
Advances in Polyethylene Terephthalate Beverage Bottle Optimization: A Mini Review

 , ,
, ,
Abstract
1. Introduction
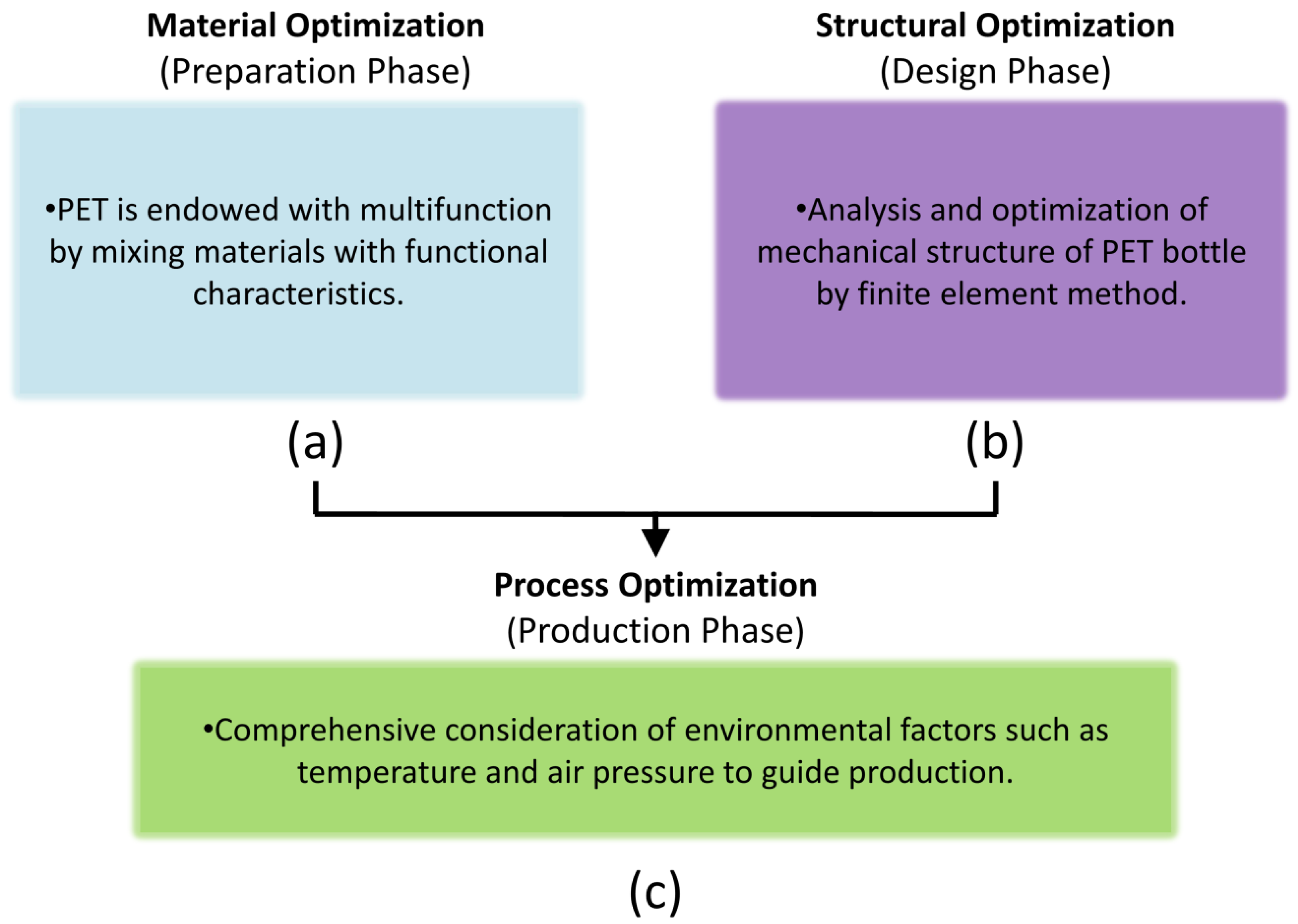
2. Material Optimization
3. Process Optimization
3.1. Temperature
3.2. Air Pressure
3.3. Others
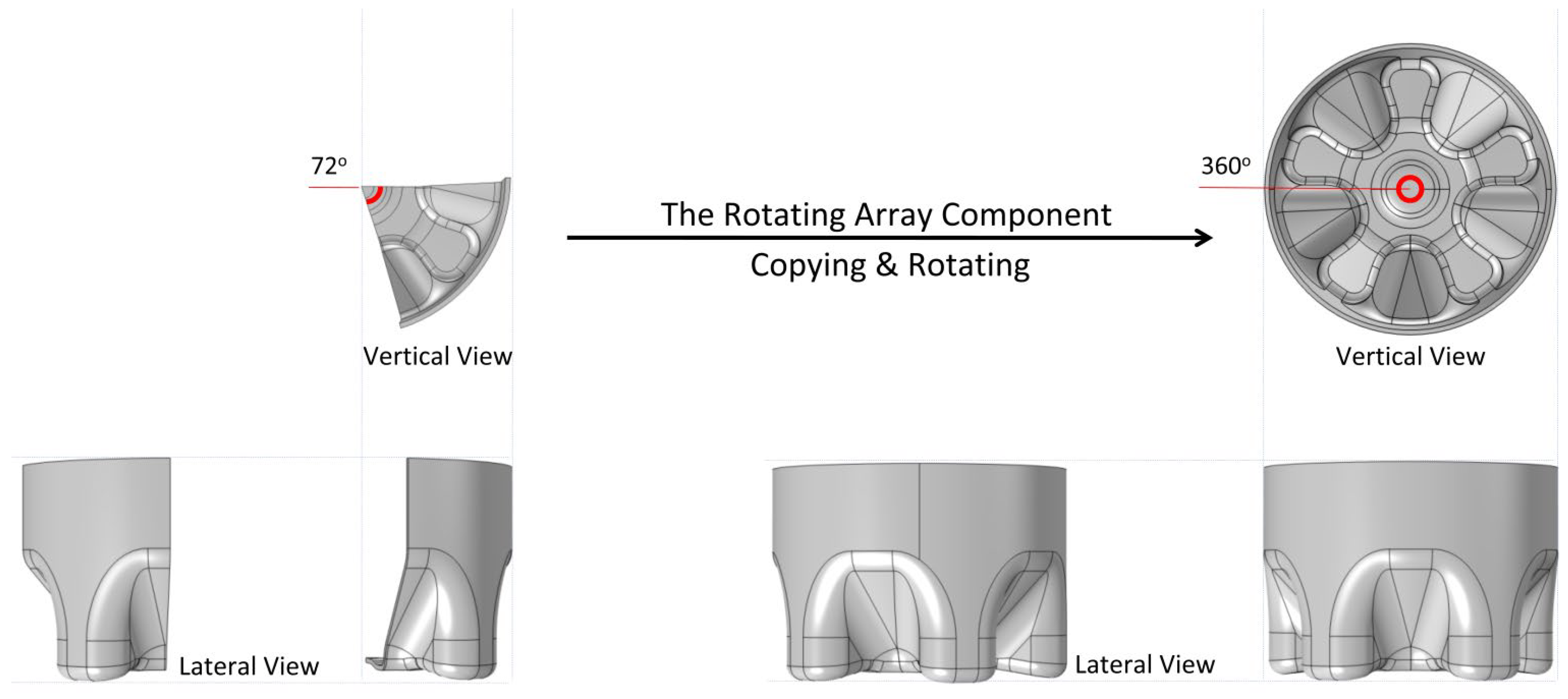
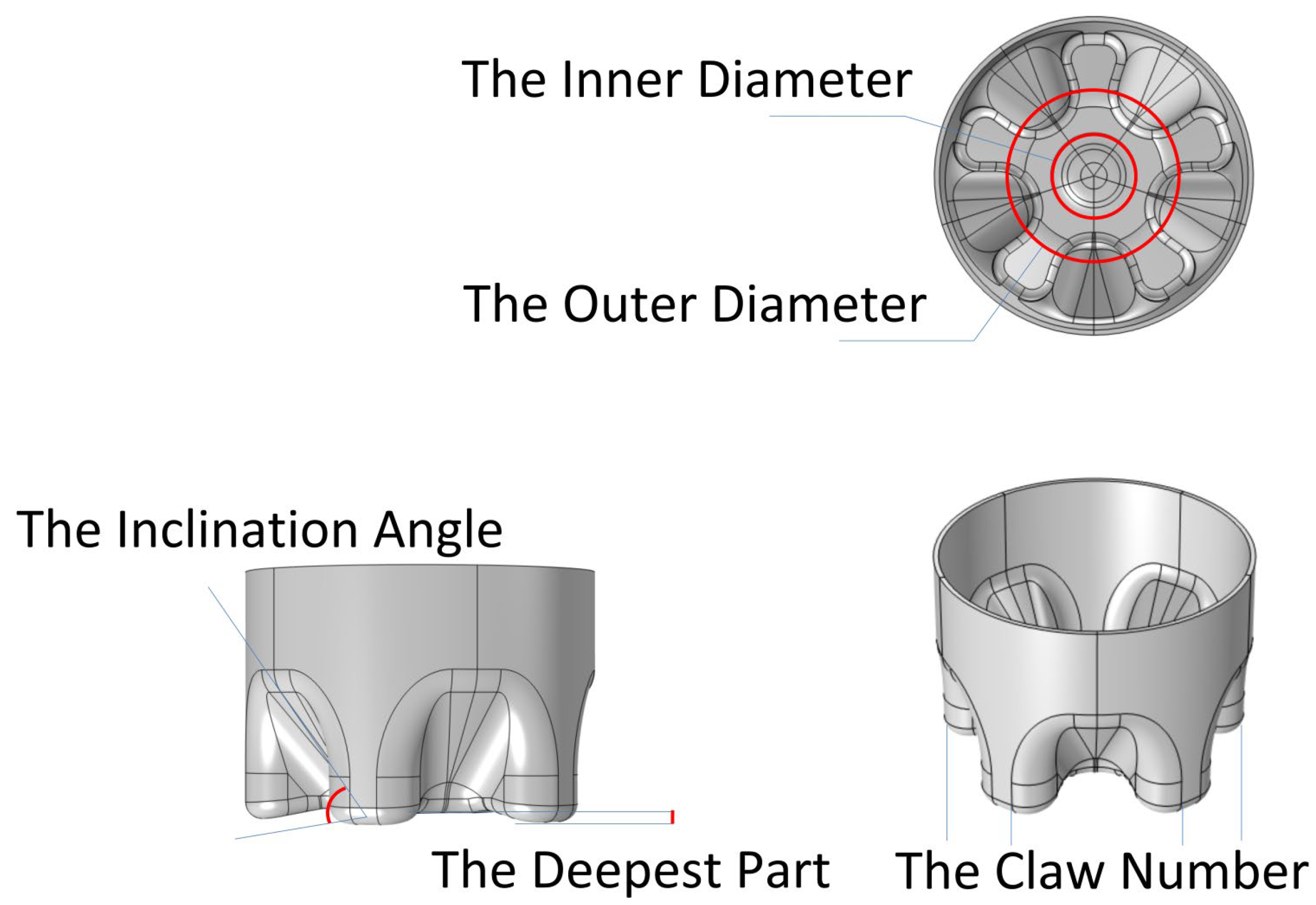
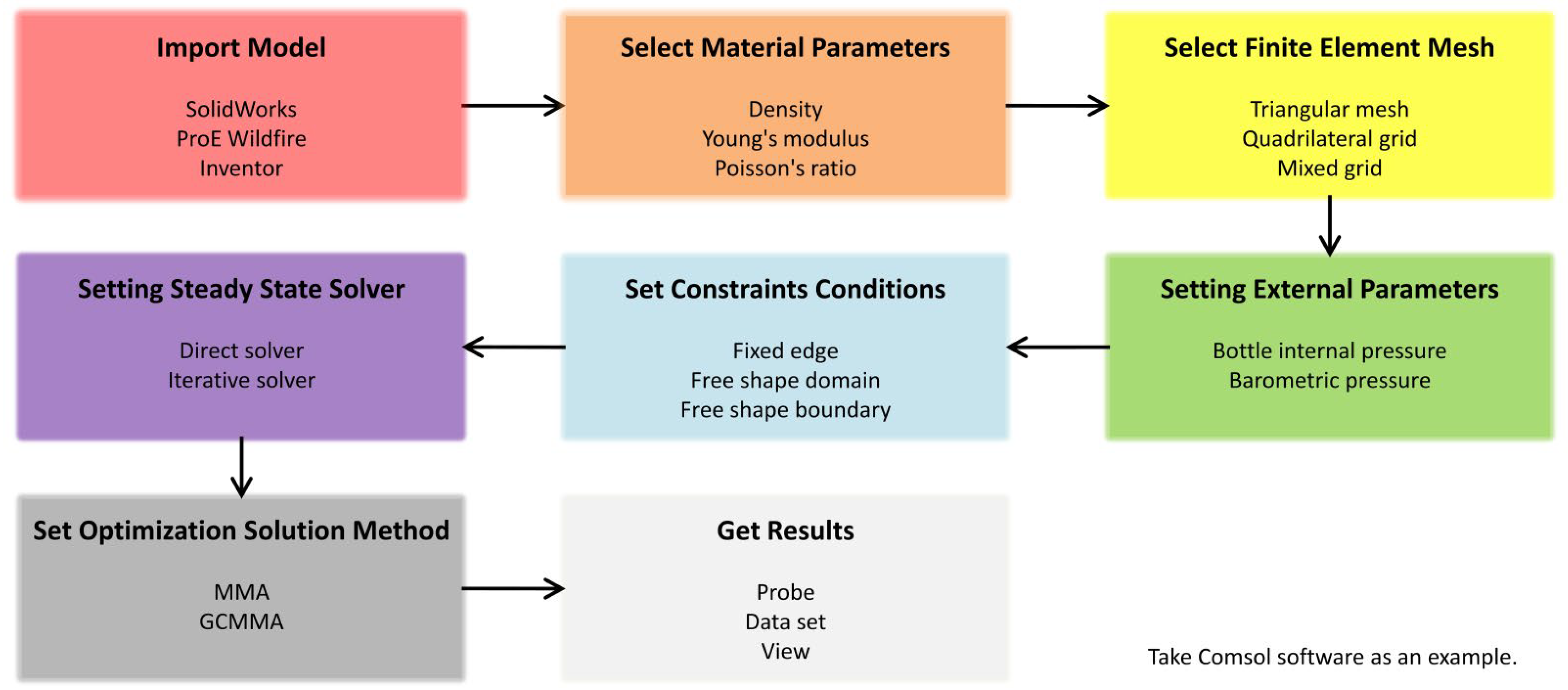
4. Structural Optimization
4.1. Single Optimization
4.1.1. Single Manual Optimization
4.1.2. Single Automatic Optimization
4.2. Manual-Automatic Double Optimization
5. Summary
6. Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Baekeland, L.H. The synthesis, constitution, and uses of Bakelite. Ind. Eng. Chem. 1909, 1, 149–161. [Google Scholar] [CrossRef]
- Baekeland, L.H. Impress of Chemistry upon Industry Bakelite, an Example. Ind. Eng. Chem. 1935, 27, 538–543. [Google Scholar] [CrossRef]
- Kiskan, B.; Yagci, Y. The journey of phenolics from the first spark to advanced materials. Isr. J. Chem. 2020, 60, 20–32. [Google Scholar] [CrossRef]
- Rasmussen, S.C. Revisiting the early history of synthetic polymers: Critiques and new insights. Ambix 2018, 65, 356–372. [Google Scholar] [CrossRef]
- Pizzi, A.; Ibeh, C.C. Phenol-formaldehyde resins. In Handbook of Thermoset Plastics; William Andrew Publishing: Norwich, NY, USA, 2022; pp. 13–40. [Google Scholar]
- Hirano, K.; Asami, M. Phenolic resins—100 years of progress and their future. React. Funct. Polym. 2013, 73, 256–269. [Google Scholar] [CrossRef]
- Miller, C.R. Learning from history: World War II and the culture of high technology. J. Bus. Tech. Commun. 1998, 12, 288–315. [Google Scholar] [CrossRef]
- Tickner, J.; Geiser, K.; Baima, S. Transitioning the Chemical Industry: The Case for Addressing the Climate, Toxics, and Plastics Crises. Environ. Sci. Policy Sustain. Dev. 2021, 63, 4–15. [Google Scholar] [CrossRef]
- Bubshait, A.K. Butadiene Rubber in the Petrochemical Industry. Int. Ann. Sci. 2021, 11, 22–26. [Google Scholar] [CrossRef]
- Speight, J.G. Handbook of Petrochemical Processes; CRC Press: Boca Raton, FL, USA, 2019. [Google Scholar]
- Yadav, V.G.; Yadav, G.D.; Patankar, S.C. The production of fuels and chemicals in the new world: Critical analysis of the choice between crude oil and biomass vis-à-vis sustainability and the environment. Clean Technol. Environ. Policy 2020, 22, 1757–1774. [Google Scholar] [CrossRef]
- West, B.; Adams, T.; Bowman, C.; McLaughlin, M.; Stuart, P.; Eng, P. Canada’s Chemical Industry: Evolving with the Times. Chem. Eng. Prog. 2019, 115, 57–63. [Google Scholar]
- Ravindranath, K.; Mashelkar, R.A. Polyethylene terephthalate—I. Chemistry, thermodynamics and transport properties. Chem. Eng. Sci. 1986, 41, 2197–2214. [Google Scholar] [CrossRef]
- Hsissou, R.; Seghiri, R.; Benzekri, Z.; Hilali, M.; Rafik, M.; Elharfi, A. Polymer composite materials: A comprehensive review. Compos. Struct. 2021, 262, 113640. [Google Scholar] [CrossRef]
- Kaushal, J.; Khatri, M.; Arya, S.K. Recent insight into enzymatic degradation of plastics prevalent in the environment: A mini-review. Clean. Eng. Technol. 2021, 2, 100083. [Google Scholar] [CrossRef]
- Wyeth, N.C. Inventing the PET bottle. Res. Technol. Manag. 1988, 31, 53–55. [Google Scholar] [CrossRef]
- Siracusa, V.; Blanco, I. Bio-Polyethylene (Bio-PE), Bio-Polypropylene (Bio-PP) and Bio-Poly (ethylene terephthalate) (Bio-PET): Recent developments in bio-based polymers analogous to petroleum-derived ones for packaging and engineering applications. Polymers 2020, 12, 1641. [Google Scholar] [CrossRef]
