2.2. Preparation Method for Microcapsules
According to preliminary investigation [
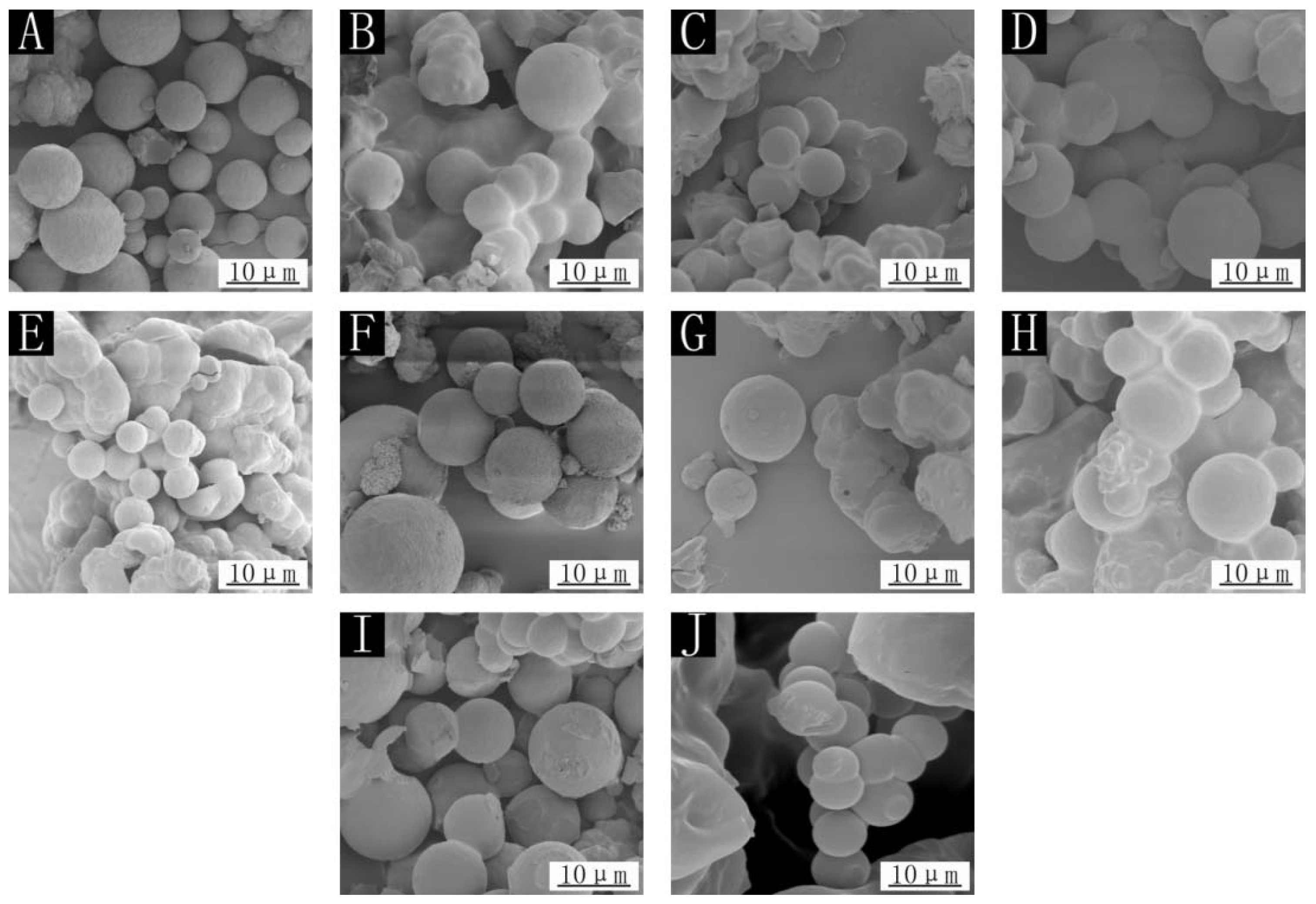
17], we found that a microcapsule with cellulose added into the wall material can be successfully prepared, and the preliminary investigation results show that the microcapsule with an added amount of cellulose around 1.0 g performed the best. Four factors and three levels of an orthogonal test were designed through changing the core–wall ratio, emulsifier concentration, rotation speed, and reaction temperature, and nine different microcapsules were prepared. The core–wall ratio refers to the mass ratio of the core material to the wall material that constitutes the microcapsule. By analyzing the appearance and yield of the microcapsules, a better microcapsule preparation process was determined. Then some microcapsules without cellulose in the wall material were prepared, and the performance of the microcapsules containing cellulose and of those without cellulose in the wall material were compared to explore the enhancement effect of cellulose on the performance of microcapsules. The preparation conditions for 9 kinds of test microcapsules are shown in
Table 2, and the list of materials for microcapsule preparation is shown in
Table 3.
The mass of the wall material was determined to be constant, and the core–wall ratio was changed by changing the mass of the core material. Firstly, the wall material was prepared. The 10.0 g urea and 13.5 g formaldehyde were completely reacted with a molar ratio of 1:1 to produce 15.0 g urea–formaldehyde resin. The urea and formaldehyde were mixed and stirred until the urea is fully dissolved, then the solution was put into a magnetic stirrer. The stirring temperature was adjusted to 70 °C, the stirring speed was adjusted to 600 r/min, and the stirring time lasted for 60 min. The triethanolamine was dropped in the above mixture to adjust the pH value of the solution to 8–9. The 1.0 g of cellulose was weighed and mixed with 50 mL water. After a reaction with urea–formaldehyde resin lasting 1 h, the cellulose solution was added and dispersed by ultrasound for 30 min.
