

Characterisation of Nanoclay and Spelt Husk Microfiller-Modified Polypropylene Composites

 ,
,  ,
, 

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of the Composites
2.3. Characterization of the Composites
2.3.1. Light Microscopy
2.3.2. Scanning Electron Microscopic Analysis (SEM)
2.3.3. Fourier Transform Infrared Spectroscopy (FTIR)
2.3.4. Rheological Tests—Capillary Rheometer
2.3.5. Differential Scanning Calorimetry
2.3.6. Thermogravimetric Analysis
2.3.7. Flexular Test
2.3.8. Tensile Test
3. Results and Discussion
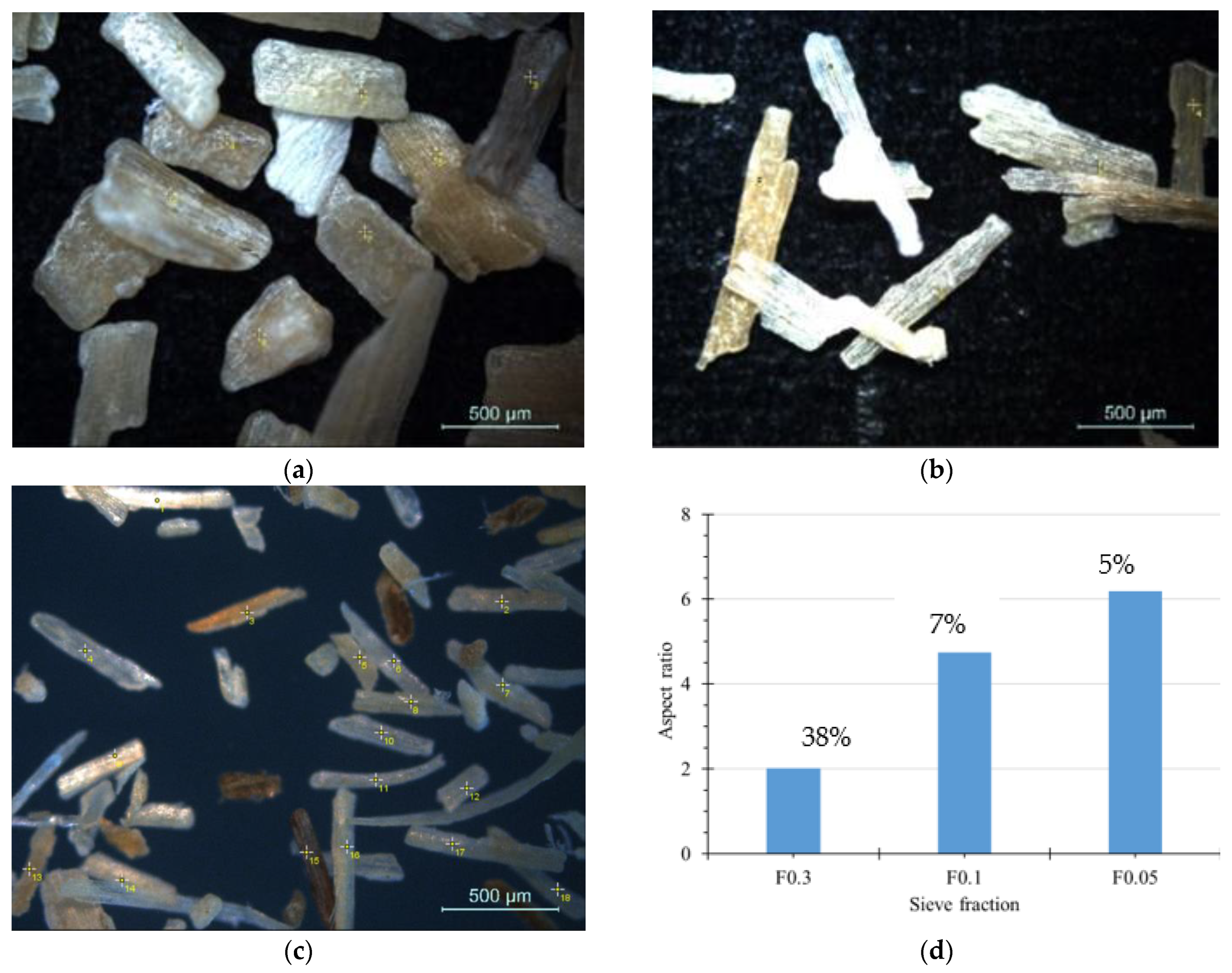
3.1. Light microscopy
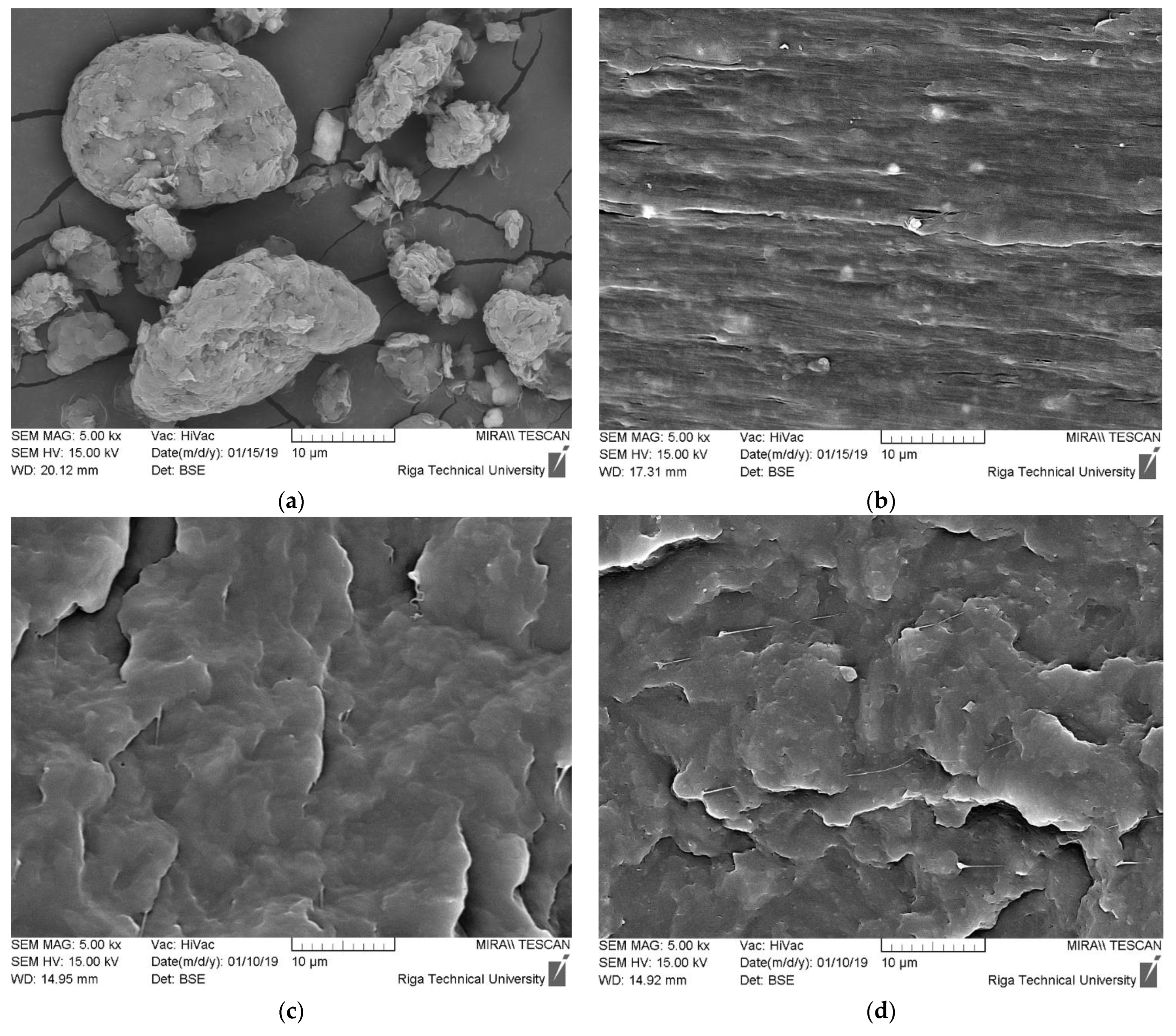
3.2. SEM
3.3. FTIR
3.4. Rheological Characterization
3.5. Thermal Properties
3.5.1. Differential Scanning Calorimentry
3.5.2. Thermogravimetric Analysis
3.6. Mechanical Properties
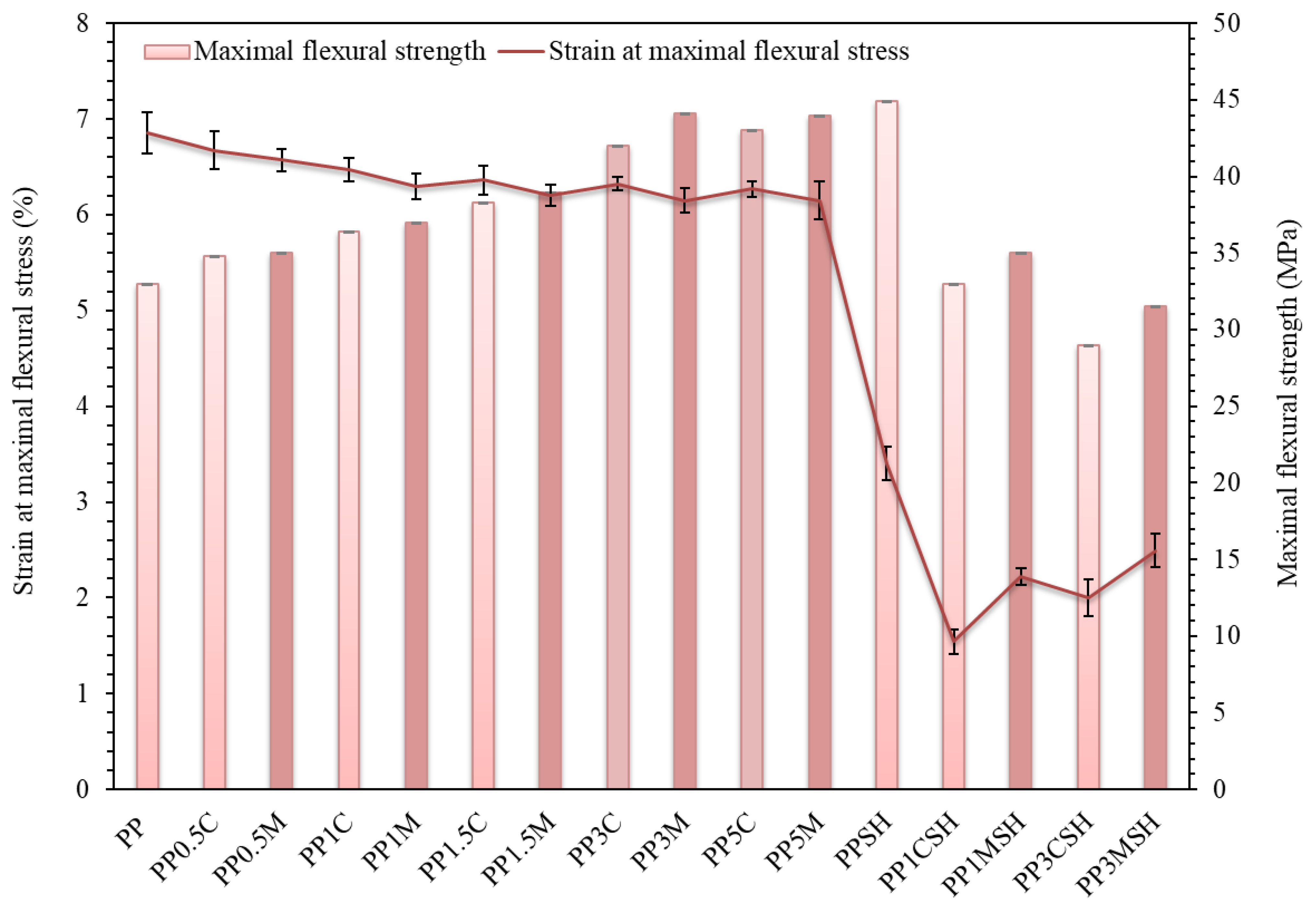
3.6.1. Flexural Test
3.6.2. Tensile Test
4. Conclusions
- (1)
- The addition of the nanoclay fillers does not considerably reduce melt viscosities of PP nanocomposites as well as PP hybrid composites with SH because of the regular dispersion of C or M particles within the polymer matrix, as demonstrated by SEM analysis;
- (2)
- Increased modulus of elasticity of the nanoclay-modified composites is a result of the reinforcement effect of high-aspect-ratio plate-like clay nanoparticles, oriented in the direction of the flow, as well as the perfection of the crystalline structure of the polymer matrix, as demonstrated by the increase in melting peak temperature of PP crystalline phase;
- (3)
- Increased modulus of elasticity of hybrid composites is due to the reinforcement effect of high-aspect-ratio nanoclay particles and isodiametric SH particles (aspect ratio within the range 2–6) oriented in the direction of the flow;
- (4)
- Reduced strength of the investigated nano- and hybrid composites is a result of the constraint in deformability (ultimate elongation values) of PP matrix introduced in the presence of rigid fillers;
- (5)