- Tsironi, T.N.; Chatzidakis, S.M.; Stoforos, N.G. The future of polyethylene terephthalate bottles: Challenges and sustainability. Packag. Technol. Sci. 2022, 35, 317–325. [Google Scholar] [CrossRef]
- Benyathiar, P.; Kumar, P.; Carpenter, G.; Brace, J.; Mishra, D.K. Polyethylene Terephthalate (PET) Bottle-to-Bottle Recycling for the Beverage Industry: A Review. Polymers 2022, 14, 2366. [Google Scholar] [CrossRef]
- Koshti, R.; Mehta, L.; Samarth, N. Biological recycling of polyethylene terephthalate: A mini-review. J. Polym. Environ. 2018, 26, 3520–3529. [Google Scholar] [CrossRef]
- Sanchez-Caballero, S.; Selles, M.A.; Peydro, M.A.; Cherukuri, H.P. Development of a constitutive model for the compaction of recovered polyethylene terephthalate packages. Waste Manag. 2021, 133, 89–98. [Google Scholar] [CrossRef]
- Nisticò, R. Polyethylene terephthalate (PET) in the packaging industry. Polym. Test. 2020, 90, 106707. [Google Scholar] [CrossRef]
- Karjalainen, L. Packaging of carbonated beverages. In Modern Processing, Packaging and Distribution Systems for Food; Springer: Boston, MA, USA, 1987; pp. 110–131. [Google Scholar]
- Howard, C.R., Jr. Blow Molded Container with Self-Supporting Base Reinforced by Hollow Ribs. U.S. Patent 4,850,494, 25 July 1989. [Google Scholar]
- Howard, C.R., Jr. Blow Molded Bottle with Self-Supporting Base Reinforced by Hollow Ribs. U.S. Patent 4,850,493, 25 July 1989. [Google Scholar]
- Beck, M.H.; Rollend, G.F.; Muszynski, J.H. Self-Standing Polyester Containers for Carbonated Beverages. U.S. Patent 5,484,072, 16 January 1996. [Google Scholar]
- Marshall, D.L.; Behm, D.H.; Eberle, T.F.; Powers, T.F. Plastic Container with Reinforcing Ring in the Base. U.S. Patent 4,955,491, 11 September 1990. [Google Scholar]
- Alexiou, V.F.; Mathioudakis, G.N.; Andrikopoulos, K.S.; Soto Beobide, A.; Voyiatzis, G.A. Poly(ethylene terephthalate) carbon-based nanocomposites: A crystallization and molecular orientation study. Polymers 2020, 12, 2626. [Google Scholar] [CrossRef]
- Ma, J.; Yu, L.; Chen, S.; Chen, W.; Wang, Y.; Guang, S.; Zhang, X.; Lu, W.; Wang, Y.; Bao, J. Structure–property evolution of poly (ethylene terephthalate) fibers in industrialized process under complex coupling of stress and temperature field. Macromolecules 2018, 52, 565–574. [Google Scholar] [CrossRef]
- Girard, M.; Combeaud, C.; Billon, N. Effects of annealing prior to stretching on strain induced crystallization of polyethylene terephthalate. Polymers 2021, 230, 124078. [Google Scholar] [CrossRef]
- Tomisawa, R.; Oneda, S.; Ikaga, T.; Kim, K.; Ohkoshi, Y.; Okada, K.; Masunage, H.; Kanaya, T.; Katsuta, H.; Funatsu, Y. Effects of dimensions and regularity on the mechanical properties of the smectic phase formed during orientation-induced crystallization of poly (ethylene terephthalate). Polymers 2019, 164, 163–173. [Google Scholar] [CrossRef]
- Yarysheva, A.Y.; Arzhakova, O.V.; Yarysheva, L.M.; Volynskii, A.L. Biaxial tensile drawing of poly (ethylene terephthalate) via environmental crazing as a method for creating a porous structure. Polymers 2018, 158, 243–253. [Google Scholar] [CrossRef]
- Xiao, R.; Tian, C. A constitutive model for strain hardening behavior of predeformed amorphous polymers: Incorporating dissipative dynamics of molecular orientation. J. Mech. Phys. Solids 2019, 125, 472–487. [Google Scholar] [CrossRef]
