
The Effects of Pin Profile on HDPE Thermomechanical Phenomena during FSW


 ,
,  , , ,
, , ,  and
and
Abstract
1. Introduction
2. Modelling of the FSW Process
2.1. Description of the Model
2.2. Weld Metal Model
2.3. Boundary Conditions
2.4. Heat Transfer Model
3. Materials and Methods
4. Results and Discussion
4.1. Heat Generation Rate
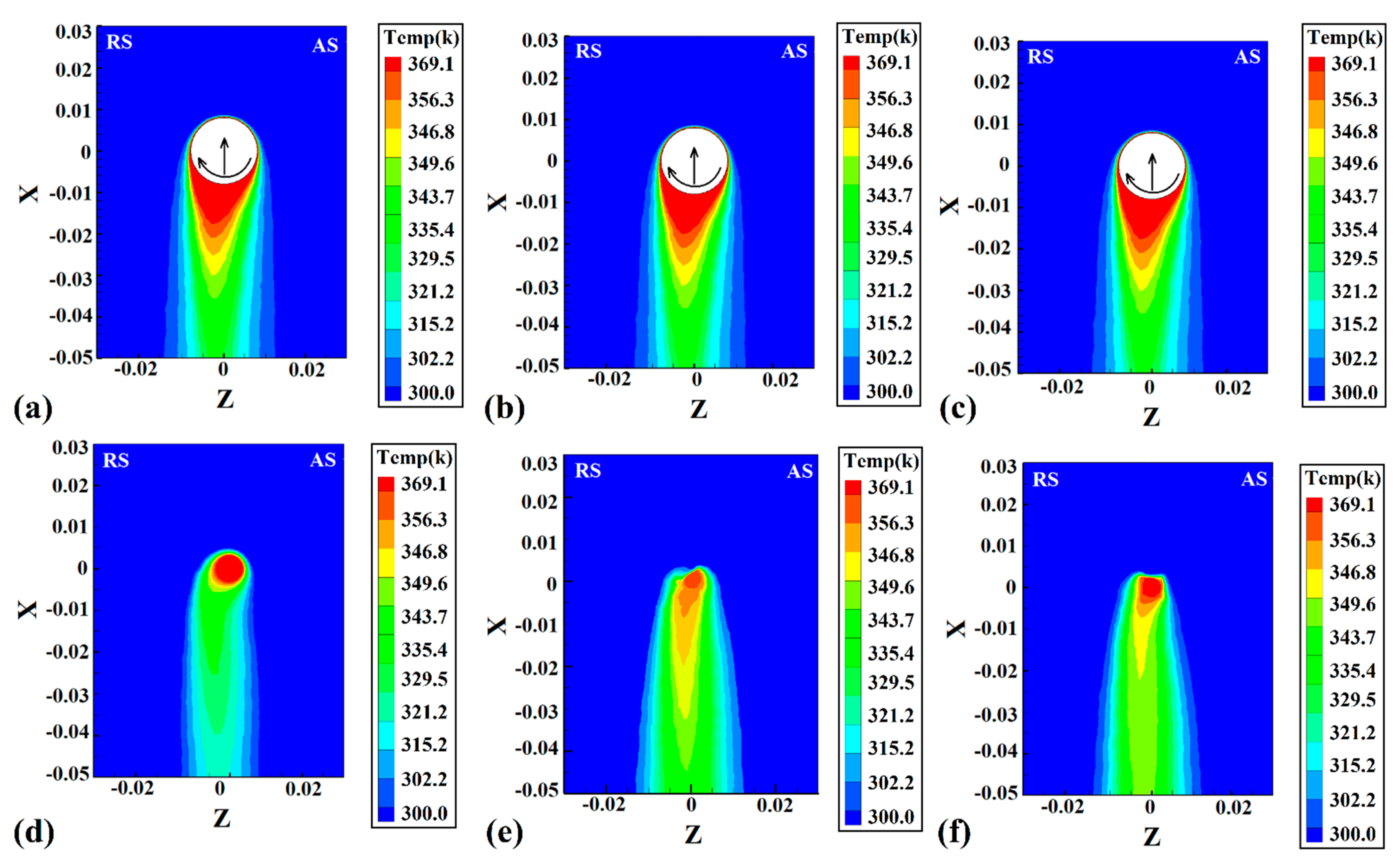
4.2. Heat Distribution
4.3. Internal Flow
4.4. Joint Formation Mechanism
5. Conclusions
- Due to the higher contact surface, maximum heat was generated in the CPT case, and the lowest was generated in the FPT sample. According to the results, the generated heat in the joint that was FSWed with a CPT (96 °C) was ~6% more than that using an FPT (91 °C).
