
Processing Effects on the Through-Plane Electrical Conductivities and Tensile Strengths of Microcellular-Injection-Molded Polypropylene Composites with Carbon Fibers

 ,
,  and
and
Abstract
:1. Introduction
2. Experimental Section
2.1. MuCell Injection Molding Machine and Gas Counter Pressure Regulation
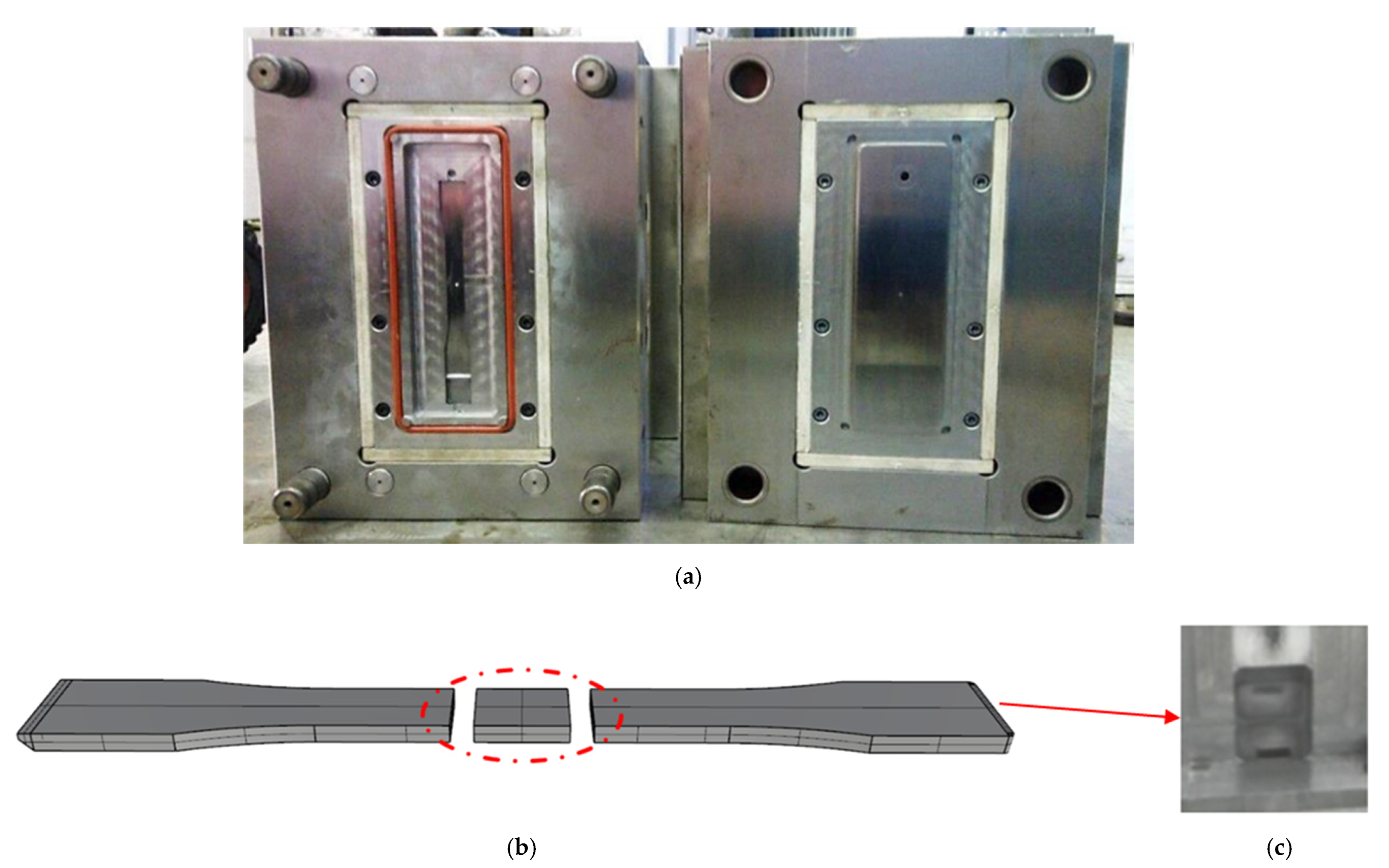
2.2. Experimental Mold
2.3. Materials
2.4. Characterization
2.5. Experimental Parameters
3. Results and Discussions
3.1. Conventional Injection Molding
3.2. Microcellular Injection Molding
3.3. Effect of Gas Counter Pressure on Conventional Injection Molding
3.4. Effect of Gas Counter Pressure on Microcellular Injection Molding
4. Conclusions
4.1. Influence from Conventional Injection Molding with and without Gas Counter Pressure
4.2. Influence from Typical Microcellular Injection Molding
4.3. Influence from Combined Gas Counter Pressure with Microcellular Injection
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kim, W.Y.; Jang, J.; Lee, H.S.; Kim, S.Y. Electrical conductivity of polymer composites based on carbonized wood flour via plasma post-treatment as an effective and economical filler. Polym. Compos. 2021, 42, 4814–4821. [Google Scholar] [CrossRef]
- Qiu, J.; Wang, L.; Uchiya, K.; Sakai, E. Effects of injection molding conditions on the electrical properties of polycarbonate/carbon nanotube nanocomposites. Polym. Compos. 2016, 37, 3245–3255. [Google Scholar] [CrossRef]
- Wang, Q.; Cheng, L.; Wang, J.; Qian, Z.; Wei, T.; Guo, W. High performance antistatic HDPE composites with bridging effect of hybrid carbon black and multi-walled carbon nanotubes fillers. Adv. Eng. Mater. 2019, 21, 1800609. [Google Scholar] [CrossRef]
- Brunella, V.; Rossatto, B.G.; Mastropasqua, C.; Cesano, F.; Scarano, D. Thermal/electrical properties and texture of carbon black PC polymer composites near the electrical percolation threshold. J. Compos. Sci. 2021, 5, 212. [Google Scholar] [CrossRef]
- Wong, K.H.; Pickering, S.J.; Rudd, C.D. Recycled carbon fibre reinforced polymer composite for electromagnetic interference shielding. Compos. Part A Appl. Sci. Manuf. 2010, 41, 693–702. [Google Scholar] [CrossRef]
- Ameli, A.; Jung, P.U.; Park, C.B. Through-plane electrical conductivity of injection-molded polypropylene/carbon-fiber composite foams. Compos. Sci. Technol. 2013, 76, 37–44. [Google Scholar] [CrossRef]
- Tchoudakov, R.; Breuer, O.; Narkis, M.; Siegma, A. Polym. Conductive polymer blends with low carbon black loading: Polypropylene/polyamide. Eng. Sci. 1996, 36, 1336–1346. [Google Scholar]
- Chen, D.; Yang, J.; Chen, G. The physical properties of polyurethane/graphite nanosheets/carbon black foaming conducting nanocomposites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1636–1638. [Google Scholar] [CrossRef]
- Chang, H.; Kao, M.J.; Huang, K.D.; Kuo, C.G.; Huang, S.Y. Electromagnetic shielding effectiveness of thin film with composite carbon nanotubes and stainless steel fibers. J. Nanosci. Nanotechnol. 2011, 11, 1754–1757. [Google Scholar] [CrossRef]
