
Parametric Investigation and Optimization to Study the Effect of Process Parameters on the Dimensional Deviation of Fused Deposition Modeling of 3D Printed Parts




Abstract
:1. Introduction
2. Literature Review
3. Materials and Methods
3.1. Printing Process Parameters
3.2. Experimental Design and Measurement of Responses
3.3. Optimization Methodology
4. Results and Discussion
4.1. Regression Models for Dimensional Deviation
4.2. Main Effect and Interaction Plots
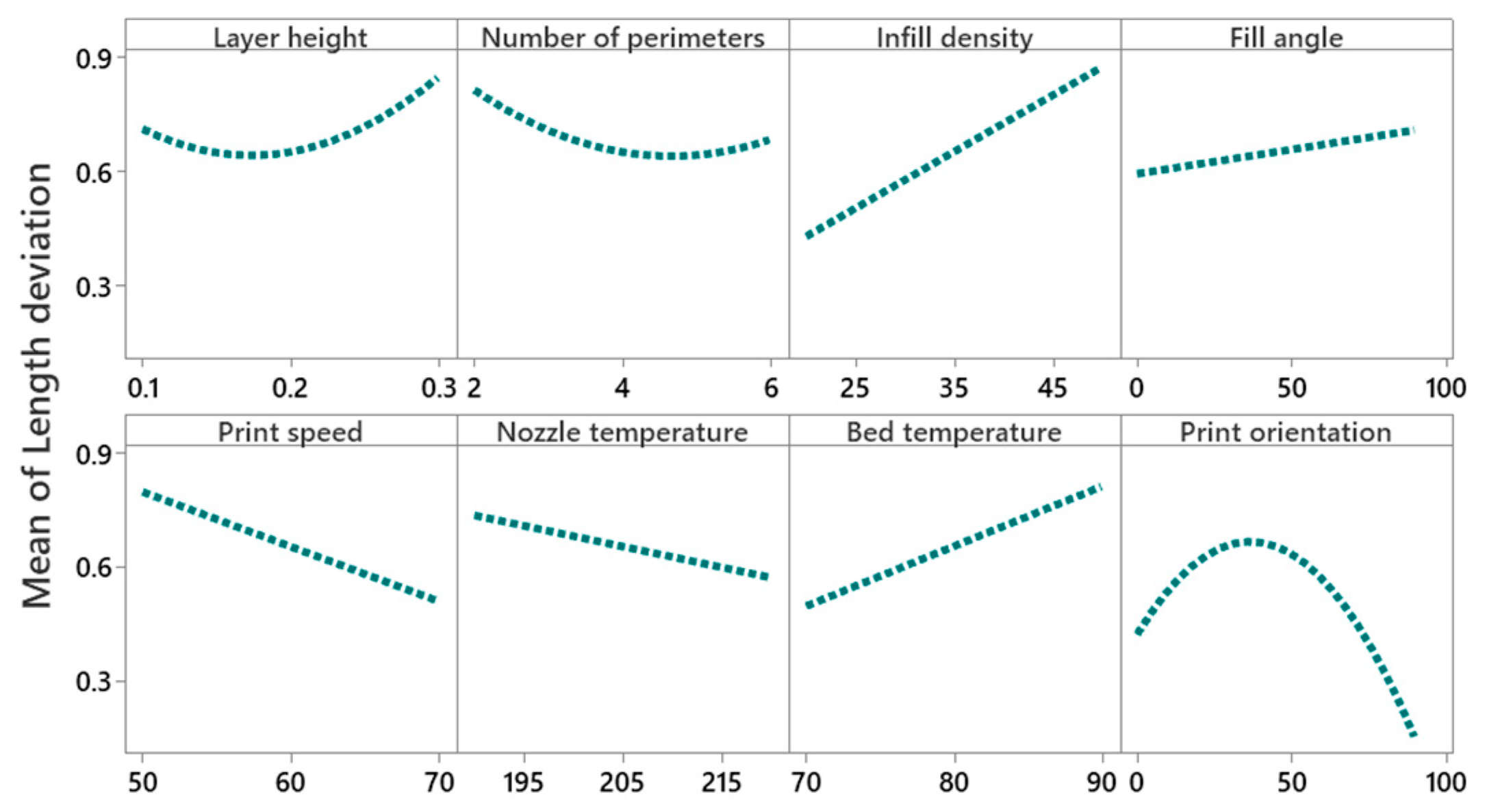
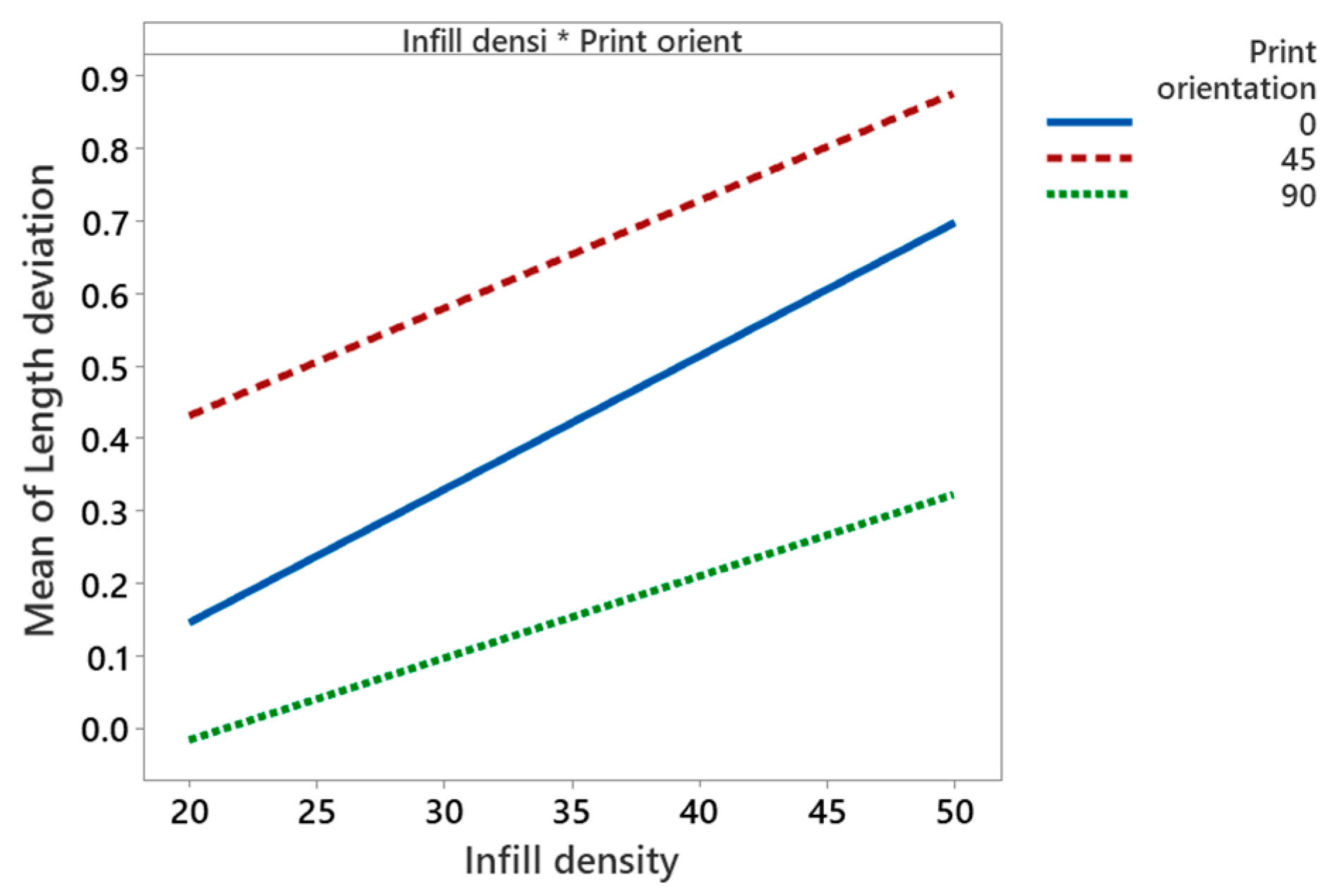
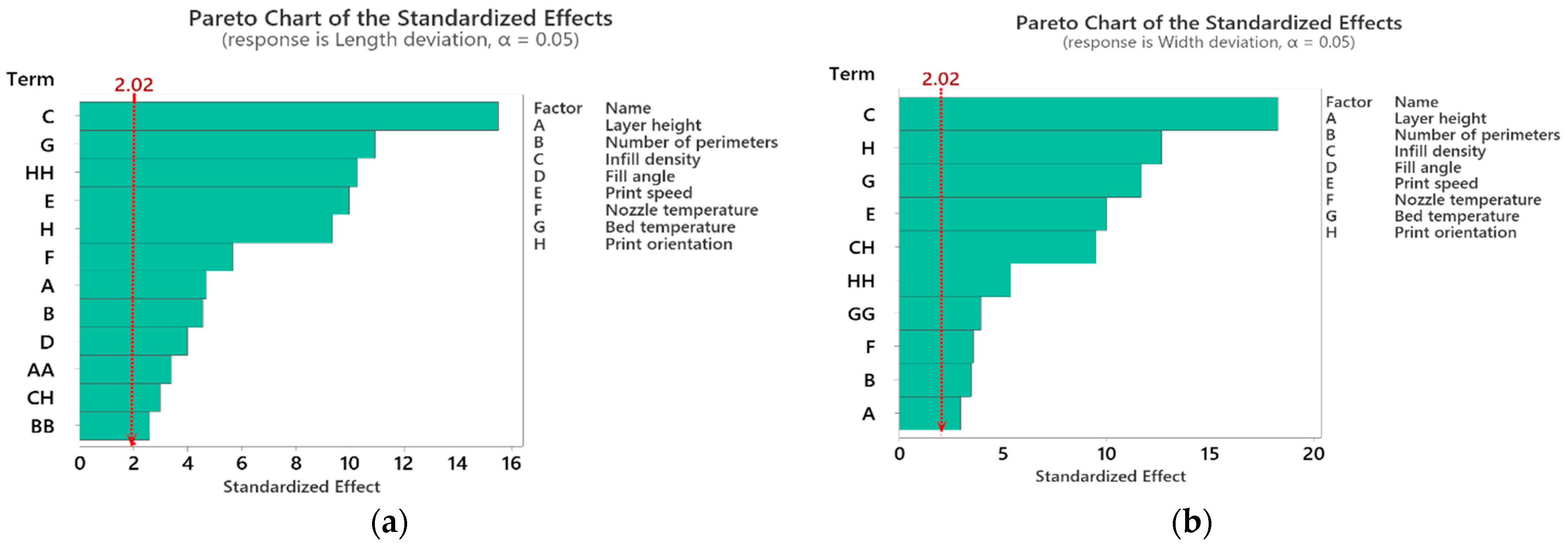
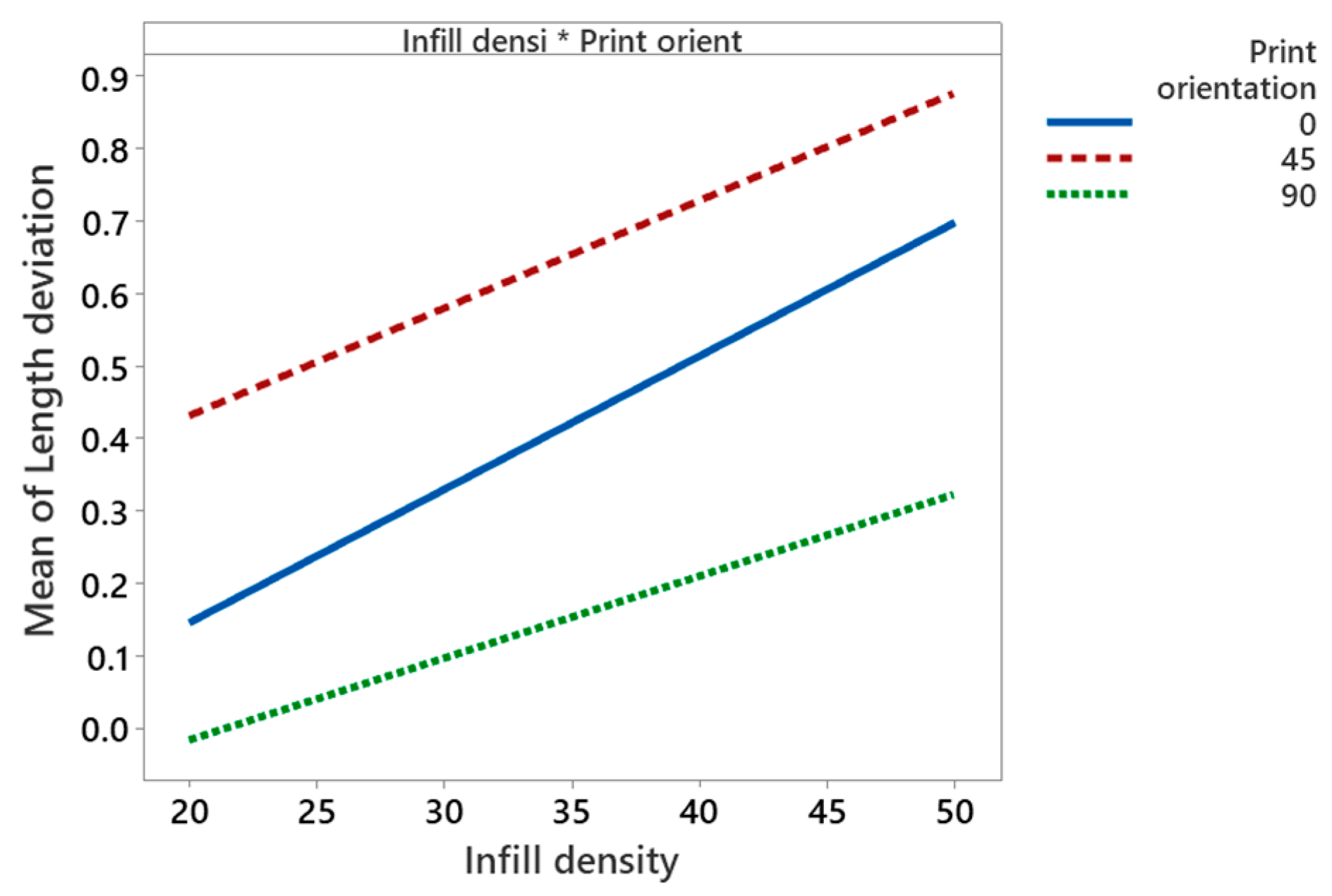
4.2.1. Main Effect and Interaction Effect of Process Parameters on Length Deviation
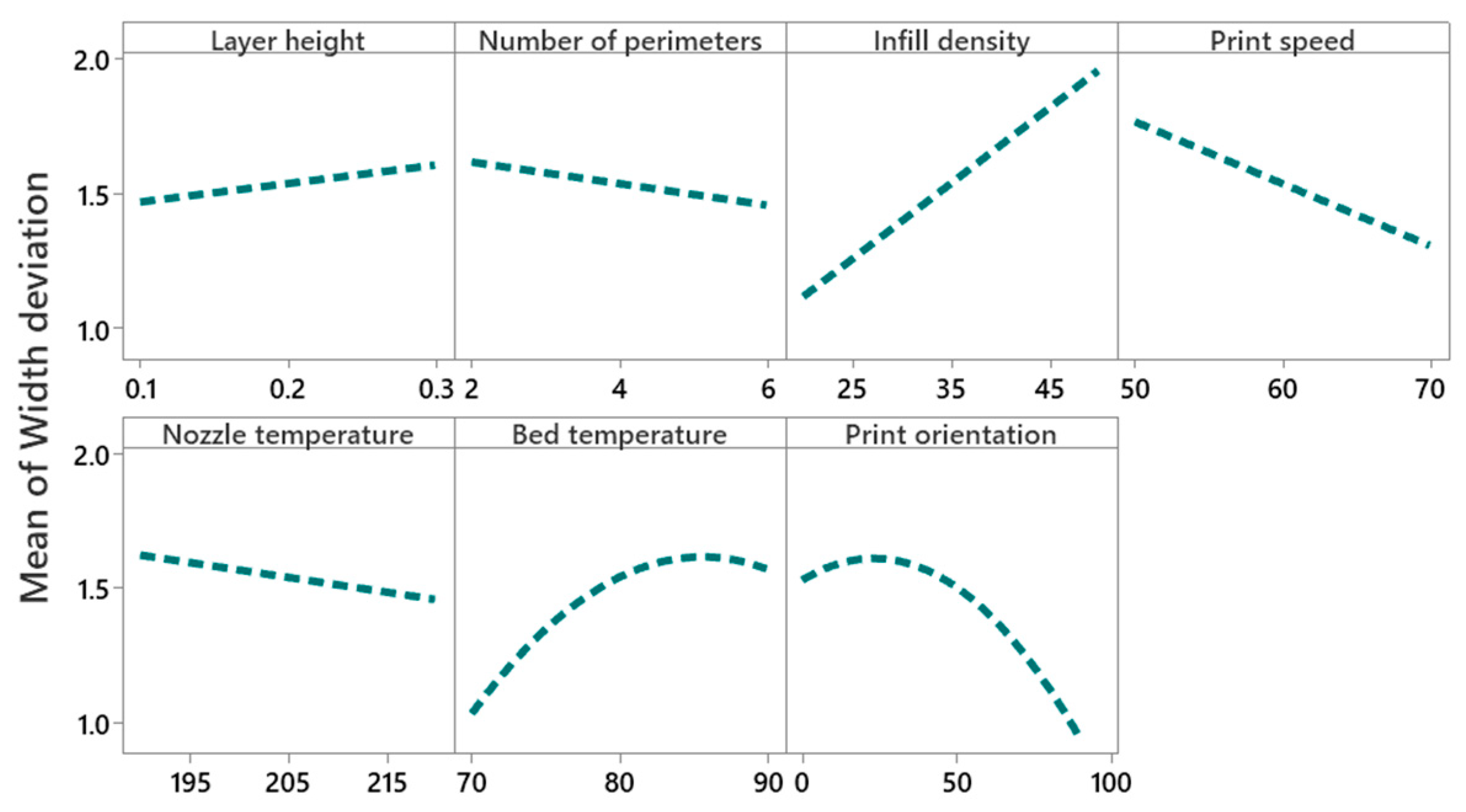
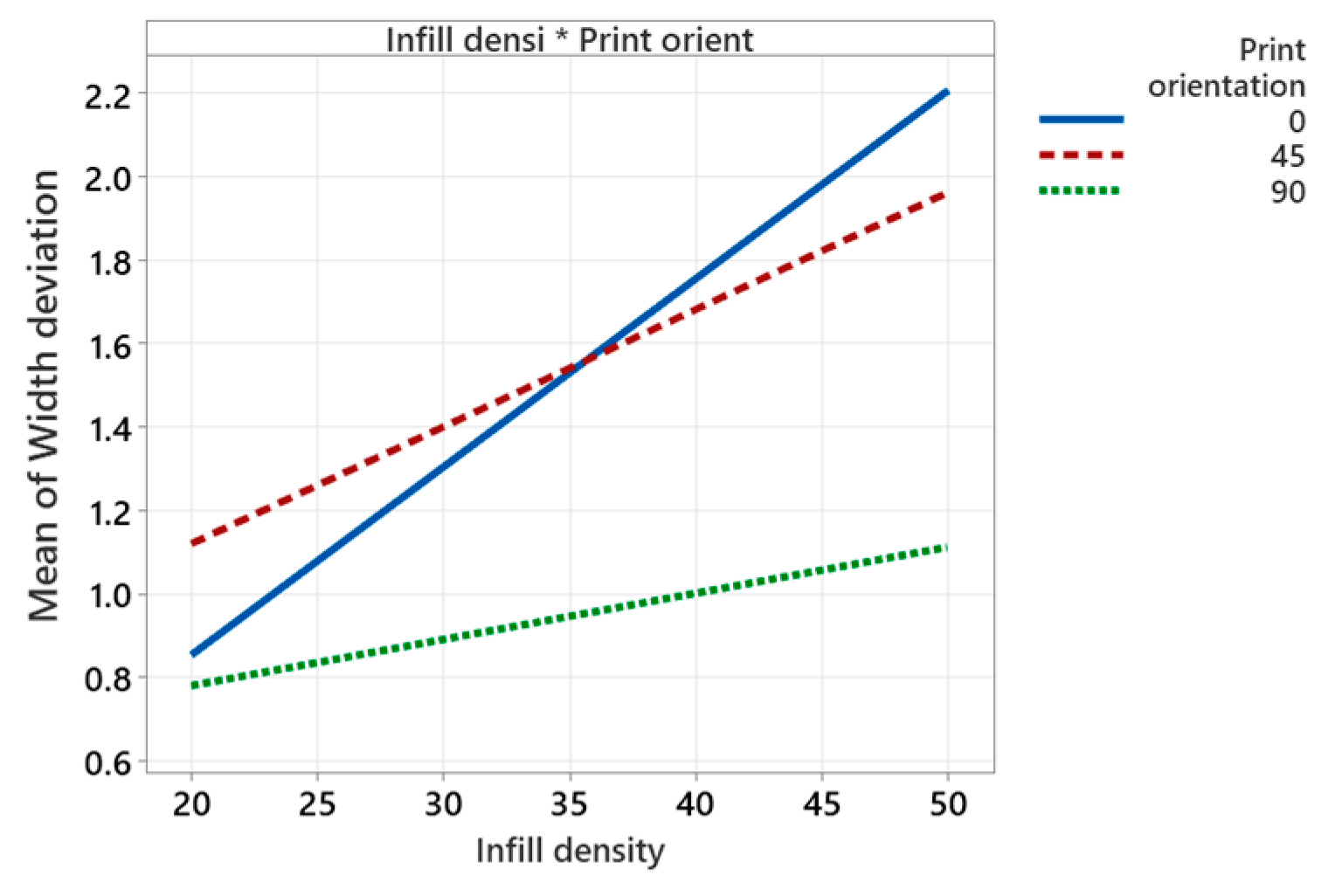
4.2.2. Main Effect and Interaction Effect of Process Parameters for Width Deviation
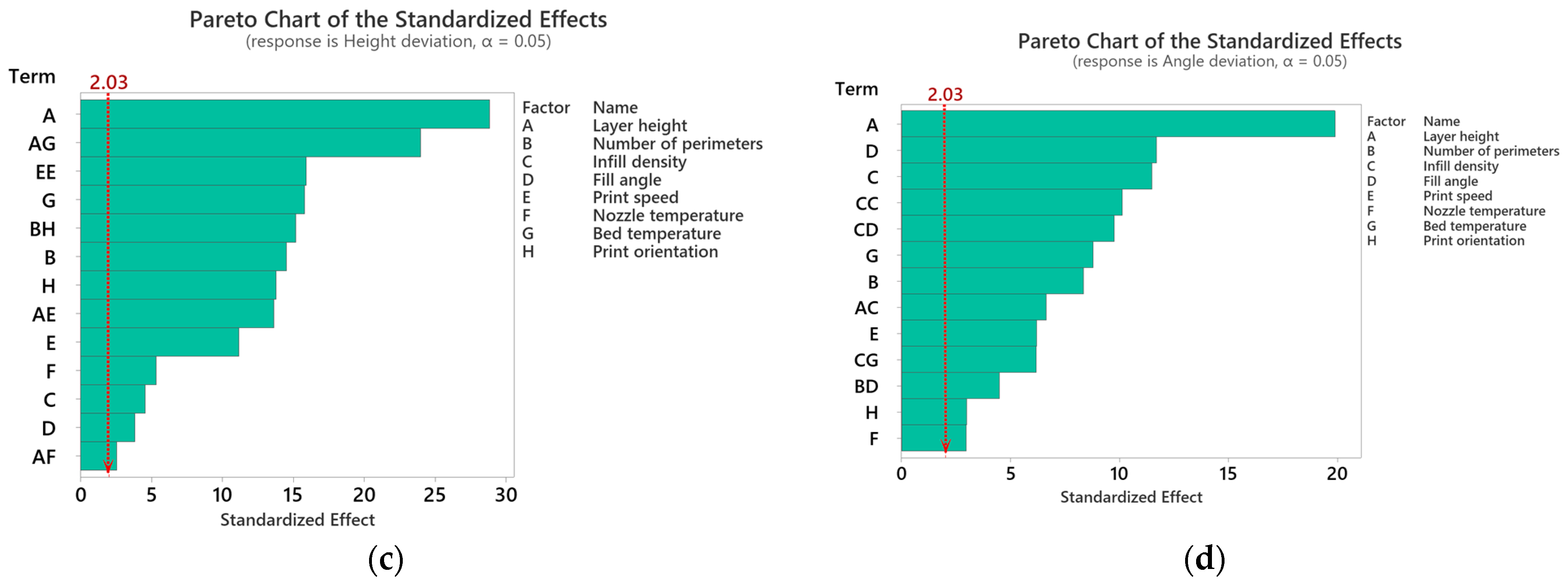
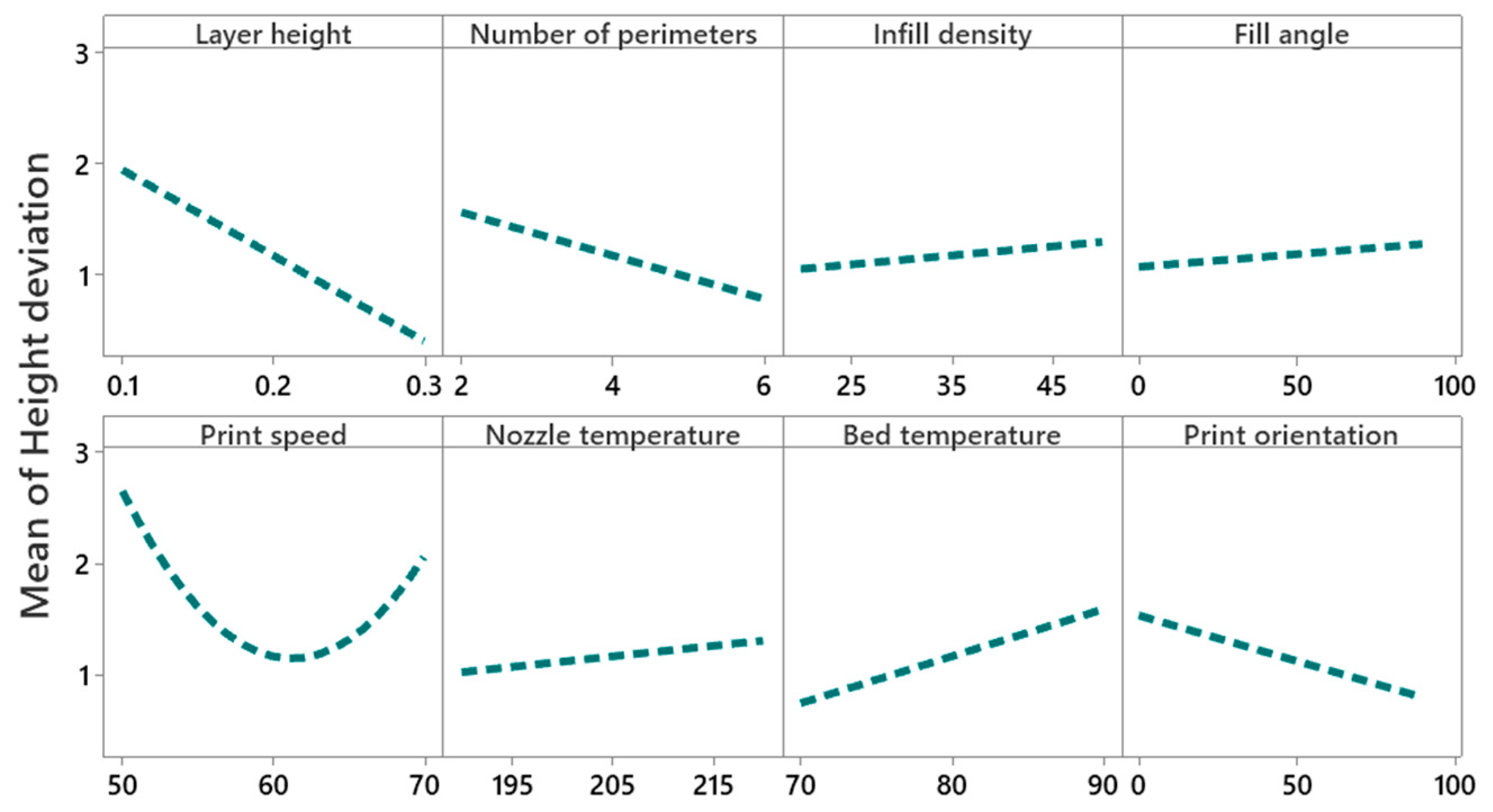
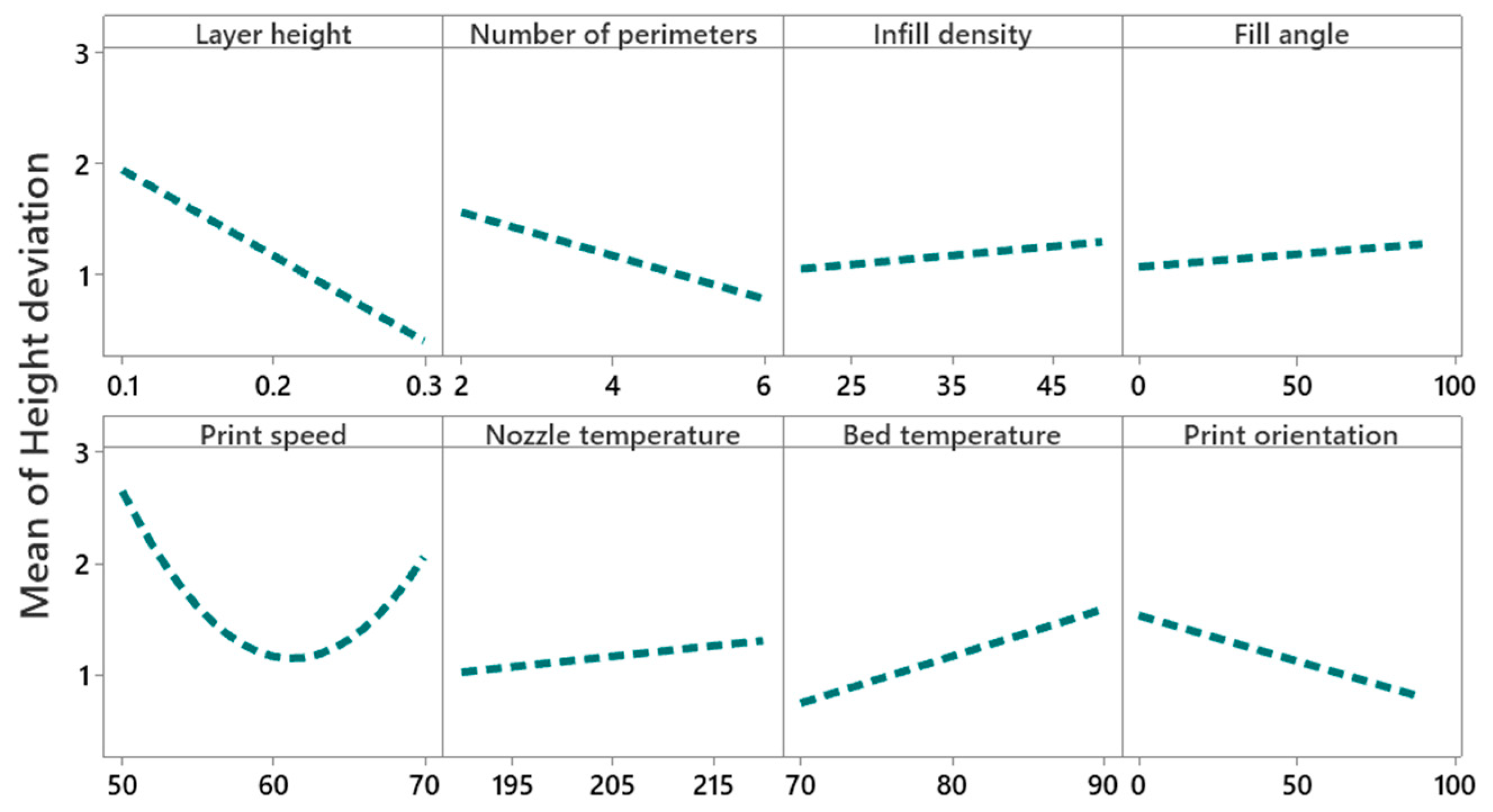
4.2.3. Main Effect and Interaction Effect of Process Parameters for Height Deviation
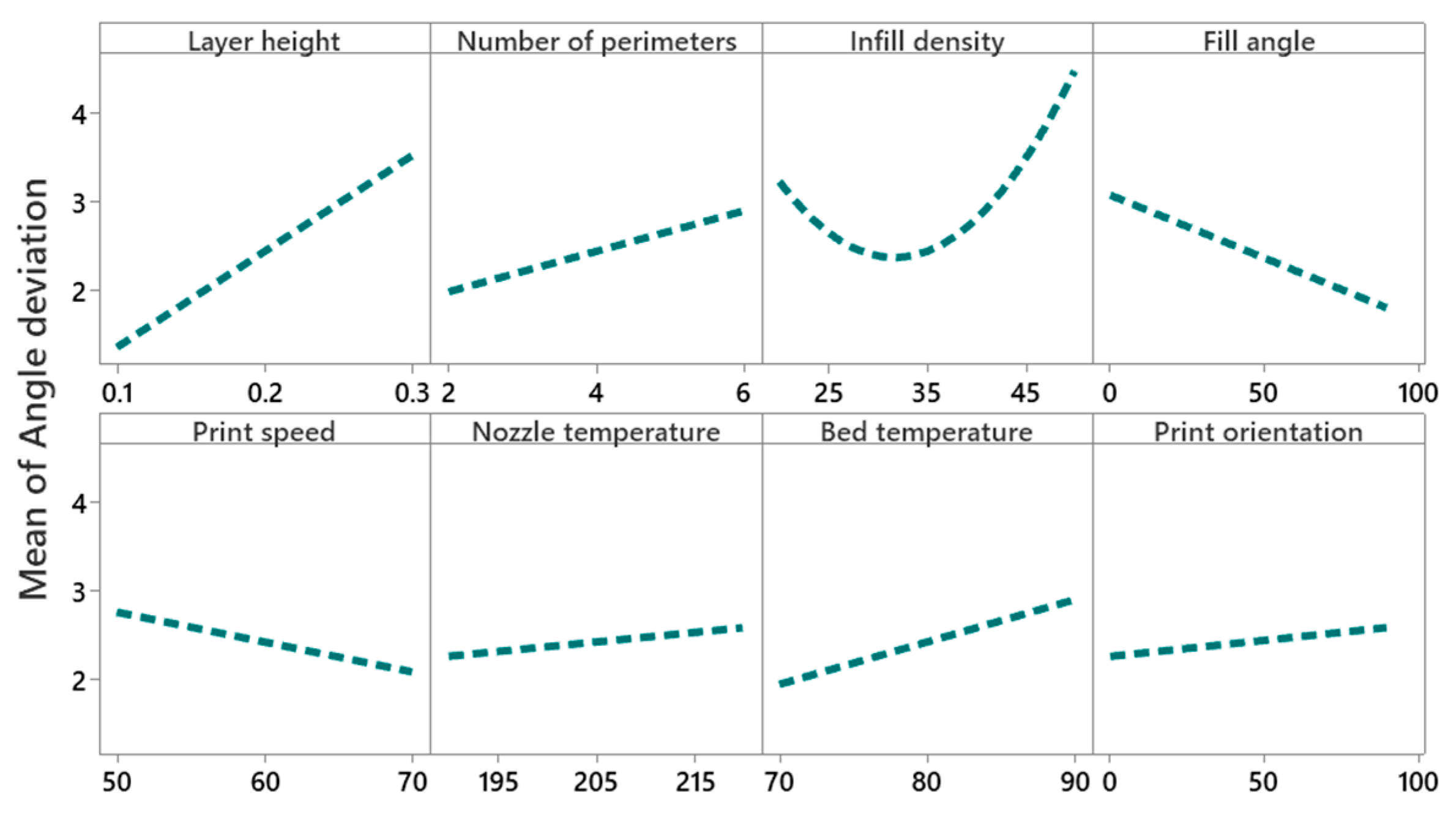
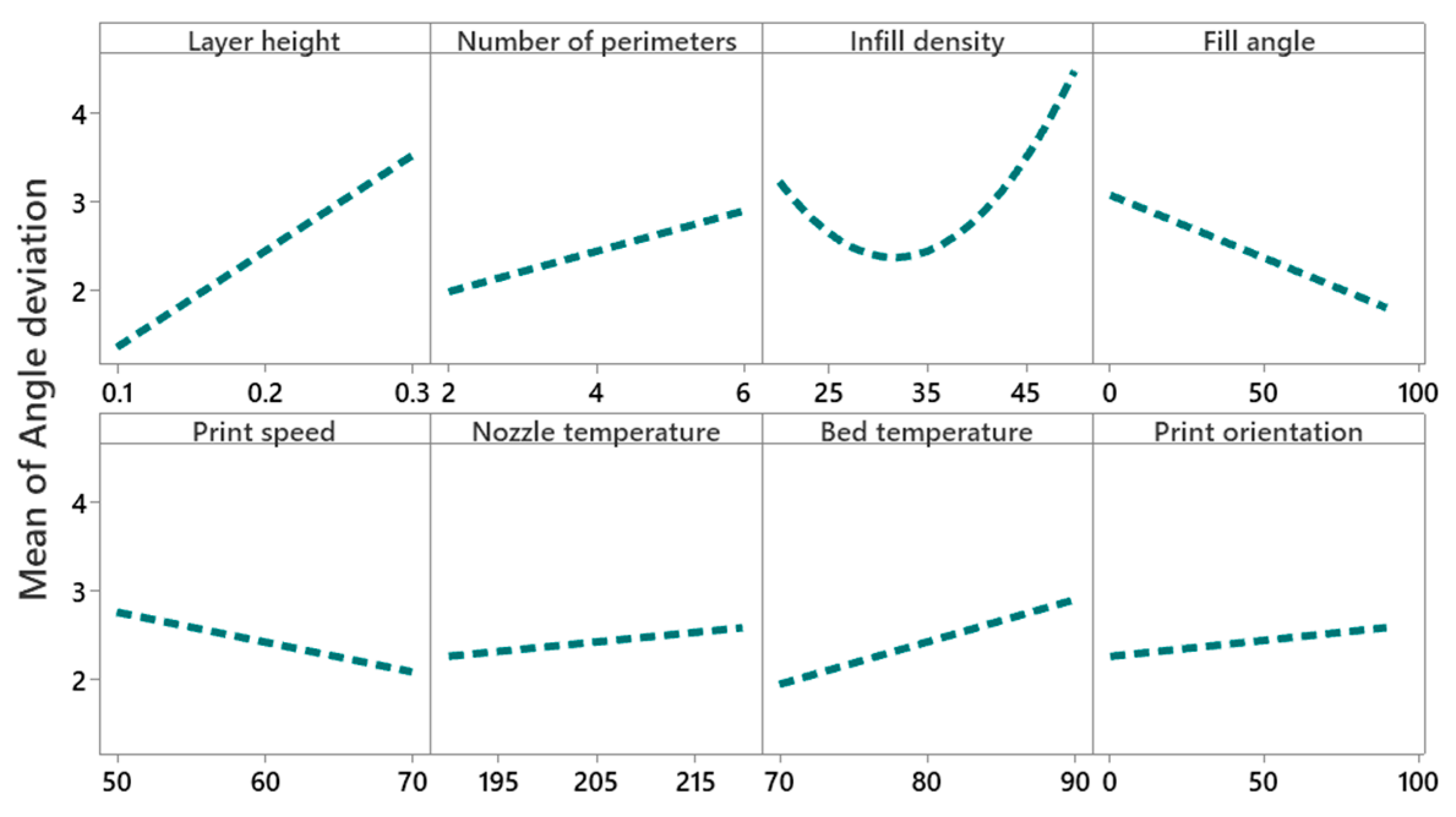
4.2.4. Main Effect and Interaction Effect of Process Parameters for Angle Deviation
4.3. Optimization
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Exp. No. | A | B | C | D | E | G | H | I | Length Deviation (LD) | Width Deviation (WD) | Height Deviation (HD) | Angle Deviation (AD) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 0.2 | 6 | 50 | 90 | 70 | 220 | 90 | 90 | 0.273 | 0.600 | 2.900 | 4.556 |
| 2 | 0.1 | 2 | 50 | 90 | 70 | 205 | 70 | 0 | 0.618 | 1.360 | 2.600 | 2.333 |
| 3 | 0.3 | 6 | 20 | 90 | 70 | 190 | 80 | 0 | 0.309 | 0.680 | 1.200 | 2.156 |
| 4 | 0.1 | 6 | 35 | 90 | 50 | 190 | 70 | 90 | 0.182 | 0.400 | 2.000 | 0.644 |
| 5 | 0.3 | 6 | 50 | 45 | 50 | 220 | 70 | 0 | 0.836 | 1.840 | 1.300 | 6.867 |
| 6 | 0.3 | 6 | 20 | 0 | 50 | 205 | 90 | 90 | 0.491 | 1.080 | 0.400 | 7.511 |
| 7 | 0.3 | 6 | 20 | 90 | 70 | 190 | 80 | 0 | 0.545 | 0.804 | 0.800 | 2.289 |
| 8 | 0.1 | 2 | 50 | 0 | 50 | 220 | 80 | 90 | 0.600 | 1.320 | 3.500 | 2.867 |
| 9 | 0.3 | 2 | 20 | 90 | 60 | 220 | 70 | 90 | 0.164 | 0.360 | 0.200 | 2.067 |
| 10 | 0.3 | 6 | 20 | 0 | 50 | 205 | 90 | 90 | 0.455 | 1.000 | 0.700 | 7.067 |
| 11 | 0.1 | 2 | 50 | 0 | 50 | 220 | 80 | 90 | 0.673 | 1.480 | 3.600 | 2.778 |
| 12 | 0.1 | 6 | 50 | 0 | 60 | 190 | 90 | 0 | 1.036 | 2.280 | 2.400 | 2.844 |
| 13 | 0.1 | 2 | 20 | 45 | 70 | 190 | 90 | 90 | 0.218 | 0.480 | 2.600 | 2.400 |
| 14 | 0.1 | 6 | 20 | 0 | 70 | 220 | 70 | 45 | 0.055 | 0.120 | 0.618 | 3.800 |
| 15 | 0.1 | 6 | 20 | 0 | 70 | 220 | 70 | 45 | 0.073 | 0.160 | 0.636 | 4.333 |
| 16 | 0.1 | 2 | 50 | 90 | 70 | 205 | 70 | 0 | 0.691 | 1.520 | 2.500 | 2.044 |
| 17 | 0.1 | 6 | 50 | 0 | 60 | 190 | 90 | 0 | 0.964 | 2.120 | 2.700 | 4.111 |
| 18 | 0.3 | 2 | 35 | 0 | 70 | 220 | 90 | 0 | 0.673 | 1.480 | 2.400 | 3.600 |
| 19 | 0.1 | 6 | 20 | 0 | 70 | 220 | 70 | 45 | 0.091 | 0.200 | 0.588 | 2.311 |
| 20 | 0.1 | 2 | 50 | 0 | 50 | 220 | 80 | 90 | 0.473 | 1.040 | 3.400 | 3.067 |
| 21 | 0.1 | 2 | 20 | 45 | 70 | 190 | 90 | 90 | 0.273 | 0.600 | 2.900 | 2.489 |
| 22 | 0.1 | 6 | 35 | 90 | 50 | 190 | 70 | 90 | 0.473 | 0.674 | 2.400 | 0.489 |
| 23 | 0.2 | 4 | 35 | 45 | 60 | 205 | 80 | 45 | 0.673 | 1.480 | 1.109 | 2.333 |
