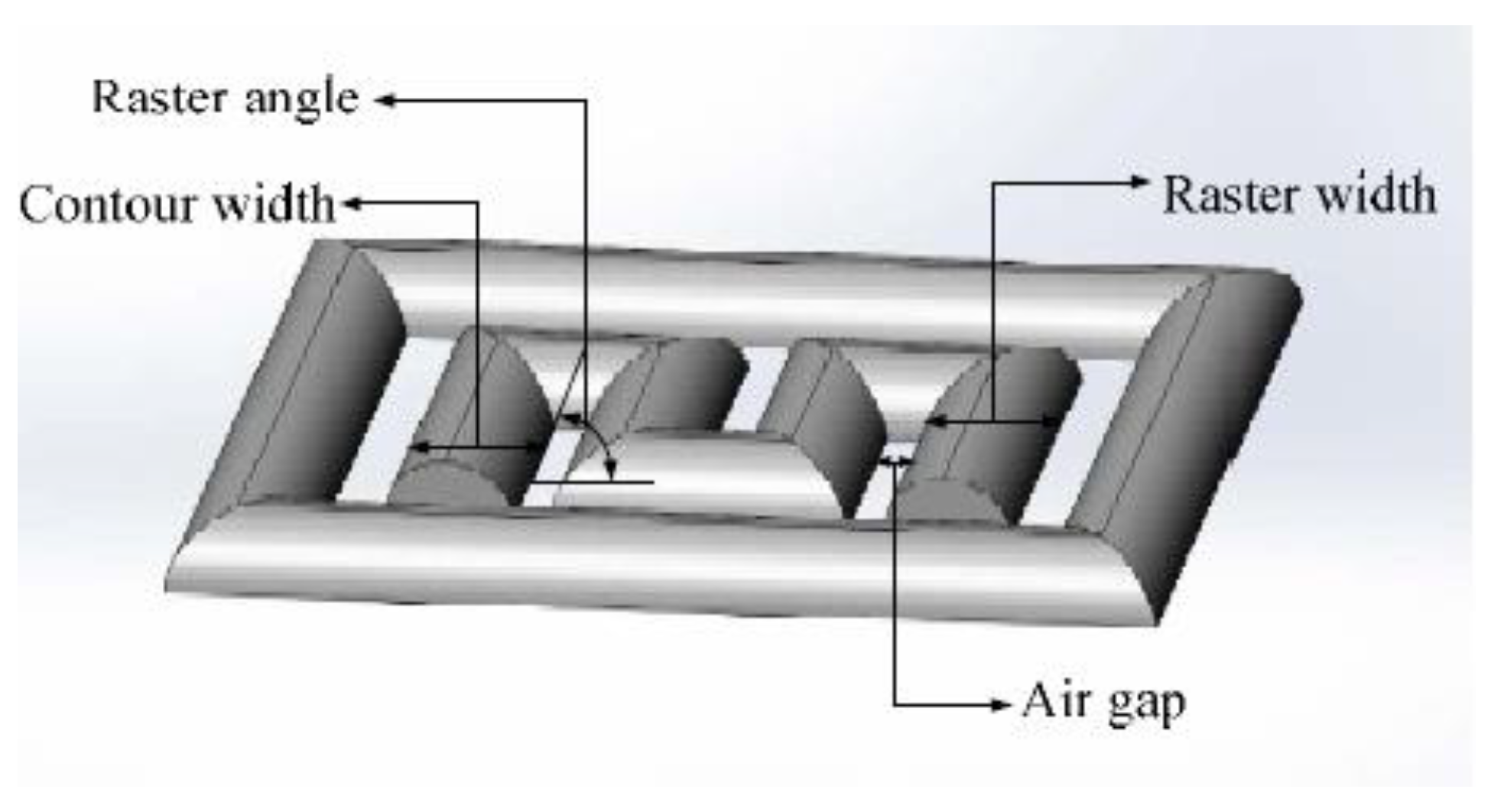
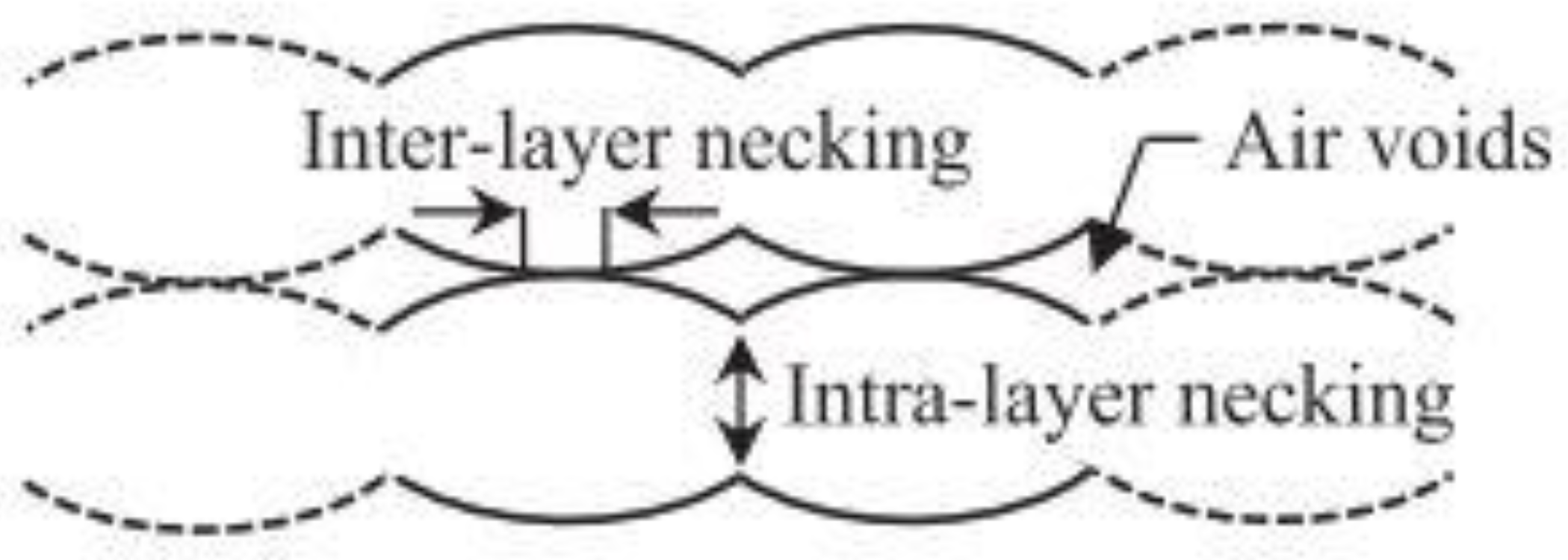
2.3. Voids in FDM Printed Components
2.4. Quantification of Voids
3. Printing Parameters

4. Fiber Reinforced Polymer Composite (FRPC)
- Types of reinforcement and matrices;
- Good fiber-to-matrix bonding;
- Fiber homogeneity;
- Fiber alignment;
- Good interlayer bonding;
- Minimal porosity.
4.1. Synthetic Fibers vs. Natural Fibers
4.2. Continuous vs. Discontinuous Fiber
4.2.1. Continuous and Aligned Fiber Composites
4.2.2. Discontinuous and Randomly Oriented-Fiber Composites
4.2.3. Discontinuous and Aligned-Fiber Composites
5. Manufacturing Techniques of Fiber Reinforced Polymer Composites
- (i)
- Method 1 (M1): embedding before the printing process.
- Prefabricated composite, which is the filament itself, is a composite.
- (ii)
- Method 2 (M2): embedding in the nozzle.
- The fiber embedding can take place in the extruder itself.
- (iii)
- Method 3 (M3): embedding on the component.
- This method requires two or more independent extruders with an independent nozzle.