The next step was the preparation of the core material. First, the emulsifier solution was prepared. Sodium dodecylbenzene sulfonate was used as the emulsifier, mixed with water and fully stirred, and then tung oil was added as the core material. The reaction temperature was adjusted to 45 °C, and the stirring speed was 1000 r/min. The tung oil was fully emulsified for 30 min. Then, the wall material mixed solution was added to the core material solution. After the solution was fully mixed, the monohydrate citric acid solution was added by the drop, the pH value was adjusted to 3–4, and 1–2 drops of n-octanol was added for defoaming to improve the yield, and the mixed solution was reacted for 2 h. After that, the mixed solution was allowed to stand for 5 days, and then the microcapsules of white powder were able to be obtained by the process of filtering, washing, and drying. Sample 10 is of the microcapsules without cellulose. The preparation process was the same as for the microcapsules described above, except that the wall material was urea–formaldehyde without cellulose.
2.4. Testing and Characterization
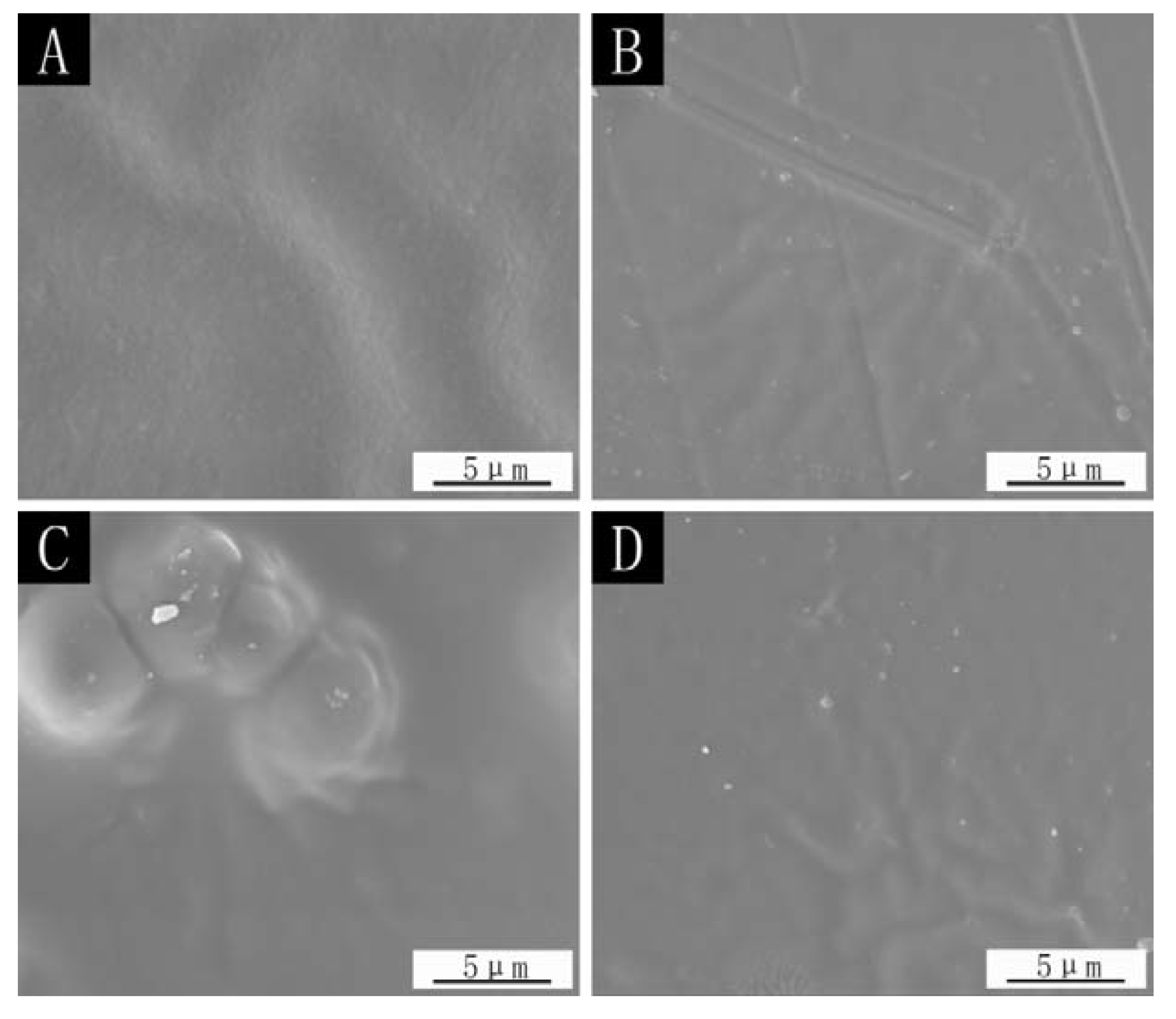
A Quanta-200 scanning electron microscope (SEM) (Fei company of the United States, Hillsborough, OSU) and Zeiss sigma 300 optical microscope (OM) (Carl Zeiss company of Germany) were used to observe the micro morphology of the microcapsules and paint films. When using the scanning electron microscope, the sample was first adhered to the metal circular plate, and then the sample was plated with gold. Next, the sample was put into the instrument, the voltage of the SEM was set to 200 V–30 kV, the magnification to 20–300,000 times, and the resolution to 3.5 nm; then the microcapsules and paint film were observed. When an optical microscope was being used, first the sample was placed on the glass slide, then the glass slide was covered on the sample, and the sample was observed by adjusting the focal length and magnification.