| 24 | 0.1 | 4 | 20 | 90 | 50 | 220 | 90 | 0 | 0.473 | 1.040 | 6.000 | 2.867 |
| 25 | 0.3 | 2 | 35 | 0 | 70 | 220 | 90 | 0 | 0.582 | 1.280 | 2.700 | 3.511 |
| 26 | 0.3 | 6 | 20 | 90 | 70 | 190 | 80 | 0 | 0.345 | 0.760 | 1.000 | 1.956 |
| 27 | 0.2 | 2 | 20 | 0 | 50 | 190 | 70 | 0 | 0.309 | 0.680 | 3.100 | 3.133 |
| 28 | 0.1 | 4 | 20 | 90 | 50 | 220 | 90 | 0 | 0.273 | 0.925 | 5.700 | 2.600 |
| 29 | 0.3 | 6 | 50 | 45 | 50 | 220 | 70 | 0 | 0.782 | 1.720 | 1.500 | 6.556 |
| 30 | 0.1 | 2 | 50 | 90 | 70 | 205 | 70 | 0 | 0.745 | 1.640 | 2.800 | 2.267 |
| 31 | 0.2 | 4 | 35 | 45 | 60 | 205 | 80 | 45 | 0.709 | 1.560 | 1.055 | 2.711 |
| 32 | 0.2 | 2 | 20 | 0 | 50 | 190 | 70 | 0 | 0.273 | 0.600 | 3.400 | 2.689 |
| 33 | 0.1 | 6 | 50 | 0 | 60 | 190 | 90 | 0 | 0.927 | 2.040 | 2.500 | 3.600 |
| 34 | 0.3 | 2 | 50 | 90 | 50 | 190 | 90 | 45 | 1.782 | 2.720 | 1.455 | 5.689 |
| 35 | 0.3 | 6 | 50 | 45 | 50 | 220 | 70 | 0 | 0.873 | 1.920 | 1.900 | 6.111 |
| 36 | 0.3 | 4 | 50 | 0 | 70 | 190 | 70 | 90 | 0.200 | 0.440 | 1.700 | 5.511 |
| 37 | 0.3 | 4 | 50 | 0 | 70 | 190 | 70 | 90 | 0.091 | 0.200 | 1.900 | 5.667 |
| 38 | 0.2 | 6 | 50 | 90 | 70 | 220 | 90 | 90 | 0.345 | 0.760 | 2.500 | 4.933 |
| 39 | 0.3 | 2 | 50 | 90 | 50 | 190 | 90 | 45 | 1.673 | 2.480 | 1.436 | 6.267 |
| 40 | 0.1 | 4 | 20 | 90 | 50 | 220 | 90 | 0 | 0.673 | 1.008 | 5.800 | 2.400 |
| 41 | 0.2 | 6 | 50 | 90 | 70 | 220 | 90 | 90 | 0.382 | 0.840 | 2.800 | 4.778 |
| 42 | 0.3 | 2 | 35 | 0 | 70 | 220 | 90 | 0 | 0.636 | 1.400 | 2.300 | 3.422 |
| 43 | 0.1 | 6 | 35 | 90 | 50 | 190 | 70 | 90 | 0.382 | 0.840 | 2.100 | 0.978 |
| 44 | 0.2 | 2 | 20 | 0 | 50 | 190 | 70 | 0 | 0.345 | 0.760 | 3.300 | 3.000 |
| 45 | 0.3 | 2 | 50 | 90 | 50 | 190 | 90 | 45 | 1.545 | 2.320 | 1.473 | 6.111 |
| 46 | 0.1 | 2 | 20 | 45 | 70 | 190 | 90 | 90 | 0.418 | 0.920 | 3.100 | 2.533 |
| 47 | 0.2 | 4 | 35 | 45 | 60 | 205 | 80 | 45 | 0.636 | 1.400 | 1.200 | 2.511 |
| 48 | 0.3 | 6 | 20 | 0 | 50 | 205 | 90 | 90 | 0.436 | 0.960 | 0.600 | 7.222 |
| 49 | 0.3 | 2 | 20 | 90 | 60 | 220 | 70 | 90 | 0.218 | 0.480 | 0.400 | 1.822 |
| 50 | 0.3 | 4 | 50 | 0 | 70 | 190 | 70 | 90 | 0.400 | 0.880 | 2.000 | 5.867 |
| 51 | 0.3 | 2 | 20 | 90 | 60 | 220 | 70 | 90 | 0.109 | 0.240 | 0.700 | 1.933 |
| Exp. No. | Desirability Values of Responses | Multi-Response Optimization | |||||
|---|---|---|---|---|---|---|---|
| DL | WD | HD | AD | WSD | WPD | RIS | |
| 1 | 0.865 | 0.797 | 0.554 | 0.421 | 2.636 | 0.161 | 1.398 |
| 2 | 0.652 | 0.475 | 0.661 | 0.737 | 2.524 | 0.151 | 1.337 |
| 3 | 0.843 | 0.763 | 0.905 | 0.763 | 3.273 | 0.444 | 1.859 |
| 4 | 0.808 | 0.881 | 0.714 | 0.978 | 3.381 | 0.497 | 1.939 |
| 5 | 0.517 | 0.271 | 0.839 | 0.092 | 1.719 | 0.011 | 0.865 |
| 6 | 0.73 | 0.593 | 1 | 0 | 2.324 | 0 | 1.162 |
| 7 | 0.806 | 0.71 | 0.973 | 0.744 | 3.233 | 0.414 | 1.824 |
| 8 | 0.663 | 0.492 | 0.446 | 0.661 | 2.262 | 0.096 | 1.179 |
| 9 | 0.933 | 0.898 | 0.991 | 0.775 | 3.597 | 0.644 | 2.12 |
| 10 | 0.753 | 0.627 | 0.946 | 0.063 | 2.39 | 0.028 | 1.209 |
| 11 | 0.618 | 0.511 | 0.429 | 0.674 | 2.231 | 0.091 | 1.161 |
| 12 | 0.393 | 0.085 | 0.643 | 0.592 | 1.713 | 0.013 | 0.863 |
| 13 | 0.899 | 0.847 | 0.553 | 0.728 | 3.027 | 0.307 | 1.667 |
| 14 | 1 | 1 | 0.616 | 0.528 | 3.145 | 0.326 | 1.735 |
| 15 | 0.989 | 0.983 | 0.611 | 0.545 | 3.128 | 0.324 | 1.726 |