- Higher heat generation in the CPT sample led to greater heat flux inside and on the surface of the joint line, which caused a bigger SZ to form in the CPT sample compared to the others. The simulation results indicate that the SZ size of samples that were FSWed with FPT, TPT, and CPT pins were 17 mm2, 19 mm2, and 21 mm2, respectively, which is around three times the corresponding values in the HAZ.
- The simulated velocity of the materials inside of the SZ increased with the number of the pin’s edges. This phenomenon led to an irregular internal flow of the HDPE, which increased over-stirring and air trapped inside the joint line.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Al-Sabur, R.K.; Jassim, A.K. Friction Stir Spot Welding Applied to Weld Dissimilar Metals of AA1100 Al-Alloy and C11000 Copper. In Proceedings of the IOP Conference Series: Materials Science and Engineering, 2nd International Conference on Advancements in Aeromechanical Materials for Manufacturing, Telangana, India, 13–14 July 2018. [Google Scholar]
- Meng, X.; Huang, Y.; Cao, J.; Shen, J.; dos Santos, J.F. Recent Progress on Control Strategies for Inherent Issues in Friction Stir Welding. Prog. Mater. Sci. 2021, 115, 100706. [Google Scholar] [CrossRef]
- Al-Sabur, R. Tensile Strength Prediction of Aluminium Alloys Welded by FSW Using Response Surface Methodology-Comparative Review. Mater. Today Proc. 2021, 45, 4504–4510. [Google Scholar] [CrossRef]
- Asmare, A.; Al-Sabur, R.; Messele, E. Experimental Investigation of Friction Stir Welding on 6061-T6 Aluminum Alloy Using Taguchi-Based GRA. Metals 2020, 10, 1480. [Google Scholar] [CrossRef]
- Mugada, K.K.; Adepu, K. Influence of Ridges Shoulder with Polygonal Pins on Material Flow and Friction Stir Weld Characteristics of 6082 Aluminum Alloy. J. Manuf. Process. 2018, 32, 625–634. [Google Scholar] [CrossRef]
- Elangovan, K.; Balasubramanian, V.; Valliappan, M. Effect of Tool Pin Profile and Tool Rotational Speed on Mechanical Properties of Friction Stir Welded AA6061 Aluminium Alloy. Mater. Manuf. Process. 2008, 23, 251–260. [Google Scholar] [CrossRef]
- Biswas, P.; Kumar, D.A.; Mandal, N.R. Friction Stir Welding of Aluminum Alloy with Varying Tool Geometry and Process Parameters. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2012, 226, 641–648. [Google Scholar] [CrossRef]
- Khodaverdizadeh, H.; Heidarzadeh, A.; Saeid, T. Effect of Tool Pin Profile on Microstructure and Mechanical Properties of Friction Stir Welded Pure Copper Joints. Mater. Des. 2013, 45, 265–270. [Google Scholar] [CrossRef]
- Imam, M.; Biswas, K.; Racherla, V. Effect of Weld Morphology on Mechanical Response and Failure of Friction Stir Welds in a Naturally Aged Aluminium Alloy. Mater. Des. 2013, 44, 23–34. [Google Scholar] [CrossRef]
- Mehta, M.; De, A.; DebRoy, T. Material Adhesion and Stresses on Friction Stir Welding Tool Pins. Sci. Technol. Weld. Join. 2014, 19, 534–540. [Google Scholar] [CrossRef]
- Mehta, M.; Reddy, G.M.; Rao, A.V.; De, A. Numerical Modeling of Friction Stir Welding Using the Tools with Polygonal Pins. Def. Technol. 2015, 11, 229–236. [Google Scholar] [CrossRef]