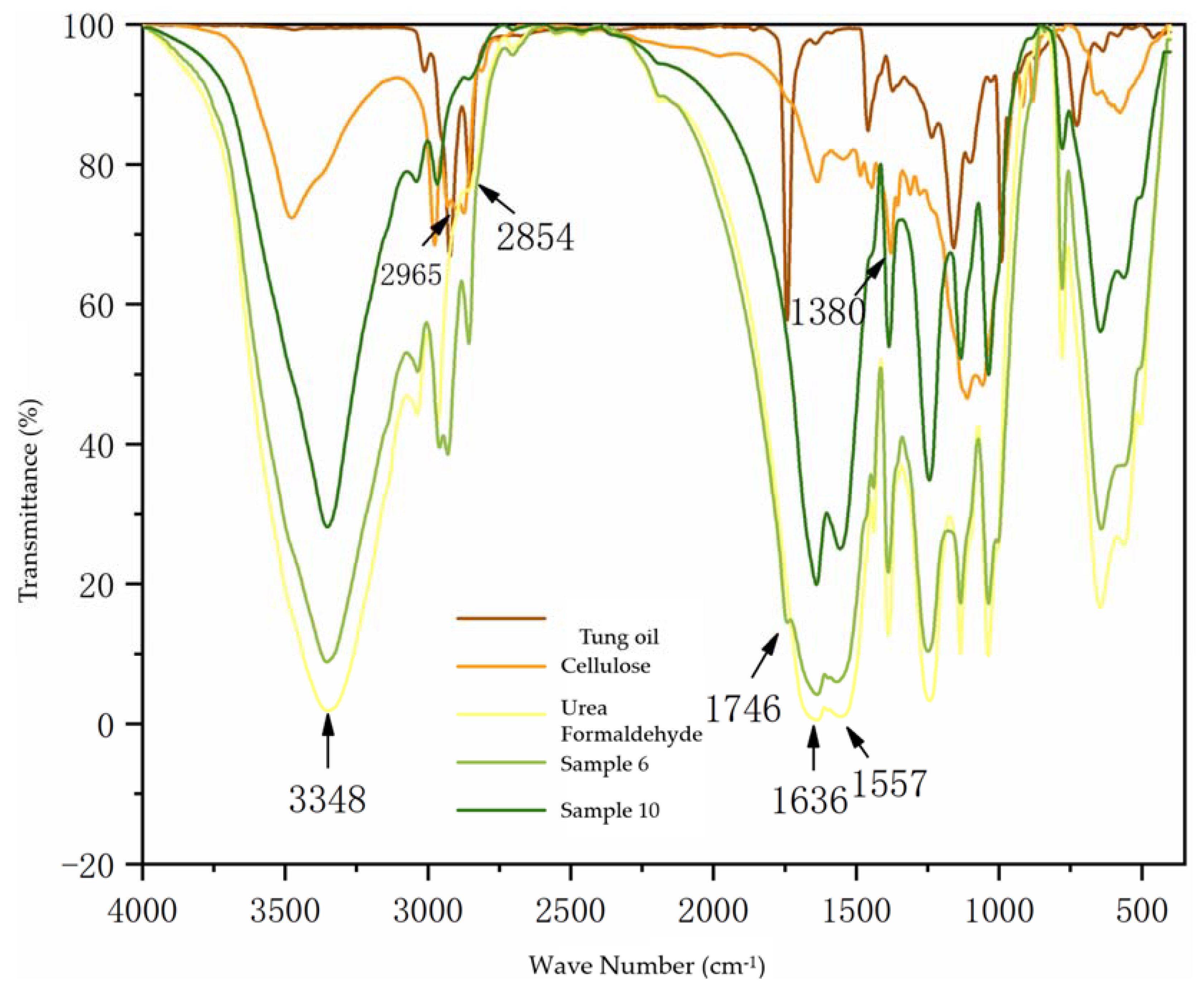
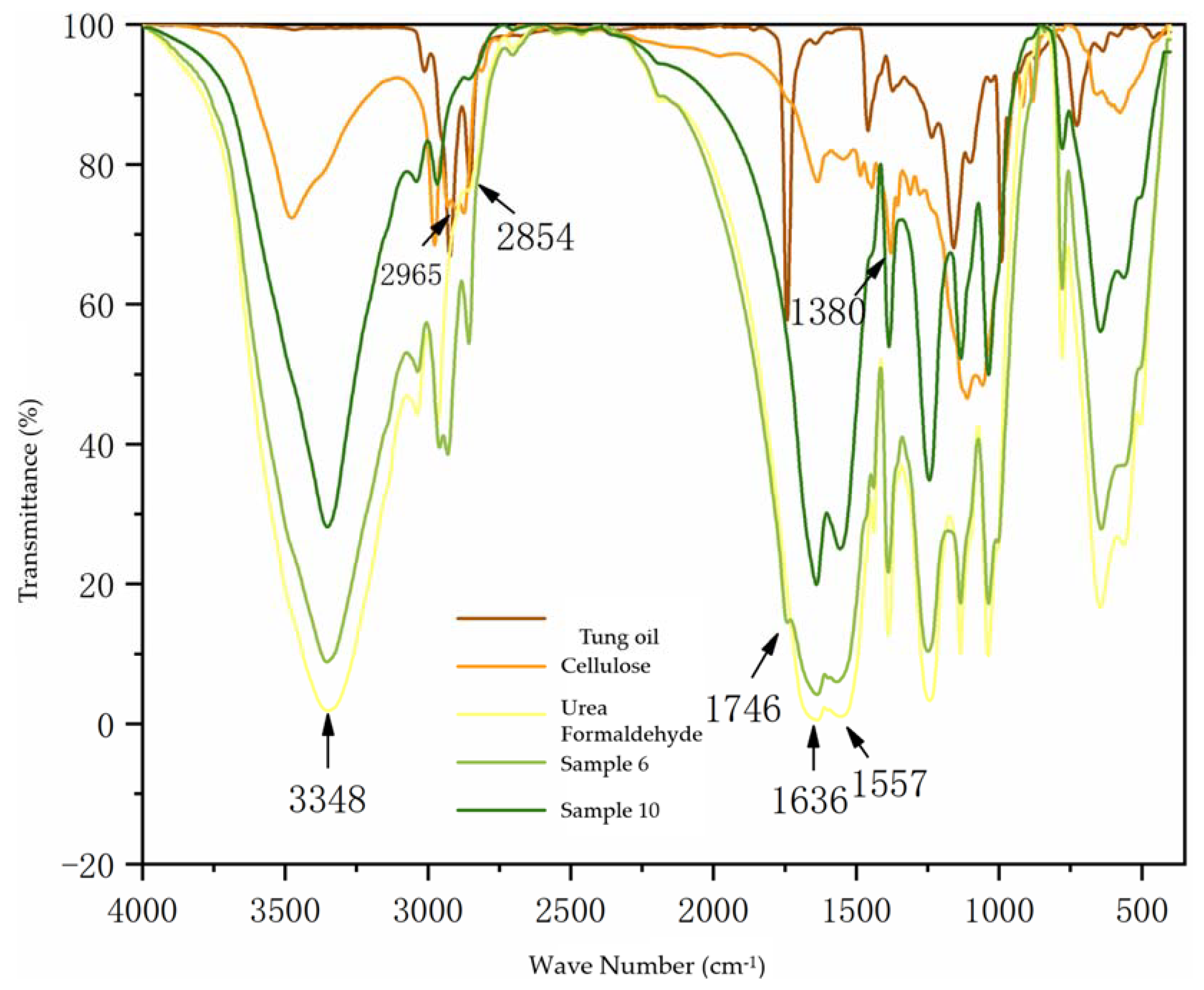
The chemical composition of the microcapsules was measured using a VERTEX 80V infrared spectrometer (Brooke instruments, Germany). When measuring the powder, KBr was added first and was mixed with the sample and ground fully. Then, it was pressed into a transparent film by tablet pressing and put into the instrument for observation.
According to the national standard GB/T 6739-2006 [
25] “Paints and Varnishes—Determination of Film Hardness by Pencil Test”, a QHQ pencil durometer (Shenzhen Forest Precision Instrument Co., Ltd., Shenzhen, China) was used to measure the hardness of the film. A pencil with a hardness of 6B-6H was