5.1. Method 1 (M1): Embedding before the Printing Process
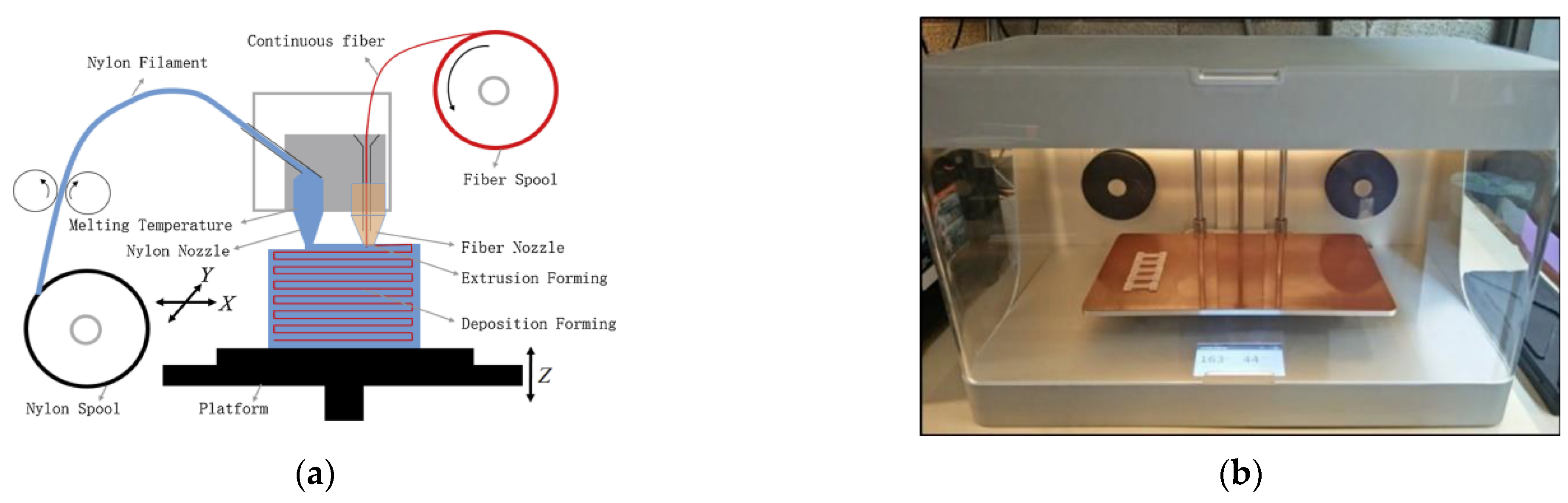
5.2. Method 2 (M2): Embedding in the Nozzle
5.3. Method 3 (M3): Embedding on the Component
6. Opportunities for Future Developments
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| Additive manufacturing and 3D printing techniques | |
| 3DP | 3-Dimensional Printing |
| AM | Additive Manufacturing |
| DIW | Direct-Ink-Writing |
| FDM | Fused Deposition Modelling |
| FFF | Fused Filament Fabrication |
| LOM | Laminated Object Manufacturing |
| SLA | Stereolithography |
| SLS | Selective Laser Sintering |
| Polymers | |
| ABS | Acrylonitrile Butadiene Styrene |
| HIPS | High-impact Polystyrene |
| PA | Polyamide |
| PE | Polyethylene |
| PEEK | Polyether Ether Ketone |
| PETG | Polyethylene Terephthalate Glycol |
| PLA | Poly-Lactic Acid |
| PP | Polypropylene |
| PS | Polystyrene |
| Reinforcement | |
| CF | Carbon Fiber |
| GF | Glass Fiber |
| CNT | Carbon Nanotubes |
| MWCNT | Multi-walled Carbon Nanotubes |
| SWCNT | Single-walled Carbon Nanotube |
| VGCF | Vapor-grown Carbon Fiber |
| Composites | |
| FRPC | Fiber Reinforced Polymer Composites |
| CFRT | Continuous Fiber Reinforced Thermoplastic |
References
- Lee, J.; An, J.; Chua, C.K. Fundamentals and Applications of 3D Printing for Novel Materials. Appl. Mater. Today 2017, 7, 120–133. [Google Scholar] [CrossRef]
- Wu, P.; Wang, J.; Wang, X. A Critical Review of the Use of 3-D Printing in the Construction Industry. Autom. Constr. 2016, 68, 21–31. [Google Scholar] [CrossRef]
- Kroll, E.; Artzi, D. Enhancing Aerospace Engineering Students’ Learning with 3D Printing Wind-Tunnel Models. Rapid Prototyp. J. 2011, 17, 393–402. [Google Scholar] [CrossRef]
- Stansbury, J.W.; Idacavage, M.J. 3D Printing with Polymers: Challenges among Expanding Options and Opportunities. Dent. Mater. 2016, 32, 54–64. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.; Goyanes, A.; Gaisford, S.; Basit, A.W. Stereolithographic (SLA) 3D Printing of Oral Modified-Release Dosage Forms. Int. J. Pharm. 2016, 503, 207–212. [Google Scholar] [CrossRef]
- Ahn, D.; Kweon, J.H.; Choi, J.; Lee, S. Quantification of Surface Roughness of Parts Processed by Laminated Object Manufacturing. J. Mater. Process. Technol. 2012, 212, 339–346. [Google Scholar] [CrossRef]
- Greiner, S.; Wudy, K.; Lanzl, L.; Drummer, D. Selective Laser Sintering of Polymer Blends: Bulk Properties and Process Behavior. Polym. Test. 2017, 64, 136–144. [Google Scholar] [CrossRef]
- Turner, B.N.; Strong, R.; Gold, S.A. A Review of Melt Extrusion Additive Manufacturing Processes: I. Process Design and Modeling. Rapid Prototyp. J. 2014, 20, 192–204. [Google Scholar] [CrossRef]
- Kabir, S.M.F.; Mathur, K.; Seyam, A.F.M. A Critical Review on 3D Printed Continuous Fiber-Reinforced Composites: History, Mechanism, Materials and Properties. Compos. Struct. 2020, 232, 111476. [Google Scholar] [CrossRef]
- Liu, W.; Song, H.; Wang, Z.; Wang, J.; Huang, C. Improving Mechanical Performance of Fused Deposition Modeling Lattice Structures by a Snap-Fitting Method. Mater. Des. 2019, 181, 108065. [Google Scholar] [CrossRef]
- Lederle, F.; Meyer, F.; Christian, G.B. Improved Mechanical Properties of 3D-Printed Parts by Fused Deposition Modeling Processed under the Exclusion of Oxygen. Prog. Addit. Manuf. 2016, 1, 3–7. [Google Scholar] [CrossRef]
- Majid, S.N.A.; Alkahari, M.R.; Ramli, F.R.; Maidin, S.; Fai, T.C.; Sudin, M.N. Influence of Integrated Pressing during Fused Filament Fabrication on Tensile Strength and Porosity. J. Mech. Eng. 2017, SI 3, 185–197. [Google Scholar]
- Hofstätter, T.; Pedersen, D.B.; Tosello, G.; Hansen, H.N. State-of-the-Art of Fiber-Reinforced Polymers in Additive Manufacturing Technologies. J. Reinf. Plast. Compos. 2017, 36, 1061–1073. [Google Scholar] [CrossRef]
- Li, J.; Durandet, Y.; Huang, X.; Sun, G.; Ruan, D. Additively Manufactured Fiber-Reinforced Composites: A Review of Mechanical Behavior and Opportunities. J. Mater. Sci. Technol. 2022, 119, 219–244. [Google Scholar] [CrossRef]
- Fidan, I.; Imeri, A.; Gupta, A.; Hasanov, S.; Nasirov, A.; Elliott, A.; Alifui-segbaya, F. The Trends and Challenges of Fiber Reinforced Additive Manufacturing. Int. J. Adv. Manuf. Technol. 2019, 102, 1801–1818. [Google Scholar] [CrossRef]
- Krajangsawasdi, N.; Blok, L.G.; Hamerton, I.; Longana, M.L.; Woods, B.K.S.; Ivanov, D.S. Fused Deposition Modelling of Fibre Reinforced Polymer Composites: A Parametric Review. J. Compos. Sci. 2021, 5, 29. [Google Scholar] [CrossRef]
- Shanmugam, V.; Rajendran, D.J.J.; Babu, K.; Rajendran, S.; Veerasimman, A.; Marimuthu, U.; Singh, S.; Das, O.; Neisiany, R.E.; Hedenqvist, M.S.; et al. The Mechanical Testing and Performance Analysis of Polymer-Fibre Composites Prepared through the Additive Manufacturing. Polym. Test. 2021, 93, 106925. [Google Scholar] [CrossRef]
- Mazzanti, V.; Malagutti, L.; Mollica, F. FDM 3D Printing of Polymers Containing Natural Fillers: A Review of Their Mechanical Properties. Polymers 2019, 11, 1094. [Google Scholar] [CrossRef]
- Hu, C.; Qin, Q.H. Advances in Fused Deposition Modeling of Discontinuous Fiber/Polymer Composites. Curr. Opin. Solid State Mater. Sci. 2020, 24, 100867. [Google Scholar] [CrossRef]
- Chen, J.; Liu, X.; Tian, Y.; Zhu, W.; Yan, C.; Shi, Y.; Kong, L.B.; Qi, H.J.; Zhou, K. 3D-Printed Anisotropic Polymer Materials for Functional Applications. Adv. Mater. 2022, 34. [Google Scholar] [CrossRef]
- Xu, W.; Jambhulkar, S.; Ravichandran, D.; Zhu, Y.; Kakarla, M.; Nian, Q.; Azeredo, B.; Chen, X.; Jin, K.; Vernon, B.; et al. 3D Printing-Enabled Nanoparticle Alignment: A Review of Mechanisms and Applications. Small 2021, 17, e2100817. [Google Scholar] [CrossRef] [PubMed]
- Sun, Q.; Rizvi, G.M.; Bellehumeur, C.T.; Gu, P. Effect of Processing Conditions on the Bonding Quality of FDM Polymer Filaments. Rapid Prototyp. J. 2008, 14, 72–80. [Google Scholar] [CrossRef]
- Gurrala, P.K.; Regalla, S.P. Part Strength Evolution with Bonding between Filaments in Fused Deposition Modelling. Virtual Phys. Prototyp. 2014, 9, 141–149. [Google Scholar] [CrossRef]
- Bellehumeur, C.; Li, L.; Sun, Q.; Gu, P. Modeling of Bond Formation between Polymer Filaments in the Fused Deposition Modeling Process. J. Manuf. Process. 2004, 6, 170–178. [Google Scholar] [CrossRef]
- Yardimci, M.A.; Guceri, S.I.; Agarwala, M.; Danforth, S.C. Part Quality Prediction Tools for Fused Deposition Processing. In Proceedings of the 1996 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 12–14 August 1996; pp. 539–548. [Google Scholar]
- Yardimci, M.A.; Hattori, T.; Guceri, S.I.; Danforth, S.C. Thermal Analysis of Fused Deposition. In Proceedings of the 1997 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 11–13 August 1997; pp. 689–698. [Google Scholar]
- Pokluda, O.; Bellehumeur, C.T.; Vlachopoulos, J. Modification of Frenkel’s Model for Sintering. AIChE J. 1997, 43, 3253–3256. [Google Scholar] [CrossRef]
- Bellini, A. Fused Deposition of Ceramics: A Comprehensive Experimental, Analytical and Computational Study of Material Behavior, Fabrication Process and Equipment Design; Drexel University: Philadelphia, PA, USA, 2002. [Google Scholar]
- Tao, Y.; Kong, F.; Li, Z.; Zhang, J.; Zhao, X.; Yin, Q.; Xing, D.; Li, P. A Review on Voids of 3D Printed Parts by Fused Filament Fabrication. J. Mater. Res. Technol. 2021, 15, 4860–4879. [Google Scholar] [CrossRef]
- Lopatina, Y.; Filippova, A. Research of Composition Porosity Based on 3d-Printed Frames and Impregnated with Epoxy Resin. IOP Conf. Ser. Mater. Sci. Eng. 2020, 963, 012031. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, L.; Fuh, J.Y.H.; Lee, H.P. Effect of Porosity on Mechanical Properties of 3D Printed Polymers: Experiments and Micromechanical Modeling Based on X-Ray Computed Tomography Analysis. Polymers 2019, 11, 1154. [Google Scholar] [CrossRef]