- Karalekas, D.; Rapti, D.; Papakaliatakis, G.; Tsartolia, E. Numerical and experimental investigation of the deformational behaviour of plastic containers. Packag. Technol. Sci. Int. J. 2001, 14, 185–191. [Google Scholar] [CrossRef]
- Van Dijk, R.; Sterk, J.C.; Sgorbani, D.; Van Keulen, F. Lateral deformation of plastic bottles: Experiments, simulations and prevention. Packag. Technol. Sci. Int. J. 1998, 11, 91–117. [Google Scholar] [CrossRef]
- Thongkaew, K.; Naemsai, T. Mechanical Properties and Cost-Minimized Design of 6-liter PET Bottle Using Finite Element Method. Walailak J. Sci. Technol. 2020, 17, 579–587. [Google Scholar] [CrossRef]
- Battini, D.; Avanzini, A.; Antonini, M. Experimental characterisation and modelling of polyethylene terephthalate preform for injection stretch blow moulding. Int. J. Mater. Prod. Technol. 2020, 60, 18–39. [Google Scholar] [CrossRef]
- Alzanki, T.H.; Jafar, M.M. Parameter Prediction of Stretch-Blow Molding Process of PET Using Neural Networks. J. Softw. Eng. Appl. 2019, 12, 278. [Google Scholar] [CrossRef]
- Litchfield, D.W.; Baird, D.G.; Rim, P.B.; Chen, C. Improved mechanical properties of poly (ethylene terephthalate) nanocomposite fibers. Polym. Eng. Sci. 2010, 50, 2205–2215. [Google Scholar]
- Bumbudsanpharoke, N.; Ko, S. Nanoclays in food and beverage packaging. J. Nanomater. 2019, 2019, 8927167. [Google Scholar] [CrossRef]
- Reichert, C.L.; Bugnicourt, E.; Coltelli, M.-B.; Cinelli, P.; Lazzeri, A.; Canesi, I.; Braca, F.; Martínez, B.M.; Alonso, R.; Agostinis, L.; et al. Bio-based packaging: Materials, modifications, industrial applications and sustainability. Polymers 2020, 12, 1558. [Google Scholar] [CrossRef]
- Nayak, S.; Kumar Khuntia, S. Development and study of properties of Moringa oleifera fruit fibers/polyethylene terephthalate composites for packaging applications. Compos. Commun. 2019, 15, 113–119. [Google Scholar] [CrossRef]
- Sohail, M.; Sun, D.W.; Zhu, Z. Recent developments in intelligent packaging for enhancing food quality and safety. Crit. Rev. Food Sci. Nutr. 2018, 58, 2650–2662. [Google Scholar] [CrossRef]
- Nakaya, M.; Uedono, A.; Hotta, A. Recent progress in gas barrier thin film coatings on PET bottles in food and beverage applications. Coatings 2015, 5, 987–1001. [Google Scholar] [CrossRef]
- Yu, J.; Ruengkajorn, K.; Crivoi, D.G.; Chen, C.; Buffet, J.C.; O’Hare, D. High gas barrier coating using non-toxic nanosheet dispersions for flexible food packaging film. Nat. Commun. 2019, 10, 2398. [Google Scholar] [CrossRef]
- Saxena, D.; Jana, K.K.; Soundararajan, N. Potency of nanolay on structural, mechanical and gas barrier properties of poly (ethylene terephthalate) Nanohybrid. J. Polym. Res. 2020, 27, 35. [Google Scholar] [CrossRef]
- Liu, Y.; Wu, X.; Liu, R.; Chen, Y.; Fu, J.; Ou, H. Modifications of ultraviolet irradiation and chlorination on microplastics: Effect of sterilization pattern. Sci. Total Environ. 2022, 812, 152541. [Google Scholar] [CrossRef]
- Ajaj, R.; Abu Jadayil, W.; Anver, H.; Aqil, E. A Revision for the Different Reuses of Polyethylene Terephthalate (PET) Water Bottles. Sustainability 2022, 14, 4583. [Google Scholar] [CrossRef]
- Thompson, R.C.; Moore, C.J.; Vom Saal, F.S.; Swan, S.H. Plastics, the environment and human health: Current consensus and future trends. Philos. Trans. R. Soc. B Biol. Sci. 2009, 364, 2153–2166. [Google Scholar] [CrossRef]