| 16 | 0.607 | 0.407 | 0.696 | 0.778 | 2.488 | 0.134 | 1.311 |
| 17 | 0.438 | 0.153 | 0.589 | 0.484 | 1.664 | 0.019 | 0.842 |
| 18 | 0.618 | 0.424 | 0.734 | 0.557 | 2.333 | 0.107 | 1.22 |
| 19 | 0.978 | 0.966 | 0.618 | 0.611 | 3.172 | 0.356 | 1.764 |
| 20 | 0.674 | 0.528 | 0.464 | 0.633 | 2.299 | 0.105 | 1.202 |
| 21 | 0.865 | 0.797 | 0.554 | 0.715 | 2.931 | 0.273 | 1.602 |
| 22 | 0.742 | 0.765 | 0.675 | 1 | 3.182 | 0.383 | 1.782 |
| 23 | 0.618 | 0.424 | 0.659 | 0.737 | 2.438 | 0.127 | 1.283 |
| 24 | 0.742 | 0.61 | 0 | 0.661 | 2.013 | 0 | 1.007 |
| 25 | 0.674 | 0.508 | 0.759 | 0.57 | 2.511 | 0.148 | 1.33 |
| 26 | 0.82 | 0.729 | 0.938 | 0.791 | 3.278 | 0.443 | 1.861 |
| 27 | 0.843 | 0.763 | 0.518 | 0.623 | 2.747 | 0.208 | 1.477 |
| 28 | 0.736 | 0.659 | 0.054 | 0.699 | 2.147 | 0.018 | 1.083 |
| 29 | 0.551 | 0.322 | 0.804 | 0.136 | 1.812 | 0.019 | 0.916 |
| 30 | 0.573 | 0.356 | 0.643 | 0.747 | 2.319 | 0.098 | 1.208 |
| 31 | 0.596 | 0.39 | 0.645 | 0.684 | 2.314 | 0.102 | 1.208 |
| 32 | 0.865 | 0.797 | 0.464 | 0.687 | 2.813 | 0.22 | 1.516 |
| 33 | 0.461 | 0.186 | 0.625 | 0.557 | 1.829 | 0.03 | 0.929 |
| 34 | 0.017 | 0.011 | 0.68 | 0.259 | 0.967 | 0 | 0.484 |
| 35 | 0.494 | 0.237 | 0.795 | 0.199 | 1.726 | 0.019 | 0.872 |
| 36 | 0.91 | 0.864 | 0.768 | 0.285 | 2.827 | 0.172 | 1.5 |
| 37 | 0.934 | 0.828 | 0.732 | 0.263 | 2.757 | 0.149 | 1.453 |
| 38 | 0.82 | 0.729 | 0.625 | 0.367 | 2.541 | 0.137 | 1.339 |
| 39 | 0 | 0 | 0.684 | 0.177 | 0.861 | 0 | 0.43 |
| 40 | 0.736 | 0.624 | 0.036 | 0.728 | 2.123 | 0.012 | 1.067 |
| 41 | 0.798 | 0.695 | 0.571 | 0.389 | 2.453 | 0.123 | 1.288 |
| 42 | 0.64 | 0.458 | 0.777 | 0.582 | 2.457 | 0.133 | 1.295 |
| 43 | 0.798 | 0.794 | 0.696 | 0.93 | 3.218 | 0.41 | 1.814 |
| 44 | 0.82 | 0.729 | 0.482 | 0.642 | 2.674 | 0.185 | 1.429 |
| 45 | 0.03 | 0.068 | 0.666 | 0.199 | 0.963 | 0 | 0.481 |
| 46 | 0.839 | 0.753 | 0.518 | 0.709 | 2.819 | 0.232 | 1.526 |
| 47 | 0.64 | 0.458 | 0.652 | 0.712 | 2.462 | 0.136 | 1.299 |
| 48 | 0.764 | 0.644 | 0.964 | 0.041 | 2.414 | 0.02 | 1.217 |
| 49 | 0.899 | 0.847 | 1 | 0.81 | 3.556 | 0.617 | 2.087 |
| 50 | 0.885 | 0.827 | 0.714 | 0.234 | 2.661 | 0.122 | 1.392 |
| 51 | 0.966 | 0.949 | 0.978 | 0.794 | 3.687 | 0.712 | 2.2 |
Appendix B
References
- Dezaki, M.L.; Ariffin, M.K.A.M.; Hatami, S. An Overview of Fused Deposition Modelling (FDM): Research, Development and Process Optimisation. Rapid Prototyp. J. 2021, 27, 562–582. [Google Scholar] [CrossRef]
- Popescu, D.; Zapciu, A.; Amza, C.; Baciu, F.; Marinescu, R. FDM Process Parameters Influence over the Mechanical Properties of Polymer Specimens: A Review. Polym. Test. 2018, 69, 157–166. [Google Scholar] [CrossRef]
- Liu, Z.; Wang, Y.; Wu, B.; Cui, C.; Guo, Y.; Yan, C. A Critical Review of Fused Deposition Modeling 3D Printing Technology in Manufacturing Polylactic Acid Parts. Int. J. Adv. Manuf. Technol. 2019, 102, 2877–2889. [Google Scholar] [CrossRef]
- Galetto, M.; Verna, E.; Genta, G. Effect of Process Parameters on Parts Quality and Process Efficiency of Fused Deposition Modeling. Comput. Ind. Eng. 2021, 156, 107238. [Google Scholar] [CrossRef]
- Azdast, T.; Hasanzadeh, R. Polylactide Scaffold Fabrication Using a Novel Combination Technique of Fused Deposition Modeling and Batch Foaming: Dimensional Accuracy and Structural Properties. Int. J. Adv. Manuf. Technol. 2021, 114, 1309–1321. [Google Scholar] [CrossRef]