- Venkata Rao, C.; Madhusudhan Reddy, G.; Srinivasa Rao, K. Microstructure and Pitting Corrosion Resistance of AA2219 Al–Cu Alloy Friction Stir Welds–Effect of Tool Profile. Def. Technol. 2015, 11, 123–131. [Google Scholar] [CrossRef]
- Amirafshar, A.; Pouraliakbar, H. Effect of Tool Pin Design on the Microstructural Evolutions and Tribological Characteristics of Friction Stir Processed Structural Steel. Measurement 2015, 68, 111–116. [Google Scholar] [CrossRef]
- Aghajani Derazkola, H.; Kordani, N.; Mohammadi Abokheili, R. Investigation of Joining Mechanism of Electrical-Assist Friction Stir Joining between Polyethylene (PE) and 316 Stainless Steel. Arch. Civ. Mech. Eng. 2022, 22, 199. [Google Scholar] [CrossRef]
- Lambiase, F.; Derazkola, H.A.; Simchi, A. Friction Stirwelding and Friction Spot Stir Welding Processes of Polymers-State of the Art. Materials 2020, 13, 2291. [Google Scholar] [CrossRef] [PubMed]
- Dashatan, S.H.; Azdast, T.; Ahmadi, S.R.; Bagheri, A. Friction Stir Spot Welding of Dissimilar Polymethyl Methacrylate and Acrylonitrile Butadiene Styrene Sheets. Mater. Des. 2013, 45, 135–141. [Google Scholar] [CrossRef]
- Huang, Y.; Meng, X.; Xie, Y.; Wan, L.; Lv, Z.; Cao, J.; Feng, J. Friction Stir Welding/Processing of Polymers and Polymer Matrix Composites. Compos. Part A Appl. Sci. Manuf. 2018, 105, 235–257. [Google Scholar] [CrossRef]
- Panneerselvam, K.; Lenin, K. Joining of Nylon 6 Plate by Friction Stir Welding Process Using Threaded Pin Profile. Mater. Des. 2014, 53, 302–307. [Google Scholar] [CrossRef]
- Lambiase, F.; Paoletti, A.; di Ilio, A. Mechanical Behaviour of Friction Stir Spot Welds of Polycarbonate Sheets. Int. J. Adv. Manuf. Technol. 2015, 80, 301–314. [Google Scholar] [CrossRef]
- Lambiase, F.; Paoletti, A.; di Ilio, A. Effect of Tool Geometry on Mechanical Behavior of Friction Stir Spot Welds of Polycarbonate Sheets. Int. J. Adv. Manuf. Technol. 2017, 88, 2293–2303. [Google Scholar] [CrossRef]
- Al-Sabur, R.; Khalaf, H.I.; Świerczyńska, A.; Rogalski, G.; Derazkola, H.A. Effects of Noncontact Shoulder Tool Velocities on Friction Stir Joining of Polyamide 6 (PA6). Materials 2022, 15, 4214. [Google Scholar] [CrossRef]
- Gao, J.; Cui, X.; Liu, C.; Shen, Y. Application and Exploration of Friction Stir Welding/Processing in Plastics Industry. Mater. Sci. Technol. 2017, 33, 1145–1158. [Google Scholar] [CrossRef]
- Rezaee Hajideh, M.; Farahani, M.; Alavi, S.A.D.; Molla Ramezani, N. Investigation on the Effects of Tool Geometry on the Microstructure and the Mechanical Properties of Dissimilar Friction Stir Welded Polyethylene and Polypropylene Sheets. J. Manuf. Process. 2017, 26, 269–279. [Google Scholar] [CrossRef]
- Sahu, S.K.; Mishra, D.; Mahto, R.P.; Sharma, V.M.; Pal, S.K.; Pal, K.; Banerjee, S.; Dash, P. Friction Stir Welding of Polypropylene Sheet. Eng. Sci. Technol. Int. J. 2018, 21, 245–254. [Google Scholar] [CrossRef]
- Sadeghian, N.; Besharati Givi, M.K. Experimental Optimization of the Mechanical Properties of Friction Stir Welded Acrylonitrile Butadiene Styrene Sheets. Mater. Des. 2015, 67, 145–153. [Google Scholar] [CrossRef]