placed on the mechanical trolley in turn. It was pressed down on the surface of the paint film at an angle of 45°, and then the trolley was driven evenly by force in order to leave a scratch on the surface of the paint film. If there was no scratch, the pencil was replaced with a harder pencil and the test continued until there was a 3 mm long scratch. The scratch results were observed with a magnifying glass; the greater the pencil H value, the stronger the hardness.
According to the national standard GB/T 4893.9-2013 [
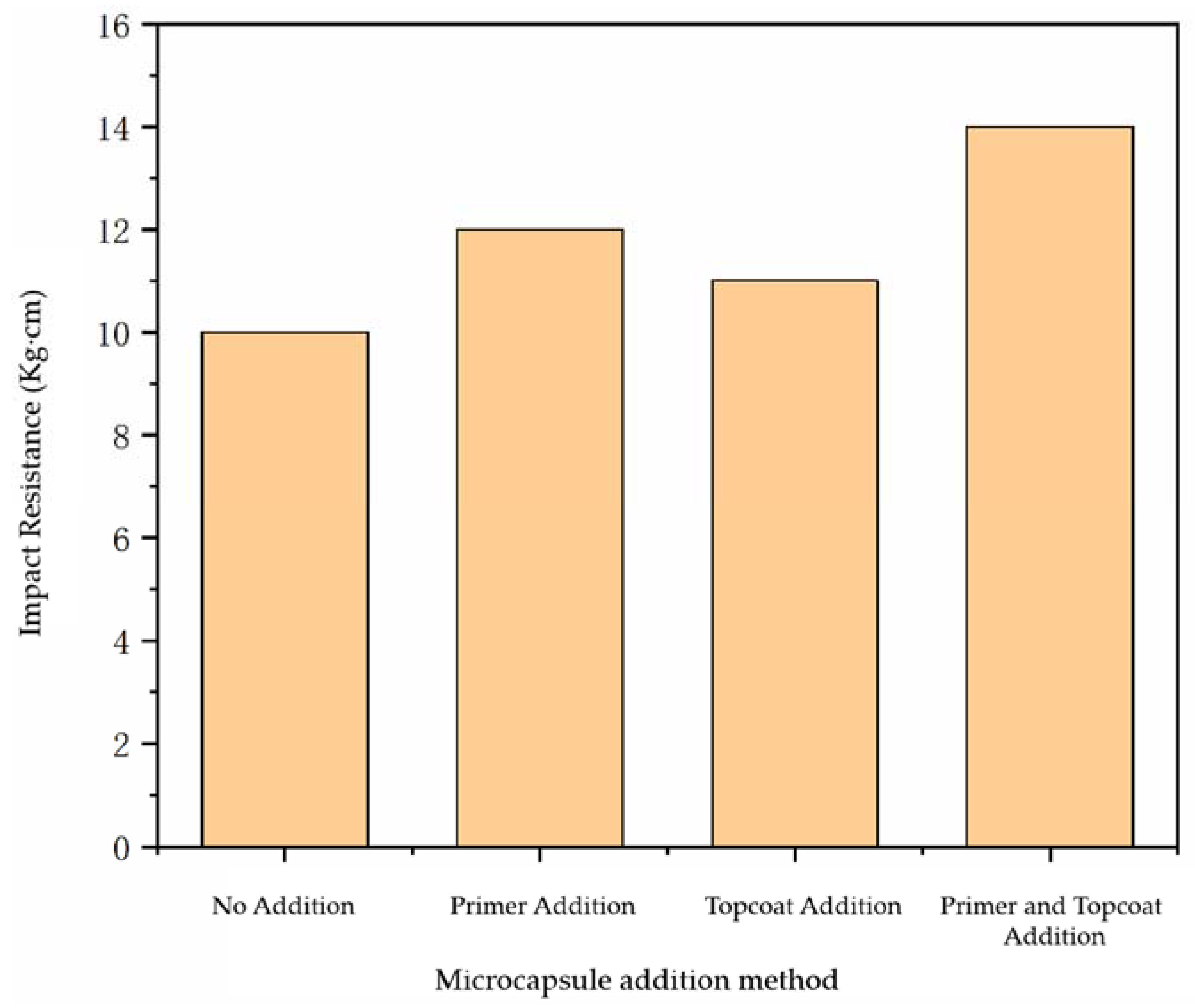
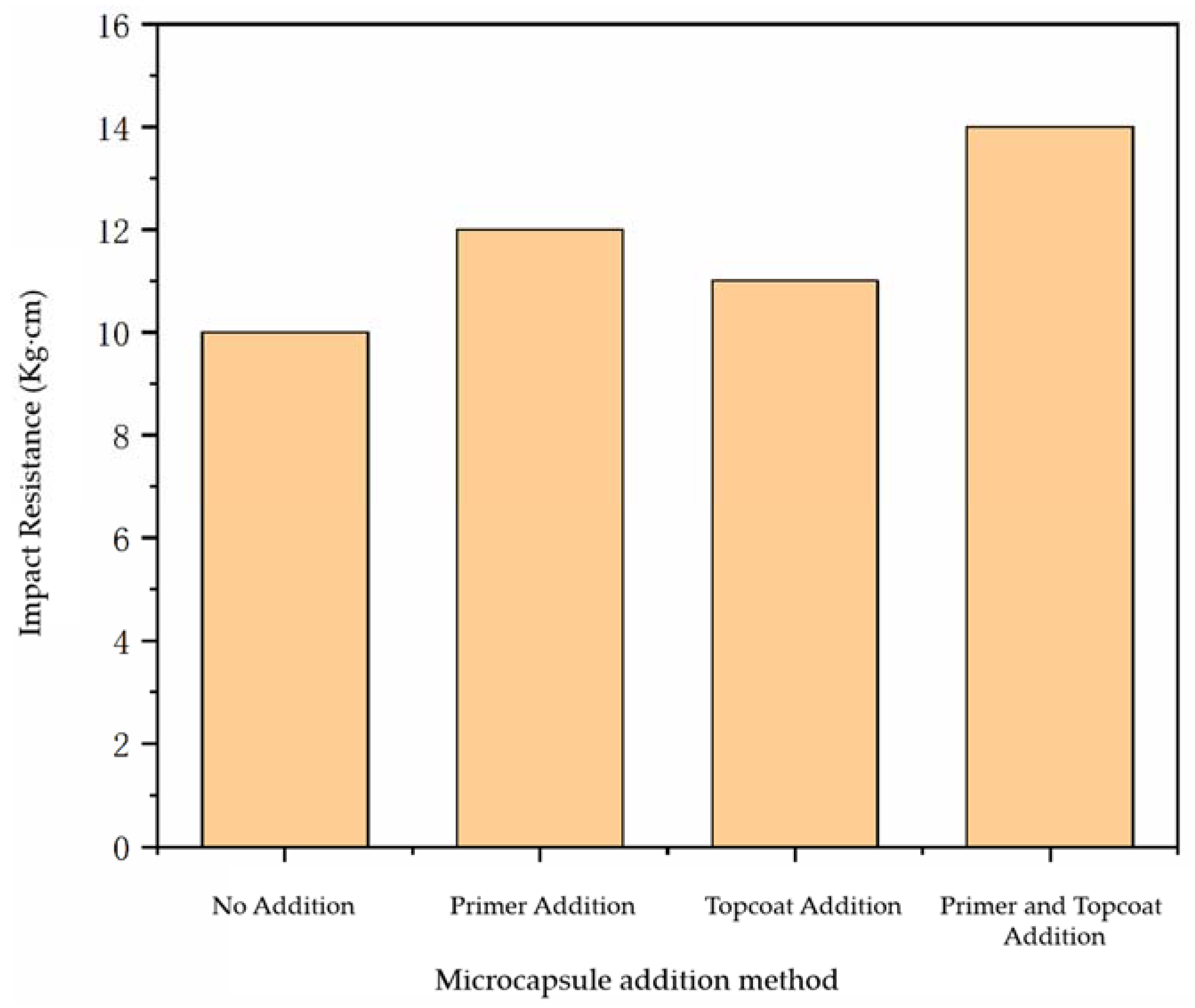
26] “Test of surface coatings of furniture—Part 9: Determination of resistance to impact”, the impact resistance of paint film was measured by a QCJ-120 impact tester (Shenzhen Suno Experimental Equipment Co., Ltd., Shenzhen, China). The side of the wood test plate coated with paint film was placed upward on the horizontal base of the impactor and fixe, then the impact ball was raised to a certain height, the switch was pressed, and the ball was allowed to fall freely to make impact with the plate. Marks and cracks were then observed at the impact position of the ball. If there were no impact marks and cracks, the falling height of the ball was increased and the process was repeated again until there were cracks in the paint film on the wood surface; the height of the small ball was recorded when the crack occurred.