- Improved thermal stability of PP nano- and hybrid composites is attributed to the thermal barrier effect of plate-like nanoclay, increasing the 5% weight loss temperature (T5%) of PP nanocomposites on the one hand and promoting more intense development of impermeable char layer related to increased maximal degradation temperature (Td) of PP hybrid composites on the other hand.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Gowda, T.G.Y.; Sanjay, M.R.; Bhat, K.S.; Madhu, P.; Senthamaraikannan, P.; Yogesha, B. Polymer matrix-natural fiber composites: An overview. Cogent. Eng. 2018, 5, 1446667. [Google Scholar] [CrossRef]
- Zaghloul, M.Y.M.; Zaghloul, M.M.Y.; Zaghloul, M.M.Y. Developments in polyester composite materials—An in-depth review on natural fibres and nano fillers. Compos. Struct. 2021, 278, 114698. [Google Scholar] [CrossRef]
- Molina, S. Modification of Natural Fibers Using Physical Technologies and Their Applications for Composites. In Lignocellulosic Fibers and Wood Handbook: Renewable Materials for Today’s Environment, 1st ed.; Belgacem, N., Pizzi, A., Eds.; Wiley: Hoboken, NJ, USA, 2016; Volume 12, pp. 323–344. [Google Scholar]
- Mukhopadhyay, S.; Fangueiro, R. Physical modification of natural fibers and thermoplastic films for composites—A review. J. Thermoplast. Compos. Mater. 2009, 22, 135–162. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Jaszkiewicz, A.; Murr, M.; Sperber, V.E.; Lützendorf, R.; ReußMann, T. Processing techniques for natural- and wood-fibre composites. In Properties and Performance of Natural-Fibre Composites, 1st ed.; Pickering, K.L., Ed.; Woodhead Publishing: Cambridge, UK, 2008; Volume 4, pp. 163–192. [Google Scholar] [CrossRef]
- Kalia, I.K.S.; Kaith, B.S. Pretreatments of Natural Fibers and their Application as Reinforcing Material in Polymer Composites—A Review. Polym. Eng. Sci. 2009, 49, 1253–1272. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y.M. Mechanical properties of linear low-density polyethylene fire-retarded with melamine polyphosphate. J. Appl. Polym. Sci. 2018, 135, 46770. [Google Scholar] [CrossRef]