- Rajan, K.; Samykano, M.; Kadirgama, K.; Harun, W.S.W.; Rahman, M.M. Fused Deposition Modeling: Process, Materials, Parameters, Properties, and Applications. Int. J. Adv. Manuf. Technol. 2022, 120, 1531–1570. [Google Scholar] [CrossRef]
- Samy, A.A.; Golbang, A.; Archer, E.; McIlhagger, A.T. A Comparative Study on the 3D Printing Process of Semi-Crystalline and Amorphous Polymers Using Simulation. In Proceedings of the UKACM 2021 Conference, Loughborough University, Online, 14–16 April 2021; Loughborough University: Loughborough, UK, 2021. [Google Scholar]
- Deswal, S.; Narang, R.; Chhabra, D. Modeling and Parametric Optimization of FDM 3D Printing Process Using Hybrid Techniques for Enhancing Dimensional Preciseness. Int. J. Interact. Des. Manuf. 2019, 13, 1197–1214. [Google Scholar] [CrossRef]
- Hsieh, Y.-T.; Nozaki, S.; Kido, M.; Kamitani, K.; Kojio, K.; Takahara, A. Crystal Polymorphism of Polylactide and Its Composites by X-Ray Diffraction Study. Polym. J. 2020, 52, 755–763. [Google Scholar] [CrossRef]
- Wasanasuk, K.; Tashiro, K. Crystal Structure and Disorder in Poly (l-Lactic Acid) δ Form (A’ Form) and the Phase Transition Mechanism to the Ordered α Form. Polymer 2011, 52, 6097–6109. [Google Scholar] [CrossRef]
- Di Lorenzo, M.L.; Rubino, P.; Immirzi, B.; Luijkx, R.; Hélou, M.; Androsch, R. Influence of Chain Structure on Crystal Polymorphism of Poly (Lactic Acid). Part 2. Effect of Molecular Mass on the Crystal Growth Rate and Semicrystalline Morphology. Colloid Polym. Sci. 2015, 293, 2459–2467. [Google Scholar] [CrossRef]
- Marubayashi, H.; Akaishi, S.; Akasaka, S.; Asai, S.; Sumita, M. Crystalline Structure and Morphology of Poly (L-Lactide) Formed under High-Pressure CO2. Macromolecules 2008, 41, 9192–9203. [Google Scholar] [CrossRef]
- Pan, P.; Zhu, B.; Kai, W.; Dong, T.; Inoue, Y. Effect of Crystallization Temperature on Crystal Modifications and Crystallization Kinetics of Poly (L-lactide). J. Appl. Polym. Sci. 2008, 107, 54–62. [Google Scholar] [CrossRef]
- Cocca, M.; Di Lorenzo, M.L.; Malinconico, M.; Frezza, V. Influence of Crystal Polymorphism on Mechanical and Barrier Properties of Poly (l-Lactic Acid). Eur. Polym. J. 2011, 47, 1073–1080. [Google Scholar] [CrossRef]
- Echeverría, C.; Limón, I.; Muñoz-Bonilla, A.; Fernández-García, M.; López, D. Development of Highly Crystalline Polylactic Acid with β-Crystalline Phase from the Induced Alignment of Electrospun Fibers. Polymers 2021, 13, 2860. [Google Scholar] [CrossRef]
- Brizzolara, D.; Cantow, H.-J.; Diederichs, K.; Keller, E.; Domb, A.J. Mechanism of the Stereocomplex Formation between Enantiomeric Poly (Lactide) S. Macromolecules 1996, 29, 191–197. [Google Scholar] [CrossRef]
- Wach, R.A.; Wolszczak, P.; Adamus-Wlodarczyk, A. Enhancement of Mechanical Properties of FDM-PLA Parts via Thermal Annealing. Macromol. Mater. Eng. 2018, 303, 1800169. [Google Scholar] [CrossRef]
- Srinivas, V.; van Hooy-Corstjens, C.S.J.; Harings, J.A.W. Correlating Molecular and Crystallization Dynamics to Macroscopic Fusion and Thermodynamic Stability in Fused Deposition Modeling; a Model Study on Polylactides. Polymer 2018, 142, 348–355. [Google Scholar] [CrossRef]