- Garg, A.; Bhattacharya, A. An Insight to the Failure of FDM Parts under Tensile Loading: Finite Element Analysis and Experimental Study. Int. J. Mech. Sci. 2017, 120, 225–236. [Google Scholar] [CrossRef]
- Bellini, A.; Güçeri, S. Mechanical Characterization of Parts Fabricated Using Fused Deposition Modeling. Rapid Prototyp. J. 2003, 9, 252–264. [Google Scholar] [CrossRef]
- Turner, B.N.; Gold, S.A. A Review of Melt Extrusion Additive Manufacturing Processes: II. Materials, Dimensional Accuracy, and Surface Roughness. Rapid Prototyp. J. 2015, 21, 250–261. [Google Scholar] [CrossRef]
- van de Werken, N.; Tekinalp, H.; Khanbolouki, P.; Ozcan, S.; Williams, A.; Tehrani, M. Additively Manufactured Carbon Fiber-Reinforced Composites: State of the Art and Perspective. Addit. Manuf. 2020, 31, 100962. [Google Scholar] [CrossRef]
- El Magri, A.; El Mabrouk, K.; Vaudreuil, S.; Touhami, M.E. Mechanical Properties of CF-Reinforced PLA Parts Manufactured by Fused Deposition Modeling. J. Thermoplast. Compos. Mater. 2021, 34, 581–595. [Google Scholar] [CrossRef]
- Ahn, S.; Montero, M.; Wright, P.K. Anisotropic Material Properties of Fused Deposition Modeling ABS. Rapid Prototyp. J. 2002, 8, 248–257. [Google Scholar] [CrossRef]
- Dudescu, C.; Racz, L. Effects of Raster Orientation, Infill Rate and Infill Pattern on the Mechanical Properties of 3D Printed Materials. ACTA Univ. Cibiniensis 2017, 69, 23–30. [Google Scholar] [CrossRef]
- Onwubolu, G.C.; Rayegani, F. Characterization and Optimization of Mechanical Properties of ABS Parts Manufactured by the Fused Deposition Modelling Process. Int. J. Manuf. Eng. 2014, 2014, 1–13. [Google Scholar] [CrossRef]
- Dawoud, M.; Taha, I.; Ebeid, S.J. Mechanical Behaviour of ABS: An Experimental Study Using FDM and Injection Moulding Techniques. J. Manuf. Process. 2016, 21, 39–45. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W.; Qiu, J.; Wei, J.; Wang, S. Additive Manufacturing of Carbon Fiber Reinforced Thermoplastic Composites Using Fused Deposition Modeling. Compos. Part B Eng. 2015, 80, 369–378. [Google Scholar] [CrossRef]
- Li, H.; Wang, T.; Sun, J.; Yu, Z. The Effect of Process Parameters in Fused Deposition Modelling on Bonding Degree and Mechanical Properties. Rapid Prototyp. J. 2018, 24, 80–92. [Google Scholar] [CrossRef]
- Carneiro, O.S.; Silva, A.F.; Gomes, R. Fused Deposition Modeling with Polypropylene. Mater. Des. 2015, 83, 768–776. [Google Scholar] [CrossRef]
- Qiao, P.; Yang, M.; Bobaru, F. Impact Mechanics and High-Energy Absorbing Materials: Review. J. Aerosp. Eng. 2008, 21, 235–248. [Google Scholar] [CrossRef]
- Mei, H.; Ali, Z.; Ali, I.; Cheng, L. Tailoring Strength and Modulus by 3D Printing Different Continuous Fibers and Filled Structures into Composites. Adv. Compos. Hybrid Mater. 2019, 2, 312–319. [Google Scholar] [CrossRef]
- Naranjo-Lozada, J.; Ahuett-Garza, H.; Orta-Castañón, P.; Verbeeten, W.M.H.; Sáiz-González, D. Tensile Properties and Failure Behavior of Chopped and Continuous Carbon Fiber Composites Produced by Additive Manufacturing. Addit. Manuf. 2019, 26, 227–241. [Google Scholar] [CrossRef]
- Anitha, R.; Arunachalam, S.; Radhakrishnan, P. Critical Parameters Influencing the Quality of Prototypes in Fused Deposition Modelling. J. Mater. Process. Technol. 2001, 118, 385–388. [Google Scholar] [CrossRef]
- Sood, A.K.; Ohdar, R.K.; Mahapatra, S.S. Parametric Appraisal of Mechanical Property of Fused Deposition Modelling Processed Parts. Mater. Des. 2010, 31, 287–295. [Google Scholar] [CrossRef]
- Nuñez, P.J.; Rivas, A.; García-Plaza, E.; Beamud, E.; Sanz-Lobera, A. Dimensional and Surface Texture Characterization in Fused Deposition Modelling (FDM) with ABS Plus. Procedia Eng. 2015, 132, 856–863. [Google Scholar] [CrossRef]
- Kaveh, M.; Badrossamay, M.; Foroozmehr, E.; Hemasian Etefagh, A. Optimization of the Printing Parameters Affecting Dimensional Accuracy and Internal Cavity for HIPS Material Used in Fused Deposition Modeling Processes. J. Mater. Process. Technol. 2015, 226, 280–286. [Google Scholar] [CrossRef]
- Baich, L.; Manogharan, G.; Marie, H. Study of Infill Print Design on Production Cost-Time of 3D Printed ABS Parts. Int. J. Rapid Manuf. 2015, 5, 308–319. [Google Scholar] [CrossRef]
- Harpool, T.D. Observing the Effects of Infill Shapes on the Tensile Characteristics of 3D Printed Plastic Parts. Master Thesis, Wichita State University, Wichita, KS, USA, 2016. [Google Scholar]
- Behzadnasab, M.; Yousefi, A. Effects of 3D Printer Nozzle Head Temperature on the Physical and Mechanical Properties of PLA Based Product. In Proceedings of the 12 th International Seminar on Polymer Science and Technology, Tehran, Iran, 2–5 November 2016; pp. 3–5. [Google Scholar]
- Alafaghani, A.; Qattawi, A.; Alrawi, B.; Guzman, A. Experimental Optimization of Fused Deposition Modelling Processing Parameters: A Design-for-Manufacturing Approach. Procedia Manuf. 2017, 10, 791–803. [Google Scholar] [CrossRef]
- Rahman, H.; John, T.D.; Sivadasan, M.; Singh, N.K. Investigation on the Scale Factor Applicable to ABS Based FDM Additive Manufacturing. Mater. Today Proc. 2018, 5, 1640–1648. [Google Scholar] [CrossRef]
- Korga, S.; Barszcz, M.; Zgryza, L. The Effect of the 3D Printout Filling Parameter on the Impact Strength of Elements Made with the FDM Method. IOP Conf. Ser. Mater. Sci. Eng. 2019, 710. [Google Scholar] [CrossRef]
- Zakaria, H.; Khan, S.F.; Zulkafli, M.I. Optimization of Process Parameters in Fused Filament Fabrication (FFF) Utilizing Poly Lactic Acid (PLA). IOP Conf. Ser. Mater. Sci. Eng. 2019, 670. [Google Scholar] [CrossRef]
- Bakradze, G.; Arājs, E.; Gaidukovs, S.; Thakur, V.K. On the Heuristic Procedure to Determine Processing Parameters in Additive Manufacturing Based on Materials Extrusion. Polymers 2020, 12, 3009. [Google Scholar] [CrossRef] [PubMed]
- Sammaiah, P.; Rushmamanisha, K.; Praveenadevi, N.; Rajasri Reddy, I. The Influence of Process Parameters on the Surface Roughness of the 3d Printed Part in FDM Process. IOP Conf. Ser. Mater. Sci. Eng. 2020, 981. [Google Scholar] [CrossRef]
- Sneha, P.; Balamurugan, K.; Kalusuraman, G. Effects of Fused Deposition Model Parameters on PLA-Bz Composite Filament. IOP Conf. Ser. Mater. Sci. Eng. 2020, 988. [Google Scholar] [CrossRef]
- Ramesh, M.; Panneerselvam, K. Mechanical Investigation and Optimization of Parameter Selection for Nylon Material Processed by FDM. Mater. Today Proc. 2021, 46, 9303–9307. [Google Scholar] [CrossRef]
- Giri, J.; Chiwande, A.; Gupta, Y.; Mahatme, C.; Giri, P. Effect of Process Parameters on Mechanical Properties of 3d Printed Samples Using FDM Process. Mater. Today Proc. 2021, 47, 5856–5861. [Google Scholar] [CrossRef]
- Hikmat, M.; Rostam, S.; Ahmed, Y.M. Investigation of Tensile Property-Based Taguchi Method of PLA Parts Fabricated by FDM 3D Printing Technology. Results Eng. 2021, 11, 100264. [Google Scholar] [CrossRef]
- Muflikhun, M.A.; Sentanu, D.A. Characteristics and Performance of Carabiner Remodeling Using 3D Printing with Graded Filler and Different Orientation Methods. Eng. Fail. Anal. 2021, 130, 105795. [Google Scholar] [CrossRef]
- Patil, P.; Singh, D.; Raykar, S.J.; Bhamu, J. Multi-Objective Optimization of Process Parameters of Fused Deposition Modeling (FDM) for Printing Polylactic Acid (PLA) Polymer Components. Mater. Today Proc. 2021, 45, 4880–4885. [Google Scholar] [CrossRef]
- WANG, P.; ZOU, B.; DING, S.; LI, L.; HUANG, C. Effects of FDM-3D Printing Parameters on Mechanical Properties and Microstructure of CF/PEEK and GF/PEEK. Chinese J. Aeronaut. 2021, 34, 236–246. [Google Scholar] [CrossRef]
- Amirruddin, M.S.; Ismail, K.I.; Yap, T.C. Effect of Layer Thickness and Raster Angle on the Tribological Behavior of 3D Printed Materials. Mater. Today Proc. 2022, 48, 1821–1825. [Google Scholar] [CrossRef]
- Mohd Khairul Nizam, M.A.N.; Ismail, K.I.; Yap, T.C. The Effect of Printing Orientation on the Mechanical Properties of FDM 3D Printed Parts. In Lecture Notes in Mechanical Engineering; Abdul Sani, A.S., Osman Zahid, M.N., Mohamad Yasin, M.R., Ismail, S.Z., Mohd Zawawi, M.Z., Abdul Manaf, A.R., Mohd Saffe, S.N., Abd Aziz, R., Mohd Turan, F., Eds.; Springer: Singapore, 2022; pp. 75–85. ISBN 10.1007/9789811. [Google Scholar]