- El-Sabbagh, A. Effect of coupling agent on natural fibre in natural fibre/polypropylene composites on mechanical and thermal behaviour. Compos. Part B Eng. 2014, 57, 126–135. [Google Scholar] [CrossRef]
- Malalli, C.S.; Ramji, B.R. Mechanical characterization of natural fiber reinforced polymer composites and their application in Prosthesis: A review. Mater. Today: Proc. 2022, 62, 3435–3443. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Barczewski, M.; Szostak, M. Injection Molding of Highly Filled Husk and Wood Flour Filler: A Comparison of Agricultural and Wood Industry Waste Utilization. Polymers 2019, 11, 1881. [Google Scholar] [CrossRef]
- Santulli, C.; Sarasini, F.; Puglia, D.; Kenny, J.M. 8 Injection moulding of plant fibre composites. In Advanced Composite Materials: Properties and Applications; De Gruyter Open Poland: Warsaw, Poland, 2017; pp. 420–439. [Google Scholar] [CrossRef]
- Panthapulakkal, S.; Sain, M. The use of wheat straw fibres as reinforcements in composites, 2015. In Biofiber Reinforcements in Composite Materials, 1st ed.; Faruk, O., Sain, M., Eds.; Woodhead Publishing: Cambridge, UK, 2015; Volume 14, pp. 423–453. [Google Scholar] [CrossRef]
- Arjmandi, R.; Hassan, A.; Majeed, K.; Zakaria, Z. Rice Husk Filled Polymer Composites. Int. J. Polym. Sci. 2015, 2015, 501471. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Mamun, A.A.; Bonnia, N.N.; Ahmad, S. Basic properties of grain by-products and their viability in polypropylene composites. Ind. Crops Prod. 2012, 37, 427–434. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Mamun, A.A.; Volk, J. Physical, chemical and surface properties of wheat husk, rye husk and soft wood and their polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 480–488. [Google Scholar] [CrossRef]