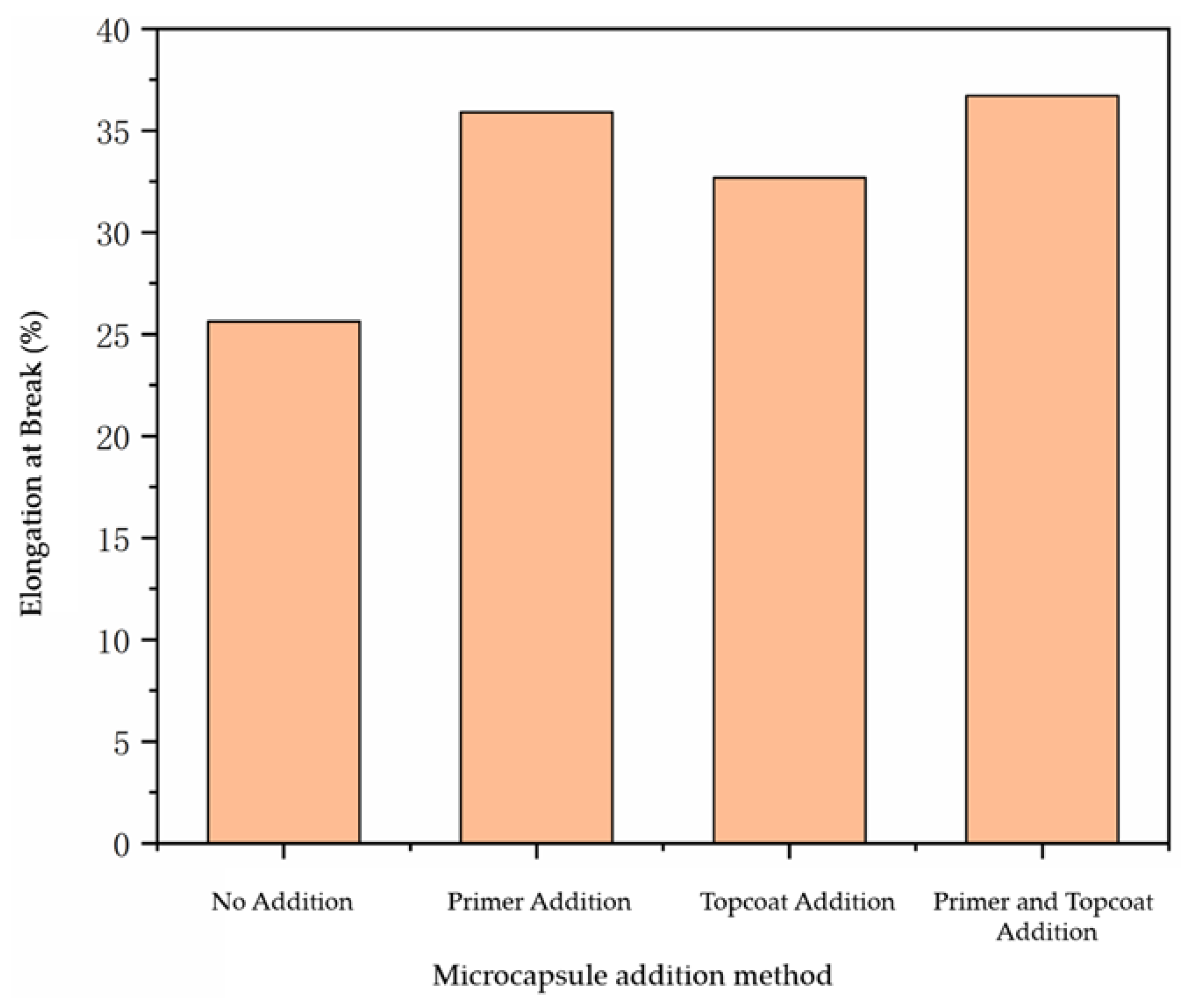
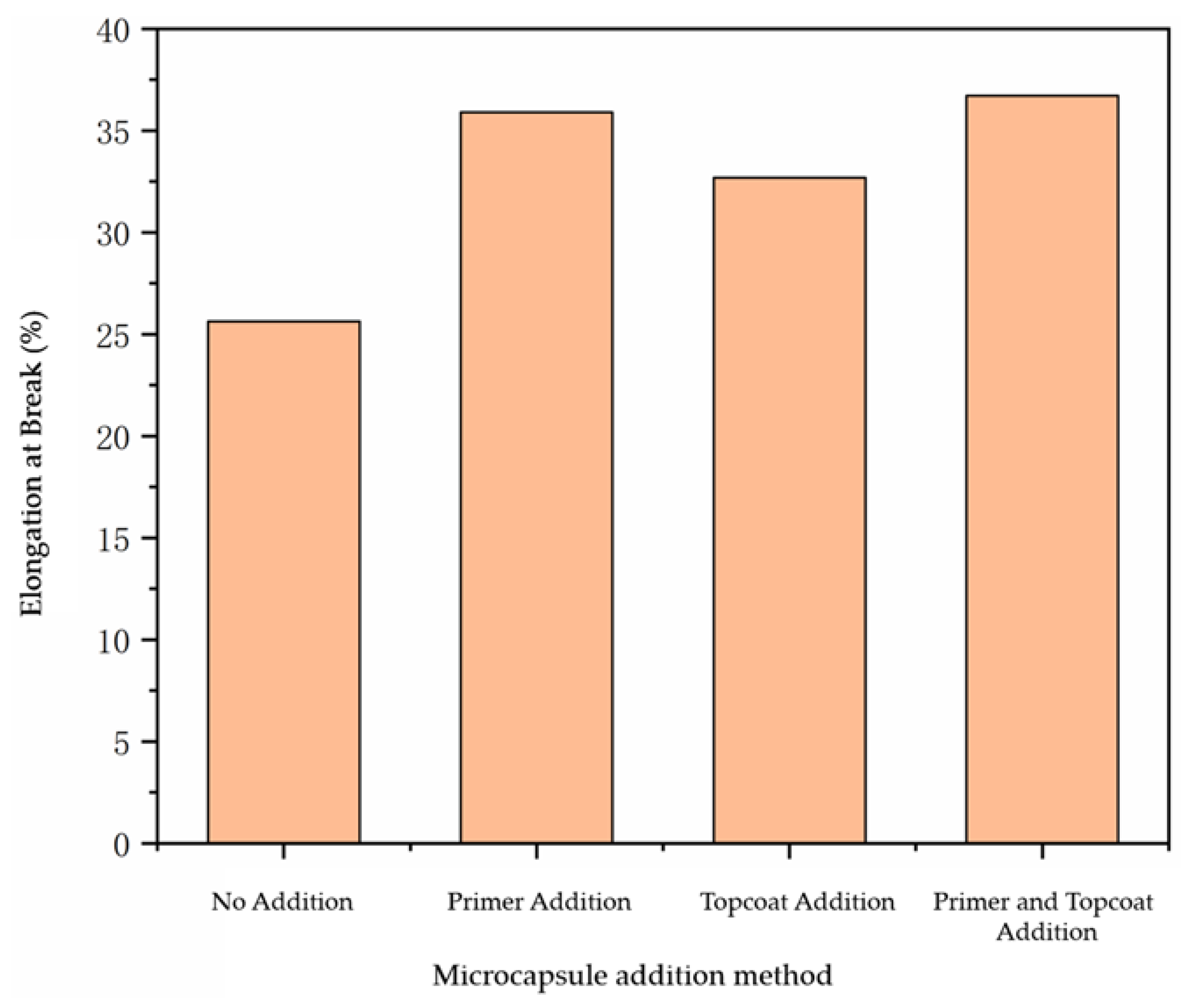
Paint film was applied on the glass plate according to the coating process, and then the coating was taken off after the paint film was dry, and the paint film was removed from the glass plate. Then an MTest-i universal mechanical testing machine (Shanghai Yinti Precision Machinery Technology Co., Ltd., Shanghai, China) was used to test the elongation at break of the coating. The elongation was calculated at break of the paint film according to the calculation Formula (1), where L
0 is the original length of the paint film, L is the length of the paint film at break, and e is the elongation at break of the paint film:
According to the national standard GB/T 4893.4-2013 [