- Valvez, S.; Silva, A.P.; Reis, P.N.B. Optimization of Printing Parameters to Maximize the Mechanical Properties of 3D-Printed PETG-Based Parts. Polymers 2022, 14, 2564. [Google Scholar] [CrossRef] [PubMed]
- Pang, R.; Lai, M.K.; Ismail, K.I.; Yap, T.C. The Effect of Printing Temperature on Bonding Quality and Tensile Properties of Fused Deposition Modelling 3D-Printed Parts. IOP Conf. Ser. Mater. Sci. Eng. 2022, 1257, 012031. [Google Scholar] [CrossRef]
- Lokesh, N.; Praveena, B.A.; Sudheer Reddy, J.; Vasu, V.K.; Vijaykumar, S. Evaluation on Effect of Printing Process Parameter through Taguchi Approach on Mechanical Properties of 3D Printed PLA Specimens Using FDM at Constant Printing Temperature. Mater. Today Proc. 2022, 52, 1288–1293. [Google Scholar] [CrossRef]
- Parandoush, P.; Lin, D. A Review on Additive Manufacturing of Polymer-Fiber Composites. Compos. Struct. 2017, 182, 36–53. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W.; Hu, Y.; Wang, H. Additive Manufacturing of Carbon Fiber-Reinforced Plastic Composites Using Fused Deposition Modeling: Effects of Process Parameters on Tensile Properties. J. Compos. Mater. 2017, 51, 451–462. [Google Scholar] [CrossRef]
- Berretta, S.; Davies, R.; Shyng, Y.T.; Wang, Y.; Ghita, O. Fused Deposition Modelling of High Temperature Polymers: Exploring CNT PEEK Composites. Polym. Test. 2017, 63, 251–262. [Google Scholar] [CrossRef]
- Ganguly, A.; Shankar, S.; Das, A.; Shukla, M.; Swaroop, C.; Bhardwaj, T. Natural Fibre Reinforced Composites: A Review Based on Additive Manufacturing Routes and Biodegradability Perspective. Mater. Today Proc. 2022, 62, 131–135. [Google Scholar] [CrossRef]
- Tekinalp, H.L.; Kunc, V.; Velez-Garcia, G.M.; Duty, C.E.; Love, L.J.; Naskar, A.K.; Blue, C.A.; Ozcan, S. Highly Oriented Carbon Fiber-Polymer Composites via Additive Manufacturing. Compos. Sci. Technol. 2014, 105, 144–150. [Google Scholar] [CrossRef]
- Islam, M.S.; Prabhakar, P. Interlaminar Strengthening of Multidirectional Laminates Using Polymer Additive Manufacturing. Mater. Des. 2017, 133, 332–339. [Google Scholar] [CrossRef]
- Parandoush, P.; Tucker, L.; Zhou, C.; Lin, D. Laser Assisted Additive Manufacturing of Continuous Fiber Reinforced Thermoplastic Composites. Mater. Des. 2017, 131, 186–195. [Google Scholar] [CrossRef]
- McMullen, P. Fibre/Resin Composites for Aircraft Primary Structures: A Short History, 1936–1984. Composites 1984, 15, 222–230. [Google Scholar] [CrossRef]
- Tian, X.; Liu, T.; Yang, C.; Wang, Q.; Li, D. Interface and Performance of 3D Printed Continuous Carbon Fiber Reinforced PLA Composites. Compos. Part A Appl. Sci. Manuf. 2016, 88, 198–205. [Google Scholar] [CrossRef]
- Dickson, A.N.; Barry, J.N.; McDonnell, K.A.; Dowling, D.P. Fabrication of Continuous Carbon, Glass and Kevlar Fibre Reinforced Polymer Composites Using Additive Manufacturing. Addit. Manuf. 2017, 16, 146–152. [Google Scholar] [CrossRef]
- Van Der Klift, F.; Koga, Y.; Todoroki, A.; Ueda, M.; Hirano, Y.; Matsuzaki, R.; Van Der Klift, F.; Koga, Y.; Todoroki, A.; Ueda, M.; et al. 3D Printing of Continuous Carbon Fibre Reinforced Thermo-Plastic (CFRTP) Tensile Test Specimens. Open J. Compos. Mater. 2016, 6, 18–27. [Google Scholar] [CrossRef]
- Mahajan, C.; Cormier, D. 3D Printing of Carbon Fiber Composites with Preferentially Aligned Fibers. In Proceedings of the IIE Annual Conference and Expo 2015, Nashville, TN, USA, 30 May–2 June 2015; Institute of Industrial Engineers: Peachtree Corners, GA, USA; pp. 2953–2962. [Google Scholar]
- Li, N.; Li, Y.; Liu, S. Rapid Prototyping of Continuous Carbon Fiber Reinforced Polylactic Acid Composites by 3D Printing. J. Mater. Process. Technol. 2016, 238, 218–225. [Google Scholar] [CrossRef]
- Thiago, R.; Ferreira, L.; Cardoso, I.; Assis, T.; Bürger, D. Experimental Characterization and Micrography of 3D Printed PLA and PLA Reinforced with Short Carbon Fibers. Compos. Part B 2017, 124, 88–100. [Google Scholar] [CrossRef]
- Yang, C.; Tian, X.; Liu, T.; Cao, Y.; Li, D. 3D Printing for Continuous Fiber Reinforced Thermoplastic Composites: Mechanism and Performance. Rapid Prototyp. J. 2017, 23, 209–215. [Google Scholar] [CrossRef]
- Matsuzaki, R.; Ueda, M.; Namiki, M.; Jeong, T.K.; Asahara, H.; Horiguchi, K.; Nakamura, T.; Todoroki, A.; Hirano, Y. Three-Dimensional Printing of Continuous-Fiber Composites by in-Nozzle Impregnation. Sci. Reports 2016 61 2016, 6, 1–7. [Google Scholar] [CrossRef]
- Blok, L.G.; Longana, M.L.; Yu, H.; Woods, B.K.S. An Investigation into 3D Printing of Fibre Reinforced Thermoplastic Composites. Addit. Manuf. 2018, 22, 176–186. [Google Scholar] [CrossRef]
- Blok, L.G.; Longana, M.L.; Woods, B.K.S. Fabrication and Characterisation of Aligned Discontinuous Carbon Fibre Reinforced Thermoplastics as Feedstock Material for Fused Filament Fabrication. Materials 2020, 13, 4671. [Google Scholar] [CrossRef] [PubMed]
- Peng, J.; Lin, T.L.; Calvert, P. Orientation Effects in Freeformed Short-Fiber Composites. Compos. Part A Appl. Sci. Manuf. 1999, 30, 133–138. [Google Scholar] [CrossRef]
- Zhao, G.; Liu, H.Y.; Cui, X.; Du, X.; Zhou, H.; Mai, Y.W.; Jia, Y.Y.; Yan, W. Tensile Properties of 3D-Printed CNT-SGF Reinforced PLA Composites. Compos. Sci. Technol. 2022; 109333, in press. [Google Scholar] [CrossRef]
- Dul, S.; Pegoretti, A.; Fambri, L. Effects of the Nanofillers on Physical Properties of Acrylonitrile-Butadiene-Styrene Nanocomposites: Comparison of Graphene Nanoplatelets and Multiwall Carbon Nanotubes. Nanomaterials 2018, 8, 674. [Google Scholar] [CrossRef] [PubMed]
- Nikzad, M.; Masood, S.H.; Sbarski, I. Thermo-Mechanical Properties of a Highly Filled Polymeric Composites for Fused Deposition Modeling. Mater. Des. 2011, 32, 3448–3456. [Google Scholar] [CrossRef]
- Khosravani, M.R.; Frohn-Sörensen, P.; Reuter, J.; Engel, B.; Reinicke, T. Fracture Studies of 3D-Printed Continuous Glass Fiber Reinforced Composites. Theor. Appl. Fract. Mech. 2022, 119, 103317. [Google Scholar] [CrossRef]
- Ibrahim, Y.; Elkholy, A.; Schofield, J.S.; Melenka, G.W.; Kempers, R. Effective Thermal Conductivity of 3D-Printed Continuous Fiber Polymer Composites. Adv. Manuf. Polym. Compos. Sci. 2020, 6, 17–28. [Google Scholar] [CrossRef]
- Blanco, I.; Cicala, G.; Recca, G.; Tosto, C. Specific Heat Capacity and Thermal Conductivity Measurements of PLA-Based 3D-Printed Parts with Milled Carbon Fiber Reinforcement. Entropy 2022, 24, 654. [Google Scholar] [CrossRef]
- Galos, J.; Hu, Y.; Ravindran, A.R.; Ladani, R.B.; Mouritz, A.P. Electrical Properties of 3D Printed Continuous Carbon Fibre Composites Made Using the FDM Process. Compos. Part A Appl. Sci. Manuf. 2021, 151, 106661. [Google Scholar] [CrossRef]
- Rajak, D.K.; Wagh, P.H.; Linul, E. A Review on Synthetic Fibers for Polymer Matrix Composites: Performance, Failure Modes and Applications. Materials 2022, 15, 4790. [Google Scholar] [CrossRef] [PubMed]
- Le Duigou, A.; Castro, M.; Bevan, R.; Martin, N. 3D Printing of Wood Fibre Biocomposites: From Mechanical to Actuation Functionality. Mater. Des. 2016, 96, 106–114. [Google Scholar] [CrossRef]
- Stoof, D.; Pickering, K. Sustainable Composite Fused Deposition Modelling Filament Using Recycled Pre-Consumer Polypropylene. Compos. Part B Eng. 2018, 135, 110–118. [Google Scholar] [CrossRef]
- Depuydt, D.; Balthazar, M.; Hendrickx, K.; Six, W.; Ferraris, E.; Desplentere, F.; Ivens, J.; Van Vuure, A.W. Production and Characterization of Bamboo and Flax Fiber Reinforced Polylactic Acid Filaments for Fused Deposition Modeling (FDM). Polym. Compos. 2019, 40, 1951–1963. [Google Scholar] [CrossRef]
- Lee, C.H.; Padzil, F.N.B.M.; Lee, S.H.; Ainun, Z.M.A.; Abdullah, L.C. Potential for Natural Fiber Reinforcement in Pla Polymer Filaments for Fused Deposition Modeling (Fdm) Additive Manufacturing: A Review. Polymers 2021, 13, 1407. [Google Scholar] [CrossRef]