- Kitsakis, K.; Alabey, P.; Kechagias, J.; Vaxevanidis, N. A Study of the Dimensional Accuracy Obtained by Low Cost 3D Printing for Possible Application in Medicine. IOP Conf. Ser. Mater. Sci. Eng. 2016, 161, 12025. [Google Scholar] [CrossRef]
- Aslani, K.-E.; Chaidas, D.; Kechagias, J.; Kyratsis, P.; Salonitis, K. Quality Performance Evaluation of Thin Walled PLA 3D Printed Parts Using the Taguchi Method and Grey Relational Analysis. J. Manuf. Mater. Process. 2020, 4, 47. [Google Scholar] [CrossRef]
- Nathaphan, S.; Trutassanawin, W. Effects of Process Parameters on Compressive Property of FDM with ABS. Rapid Prototyp. J. 2021, 27, 905–917. [Google Scholar] [CrossRef]
- Basavaraj, C.K.; Vishwas, M. Studies on Effect of Fused Deposition Modelling Process Parameters on Ultimate Tensile Strength and Dimensional Accuracy of Nylon. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Bangalore, India, 14–16 July 2016; Volume 149, pp. 1–11. [Google Scholar]
- Lalegani Dezaki, M.; Ariffin, M.K.; Serjouei, A.; Zolfagharian, A.; Hatami, S.; Bodaghi, M. Influence of Infill Patterns Generated by CAD and FDM 3D Printer on Surface Roughness and Tensile Strength Properties. Appl. Sci. 2021, 11, 7272. [Google Scholar] [CrossRef]
- Padhi, S.K.; Sahu, R.K.; Mahapatra, S.S.; Das, H.C.; Sood, A.K.; Patro, B.; Mondal, A.K. Optimization of Fused Deposition Modeling Process Parameters Using a Fuzzy Inference System Coupled with Taguchi Philosophy. Adv. Manuf. 2017, 5, 231–242. [Google Scholar] [CrossRef]
- Vahabli, E.; Rahmati, S. Improvement of FDM Parts’ Surface Quality Using Optimized Neural Networks—Medical Case Studies. Rapid Prototyp. J. 2017, 23, 825–842. [Google Scholar] [CrossRef]
- Sai, T.; Pathak, V.K.; Srivastava, A.K. Modeling and Optimization of Fused Deposition Modeling (FDM) Process through Printing PLA Implants Using Adaptive Neuro-Fuzzy Inference System (ANFIS) Model and Whale Optimization Algorithm. J. Brazilian Soc. Mech. Sci. Eng. 2020, 42, 617. [Google Scholar] [CrossRef]
- Vyavahare, S.; Kumar, S.; Panghal, D. Experimental Study of Surface Roughness, Dimensional Accuracy and Time of Fabrication of Parts Produced by Fused Deposition Modelling. Rapid Prototyp. J. 2020, 26, 1535–1554. [Google Scholar] [CrossRef]
- Camposeco-Negrete, C. Optimization of FDM Parameters for Improving Part Quality, Productivity and Sustainability of the Process Using Taguchi Methodology and Desirability Approach. Prog. Addit. Manuf. 2020, 5, 59–65. [Google Scholar] [CrossRef]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L. Modeling, Analysis, and Optimization of Dimensional Accuracy of FDM-Fabricated Parts Using Definitive Screening Design and Deep Learning Feedforward Artificial Neural Network. Adv. Manuf. 2021, 9, 115–129. [Google Scholar] [CrossRef]
- Mohanty, A.; Nag, K.S.; Bagal, D.K.; Barua, A.; Jeet, S.; Mahapatra, S.S.; Cherkia, H. Parametric Optimization of Parameters Affecting Dimension Precision of FDM Printed Part Using Hybrid Taguchi-MARCOS-Nature Inspired Heuristic Optimization Technique. Mater. Today Proc. 2021, 50, 893–903. [Google Scholar] [CrossRef]
- Garg, A.; Bhattacharya, A.; Batish, A. On Surface Finish and Dimensional Accuracy of FDM Parts after Cold Vapor Treatment. Mater. Manuf. Process. 2016, 31, 522–529. [Google Scholar] [CrossRef]