- Kumartasli, S.; Avinc, O. Recycling of marine litter and ocean plastics: A vital sustainable solution for increasing ecology and health problem. In Sustainability in the Textile and Apparel Industries; Springer: Cham, Switzerland, 2020; pp. 117–137. [Google Scholar]
- Haque, M. Sustainable use of plastic brick from waste PET plastic bottle as building block in Rohingya refugee camp: Areview. Environ. Sci. Pollut. Res. 2019, 26, 36163–36183. [Google Scholar] [CrossRef]
- Rochman, C.M.; Hoh, E.; Hentschel, B.T.; Kaye, S. Long-term field measurement of sorption of organic contaminants to five types of plastic pellets: Implications for plastic marine debris. Environ. Sci. Technol. 2013, 47, 1646–1654. [Google Scholar] [CrossRef]
- Khoo, K.S.; Ho, L.Y.; Lim, H.R.; Leong, H.Y.; Chew, K.W. Plastic waste associated with the COVID-19 pandemic: Crisis or opportunity? J. Hazard. Mater. 2021, 417, 126108. [Google Scholar] [CrossRef]
- Bach, C.; Dauchy, X.; Chagnon, M.C.; Etienne, S. Chemical migration in drinking water stored in polyethylene terephthalate (PET) bottles: A source of controversy. WaterRes. 2012, 46, 571–583. [Google Scholar]
- Cooper, R.G.; Harrison, A.P. The exposure to and health effects of antimony. Indian J. Occup. Environ. Med. 2009, 13, 3. [Google Scholar] [CrossRef]
- Kehinde, O.; Ramonu, O.J.; Babaremu, K.O.; Justin, L.D. Plastic wastes: Environmental hazard and instrument for wealth creation in Nigeria. Heliyon 2020, 6, e05131. [Google Scholar] [CrossRef]
- Sax, L. Polyethylene terephthalate may yield endocrine disruptors. Environ. Health Perspect. 2010, 118, 445–448. [Google Scholar] [CrossRef]
- Inaner, N.B.; Demirel, B.; Yaras, A.; Akkurt, F.; Daver, F. Improvement of environmental stress cracking performance, load-carrying capacity, and UV light barrier property of polyethylene terephthalate packaging material. Polym. Adv. Technol. 2022, 33, 2352–2361. [Google Scholar] [CrossRef]
- Kocayavuz, O.; Demirel, B.; Yaraş, A.; Akkurt, F.; Daver, F. A way to enhance the mechanical performance and UV visible-light barrier of polyethylene terephthalate packaging material: Synthesis and application of takedaite (Ca3B2O6). Polym. Adv. Technol. 2022, 2022, 5786. [Google Scholar] [CrossRef]
- Demirel, B.; Inaner, N.B.; Gezer, D.U.; Daver, F.; Yaras, A.; Akkurt, F. Chemical, thermal, and mechanical properties and ultraviolet transmittance of novel nano-hydroxyapatite/polyethylene terephthalate milk bottles. Polym. Eng. Sci. 2021, 61, 2043–2054. [Google Scholar] [CrossRef]
- Meng, X.; Qi, P.; Sun, J.; Li, H.; Zhang, S.; Liu, X.; Gu, X. Fabrication of transparent clay-polymer hybrid coatings on PET film to enhance flame retardancy and oxygen barrier properties. Prog. Org. Coat. 2020, 147, 105788. [Google Scholar] [CrossRef]
- Gu, W.; Dong, Z.; Zhang, A.; Ma, T.; Hu, Q.; Wei, J.; Wang, R. Functionalization of PET with carbon dots as copolymerizable flame retardants for the excellent smoke suppressants and mechanical properties. Polym. Degrad. Stab. 2022, 195, 109766. [Google Scholar] [CrossRef]
- Al-Jabareen, A.; Al-Bustami, H.; Harel, H.; Marom, G. Improving the oxygen barrier properties of polyethylene terephthalate by graphite nanoplatelets. J. Appl. Polym. Sci. 2013, 128, 1534–1539. [Google Scholar] [CrossRef]
- Gao, M.; Jiao, Q.; Cui, W.; Feng, C.; Zhao, Y.; Xiang, A.; Mu, X.; Ma, L. Preparation of PET/LDH composite materials and their mechanical properties and permeability for O2. Polym. Eng. Sci. 2019, 59, E366–E371. [Google Scholar] [CrossRef]