- Rajendran Royan, N.R.; Leong, J.S.; Chan, W.N.; Tan, J.R.; Shamsuddin, Z.S.B. Current State and Challenges of Natural Fibre-Reinforced Polymer Composites as Feeder in Fdm-Based 3d Printing. Polymers 2021, 13, 2289. [Google Scholar] [CrossRef]
- Chandrashekhara, K.; Sundararaman, S.; Flanigan, V.; Kapila, S. Affordable Composites Using Renewable Materials. Mater. Sci. Eng. A 2005, 412, 2–6. [Google Scholar] [CrossRef]
- Flanigan, V.; Kapila, S.; Chandrashekhara, K.; Seemamahanop, R.; Misra, S.; Garg, A. Soybean Based Epoxy Resin and Methods of Making and Use. U.S. Patent No. 8,481,622, 9 July 2008. [Google Scholar]
- Shahinur, S.; Hasan, M. Natural Fiber and Synthetic Fiber Composites: Comparison of Properties, Performance, Cost and Environmental Benefits; Elsevier: Amsterdam, The Netherlands, 2020. [Google Scholar]
- Callister, W.D.; Rethwisch, D.G. Materials Science and Engineering: An Introduction, Tenth Edition; Wiley: Hoboken, NJ, USA, 2018; ISBN 978-1-119-40549-8. [Google Scholar]
- Prüß, H.; Vietor, T. Design for Fiber-Reinforced Additive Manufacturing. J. Mech. Des. Trans. ASME 2015, 137. [Google Scholar] [CrossRef]
- Kalsoom, U.; Nesterenko, P.N.; Paull, B. Recent Developments in 3D Printable Composite Materials. RSC Adv. 2016, 6, 60355–60371. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D Printing of Polymer Matrix Composites: A Review and Prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Campbell, F.C. Structural Composite Materials. Struct. Compos. Mater. 2010, 13, 279–301. [Google Scholar] [CrossRef]
- Melenka, G.W.; Cheung, B.K.O.; Schofield, J.S.; Dawson, M.R.; Carey, J.P. Evaluation and Prediction of the Tensile Properties of Continuous Fiber-Reinforced 3D Printed Structures. Compos. Struct. 2016, 153, 866–875. [Google Scholar] [CrossRef]
- Tian, X.; Todoroki, A.; Liu, T.; Wu, L.; Hou, Z.; Ueda, M.; Hirano, Y.; Matsuzaki, R.; Mizukami, K.; Iizuka, K.; et al. 3D Printing of Continuous Fiber Reinforced Polymer Composites: Development, Application, and Prospective. Chinese J. Mech. Eng. Addit. Manuf. Front. 2022, 1, 100016. [Google Scholar] [CrossRef]
- Su, N.; Pierce, R.S.; Rudd, C.; Liu, X. Comprehensive Investigation of Reclaimed Carbon Fibre Reinforced Polyamide (RCF/PA) Filaments and FDM Printed Composites. Compos. Part B Eng. 2022, 233, 109646. [Google Scholar] [CrossRef]
- Such, M.; Ward, C.; Potter, K. Aligned Discontinuous Fibre Composites: A Short History. J. Multifunct. Compos. 2014, 2, 155–168. [Google Scholar] [CrossRef]
- Krajangsawasdi, N.; Longana, M.L.; Hamerton, I.; Woods, B.K.S.; Ivanov, D.S. Batch Production and Fused Filament Fabrication of Highly Aligned Discontinuous Fibre Thermoplastic Filaments. Addit. Manuf. 2021, 48, 102359. [Google Scholar] [CrossRef]
- Erdem Yunus, D.; Shi, W.; Sohrabi, S.; Liu, Y. Shear Induced Alignment of Short Nanofibers in 3D Printed Polymer Composites. Nanotechnology 2016, 27, 495302. [Google Scholar] [CrossRef]
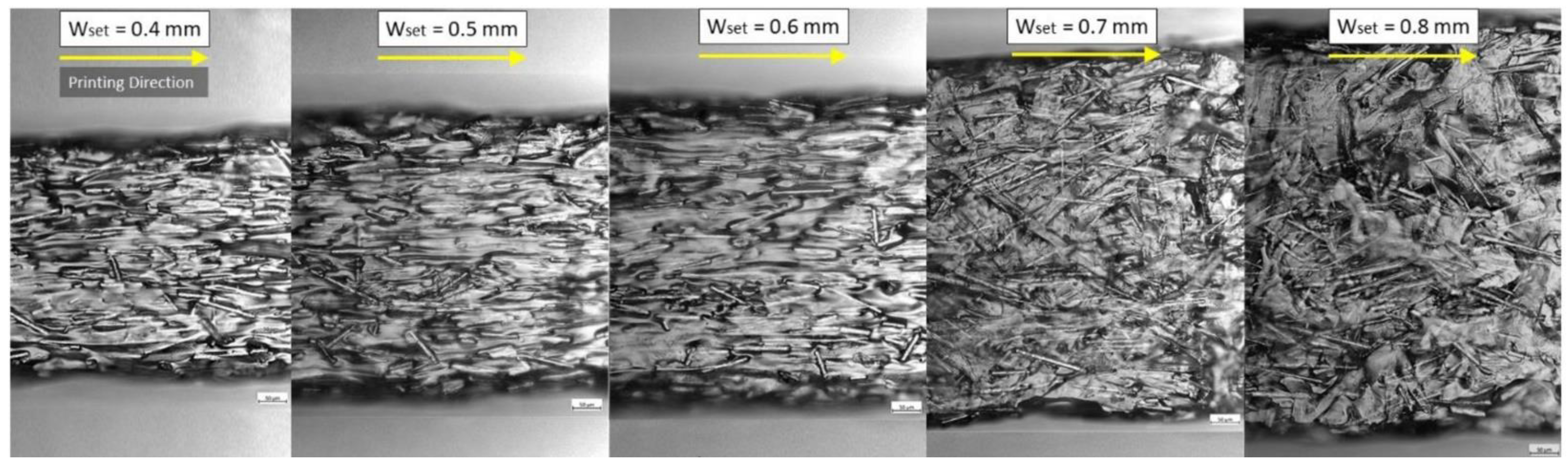
- Yan, J.; Demirci, E.; Ganesan, A.; Gleadall, A. Extrusion Width Critically Affects Fibre Orientation in Short Fibre Reinforced Material Extrusion Additive Manufacturing. Addit. Manuf. 2022, 49, 102496. [Google Scholar] [CrossRef]
- Bay, R.S.; Tucker, C.L. Stereological Measurement and Error Estimates for Three-Dimensional Fiber Orientation. Polym. Eng. Sci. 1992, 32, 240–253. [Google Scholar] [CrossRef]
- Jia, Y.; He, H.; Geng, Y.; Huang, B.; Peng, X. High Through-Plane Thermal Conductivity of Polymer Based Product with Vertical Alignment of Graphite Flakes Achieved via 3D Printing. Compos. Sci. Technol. 2017, 145, 55–61. [Google Scholar] [CrossRef]
- Papon, E.A.; Haque, A. Fracture Toughness of Additively Manufactured Carbon Fiber Reinforced Composites. Addit. Manuf. 2019, 26, 41–52. [Google Scholar] [CrossRef]
- Yu, H.; Potter, K.D.; Wisnom, M.R. A Novel Manufacturing Method for Aligned Discontinuous Fibre Composites (High Performance-Discontinuous Fibre Method). Compos. Part A Appl. Sci. Manuf. 2014, 65, 175–185. [Google Scholar] [CrossRef]
- Longana, M.L.; Ong, N.; Yu, H.N.; Potter, K.D. Multiple Closed Loop Recycling of Carbon Fibre Composites with the HiPerDiF (High Performance Discontinuous Fibre) Method. Compos. Struct. 2016, 153, 271–277. [Google Scholar] [CrossRef]
- Baumann, F.; Scholz, J.; Fleischer, J. Investigation of a New Approach for Additively Manufactured Continuous Fiber-Reinforced Polymers. Procedia CIRP 2017, 66, 323–328. [Google Scholar] [CrossRef]
- Wang, P.; Zou, B.; Ding, S.; Huang, C.; Shi, Z.; Ma, Y.; Yao, P. Preparation of Short CF/GF Reinforced PEEK Composite Filaments and Their Comprehensive Properties Evaluation for FDM-3D Printing. Compos. Part B Eng. 2020, 198, 108175. [Google Scholar] [CrossRef]
- Shofner, M.L.; Rodríguez-Macías, F.J.; Vaidyanathan, R.; Barrera, E.V. Single Wall Nanotube and Vapor Grown Carbon Fiber Reinforced Polymers Processed by Extrusion Freeform Fabrication. Compos. Part A Appl. Sci. Manuf. 2003, 34, 1207–1217. [Google Scholar] [CrossRef]
- Shofner, M.L.; Lozano, K.; Rodrı, F.J.; Rodríguez-Macías, F.J.; Barrera, E.V. Nanofiber-Reinforced Polymers Prepared by Fused Deposition Modeling. J. Appl. Polym. Sci. 2003, 89, 3081–3090. [Google Scholar] [CrossRef]
- Gray IV, R.W.; Baird, D.G.; Bøhn, J.H. Effects of Processing Conditions on Short TLCP Fiber Reinforced FDM Parts. Rapid Prototyp. J. 1998, 4, 14–25. [Google Scholar] [CrossRef]
- Zhong, W.; Li, F.; Zhang, Z.; Song, L.; Zhimin, L. Short Fiber Reinforced Composites for Fused Deposition Modeling. Mater. Sci. Eng. 2001, 29, 181–183. [Google Scholar] [CrossRef]
- Milosevic, M.; Stoof, D.; Pickering, K.L. Characterizing the Mechanical Properties of Fused Deposition Modelling Natural Fiber Recycled Polypropylene Composites. J. Compos. Sci. 2017, 1, 7. [Google Scholar] [CrossRef]
- Liao, G.; Li, Z.; Cheng, Y.; Xu, D.; Zhu, D.; Jiang, S.; Guo, J.; Chen, X.; Xu, G.; Zhu, Y. Properties of Oriented Carbon Fiber/Polyamide 12 Composite Parts Fabricated by Fused Deposition Modeling. Mater. Des. 2018, 139, 283–292. [Google Scholar] [CrossRef]
- Hu, Q.; Duan, Y.; Zhang, H.; Liu, D.; Yan, B.; Peng, F. Manufacturing and 3D Printing of Continuous Carbon Fiber Prepreg Filament. J. Mater. Sci. 2018, 53, 1887–1898. [Google Scholar] [CrossRef]
- Uşun, A.; Gümrük, R. The Mechanical Performance of the 3D Printed Composites Produced with Continuous Carbon Fiber Reinforced Filaments Obtained via Melt Impregnation. Addit. Manuf. 2021, 46. [Google Scholar] [CrossRef]
- Zhang, J.; Zhou, Z.; Zhang, F.; Tan, Y.; Yi, R. Molding Process and Properties of Continuous Carbon Fiber Three-Dimensional Printing. Adv. Mech. Eng. 2019, 11, 1–11. [Google Scholar] [CrossRef]
- Garofalo, J.; Walczyk, D. In Situ Impregnation of Continuous Thermoplastic Composite Prepreg for Additive Manufacturing and Automated Fiber Placement. Compos. Part A Appl. Sci. Manuf. 2021, 147, 106446. [Google Scholar] [CrossRef]
- Eichenhofer, M.; Wong, J.C.H.; Ermanni, P. Continuous Lattice Fabrication of Ultra-Lightweight Composite Structures. Addit. Manuf. 2017, 18, 48–57. [Google Scholar] [CrossRef]
- Eichenhofer, M.; Wong, J.C.H.; Ermanni, P. Exploiting Cyclic Softening in Continuous Lattice Fabrication for the Additive Manufacturing of High Performance Fibre-Reinforced Thermoplastic Composite Materials. Compos. Sci. Technol. 2018, 164, 248–259. [Google Scholar] [CrossRef]
- Mei, H.; Ali, Z.; Yan, Y.; Ali, I.; Cheng, L. Influence of Mixed Isotropic Fiber Angles and Hot Press on the Mechanical Properties of 3D Printed Composites. Addit. Manuf. 2019, 27, 150–158. [Google Scholar] [CrossRef]
- Mohammadizadeh, M.; Imeri, A.; Fidan, I.; Elkelany, M. 3D Printed Fiber Reinforced Polymer Composites—Structural Analysis. Compos. Part B Eng. 2019, 175, 107112. [Google Scholar] [CrossRef]
- Markforged Print 10x Stronger Parts with Markforged CFR. Available online: https://markforged.com/resources/10x-stronger (accessed on 29 August 2022).