- Aghajani Derazkola, H.; Simchi, A. Experimental and Thermomechanical Analysis of the Effect of Tool Pin Profile on the Friction Stir Welding of Poly(Methyl Methacrylate) Sheets. J. Manuf. Process. 2018, 34, 209–218. [Google Scholar] [CrossRef]
- Khodabakhshi, F.; Derazkola, H.A.; Gerlich, A.P. Monte Carlo Simulation of Grain Refinement during Friction Stir Processing. J. Mater. Sci. 2020, 55, 13438–13456. [Google Scholar] [CrossRef]
- Khalaf, H.I.; Al-sabur, R.; Abdullah, M.E.; Kubit, A.; Derazkola, H.A. Effects of Underwater Friction Stir Welding Heat Generation on Residual Stress of AA6068-T6 Aluminum Alloy. Materials 2022, 15, 2223. [Google Scholar] [CrossRef]
- Talebizadehsardari, P.; Musharavati, F.; Khan, A.; Sebaey, T.A.; Eyvaziana, A.; Derazkola, H.A. Underwater Friction Stir Welding of Al-Mg Alloy: Thermo-Mechanical Modeling and Validation. Mater. Today Commun. 2021, 26, 124–134. [Google Scholar] [CrossRef]
- Aghajani Derazkola, H.; Garcia, E.; Elyasi, M. Underwater Friction Stir Welding of PC: Experimental Study and Thermo-Mechanical Modelling. J. Manuf. Process. 2021, 65, 161–173. [Google Scholar] [CrossRef]
- Eyvazian, A.; Hamouda, A.M.; Aghajani Derazkola, H.; Elyasi, M. Study on the Effects of Tool Tile Angle, Offset and Plunge Depth on Friction Stir Welding of Poly(Methyl Methacrylate) T-Joint. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2020, 234, 773–787. [Google Scholar] [CrossRef]
- Elyasi, M.; Derazkola, H.A. Experimental and Thermomechanical Study on FSW of PMMA Polymer T-Joint. Int. J. Adv. Manuf. Technol. 2018, 97, 1445–1456. [Google Scholar] [CrossRef]
- Derazkola, H.A.; Eyvazian, A.; Simchi, A. Modeling and Experimental Validation of Material Flow during FSW of Polycarbonate. Mater. Today Commun. 2020, 22, 100796. [Google Scholar] [CrossRef]
- Memon, S.; Murillo-Marrodán, A.; Lankarani, H.M.; Aghajani Derazkola, H. Analysis of Friction Stir Welding Tool Offset on the Bonding and Properties of al–Mg–Si Alloy t-Joints. Materials 2021, 14, 3604. [Google Scholar] [CrossRef]
- Mirzaei, M.H.; Asadi, P.; Fazli, A. Effect of Tool Pin Profile on Material Flow in Double Shoulder Friction Stir Welding of AZ91 Magnesium Alloy. Int. J. Mech. Sci. 2020, 183, 105775. [Google Scholar] [CrossRef]
- Sevvel, P.; Dhanesh Babu, S.D.; Senthil Kumar, R. Peak Temperature Correlation and Temperature Distribution during Joining of AZ80A Mg Alloy by FSW-A Numerical and Experimental Investigation. Stroj. Vestn. J. Mech. Eng. 2020, 66, 13. [Google Scholar] [CrossRef]
- Derazkola, H.A.; MohammadiAbokheili, R.; Kordani, N.; Garcia, E.; Murillo-Marrodán, A. Evaluation of Nanocomposite Structure Printed by Solid-State Additive Manufacturing. CIRP J. Manuf. Sci. Technol. 2022, 37, 174–184. [Google Scholar] [CrossRef]
- Hernández, C.A.; Ferrer, V.H.; Mancilla, J.E.; Martínez, L.C. Three-Dimensional Numerical Modeling of the Friction Stir Welding of Dissimilar Steels. Int. J. Adv. Manuf. Technol. 2017, 93, 1567–1581. [Google Scholar] [CrossRef]
- Bahedh, A.S.; Mishra, A.; Al-Sabur, R.; Jassim, A.K. Machine Learning Algorithms for Prediction of Penetration Depth and Geometrical Analysis of Weld in Friction Stir Spot Welding Process. Metall. Res. Technol. 2022, 119, 305. [Google Scholar] [CrossRef]