- Elkordy, A.G.E.-A.A. Application of Differential Scanning Calorimetry to the Characterization of Biopolymers. In Applications of Calorimetry in a Wide Context-Differential Scanning Calorimetry, Isothermal Titration Calorimetry and Microcalorimetry; IntechOpen: Rijeka, Croatia, 2013. [Google Scholar]
- Jalali, A.; Huneault, M.A.; Elkoun, S. Effect of Thermal History on Nucleation and Crystallization of Poly (Lactic Acid). J. Mater. Sci. 2016, 51, 7768–7779. [Google Scholar] [CrossRef]
- Šaparauskas, J.; Kazimieras Zavadskas, E.; Turskis, Z. Selection of Facade’s Alternatives of Commercial and Public Buildings Based on Multiple Criteria. Int. J. Strateg. Prop. Manag. 2011, 15, 189–203. [Google Scholar] [CrossRef]
- Bagal, D.K.; Giri, A.; Pattanaik, A.K.; Jeet, S.; Barua, A.; Panda, S.N. MCDM Optimization of Characteristics in Resistance Spot Welding for Dissimilar Materials Utilizing Advanced Hybrid Taguchi Method-Coupled CoCoSo, EDAS and WASPAS Method. In Next Generation Materials and Processing Technologies; Springer: Berlin/Heidelberg, Germany, 2021; pp. 475–490. [Google Scholar]
- Chakraborty, S.; Zavadskas, E.K. Applications of WASPAS Method in Manufacturing Decision Making. Informatica 2014, 25, 1–20. [Google Scholar] [CrossRef]
- Agarwal, K.M.; Shubham, P.; Bhatia, D.; Sharma, P.; Vaid, H.; Vajpeyi, R. Analyzing the Impact of Print Parameters on Dimensional Variation of ABS Specimens Printed Using Fused Deposition Modelling (FDM). Sensors Int. 2022, 3, 100149. [Google Scholar] [CrossRef]
- Nancharaiah, T.; Raju, D.R.; Raju, V.R. An Experimental Investigation on Surface Quality and Dimensional Accuracy of FDM Components. Int. J. Emerg. Technol. 2010, 1, 106–111. [Google Scholar]
- Wang, S.; Ma, Y.; Deng, Z.; Zhang, S.; Cai, J. Effects of Fused Deposition Modeling Process Parameters on Tensile, Dynamic Mechanical Properties of 3D Printed Polylactic Acid Materials. Polym. Test. 2020, 86, 106483. [Google Scholar] [CrossRef]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L.; Nikzad, M.; Azadmanjiri, J. Effect of Process Parameters on Dynamic Mechanical Performance of FDM PC / ABS Printed Parts Through Design of Experiment. J. Mater. Eng. Perform. 2016, 25, 2922–2935. [Google Scholar] [CrossRef]
- Akande, S.O. Dimensional Accuracy and Surface Finish Optimization of Fused Deposition Modelling Parts Using Desirability Function Analysis. Int. J. Eng. Res. Technol 2015, 4, 196–202. [Google Scholar]
- Es-Said, O.S.; Foyos, J.; Noorani, R.; Mendelson, M.; Marloth, R.; Pregger, B.A. Effect of Layer Orientation on Mechanical Properties of Rapid Prototyped Samples. Mater. Manuf. Process. 2000, 15, 107–122. [Google Scholar] [CrossRef]
- Akbaş, O.E.; Hıra, O.; Hervan, S.Z.; Samankan, S.; Altınkaynak, A. Dimensional Accuracy of FDM-Printed Polymer Parts. Rapid Prototyp. J. 2020, 26, 288–298. [Google Scholar] [CrossRef]
- Abas, M.; Salman, Q.; Khan, A.M.; Rahman, K. Direct Ink Writing of Flexible Electronic Circuits and Their Characterization. J. Brazilian Soc. Mech. Sci. Eng. 2019, 41, 563. [Google Scholar] [CrossRef]
- Brydson, J.A. Flow Properties of Polymer Melts; Plastics Institute, University of Michigan: Ann Arbor, MI, USA, 1970. [Google Scholar]