- Mori, K.I.; Maeno, T.; Nakagawa, Y. Dieless Forming of Carbon Fibre Reinforced Plastic Parts Using 3D Printer. Procedia Eng. 2014, 81, 1595–1600. [Google Scholar] [CrossRef]
- Nakagawa, Y.; Mori, K.; Maeno, T. 3D Printing of Carbon Fibre-Reinforced Plastic Parts. Int. J. Adv. Manuf. Technol. 2017, 91, 2811–2817. [Google Scholar] [CrossRef]
- Oksman, K.; Skrifvars, M.; Selin, J.F. Natural Fibres as Reinforcement in Polylactic Acid (PLA) Composites. Compos. Sci. Technol. 2003, 63, 1317–1324. [Google Scholar] [CrossRef]
- Masood, S.H.; Song, W.Q. Development of New Metal/Polymer Materials for Rapid Tooling Using Fused Deposition Modelling. Mater. Des. 2004, 25, 587–594. [Google Scholar] [CrossRef]
- Wei, X.; Li, D.; Jiang, W.; Gu, Z.; Wang, X.; Zhang, Z.; Sun, Z. 3D Printable Graphene Composite. Sci. Rep. 2015, 5, 11181. [Google Scholar] [CrossRef]
- Chabaud, G.; Castro, M.; Denoual, C.; Le Duigou, A. Hygromechanical Properties of 3D Printed Continuous Carbon and Glass Fibre Reinforced Polyamide Composite for Outdoor Structural Applications. Addit. Manuf. 2019, 26, 94–105. [Google Scholar] [CrossRef]
- Bhagia, S.; Lowden, R.R.; Erdman, D.; Rodriguez, M.; Haga, B.A.; Solano, I.R.M.; Gallego, N.C.; Pu, Y.; Muchero, W.; Kunc, V.; et al. Tensile Properties of 3D-Printed Wood-Filled PLA Materials Using Poplar Trees. Appl. Mater. Today 2020, 21, 100832. [Google Scholar] [CrossRef]
- Prajapati, A.R.; Dave, H.K.; Raval, H.K. Effect of Fiber Volume Fraction on the Impact Strength of Fiber Reinforced Polymer Composites Made by FDM Process. Mater. Today Proc. 2021, 44, 2102–2106. [Google Scholar] [CrossRef]
- Ahmad, M.N.; Ishak, M.R.; Mohammad Taha, M.; Mustapha, F.; Leman, Z.; Anak Lukista, D.D.; Irianto; Ghazali, I. Application of Taguchi Method to Optimize the Parameter of Fused Deposition Modeling (FDM) Using Oil Palm Fiber Reinforced Thermoplastic Composites. Polymers 2022, 14, 2140. [Google Scholar] [CrossRef]
- Li, X.; He, J.; Hu, Z.; Ye, X.; Wang, S.; Zhao, Y.; Wang, B.; Ou, Y.; Zhang, J. High Strength Carbon-Fiber Reinforced Polyamide 6 Composites Additively Manufactured by Screw-Based Extrusion. Compos. Sci. Technol. 2022, 229, 109707. [Google Scholar] [CrossRef]
- Ziyan, M.; Boyang, W.; Hongjian, W.; Qing, L.; Li, C. Experimental and Numerical Study on Scratch Performance of Additively Manufactured Continuous Carbon Fibre Reinforced Polyamide 6 Composites. Compos. Sci. Technol. 2022; 109314, in press. [Google Scholar] [CrossRef]
- Müller, M.; Šleger, V.; Kolář, V.; Hromasová, M.; Piš, D.; Mishra, R.K. Low-Cycle Fatigue Behavior of 3D-Printed PLA Reinforced with Natural Filler. Polymers 2022, 14, 1301. [Google Scholar] [CrossRef] [PubMed]
- Ilyas, R.A.; Sapuan, S.M.; Harussani, M.M.; Hakimi, M.Y.A.Y.; Haziq, M.Z.M.; Atikah, M.S.N.; Asyraf, M.R.M.; Ishak, M.R.; Razman, M.R.; Nurazzi, N.M.; et al. Polylactic Acid (Pla) Biocomposite: Processing, Additive Manufacturing and Advanced Applications. Polymers 2021, 13, 1326. [Google Scholar] [CrossRef] [PubMed]
- Falua, K.J.; Pokharel, A.; Babaei-Ghazvini, A.; Ai, Y.; Acharya, B. Valorization of Starch to Biobased Materials: A Review. Polymers 2022, 14, 2215. [Google Scholar] [CrossRef]
- Aldosari, M.A.; Alsaud, K.B.B.; Othman, A.; Al-Hindawi, M.; Faisal, N.H.; Ahmed, R.; Michael, F.M.; Krishnan, M.R.; Asharaeh, E. Microwave Irradiation Synthesis and Characterization of Reduced-(Graphene Oxide-(Polystyrene-Polymethyl Methacrylate))/Silver Nanoparticle Nanocomposites and Their Anti-Microbial Activity. Polymers 2020, 12, 1155. [Google Scholar] [CrossRef]
- Krishnaraj, C.; Kaliannagounder, V.K.; Rajan, R.; Ramesh, T.; Kim, C.S.; Park, C.H.; Liu, B.; Yun, S. Il Silver Nanoparticles Decorated Reduced Graphene Oxide: Eco-Friendly Synthesis, Characterization, Biological Activities and Embryo Toxicity Studies. Environ. Res. 2022, 210, 112864. [Google Scholar] [CrossRef] [PubMed]
- Chua, B.L.; Baek, S.H.; Park, K.; Ahn, D.G. Numerical Investigation of Deposition Characteristics of PLA on an ABS Plate Using a Material Extrusion Process. Materials 2021, 14, 3404. [Google Scholar] [CrossRef]
- Al Rashid, A.; Koç, M. Fused Filament Fabrication Process: A Review of Numerical Simulation Techniques. Polymers 2021, 13, 3534. [Google Scholar] [CrossRef] [PubMed]
- Shafighfard, T.; Mieloszyk, M. Experimental and Numerical Study of the Additively Manufactured Carbon Fibre Reinforced Polymers Including Fibre Bragg Grating Sensors. Compos. Struct. 2022, 299, 116027. [Google Scholar] [CrossRef]
- Saxena, S.; Fardan, A.; Ahmed, R. Influence of Plasticity and Friction on the Contact Mechanics of Auxetic Materials. J. Tribol. 2021, 143. [Google Scholar] [CrossRef]
- Xu, K.; Chen, W.; Liu, L.; Zhao, Z.; Luo, G. Numerical Implementation, Comparison and Validation of a Pressure Dependent Model for Polymer Composites. Int. J. Mech. Sci. 2021, 212, 106818. [Google Scholar] [CrossRef]
- Chang, Z.; Wang, Y.; Zhang, Z.; Gao, K.; Hou, G.; Shen, J.; Zhang, L.; Liu, J. Creep Behavior of Polymer Nanocomposites: Insights from Molecular Dynamics Simulation. Polymer (Guildf) 2021, 228, 123895. [Google Scholar] [CrossRef]
- Alfarisi, N.A.S.; Santos, G.N.C.; Norcahyo, R.; Sentanuhady, J.; Azizah, N.; Muflikhun, M.A. Model Optimization and Performance Evaluation of Hand Cranked Music Box Base Structure Manufactured via 3D Printing. Heliyon 2021, 7, e08432. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.; Feng, D.; Li, B.; Xie, D.; Mei, Y.; Zeng, T. Fabrication and Properties of Thermoplastic Polyurethane/Silver Parts via Fused Deposition Modeling for Electromagnetic Interference Shielding and Wearable Sensors. Adv. Eng. Mater. 2022, 24. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Description | |
|---|---|---|
| Extruder geometry | Nozzle diameter | Size of the exit orifice of the extruder |
| Filament diameter | Size of the filament required by the extruder | |
| Processing | Melt temperature | Temperature of the molten material exiting the extruder |
| Bed temperature | Surface temperature of the workspace plate | |
| Printing speed | Speed of the material deposition | |
| Structural | Layer thickness | Thickness of the layer deposited by the nozzle |
| Infill pattern | Internal structure of the printed component | |
| Infill density | Material percentage filling the component apparent volume | |
| Raster angle | The angle between the deposed material and the x-axis | |
| Raster gap | The distance between two contiguous paths on the same layer | |
| Build orientation | Basic print build either upright, on-edge and flat | |
| Author | Material | Printing Parameters | Results | Ref. |
|---|---|---|---|---|
| Anitha et al. (2003) | - | Road width, layer thickness, deposition speed | Results showed that the best possible values of layer thickness, road width and the deposition speed were 0.3556 mm, 0.537 mm and 200 mm/s | [47] |
| Sood et al. (2009) | - | Layer thickness, build orientation, raster angle, raster width and air gap | Strength improves when, increase layer thickness, high raster angle and zero air gap | [48] |
| Nunez et al. (2015) | ABS-plus | Infill density, layer thickness | Results showed that low layer thickness and high infill densities were favourable for better surface finish. High layer thickness and infill densities tend to improve the dimensional accuracy | [49] |
| Kaveh et al. (2015) | ABS, PLA, HIPS | Extruder temperature, flow rate, feed rate, raster width, raster angle | Found that at constant feed rate 16 mm/s. 210 °C was the optimum temperature. Optimum raster width for each layer thickness cause to eliminate air gap between rasters | [50] |
| Baich et al. (2015) | ABSplus-P430 | Infill pattern, infill density | As expected, lowest infill density enabled cost saving but mechanical properties were seen to deteriorate | [51] |
| Harpool et al. (2016) | PLA | Infill pattern (rectilinear, diamond, hexagonal, solid) | Results showed hexagonal pattern with infill density of 15% gave the highest strength, while solid pattern was the weakest even at 100% infill density | [52] |
| Behzadnasab et al. (2016) | PLA | Printing temperature | When increasing nozzle temperature from 180 °C to 240 °C the strain at break value increases from 34 MPa to 56 MPa which is close to the value of the injected moulding sample. However, a higher set nozzle temperature caused in polymer degradation | [53] |
| Alafaghani et al. (2017) | PLA | Infill pattern, printing speed, infill density, build direction, layer thickness, nozzle temperature | Found that, to improve the mechanical performance of printed parts; higher extrusion temperature and larger layer thickness are needed in addition to suitable building direction, that makes the layers and the load direction in parallel plane | [54] |
| Cristian et al. (2017) | ABS | Raster angle, infill density, infill pattern, build direction, nozzle temperature | Findings showed an increase of Young’s modulus with the percentage increase of infill density, 0o and 90o and raster angle provided the greatest strength | [38] |