- Saxena, D.; Soundararajan, N.; Katiyar, V.; Rana, D.; Maiti, P. Structural, mechanical, and gas barrier properties of poly (ethylene terephthalate) nanohybrid using nanotalc. J. Appl. Polym. Sci. 2020, 137, 48607. [Google Scholar] [CrossRef]
- Chiang, H.C.; Kolibaba, T.J.; Eberle, B.; Grunlan, J.C. Super gas barrier of a polyelectrolyte/clay coacervate thin film. Macromol. Rapid Commun. 2021, 42, 2000540. [Google Scholar] [CrossRef]
- Hatami, M.; Rahnama, N.; Karimi-Maleh, H.; Djafarzadeh, N.; Qandalee, M.; Setva, R.; Karimi, F.; Duran-Valle, C.J.; López-Coca, I.; Sharif, A. Use of Phosphorylated Chitosan/Alumina Nanoadditives for Polymer Performance Improvement. Cellulose 2022, 29, 6677–6696. [Google Scholar] [CrossRef]
- Zander, N.E.; Boelter, Z.R. Rubber toughened recycled polyethylene terephthalate for material extrusion additive manufacturing. Polym. Int. 2021, 70, 742–748. [Google Scholar] [CrossRef]
- Demirel, B.; Kılıç, E.; Yaraş, A.; Akkurt, F.; Daver, F.; Gezer, D.U. Effects of magnesium borate on the mechanical performance, thermal and chemical degradation of polyethylene terephthalate packaging material. J. Plast. Film Sheeting 2022, 2022, 640. [Google Scholar] [CrossRef]
- Lim, J.W.; Lim, W.S.; Lee, M.H.; Park, H.J. Barrier and structural properties of polyethylene terephthalate film coated with poly (acrylic acid)/montmorillonite nanocomposites. Packag. Technol. Sci. 2021, 34, 141–150. [Google Scholar] [CrossRef]
- Galikhanov, M.F.; Guzhova, A.A.; Efremova, A.A.; Nazmieva, A.I. Effect of aluminum oxide coating on structural, barrier and electret properties of polyethylene terephthalate films. IEEE Trans. Dielectr. Electr. Insul. 2015, 22, 1492–1496. [Google Scholar] [CrossRef]
- Zemljič, L.F.; Tkavc, T.; Vesel, A.; Šauperl, O. Chitosan coatings onto polyethylene terephthalate for the development of potential active packaging material. Appl. Surf. Sci. 2013, 265, 697–703. [Google Scholar] [CrossRef]
- Tkavc, T.; Vesel, A.; Acero, E.H.; Fras Zemljič, L. Comparison of oxygen plasma and cutinase effect on polyethylene terephthalate surface. J. Appl. Polym. Sci. 2013, 128, 3570–3575. [Google Scholar] [CrossRef]
- Vartiainen, J.; Rättö, M.; Tapper, U.; Paulussen, S.; Hurme, E. Surface modification of atmospheric plasma activated BOPP by immobilizing chitosan. Polym. Bull. 2005, 54, 343–352. [Google Scholar] [CrossRef]
- Lago, M.A.; Sendón, R.; de Quirós, A. Preparation and characterization of antimicrobial films based on chitosan for active food packaging applications. Food Bioprocess Technol. 2014, 7, 2932–2941. [Google Scholar] [CrossRef]
- Masoomi, M.; Tavangar, M.; Razavi, S.M.R. Preparation and investigation of mechanical and antibacterial properties of poly (ethylene terephthalate)/chitosan blend. RSC Adv. 2015, 5, 79200–79206. [Google Scholar] [CrossRef]
- Mousavi, S.M.; Hashemi, S.A.; Amani, A.M.; Saed, H.; Jahandideh, S.; Mojoudi, F. Polyethylene terephthalate/acryl butadiene styrene copolymer incorporated with oak shell, potassium sorbate and egg shell nanoparticles for food packaging applications: Control of bacteria growth, physical and mechanical properties. Polym. Renew. Resour. 2017, 8, 177–196. [Google Scholar] [CrossRef]
- Ahmed, A.M.; Kainulainen, T.P.; Heiskanen, J.P. Furfural-Based Modification of PET for UV-Blocking Copolymers with Decreased Oxygen Permeability. Ind. Eng. Chem. Res. 2021, 60, 7495–7504. [Google Scholar] [CrossRef]