- Hsueh, M.-H.; Lai, C.-J.; Liu, K.-Y.; Chung, C.-F.; Wang, S.-H.; Pan, C.-Y.; Huang, W.-C.; Hsieh, C.-H.; Zeng, Y.-S. Effects of Printing Temperature and Filling Percentage on the Mechanical Behavior of Fused Deposition Molding Technology Components for 3D Printing. Polymers 2021, 13, 2910. [Google Scholar] [CrossRef] [PubMed]
- Afonso, J.A.; Alves, J.L.; Caldas, G.; Gouveia, B.P.; Santana, L.; Belinha, J. Influence of 3D Printing Process Parameters on the Mechanical Properties and Mass of PLA Parts and Predictive Models. Rapid Prototyp. J. 2021, 27, 487–495. [Google Scholar] [CrossRef]
- Forrest, J.A.; Dalnoki-Veress, K.; Dutcher, J.R. Interface and Chain Confinement Effects on the Glass Transition Temperature of Thin Polymer Films. Phys. Rev. E 1997, 56, 5705. [Google Scholar] [CrossRef]
- Spoerk, M.; Gonzalez-Gutierrez, J.; Sapkota, J.; Schuschnigg, S.; Holzer, C. Effect of the Printing Bed Temperature on the Adhesion of Parts Produced by Fused Filament Fabrication. Plast. Rubber Compos. 2018, 47, 17–24. [Google Scholar] [CrossRef]
- Abdelrhman, A.M.; Gan, W.W.; Kurniawan, D. Effect of Part Orientation on Dimensional Accuracy, Part Strength, and Surface Quality of Three Dimensional Printed Part. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Jakarta, Indonesia, 9–10 October 2019; IOP Publishing: Bristol, UK, 2019; Volume 694, p. 12048. [Google Scholar]
- Chaudhry, M.S.; Czekanski, A. Evaluating FDM Process Parameter Sensitive Mechanical Performance of Elastomers at Various Strain Rates of Loading. Materials 2020, 13, 3202. [Google Scholar] [CrossRef]
- Sood, A.K.; Ohdar, R.K.; Mahapatra, S.S. Improving Dimensional Accuracy of Fused Deposition Modelling Processed Part Using Grey Taguchi Method. Mater. Des. 2009, 30, 4243–4252. [Google Scholar] [CrossRef]
- Enemuoh, E.U.; Duginski, S.; Feyen, C.; Menta, V.G. Effect of Process Parameters on Energy Consumption, Physical, and Mechanical Properties of Fused Deposition Modeling. Polymers 2021, 13, 2406. [Google Scholar] [CrossRef] [PubMed]
- Benwood, C.; Anstey, A.; Andrzejewski, J.; Misra, M.; Mohanty, A.K. Improving the Impact Strength and Heat Resistance of 3D Printed Models: Structure, Property, and Processing Correlationships during Fused Deposition Modeling (FDM) of Poly (Lactic Acid). Acs Omega 2018, 3, 4400–4411. [Google Scholar] [CrossRef]
- Jin, M.; Giesa, R.; Neuber, C.; Schmidt, H. Filament Materials Screening for FDM 3D Printing by Means of Injection-molded Short Rods. Macromol. Mater. Eng. 2018, 303, 1800507. [Google Scholar] [CrossRef]
- Camposeco-Negrete, C. Optimization of Printing Parameters in Fused Deposition Modeling for Improving Part Quality and Process Sustainability. Int. J. Adv. Manuf. Technol. 2020, 108, 2131–2147. [Google Scholar] [CrossRef]
- Peng, A.; Xiao, X.; Yue, R. Process Parameter Optimization for Fused Deposition Modeling Using Response Surface Methodology Combined with Fuzzy Inference System. Int. J. Adv. Manuf. Technol. 2014, 73, 87–100. [Google Scholar] [CrossRef]









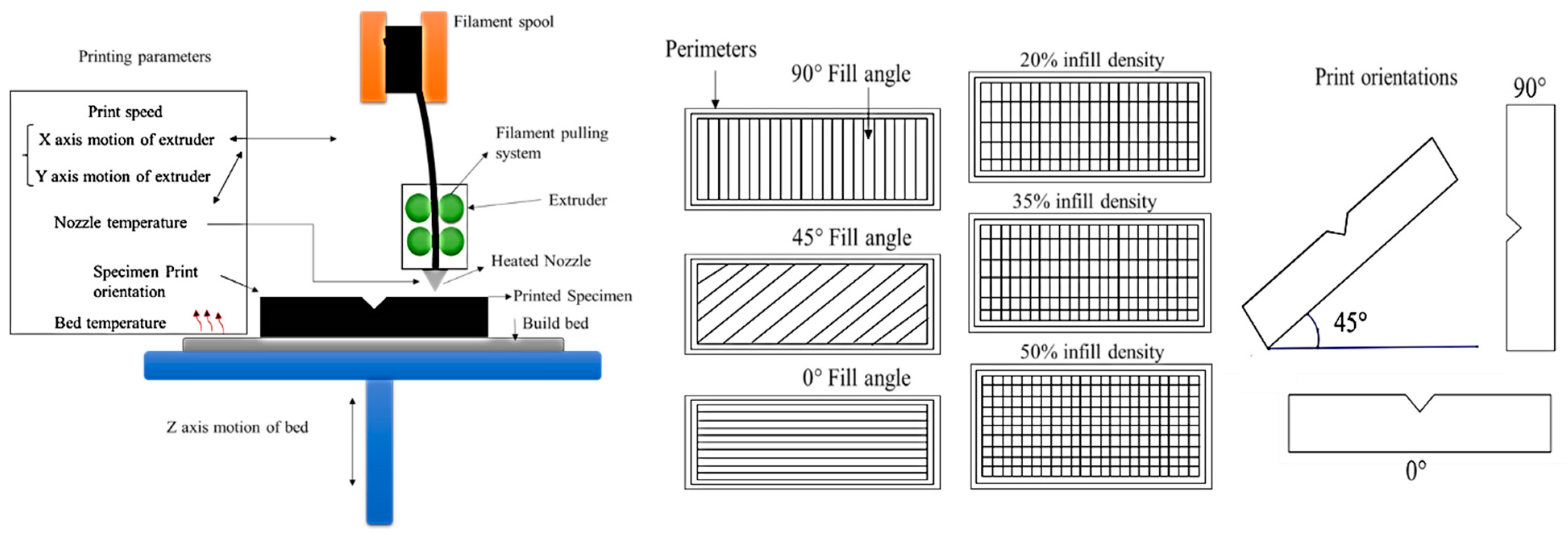
| Printing Parameters | Symbol | Units | Levels | ||
|---|---|---|---|---|---|
| −1 | 0 | 1 | |||
| Layer Height | A | mm | 0.1 | 0.2 | 0.3 |
| Number of Perimeters | B | - | 2 | 4 | 6 |
| Infill density | C | % | 20 | 35 | 50 |
| Fill angle | D | ° | 0 | 45 | 90 |
| Print Speed | E | mm/s | 50 | 60 | 70 |
| Nozzle temperature | F | °C | 190 | 205 | 220 |
| Bed temperature | G | °C | 70 | 80 | 90 |