- Merijs-Meri, R.; Zicans, J.; Ivanova, T.; Bochkov, I.; Varkale, M.; Franciszczak, P.; Bledzki, A.K.; Danilovas, P.P.; Gravitis, J.; Rubenis, K.; et al. Development and Characterization of Grain Husks Derived Lignocellulose Filler Containing Polypropylene Composites. Polym. Eng. Sci. 2019, 59, 2467–2473. [Google Scholar] [CrossRef]
- Veghte, D.P.; Freedman, M.A. Facile method for determining the aspect ratios of mineral dust aerosol by electron microscopy. Aerosol Sci. Technol. 2014, 48, 715–724. [Google Scholar] [CrossRef]
- Zare, Y. Effects of imperfect interfacial adhesion between polymer and nanoparticles on the tensile modulus of clay/polymer nanocomposites. Appl. Clay Sci. 2016, 129, 65–70. [Google Scholar] [CrossRef]
- Saba, N.; Jawaid, M.; Asim, M. Recent Advances in Nanoclay/Natural Fibers Hybrid Composites. In Nanoclay Reinforced Polymer Composites: Natural Fibre/Nanoclay Hybrid Composites, 1st ed.; Jawaid, M., Qaiss, A.K., Bouhfid, R., Eds.; Springer: Singapore, 2016; Chapter 1; pp. 1–28. [Google Scholar] [CrossRef]
- Xie, Y.; Hill, C.A.S.; Xiao, Z.; Militz, H.; Mai, C. Silane coupling agents used for natural fiber/polymer composites: A review. Compos. Part A Appl. Sci. Manuf. 2010, 41, 806–819. [Google Scholar] [CrossRef]
- Fuad, M.Y.A.; Zawawi, M.T.; Rahmad, S.; Norazlan, R.; Ismail, Z. Effect of silane, titanate and zirconate coupling agents in polypropylene composites. J. Ind. Technol. 1997, 6, 1–13. [Google Scholar]
- DeArmitt, C.; Rothon, R. Surface Modifiers for Use with Particulate Fillers. In Fillers for Polymer Applications, 1st ed.; Rothon, R., Ed.; Springer: Cham, Switzerland, 2017; Chapter 2; pp. 29–50. [Google Scholar]
- Rajeshkumar, G.; Seshadri, S.A.; Ramakrishnan, S.; Sanjay, M.R.; Siengchin, S.; Nagaraja, K.C. A comprehensive review on natural fiber/ nano-clay reinforced hybrid polymeric composites: Materials and technologies. Polym. Compos. 2021, 42, 3687–3701. [Google Scholar] [CrossRef]
- Jawaid, M.; Paridah, M.T.; Saba, N. Introduction to biomass and its composites. In Lignocellulosic Fibre and Biomass-Based Composite Materials, 1st ed.; Jawaid, M., Tahir, P.M., Saba, N., Eds.; Woodhead Publishing: Sawston, UK, 2017; Chapter 1; pp. 1–11. [Google Scholar] [CrossRef]