| Rahman et al. (2018) | ABS | Bed temperature, nozzle temperature, print speed, infill, layer thickness, number of loopa | Finding showed the optimum parameter setting for bed temperature (110 °C), nozzle temperature (220 °C), print speed (55 mm/s), infill (15%), layer thickness (0.2 mm) and number of loops (1) | [55] |
| Korga et al. (2019) | ABS | Infill percentage | 100% infill samples have the best impact strength No significant trend of impact strength was reported for samples with infill percentages from 10% to 90% | [56] |
| Zakaria el al. (2019) | PLA | Level of print head, printing orientation, layer thickness | Tensile and flexural strengths were optimized based on Taguchi’s method and Analysis of Variance Print head has major influence on the tensile strength and flexural strength | [57] |
| Bakradze et al. (2020) | PA, ABS | First-later bead height, first layer bead width, extrusion temperature, bead height, bead width, extrusion multiplier, printing speed, extrusion temperature, retraction distance, retraction speed, bridging extrusion multiplier, bridging printing speed | A heuristic model was created to optimize printing time, material consumption, and tensile behavior based on several printing parameters | [58] |
| Sammaiah et al. (2020) | ABS | Infill density, layer heights | Optimum surface roughness is obtained with higher infill density and lower layer heights | [59] |
| Sneha et al. (2020) | PLA-bronze (PLA-Bz) | Nozzle temperature, bed temperature, layer height | Flexural and compression strengths are influenced by nozzle temperature, and less influenced by bed temperature and layer height | [60] |
| Ramesh et al. (2021) | Nylon | Print speed, layer height, fill density | Tensile strength, impact strength, flexural strength, and hardness are maximum at 100% infill density Infill density has more influence on mechanical properties than print speed and layer height Print speed has least influence on mechanical properties | [61] |
| Giri et al. (2021) | PLA | Build orientation, layer thickness, cooling rates | Tensile strength is depending on interaction effect of build orientation, cooling rates and layer thickness | [62] |
| Hikmat et al. (2021) | PLA | Build orientation, raster orientation, nozzle diameter, extruder temperature, infill rate, number of shell, extruding speed | Tensile strength is mainly affected by three parameters (build orientation, nozzle diameter, and infill density Optimum parameters were determined | [63] |
| Muflikhun et al. (2021) | PLA | Build orientation, infill density | Carabiner was printed in three printing orientation and five different infill density 100% infill and X orientation produced the best strength | [64] |
| Patil et al. (2021) | PLA | Infill pattern, infill percentage, printing speed, layer thickness | Surface roughness, printing time and length of filament consumed at different printing parameters were reported Infill percentage is the parameters that affect the output the most Printing speed has minimal influence on the three responses | [65] |
| Wang et al. (2021) | PEEK CF/PEEK GF/PEEK | Nozzle temperature, platform temperature, printing speed, layer thickness | Tensile, flexural and impact strengths of PEEK and both PEEK composites were reported Tensile and flexural strengths of all samples increased with increased in both nozzle temperature and platform temperature Higher printing speed and higher layer thickness reduced the mechanical properties | [66] |
| Amirruddin et al. (2022) | ABS, PLA | Layer thickness, raster angle | A higher layer thickness produces less frictional force and wear Raster angle of 45° produces less friction compared to 0° and 90° ABS has a better wear resistance than PLA. | [67] |
| Mohd Khairul Nizam et al. (2022) | ABS | Printing orientation | Optimal tensile and impact strengths can be obtained when the sample is printed on edge (YZ) but hardness is the highest when the sample is printed flat (XY) | [68] |
| Valvez et al. (2022) | PETG PETG/carbon fiber PETG/aramid fiber | Nozzle temperature, speed, layer height, infill | printing parameters optimized for bending strength are slightly different for different material. PETG, nozzle temperature of 265 °C, speed of 20 mm/s, layer height of 0.35 mm and an infill of 100% PETG/carbon fiber, nozzle temperature of 195 °C, speed of 60 mm/s, layer height of 0.53 mm and infill of 100% PETG/aramid fiber nozzle temperature of 265 °C, speed of 20 mm/s, layer height of 0.40 mm and an infill of 100% | [69] |
| Pang et al. (2022) | PLA | Nozzle temperature | Tensile properties of the PLA specimens increased with printing temperature from 180 °C to 240° C but dimensional accuracy decreased from 180 °C to 240 °C. Optimum temperature for both tensile and dimensional accuracy is 220 °C | [70] |
| Lokesh et al. (2022) | PLA | Layer height, raster angle, build orientation | Tensile strength decreased with increase in layer height from 0.1 mm to 0.3 mm Maximum tensile strength is observed at 45° build orientation when three build orientations (0°, 45°, 90°) were investigated Raster angle has less impact on mechanical strength | [71] |
| Type of Fibers | Advantages | Limitation |
|---|---|---|
| Synthetic fibers | Higher strength Higher stiffness Corrosion resistance Flame retardancy Chemical resistance Commercially available | Higher cost Not ‘green’ |
| Natural fibers | Biocompatible, Biodegradable, renewable Recyclable Relatively cheap | Lower strength compared to synthetic fibers Requires treatment of fibers (in general) Fibers are discontinuous (in general) Not all fibers are commercially available |
| Continuous and Aligned Fiber Composites | Discontinuous and Aligned-Fiber Composites | Discontinuous and Randomly Oriented-Fiber Composites |
|---|---|---|
| Properties of the composite are highly anisotropic | Properties of the composite are highly anisotropic | Composites are isotropic |
| Most effective strengthening but only along the designed direction; weaker along other directions | Less effective in strengthening than continuous and aligned fiber composites and only along the designed direction | Least effective in strengthening mechanical but all directions are strengthened |
| Limited manufacturing methods, hard to be manufactured, the highest cost | Difficult to maintain good alignment of discontinuous fiber during manufacturing; higher cost than discontinuous and randomly oriented-fiber composites | Easier to be manufactured, lowest cost |
| M1 Embedding before the Printing Process | M2 Embedding in the Nozzle | M3 Embedding on the Component | |
|---|---|---|---|
| Continuous and aligned fiber composites | Yes, R only | Yes, R only | Yes, R & C |
| Discontinuous and randomly oriented-fiber composites | Yes *, R & C | No | No |
| Discontinuous and aligned-fiber composites | Yes *, R & C | No | No |
| Author(s) | Matrix | Reinforcement | Embed. Method | Results | Ref. |
|---|---|---|---|---|---|
| Peng et al. (1999) | Epoxy | Fiberglass | M2 (short) | Flexural modulus increased from 4.2 to 6.3 GPa and flexural modulus from 91 MPa to 109 MPa from unaligned to aligned fibers | [90] |
| Oksman et al. (2003) | PLA, PP | flax | M1 (short) | Results showed that the composite strength of PLA/flax is about 50% better compared to similar PP/flax fiber composites used today in many automotive panels | [143] |
| Shofner et al. (2003) | ABS | VGCFs, SWCNTs | M1 (short) | UTS = 30 MPa; Young’s Mod = 1.75 GPs; 60% increase in tensile strength over non-reinforced ABS; 68% increase in stiffness | [126] |
| Masood et al. (2004) | Nylon | Iron | M1 (short) | Tensile modulus = 54 MPa with 30 wt% Iron | [144] |
| Nikzad et al. (2011) | ABS | Iron, Copper | M1 (short) | Improved stiffness and thermal properties | [93] |
| Mori et al. (2014) | ABS | CF | M3 | Implementing carbon fibers after the nozzle directly into the print job by using ‘dieless forming’ method was proposed. Preliminary results showed strength of composites were improved with addition of carbon fiber | [141] |
| Tekinalp et al. (2014) | ABS | CF | M1 (short) | The tensile strength and modulus of 3D-printed samples increased ~115% and ~700% | [76] |
| Ning et al. (2015) | ABS | CF | M1 (short) | Adding carbon fiber into thermoplastic could increase tensile strength and Young’s modulus but may decrease toughness, yield strength and ductility | [41] |
| Wei et al. (2015) | ABS, PLA | Graphene | M1 (short) | High mechanical strength | [145] |
| Mahajan et al. (2015) | Epoxy | CF | M2 (short) | Results showed a 44.12% increase in ultimate tensile stress and a 42.67% increase in sample modulus with carbon fiber aligned along the tensile axis | [83] |
| Matsuzaki et al. (2016) | PLA | CF, Jute | M2 (continuous) Self-modified Blade-1 3D printer | Strength from 40 MPa to 185 MPa; modulus from 4GPa to 20GPa, with decrease in maximum strain | [87] |