- Luo, Y.M.; Chevalier, L. On induced properties and self heating during free blowing of PET preform. Int. Polym. Process. 2019, 34, 330–338. [Google Scholar] [CrossRef]
- Rujnić-Sokele, M. Influence of the stretch blow molding processing parameters on PET bottles properties. Polimeri 2007, 28, 225–233. [Google Scholar]
- Sidorov, D.; Kolosova, E.; Kolosov, A.; Shabliy, T. Analysis of the preform blowing stage when obtaining a polymeric product using the extrusion blow molding method. East.-Eur. J. Enterp. Technol. 2018, 2, 14–21. [Google Scholar] [CrossRef]
- Liew, K.F.; Peng, H.S.; Jou, T.M.; Wang, C.C. Investigation on the establishment and analyses of conformal cooling channel design for blow mold. In Proceedings of the 2018 IEEE International Conference on Applied System Invention (ICASI), Chiba, Japan, 13–17 April 2018; IEEE: New York, NY, USA, 2018; pp. 1236–1239. [Google Scholar]
- Cho, S.H.; Hong, J.S.; Lyu, M.Y. Investigation of the molding conditions to minimize residual stress and shrinkage in injection molded preform of PET bottle. Polymers 2011, 35, 467–471. [Google Scholar]
- Luo, Y.M.; Chevalier, L. Self heating during stretch blowmoulding and induced properties. In AIP Conference Proceedings; AIP Publishing LLC: College Park, MD, USA, 2018; Volume 1960, p. 120013. [Google Scholar]
- Luo, Y.M.; Chevalier, L.; Monteiro, E.; Utheza, F. Numerical simulation of self heating during stretch blow moulding of PET: Viscohyperelastic modelling versus experimental results. Int. J. Mater. Form. 2021, 14, 703–714. [Google Scholar] [CrossRef]
- McEvoy, J.P.; Armstrong, C.G.; Crawford, R.J. Simulation of the stretch blow molding process of PET bottles. Adv. Polym. Technol. J. Polym. Process. Inst. 1998, 17, 339–352. [Google Scholar] [CrossRef]
- Cosson, B.; Chevalier, L.; Yvonnet, J. Optimization by the C-NEM method of the stretch-blow molding process of a PET bottle near T g. Int. J. Mater. Form. 2008, 1, 707–710. [Google Scholar] [CrossRef][Green Version]
- Hong, S.K.; Song, M.J.; Ko, Y.B.; Cha, B.S. Finite element analysis of a injection blow molding process for the thick-walled PET bottle. J. Korea Soc. Mold Eng. 2018, 12, 5–12. [Google Scholar]
- Michels, P.; Grommes, D.; Oeckerath, A.; Reith, D.; Bruch, O. An integrative simulation concept for extrusion blow molded plastic bottles. Finite Elem. Anal. Des. 2019, 164, 69–78. [Google Scholar] [CrossRef]
- Kim, D.H.; Seol, S.S. Study on the Effect of Gas Pressure on Bottle Wall Thickness in the Blow Molding Process. J. Korean Soc. Manuf. Process Eng. 2020, 19, 36–44. [Google Scholar] [CrossRef]
- Tan, C.W.; Menary, G.H.; Salomeia, Y.; Armstrong, C.G.; Picard, M.; Billon, N.; Harkin-Jones, E.M.A.; Martin, P.J.; Maheshwari, K. Modelling of the injection stretch blow moulding of PET containers via a Pressure-Volume-time (PV-t) thermodynamic relationship. Int. J. Mater. Form. 2008, 1, 799–802. [Google Scholar] [CrossRef]
- Bagherzadeh, S.; Biglari, F.R.; Nikbin, K.; Mirsaeidi, M. Numerical Study of Stretch-blow Molding of PET Bottles. In Proceedings of the World Congress on Engineering, London, UK, 30 June–2 July 2010. [Google Scholar]
- Atigkaphan, N.; Thusneyapan, S. Finite-Element Analysis of Preform Deformation for Flat Wall Thickness Distribution in the Injection Blow Molding Process. Mater. Sci. Forum. 2020, 987, 142–148. [Google Scholar] [CrossRef]