- Guan, M.; Wang, Y.; Huang, Y.; Liu, X.; Meng, X.; Xie, Y.; Li, J. Non-Weld-Thinning Friction Stir Welding. Mater. Lett. 2019, 255, 126506. [Google Scholar] [CrossRef]
- Ma, X.; Xie, Y.; Meng, X.; Chen, H.; Wang, F.; Jiang, Y.; Wan, L.; Huang, Y. Stepped-Shoulder Friction Stir Welding to Alleviate Weld Thinning for Dissimilar AA2195-T8/AA2219-T6 Alloys. Sci. Technol. Weld. Join. 2021, 26, 599–605. [Google Scholar] [CrossRef]
- Memon, S.; Fydrych, D.; Fernandez, A.C.; Derazkola, H.A.; Derazkola, H.A. Effects of Fsw Tool Plunge Depth on Properties of an Al-Mg-Si Alloy t-Joint: Thermomechanical Modeling and Experimental Evaluation. Materials 2021, 14, 4754. [Google Scholar] [CrossRef] [PubMed]
- Aghajani Derazkola, H.; Kordani, N.; Aghajani Derazkola, H. Effects of Friction Stir Welding Tool Tilt Angle on Properties of Al-Mg-Si Alloy T-Joint. CIRP J. Manuf. Sci. Technol. 2021, 33, 264–276. [Google Scholar] [CrossRef]
- Mendes, N.; Loureiro, A.; Martins, C.; Neto, P.; Pires, J.N. Effect of Friction Stir Welding Parameters on Morphology and Strength of Acrylonitrile Butadiene Styrene Plate Welds. Mater. Des. 2014, 58, 457–464. [Google Scholar] [CrossRef]
- Aghajani Derazkola, H.; Simchi, A. Processing and Characterizations of Polycarbonate/Alumina Nanocomposites by Additive Powder Fed Friction Stir Processing. Thin Walled Struct. 2020, 157, 107086. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Area (mm2) | Simulation Results for Generated Heat (°C) | Maximum Recorded Temperature (°C) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| FPT | TPT | CPT | FPT | TPT | CPT | FPT | TPT | CPT | |
| Shoulder | 141.73 | 182.47 | 207.7 | 42 | 48 | 59 | - | - | - |
| Pin Body | 140.61 | 114.12 | 88.56 | 40 | 39 | 31 | - | - | - |
| Pin Bottom | 42.79 | 14.95 | 7.17 | 9 | 7 | 6 | - | - | - |
| Total | 324.77 | 301.54 | 303.44 | 91 | 94 | 96 | 95 | 99 | 103 |
| Tool Type | Velocity Point (a) | Velocity Point (b) | Velocity Point (c) | Velocity Point (d) |
|---|---|---|---|---|
 | 0.4 m/s | 0.15 m/s | 0.1 m/s | 0.15 m/s |
 | 0.42 m/s | 0.2 m/s | 0.12 m/s | 0.25 m/s |
 | 0.41 m/s | 0.18 m/s | 0.11 m/s | 0.22 m/s |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khalaf, H.I.; Al-Sabur, R.; Demiral, M.; Tomków, J.; Łabanowski, J.; Abdullah, M.E.; Aghajani Derazkola, H. The Effects of Pin Profile on HDPE Thermomechanical Phenomena during FSW. Polymers 2022, 14, 4632. https://doi.org/10.3390/polym14214632
Khalaf HI, Al-Sabur R, Demiral M, Tomków J, Łabanowski J, Abdullah ME, Aghajani Derazkola H. The Effects of Pin Profile on HDPE Thermomechanical Phenomena during FSW. Polymers. 2022; 14(21):4632. https://doi.org/10.3390/polym14214632
Chicago/Turabian StyleKhalaf, Hassanein I., Raheem Al-Sabur, Murat Demiral, Jacek Tomków, Jerzy Łabanowski, Mahmoud E. Abdullah, and Hamed Aghajani Derazkola. 2022. "The Effects of Pin Profile on HDPE Thermomechanical Phenomena during FSW" Polymers 14, no. 21: 4632. https://doi.org/10.3390/polym14214632
APA StyleKhalaf, H. I., Al-Sabur, R., Demiral, M., Tomków, J., Łabanowski, J., Abdullah, M. E., & Aghajani Derazkola, H. (2022). The Effects of Pin Profile on HDPE Thermomechanical Phenomena during FSW. Polymers, 14(21), 4632. https://doi.org/10.3390/polym14214632