| Print orientation | H | ° | 0 | 45 | 90 |
| Printing Parameters | Settings |
|---|---|
| Pattern type | Rectilinear |
| Solid layers | 3 for both top and bottom |
| Air gap | Negative |
| First layer speed | 20 mm/s |
| Retraction speed | 100/s |
| Responses | R2 (%) | Adjusted R2 (%) | Predicted R2 (%) | Lack of Fit Based on p-Value |
|---|---|---|---|---|
| LD (%) | 95.36 | 93.89 | 91.2 | 0.848 |
| WD (%) | 95.71 | 94.64 | 92.96 | 0.899 |
| HD (%) | 98.74 | 98.3 | 97.5 | 0.901 |
| AD (%) | 97.18 | 96.19 | 94.51 | 0.545 |
| Process Parameters | Levels | Optimal Levels of Responses | |||||
|---|---|---|---|---|---|---|---|
| −1 | 0 | 1 | DL | DW | DH | DA | |
| DL, DW, DH, DA | |||||||
| Layer Height | 0.72, 0.61, 0.51, 0.68 | 0.76, 0.64, 0.57, 0.58 | 0.66, 0.55, 0.84, 0.40 | 0 | 0 | 1 | −1 |
| Number of Perimeters | 0.65, 0.55, 0.65, 0.62 | 0.75, 0.63, 0.47, 0.56 | 0.73, 0.62, 0.75, 0.49 | 0 | 0 | 1 | −1 |
| Infill density | 0.85, 0.77, 0.65, 0.62 | 0.68, 0.58, 0.70, 0.52 | 0.57, 0.42, 0.65, 0.42 | −1 | −1 | 0 | 0 |
| Fill angle | 0.75, 0.62, 0.66, 0.47 | 0.67, 0.50, 0.67, 0.52 | 0.68, 0.61, 0.65, 0.66 | −1 | −1 | 0 | 1 |
| Print Speed | 0.61, 0.52, 0.59, 0.48 | 0.67, 0.49, 0.75, 0.68 | 0.81, 0.71, 0.69, 0.57 | 1 | 1 | 0 | 0 |
| Nozzle temperature | 0.67, 0.59, 0.67, 0.59 | 0.66, 0.49, 0.68, 0.50 | 0.77, 0.64, 0.61, 0.45 | 1 | 1 | 0 | −1 |
| Bed Temperature | 0.80, 0.71, 0.72, 0.60 | 0.70, 0.56, 0.68, 0.72 | 0.61, 0.49, 0.60, 0.45 | −1 | −1 | −1 | 0 |
| Print orientation | 0.66, 0.49, 0.62, 0.59 | 0.54, 0.48, 0.65, 0.49 | 0.82, 0.75, 0.71, 0.55 | 1 | 1 | 1 | −1 |
| Process Parameters | Levels | Optimal Levels | ||
|---|---|---|---|---|
| −1 | 0 | 1 | ||
| Layer Height | 1.369 | 1.360 | 1.323 | −1 |
| Number of Perimeters | 1.346 | 1.254 | 1.391 | 1 |
| Infill density | 1.578 | 1.463 | 1.069 | −1 |
| Fill angle | 1.314 | 1.249 | 1.425 | 1 |
| Print Speed | 1.157 | 1.426 | 1.506 | 1 |
| Nozzle temperature | 1.365 | 1.248 | 1.374 | 1 |
| Bed Temperature | 1.545 | 1.431 | 1.116 | −1 |
| Print orientation | 1.243 | 1.157 | 1.535 | 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abas, M.; Habib, T.; Noor, S.; Salah, B.; Zimon, D. Parametric Investigation and Optimization to Study the Effect of Process Parameters on the Dimensional Deviation of Fused Deposition Modeling of 3D Printed Parts. Polymers 2022, 14, 3667. https://doi.org/10.3390/polym14173667
Abas M, Habib T, Noor S, Salah B, Zimon D. Parametric Investigation and Optimization to Study the Effect of Process Parameters on the Dimensional Deviation of Fused Deposition Modeling of 3D Printed Parts. Polymers. 2022; 14(17):3667. https://doi.org/10.3390/polym14173667
Chicago/Turabian StyleAbas, Muhammad, Tufail Habib, Sahar Noor, Bashir Salah, and Dominik Zimon. 2022. "Parametric Investigation and Optimization to Study the Effect of Process Parameters on the Dimensional Deviation of Fused Deposition Modeling of 3D Printed Parts" Polymers 14, no. 17: 3667. https://doi.org/10.3390/polym14173667
APA StyleAbas, M., Habib, T., Noor, S., Salah, B., & Zimon, D. (2022). Parametric Investigation and Optimization to Study the Effect of Process Parameters on the Dimensional Deviation of Fused Deposition Modeling of 3D Printed Parts. Polymers, 14(17), 3667. https://doi.org/10.3390/polym14173667