- Nafchi, H.R.; Abdouss, M.; Najafi, S.K.; Gargari, R.M.; Mazhar, M. Effects of nano-clay particles and oxidized polypropylene polymers on improvement of the practical properties of wood-polypropylene composite. Adv. Compos. Mater. 2015, 24, 239–248. [Google Scholar] [CrossRef]
- Bari, E.; Taghiyari, H.R.; Schmidt, O.; Ghorbani, A.; Aghababaei, H. Effects of nano-clay on biological resistance of woodplastic composite against five wood-deteriorating fungi. Maderas Cienc. Tecnol. 2015, 17, 205–212. [Google Scholar] [CrossRef]
- Tabari, H.Z.; Nourbakhsh, A.; Ashori, A. Effects of Nanoclay and Coupling Agent on the Physico-Mechanical, Morphological, and Thermal Properties of Wood Flour/Polypropylene Composites. Polym. Eng. Sci. 2010, 51, 272–277. [Google Scholar] [CrossRef]
- Fallis, A. Mechanical and Physical Properties of Wood-Plastic Composites Made of Polypropylene, Wood Flour and Nanoclay. J. Chem. Inf. Model. 2013, 53, 1689–1699. [Google Scholar]
- Arrakhiz, F.Z.; Benmoussa, K.; Bouhfid, R.; Qaiss, A. Pine cone fiber/clay hybrid composite: Mechanical and thermal properties. Mater. Des. 2013, 50, 376–381. [Google Scholar] [CrossRef]
- Najafi, A.; Kord, B.; Abdi, A.; Ranaee, S. The impact of the nature of nanoclay on physical and mechanical properties of polypropylene/reed flour nanocomposites. J. Thermoplast. Compos. Mater. 2012, 25, 717–727. [Google Scholar] [CrossRef]
- Yang, Z.; Peng, H.; Wang, W.; Liu, T. Crystallization behavior of poly(ε-caprolactone)/layered double hydroxide nanocomposites. J. Appl. Polym. Sci. 2010, 116, 2658–2667. [Google Scholar] [CrossRef]
- Islam, M.S.; Ahmad, M.B.; Hasan, M.; Aziz, S.A.; Jawaid, M.; Haafiz, M.K.M.; Zakaria, S.A.H. Natural fiber-reinforced hybrid polymer nanocomposites: Effect of fiber mixing and nanoclay on physical, mechanical, and biodegradable properties. BioResources 2015, 10, 1394–1407. [Google Scholar] [CrossRef]