| Li et al. (2016) | PLA | CF | M2 (continuous) | Results indicated that the tensile and flexural strengths of modified carbon fiber reinforced composites were 13.8% and 164% higher than the original carbon fiber reinforced sample | [84] |
| Tian et al. (2016) | PLA | CF | M2 (continuous) Self-modified printer | Flexural strength of 335 MPa and modulus of 30 GPa were obtained as fiber content reached 27% wt. Nozzle temperature range between 200–230 °C | [80] |
| Baumann et al. (2017) | ABS | CF GF | M3 Manually | Three different fiber implementation concepts (direct overprint, hypodermic needle, solvent) were used to fabricate polymer composites and found out that direct overprint is the best method among three. They also reported that M3 technique provides a significant increase in tensile strength and elastic modulus for different cases of continuous carbon fiber reinforced polymers | [124] |
| Thiago et al. (2017) | PLA | CF | M1 (short) | With addition of CF, tensile modulus, and shear modulus of CF+PLA were increased by 2.2 times and 1.16 times | [85] |
| Nakagawa et al. (2017) | ABS | CF | M3 | Carbon fiber was able to reinforce FDM printed ABS Heating (thermal bonding) further improved the strength of the composite | [142] |
| Ning et al. (2017) | ABS | Chopped CF | M1 (short) | Effects of process parameters such as raster angle, infill speed, nozzle temperature, and layer thickness to the tensile strength of composite were reported | [73] |
| Eichenhofer et al. (2017) | PLA | PA12/ broken carbon fiber (STS40) | M2 | A new manufacture process “continuous lattice fabrication” (CLF) was introduced The new method can increase tensile properties of carbon fiber reinforced PA12 composites, to tensile strength of 560 MPa and elastic moduli of 83 GPa along the fiber direction | [136] |
| Yang et al. (2017) | ABS | CF | M2 (continuous) Self-developed | Flexural strength of 7127 MPa and flexural modulus of 7.72 GPa; very low interlaminar shear strength of 2.81 MPa | [86] |
| Dickson et al. (2017) | Nylon | GF, CF, Kevlar fiber | M3 | Tensile and flexural behavior of three different composites were compared. Carbon fiber is the best reinforcement for M3 3D printed fiber reinforced Nylon | [81] |
| Dul et al. (2018) | ABS | GNP, CNT | M1 (short) | Tensile modulus, tensile strength, and creep stability of the nanocomposite, with 6 wt% of GNP, were increased by 47%, 1 % and 42%, respectively, while ABS/CNT nanocomposite showed respective values of 23%, 12% and 20% | [92] |
| Eichenhofer et al. (2018) | PLA | PA12/ broken carbon fiber (STS40) | M2 | Multi-stage pultrusion was able to reduce the void in composite fabricated by CLF processing | [137] |
| Hu et al. (2018) | PLA | CF | M1 (continuous fiber) | A device was designed to manufacture continuous fiber reinforced thermoplastic (CFRTP) filaments Optimized composite had better flexural strength than the neat PLA | [132] |
| Liao et al. (2018) | polyamide 12 | CF | M1 (short fiber) | Additional of carbon fiber increased the crystallization temperature and degradation temperature. Furthermore, additional of carbon fiber also improved the tensile and flexural strengths, and thermal conductivity | [131] |
| Chabaud et al. (2019) | PA | CF, GF | M2 | Compared to pure PA6. CF/PA and GF/PA have 23 and 19 times higher ultimate tensile strength, respectively, and 137 times higher and 63 times higher for tensile modulus | [146] |
| Naranjo-Lozada et al. (2019) | Nylon | CF | M3 | Continuous fiber reinforced composite fabricated by M3 was compared with nylon sample and Onyx samples (Nylon + carbon fiber, fabricated via M1) Onyn samples had higher elastic modulus and tensile strength than neat Nylon, in all printing intensity or printing patterns Tensile properties of carbon reinforced Nylon increased with the amount of fiber | [46] |
| Mei et al. (2019) | Nylon | CF | M3 | Carbon reinforced Nylon composites were printed at different fiber angles. The sample printed with mixed isotropic fiber angle [0°/45°/90°]2 is stronger than samples printed at fiber angles [30°/45°/60°]2 and [15°/45°/75°]2 Hot pressed composites have higher tensile strength and modulus than the non- hot-pressed composite | [138] |
| Mohammadizadeh et al. (2019) | Nylon | CF, GF, Kevlar | M3 | Tensile, fatigue, and creep behavior of all composites were studied Carbon fiber reinforced composites outperformed GF reinforced composite and Kevlar reinforced composite Failure mechanisms of fiber reinforced Nylon were identified as fiber pull out, fiber breakage, and delamination | [139] |
| Zhang et al. (2019) | PLA Nylon | Continuous CF Continuous CF | M1 (continuous) | CCF-PLA had higher tensile and bending strength than neat PLA and short carbon fiber reinforced PLA. Similarly, CCF-Nylon had higher bending and tensile strength than neat Nylon | [134] |
| Bhagia et al. (2020) | PLA | Poplar wood | M1 (short) | Tensile behavior of two poplar-PLA composites (20% milled polar, and 15% fibrillated poplar) were investigated Neat PLA has better tensile behavior than both Poplar wood-PLA composites Variation in tensile strengths of Poplar-PLA composites is due to natural diversity of the poplar wood | [147] |
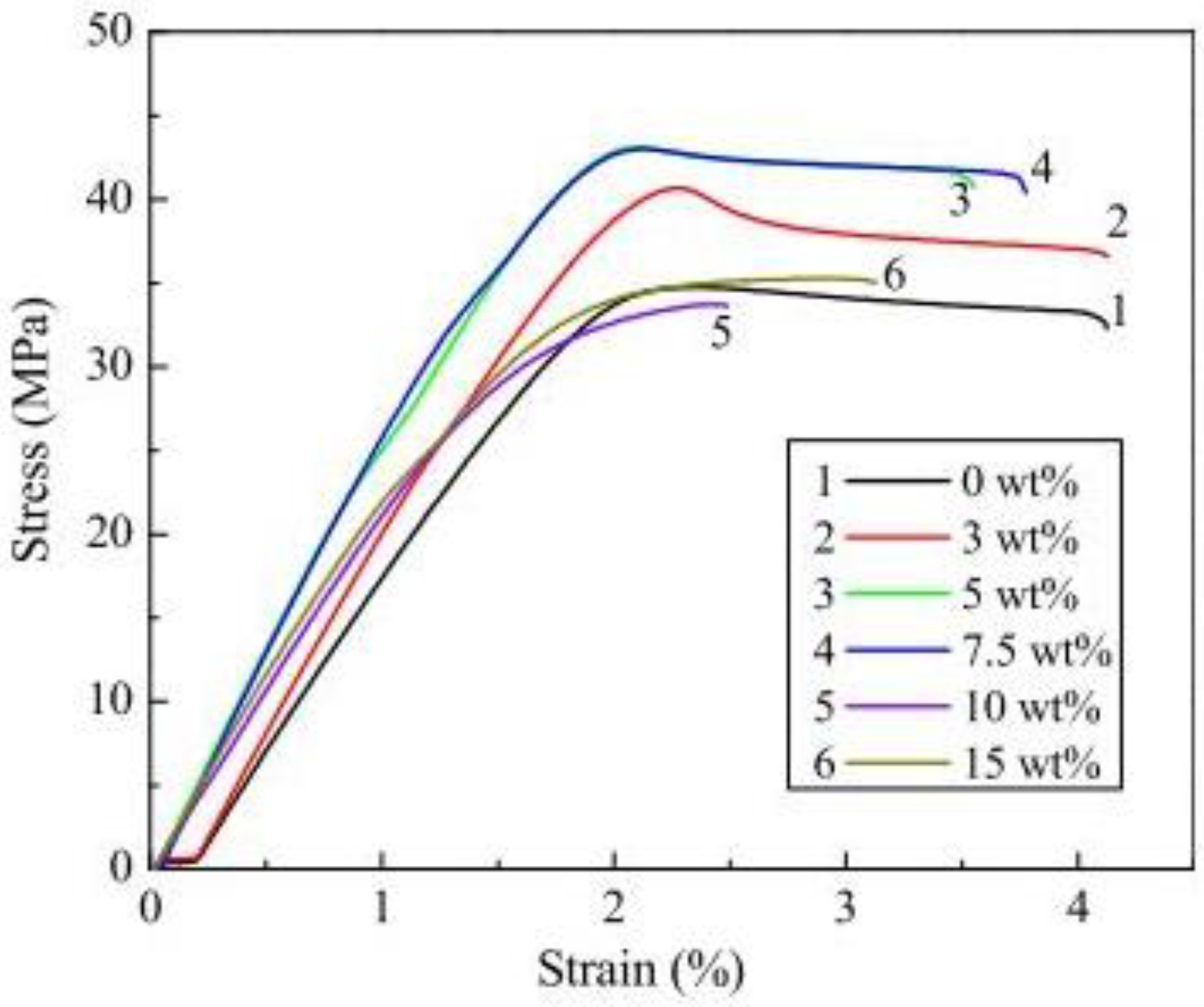
| Wang et al. (2020) | PEEK | CF, GF | M1 (short) | Melting point, thermal decomposition temperature and crystallization temperature of both composites are higher than neat PEEK GF/PEEK has better interfacial bonding than CF/PEEK Both composites have better mechanical strengths (tensile, flexural, impact) than neat PEEK Composites with 5 wt.% fiber content are the best in terms of mechanical strength. The increase of fiber content from 5% to 15% reduced the strengths | [125] |
| Uşun et al. (2021) | PLA | CF | M1 (continuous) | continuous fiber-reinforced thermoplastic (CFRTP) composites with manufactured with continuous fiber-reinforced thermoplastic (CFRTP) filaments The CFRTP filaments were manufactured in house with a melt impregnation line CFRTP composites with 40% CF have higher tensile and flexural strength than composites with 22% CF and 33% CF | [133] |
| Galos et al. (2021) | Nylon | CF | M3 | FDM 3D printed carbon fiber reinforced Nylon has lower longitudinal electrical conductivity than the hot molded composite of similar material. 3D printed composites have better transverse and through -thickness electrical conductivities than the molded composites | [97] |
| Garofalo et al. (2021) | LDPE Nylon Polycarbonate | CF | M1 (continuous fiber) | A refined manufacturing technique/rig was proposed/built to manufacture continuous fiber reinforced thermoplastic filament The manufactured filament has better prepreg quality and volume fraction but the mechanical properties of 3D printed part by using the new filament were not reported | [135] |
| Prajapati et al. (2021) | Onyx (Nylon + chopped carbon fiber), | GF | M3 | The impact strength of composite was increased with the increment of layer of reinforcement (glass fiber) | [148] |
| Ahmad et al. (2022) | ABS | Oil palm fiber | M1 | Tensile and flexural strengths of composites were optimized through Taguchi experiment. Parameter investigated were layer thickness, printing orientation, Infill density, printing speed. Printing orientation is the most significant printing parameter that affect the tensile and flexural behavior | [149] |
| Li et al. (2022) | Nylon (PA6) | CF | M1 Custom designed machine | Custom designed screw-extrusion 3D printer was used to produce high strength CF-Nylon composite Addition of carbon fiber reduced composites’ fluidity and porosity | [150] |
| Man et al. (2022) | Nylon | CF | M3 | Scratch behavior of 3D printed CF-PA6 is depended on fiber orientation, fiber distribution and fiber/matrix bonding Abrasion, fiber breakage and fiber removal are the main wear mechanism | [151] |
| Muller et al. (2022) | PLA | Bamboo Pinewood Cork | M1 | Low cycle fatigue of 3D printed PLA and PLA composites were compared. All composites have lower tensile and fatigue behavior compared to neat PLA | [152] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ismail, K.I.; Yap, T.C.; Ahmed, R. 3D-Printed Fiber-Reinforced Polymer Composites by Fused Deposition Modelling (FDM): Fiber Length and Fiber Implementation Techniques. Polymers 2022, 14, 4659. https://doi.org/10.3390/polym14214659
Ismail KI, Yap TC, Ahmed R. 3D-Printed Fiber-Reinforced Polymer Composites by Fused Deposition Modelling (FDM): Fiber Length and Fiber Implementation Techniques. Polymers. 2022; 14(21):4659. https://doi.org/10.3390/polym14214659
Chicago/Turabian StyleIsmail, Khairul Izwan, Tze Chuen Yap, and Rehan Ahmed. 2022. "3D-Printed Fiber-Reinforced Polymer Composites by Fused Deposition Modelling (FDM): Fiber Length and Fiber Implementation Techniques" Polymers 14, no. 21: 4659. https://doi.org/10.3390/polym14214659
APA StyleIsmail, K. I., Yap, T. C., & Ahmed, R. (2022). 3D-Printed Fiber-Reinforced Polymer Composites by Fused Deposition Modelling (FDM): Fiber Length and Fiber Implementation Techniques. Polymers, 14(21), 4659. https://doi.org/10.3390/polym14214659