- Chung, K. Finite element simulation of pet stretch/blowmolding process. J. Mater. Shap. Technol. 1989, 7, 229–239. [Google Scholar] [CrossRef]
- Haddad, H.; Masood, S.; Erbulut, D.U. A study of blow moulding simulation and structural analysis for PET bottles. Aust. J. Mech. Eng. 2009, 7, 69–76. [Google Scholar] [CrossRef]
- Gaspar-Cunha, A.; Covas, J.A.; Sikora, J. Optimization of Polymer Processing: A Review (Part II-Molding Technologies). Materials 2022, 15, 1138. [Google Scholar] [CrossRef]
- Pepliński, K.; Mozer, A. Ansys-polyflow software use to select the parison diameter and its thicknes distribution in blowing extrusion. Parameters 2010, 3, 5. [Google Scholar]
- Lontos, A.; Gregoriou, A. A numerical investigation of the effect of preform length for the fabrication of 1.5 Lt PET bottle through the injection stretch blow molding process. MATEC Web Conf. 2018, 188, 01021. [Google Scholar] [CrossRef]
- Tan, Z.Q.; Rosli, N.; Oktaviandri, M. Simulation on Effect of Preform Diameter in Injection Stretch Blow Molding. In Proceedings of the 4th Asia Pacific Conference on Manufacturing Systems and the 3rd International Manufacturing Engineering Conference, 7–8 December 2017, Yogyakarta, Indonesia; IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2018; Volume 319, p. 012053. [Google Scholar]
- Sidorov, D.; Kolosov, A.; Kolosova, E.; Nosachova, J.; Glushchenko, M. Evaluating the Wall Thickness of a Blow Molding Billet. In Design, Simulation, Manufacturing: The Innovation Exchange; Springer: Cham, Switzerland, 2021; pp. 166–175. [Google Scholar]
- Ge-Zhang, S.; Chen, X.; Zhu, H.; Song, Y.; Ding, Y.; Cui, J. Computer Simulation of Polyethylene Terephthalate Carbonated Beverage Bottle Bottom Structure Based on Manual–Automatic Double-Adjustment Optimization. Polymers 2022, 14, 2845. [Google Scholar] [CrossRef] [PubMed]
- Song, W.; Lee, F.; Li, Z. Study on mechanical properties of claw-petal bottom structure of carbonated beverage bottle. Packag. Eng. 2018, 39, 35–39. (In Chinese) [Google Scholar]
- Lyu, M.Y.; Kim, H.C.; Lee, J.S.; Shin, H.C.; Pae, Y. Causes of cracks in petaloid bottom of carbonated PET bottle. Int. Polym. Process. 2001, 16, 72–78. [Google Scholar] [CrossRef]
- Lyu, M.Y.; Kim, Y.H. Investigation of design parameters and novel design of petaloid PET bottles. Int. Polym. Process. 2002, 17, 279–283. [Google Scholar] [CrossRef]
- Lyu, M.Y.; Pae, Y. Bottom design of carbonated soft drink poly (ethylene terephthalate) bottle to prevent solvent cracking. J. Appl. Polym. Sci. 2003, 88, 1145–1152. [Google Scholar] [CrossRef]
- Yuan, W.; Xie, L.H.; Zhang, G.M.; Liao, D.Z.; Lu, J.D. Structural Analysis and Design Optimization of PET Beer Bottles. Appl. Mech. Mater. 2013, 312, 21–24. [Google Scholar] [CrossRef]
- Demirel, B.; Daver, F. Optimization of poly (ethylene terephthalate) bottles via numerical modeling: A statistical design of experiment approach. J. Appl. Polym. Sci. 2009, 114, 1126–1132. [Google Scholar] [CrossRef]
- Demirel, B.; Daver, F. The effects on the properties of PET bottles of changes to bottle-base geometry. J. Appl. Polym. Sci. 2009, 114, 3811–3818. [Google Scholar] [CrossRef]
- Solle, D.; Hitzmann, B.; Herwig, C.; Manuel, P.R.; Sophia, U.; Lynn, W.; Adrian, P.; Thomas, S. Between the poles of data-driven and mechanistic modeling for process operation. Chem. Ing. Tech. 2017, 89, 542–561. [Google Scholar] [CrossRef]