- Turku, I.; Kärki, T. The effect of carbon fibers, glass fibers and nanoclay on wood flour-polypropylene composite properties. Eur. J. Wood Wood Prod. 2014, 72, 73–79. [Google Scholar] [CrossRef]
- Chrissafisa, K.; Bikiaris, D. Can nanoparticles really enhance thermal stability of polymers? Part I: An overview on thermal decomposition of addition polymers. Thermochim. Acta 2011, 523, 1–24. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Code | PP (wt.%) | PPgMA (wt.%) | C (wt.%) | M (wt.%) | SH (wt.%) |
|---|---|---|---|---|---|
| PP | 100 | - | - | - | - |
| PPSH | 56.7 | 3.3 | - | - | 40 |
| PP0.5C | 96.2 | 3.3 | 0.5 | - | 40 |
| PP0.5M | 95.7 | 3.3 | - | 1 | 40 |
| PP1C | 95.7 | 3.3 | 1 | - | 40 |
| PP1M | 94.7 | 3.3 | - | 2 | 40 |
| PP1.5C | 95.2 | 3.3 | 1.5 | - | 40 |
| PP1.5M | 93.7 | 3.3 | - | 3 | 40 |
| PP 3C | 93.7 | 3.3 | 3 | - | 40 |
| PP 3M | 90.7 | 3.3 | - | 6 | 40 |
| PP5C | 91.7 | 3.3 | 5 | - | 40 |
| PP 1C SH | 55.7 | 3.3 | 1 | - | 40 |
| PP1M SH | 54.7 | 3.3 | - | 2 | 40 |
| PP3C SH | 53.7 | 3.3 | 3 | - | 40 |
| PP3M SH | 50.7 | 3.3 | - | 6 | 40 |
| Sample | Heating Run 1 | Heating Run 2 | Cooling Run | |||
|---|---|---|---|---|---|---|
| Tm (°C) | XC (%) | Tm (°C) | XC (%) | Tm (°C) | XC (%) | |
| PP | 167 | 45 | 162 | 51 | 113 | 52 |
| PPgMA | 135 | 61 | 132 | 63 | 99 | 65 |
| PPSH | 167 | 42 | 164 | 43 | 117 | 53 |
| PP1.5C | 170 | 36 | 164 | 42 | 118 | 51 |
| PP1.5M | 168 | 42 | 164 | 46 | 118 | 50 |
| PP1C | 169 | 46 | 163 | 51 | 118 | 49 |
| PP1M | 169 | 40 | 164 | 46 | 118 | 47 |
| PP1.5C | 168 | 44 | 165 | 49 | 118 | 52 |
| PP1.5M | 168 | 43 | 163 | 47 | 117 | 51 |
| PP3C | 168 | 45 | 165 | 49 | 117 | 50 |
| PP3M | 169 | 42 | 165 | 42 | 119 | 53 |
| PP5C | 169 | 41 | 165 | 42 | 118 | 51 |
| PP5M | 169 | 42 | 166 | 45 | 117 | 51 |
| PP1CSH | 168 | 36 | 165 | 40 | 116 | 45 |
| PP1MSH | 166 | 40 | 164 | 41 | 117 | 50 |
| PP3CSH | 167 | 40 | 165 | 49 | 117 | 51 |
| PP3MSH | 168 | 40 | 166 | 45 | 116 | 52 |
| Test Specimen Identification | Weight Loss Temperatures | Maximum Degradation Temperature | |||
|---|---|---|---|---|---|