27] “Test of surface coatings of furniture—Part 4: Determination of adhesion—Cross cut”, a QFH scriber (Hebei Zhongke Beigong Test Instrument Co., Ltd., Cangzhou, China) was used to test the adhesion of the coating. A multi blade cutter was held and it was used to cut in the direction of approximately 45° with the wood surface, and the plate was rotated to cut it once at 90°, so as to finally cut it into a grid pattern. Then it was pasted on the grid with adhesive tape. In order to make full contact between the adhesive tape and the paint film on the wood surface, we used our fingernails to wipe the adhesive tape. Then the tape was torn off smoothly at an angle of about 60° within 0.5–1.0 s. The results were observed on the tape. The smaller the adhesion grade of the paint film, the less the paint film fell off and the smoother the cutting edge was. The classification table of adhesion grades is shown in
Table 4.
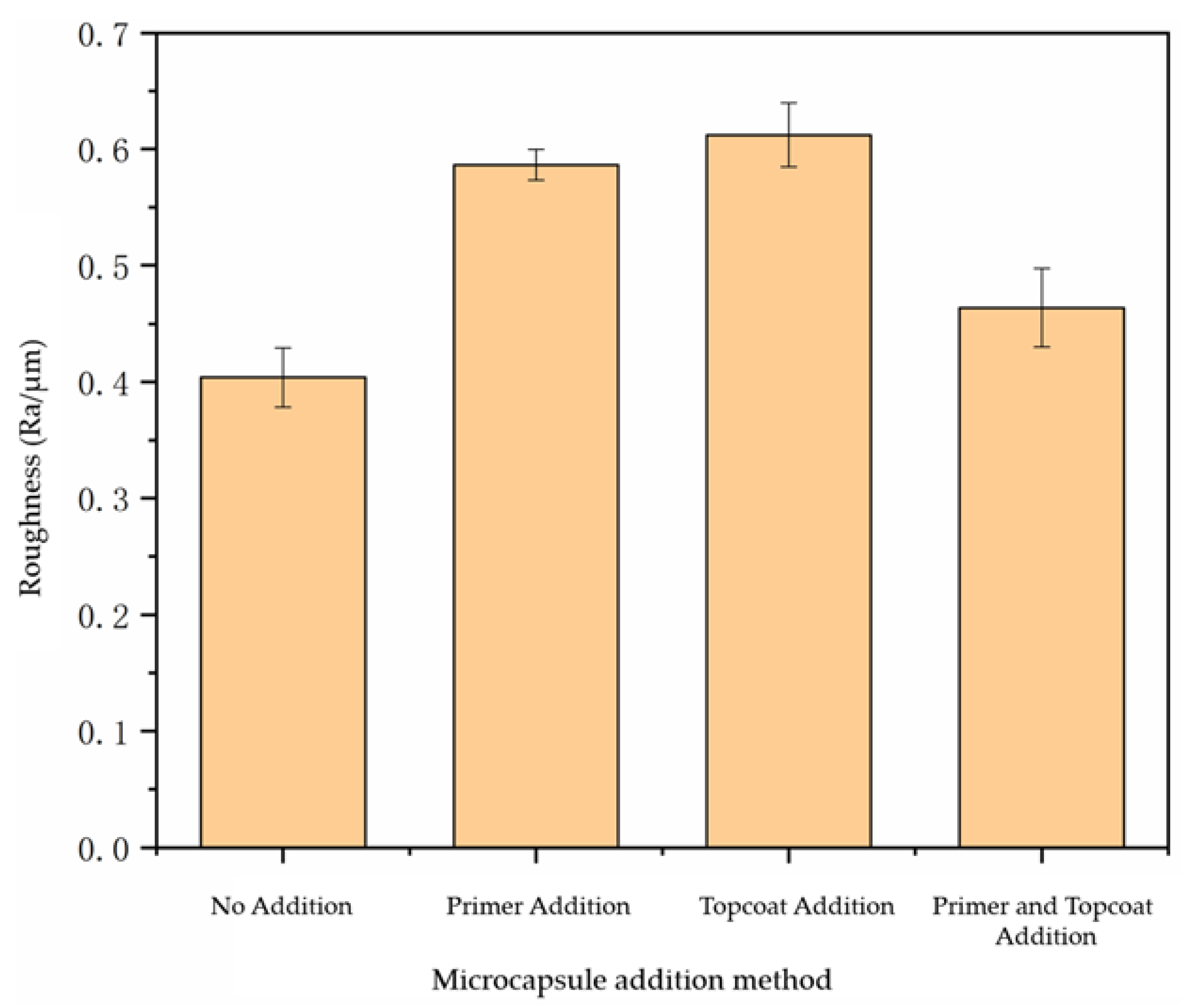
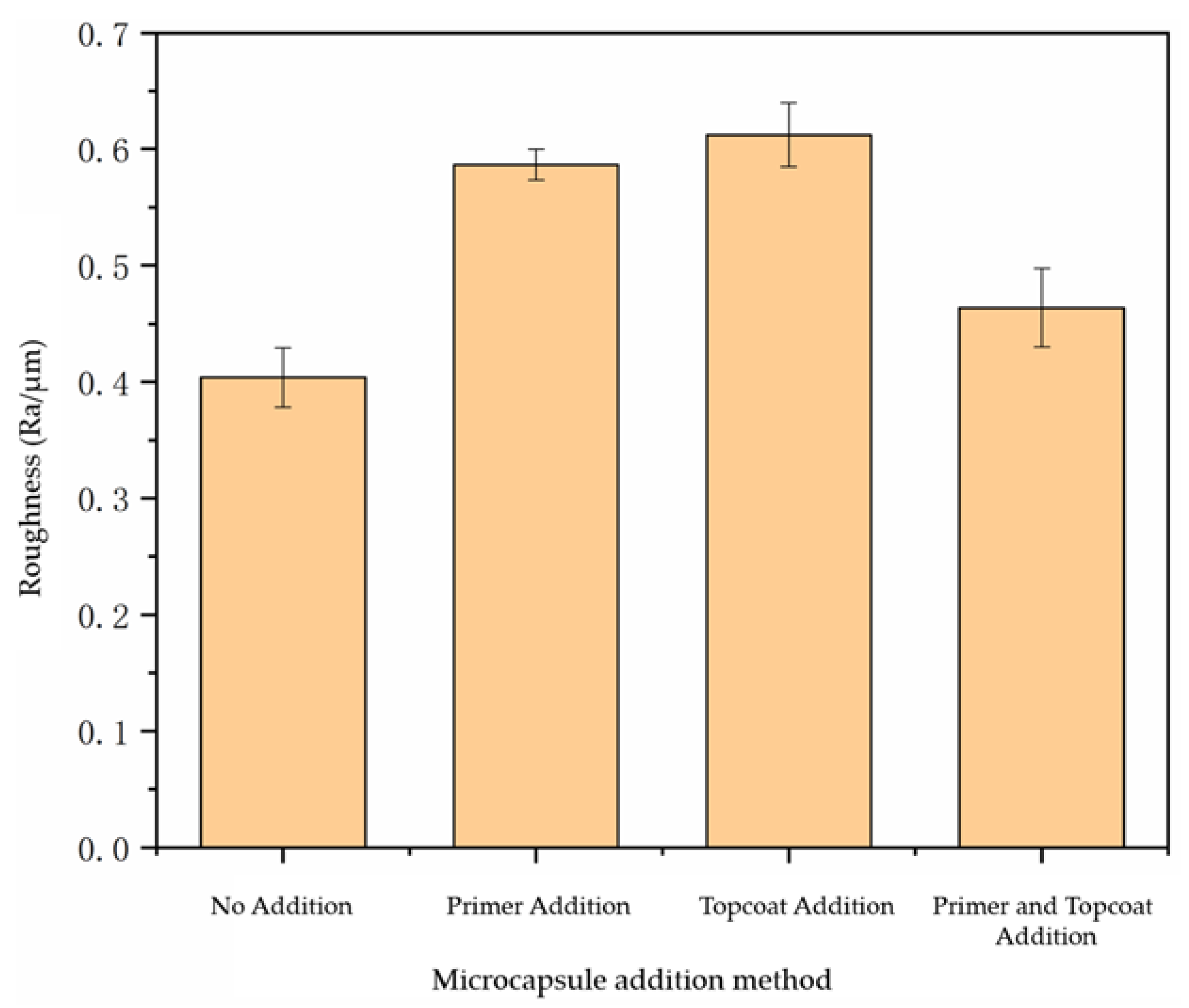
Byes3200 precision roughness tester (Shanghai Bangyi Precision Meter Co., Ltd., Shanghai, China) was used to test the roughness of the paint film. The smoother the surface of the paint film, the smaller the Ra value.
According to GB/T 4893.6-2013 [
28] “Test of surface coatings of furniture—Part 6: Determination of gloss value”, a LS195 intelligent gloss meter (Shenzhen Linshang Technology Co., Ltd., Shenzhen, China) was used to measure the gloss of the paint film at 20°, 60°, and 85°.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}