- Xiang, G.; Mi, P.; Yi, G.; Wang, C.; Liu, W. Automatic strain gauge balance design optimization approach and implementation based on integration of software. Meas. Sci. Rev. 2020, 20, 22–34. [Google Scholar] [CrossRef]
- Huang, H.H.; Chen, L.W.; Lu, W.H.; Lin, W.C.; Chen, Y.C. Design and simulation analysis of lightweight HDPE milk bottle. Polym. Polym. Compos. 2018, 26, 91–98. [Google Scholar] [CrossRef]
- Ge-Zhang, S.; Song, M.; Huang, Z.; Li, M.; Mu, L. Comparison and Optimization: Research on the Structure of the PET Bottle Bottom Based on the Finite Element Method. Polymers 2022, 14, 3174. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristics | Blend | Test Index | Effect | Ref. |
|---|---|---|---|---|
| Light Blocking | CaB2O4 | UV transmittance | Decrease by ~88% | [58] |
| Ca3B2O6 | UV transmittance | Decrease by ~67% | [59] | |
| nHAp | Visible light transmission | Decrease by ~80% | [60] | |
| High Temperature Resistance | Montmorillonite (MMT)/Laponite (LAP)/Polyvinyl alcohol (PVA) | Exothermic rate Total exothermic peak | Decrease by 67.4% Increase by 45.3% | [61] |
| Gelatin-basedCarbon Dots | Peak value of heat release rate Total smoke production | Decrease by 42.66% Decrease by 62.64% | [62] | |
| Gas Barrier | Graphite nanoplatelets (GNPs) | Oxygen transmission rate | Decrease by >99% | [63] |
| Terephthalate-intercalated LDHs | Oxygen transmission rate | Decrease by 46.2% | [64] | |
| NK75 nanoclay | Oxygen transmission rate | Decrease by 38% | [46] | |
| Nanotalc nanohybrids | Oxygen transmission rate | Decrease by 64% | [65] | |
| Polyelectrolyte/Clay Coacervate | Oxygen transmission rate | Decrease by more than three orders of magnitude | [66] | |
| Sterilization | Phosphorylated chitosan/Al nanoparticles | The number of Escherichia coli | Decrease by ~2/3 | [67] |
| Mechanical Property | CaB2O4 | Carrying capacity | Increase by ~109% | [58] |
| Ca3B2O6 | Carrying capacity | Increase by ~133.66% | [59] | |
| Rubber | Toughness | Increase by 85% | [68] | |
| Terephthalate-intercalated LDHs | Tensile strength Young’s modulus | Increase by 29.4% Increase by 38.9% | [64] | |
| NK75 nanoclay | Young’s modulus | Increase by 66% | [46] |
| Structural Optimization Method | Surface Maximum Principal Stress Reduction Ratio | Iterations | Ref. |
|---|---|---|---|
| Single manual optimization | 8.10–~52% | [101,102,105,107] | |
| Single automatic optimization | 66.90% | 20 | [101,112] |
| Manual-automatic double optimization | 67.86% | 17 | [101] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ge-Zhang, S.; Liu, H.; Song, M.; Wang, Y.; Yang, H.; Fan, H.; Ding, Y.; Mu, L. Advances in Polyethylene Terephthalate Beverage Bottle Optimization: A Mini Review. Polymers 2022, 14, 3364. https://doi.org/10.3390/polym14163364
Ge-Zhang S, Liu H, Song M, Wang Y, Yang H, Fan H, Ding Y, Mu L. Advances in Polyethylene Terephthalate Beverage Bottle Optimization: A Mini Review. Polymers. 2022; 14(16):3364. https://doi.org/10.3390/polym14163364
Chicago/Turabian StyleGe-Zhang, Shangjie, Huixin Liu, Mingbo Song, Yanzhi Wang, Hong Yang, Haobo Fan, Yuyang Ding, and Liqiang Mu. 2022. "Advances in Polyethylene Terephthalate Beverage Bottle Optimization: A Mini Review" Polymers 14, no. 16: 3364. https://doi.org/10.3390/polym14163364
APA StyleGe-Zhang, S., Liu, H., Song, M., Wang, Y., Yang, H., Fan, H., Ding, Y., & Mu, L. (2022). Advances in Polyethylene Terephthalate Beverage Bottle Optimization: A Mini Review. Polymers, 14(16), 3364. https://doi.org/10.3390/polym14163364