| T5% (°C) | T10% (°C) | T50% (°C) | T75% (°C) | Td (°C) | |
| PP | 405 | 422 | 453 | 461 | 453 |
| PPgMA | 323 | 385 | 444 | 457 | 454 |
| SH | 271 | 294 | 434 | 458 | 451 |
| PPSH | 271 | 294 | 434 | 472 | 451 |
| C | 303 | 328 | - | - | 404 |
| M | 363 | 405 | 437 | 433 | 436 |
| PP0.5C | 426 | 433 | 446 | 449 | 449 |
| PP0.5M | 429 | 434 | 445 | 449 | 447 |
| PP1C | 424 | 430 | 439 | 446 | 440 |
| PP1M | 424 | 430 | 440 | 447 | 441 |
| PP1.5C | 423 | 428 | 437 | 453 | 440 |
| PP1.5M | 426 | 431 | 443 | 445 | 446 |
| PP3C | 422 | 428 | 438 | 442 | 440 |
| PP3M | 426 | 432 | 443 | 451 | 446 |
| PP5C | 421 | 428 | 436 | 435 | 442 |
| PP5M | 419 | 427 | 435 | 433 | 440 |
| PP1CSH | 273 | 295 | 457 | 474 | 465 |
| PP1MSH | 267 | 291 | 458 | 475 | 467 |
| PP3CSH | 266 | 291 | 462 | 480 | 474 |
| PP3MSH | 272 | 293 | 464 | 482 | 474 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Žiganova, M.; Merijs-Meri, R.; Zicāns, J.; Ivanova, T.; Bochkov, I.; Kalniņš, M.; Błędzki, A.K.; Danilovas, P.P. Characterisation of Nanoclay and Spelt Husk Microfiller-Modified Polypropylene Composites. Polymers 2022, 14, 4332. https://doi.org/10.3390/polym14204332
Žiganova M, Merijs-Meri R, Zicāns J, Ivanova T, Bochkov I, Kalniņš M, Błędzki AK, Danilovas PP. Characterisation of Nanoclay and Spelt Husk Microfiller-Modified Polypropylene Composites. Polymers. 2022; 14(20):4332. https://doi.org/10.3390/polym14204332
Chicago/Turabian StyleŽiganova, Madara, Remo Merijs-Meri, Jānis Zicāns, Tatjana Ivanova, Ivan Bochkov, Mārtiņš Kalniņš, Andrzej K. Błędzki, and Paulius P. Danilovas. 2022. "Characterisation of Nanoclay and Spelt Husk Microfiller-Modified Polypropylene Composites" Polymers 14, no. 20: 4332. https://doi.org/10.3390/polym14204332
APA StyleŽiganova, M., Merijs-Meri, R., Zicāns, J., Ivanova, T., Bochkov, I., Kalniņš, M., Błędzki, A. K., & Danilovas, P. P. (2022). Characterisation of Nanoclay and Spelt Husk Microfiller-Modified Polypropylene Composites. Polymers, 14(20), 4332. https://doi.org/10.3390/polym14204332