- Chen, C.S.; Chen, W.R.; Chen, S.C.; Chien, R.D. Optimum injection molding processing condition on EMI shielding effectiveness of stainless steel fiber filled polycarbonate composite. Int. Commun. Heat Mass Transf. 2008, 35, 744–749. [Google Scholar] [CrossRef]
- Alig, I.; Skipa, T.; Lellinger, D.; Potschke, P. Destruction and formation of a carbon nanotube network in polymer melts: Rheology and conductivity spectroscopy. Polymer 2008, 49, 3524–3532. [Google Scholar] [CrossRef]
- Arjmand, M.; Apperley, T.; Okoniewski, M.; Sundararaj, U.T. Comparative study of electromagnetic interference shielding properties of injection molded versus compression molded multi-walled carbon nanotube/polystyrene composites. Carbon 2012, 50, 5126–5134. [Google Scholar] [CrossRef]
- O’Connell, M. Carbon Nanotubes Properties and Applications; CRC: Boca Raton, FL, USA, 2006. [Google Scholar]
- Gurland, J. An estimate of contact and contiguity of dispersions in opaque samples. Trans. Metall. Soc. AIME 1966, 236, 642–646. [Google Scholar]
- Kortschot, M.T.; Woodhams, R.T. Computer simulation of the electrical conductivity of polymer composites containing metallic fillers. Polym. Compos. 1988, 9, 60–71. [Google Scholar] [CrossRef]
- Hwang, S.S. Tensile, electrical conductivity and EMI shielding properties of solid and foamed PBT/carbon fiber composites. Compos. Part B Eng. 2016, 98, 1–8. [Google Scholar] [CrossRef]
- Davenport, D.E. Metalloplastics: High conductivity materials. Polym. News 1982, 8, 134–137. [Google Scholar]
- Shih, M.Y. Effect of Gas Counter Pressure on the Carbon Fiber Orientation and the Associated Electrical Conductivity in Injection Molded Polymer. Ph.D. Thesis, Chung Yuan Christian University, Taoyuan, Taiwan, 2012. [Google Scholar]
- Zhou, Y.G.; Su, B.; Turng, L.S. Mechanical properties, fiber orientation, and length distribution of glass fiber-reinforced polypropylene parts: Influence of water-foaming technology. Polymers 2018, 12, 4386–4399. [Google Scholar] [CrossRef]
- Heinzel, A.; Mahlendorf, F.; Niemzig, O.; Kreuz, C. Injection moulded low cost bipolar plates for PEM fuel cells. J. Power Sources 2004, 131, 35–40. [Google Scholar] [CrossRef]
- Blunk, R.H.J.; Lisi, D.J.; Yoo, Y.E.; Tucker, C.L., III. Enhanced conductivity of fuel cell plates through controlled fiber orientation. AIChE J. 2003, 49, 18–29. [Google Scholar] [CrossRef]
- Chien, M.Y. Fiber Orientation and Part Qualities of PP/CF Composite Foams made\through Microcellular Injection Molding via Control Mechanisms of Gas Counter Pressure. Ph.D. Thesis, Chung Yuan Christian University, Taoyuan, Taiwan, 2022. [Google Scholar]
- Chen, S.C.; Chien, M.Y.; Lin, S.H.; Chien, R.D.; Lin, M.C. Effect of gas counter pressure on the carbon fiber orientation and the associated electrical conductivities in injection molded polymer composites. J. Polym. Eng. 2015, 35, 503–510. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y.; Zaghloul, M.Y.M.; Zaghloul, M.M.Y. Experimental and modeling analysis of mechanical-electrical behaviors of polypropylene composites filled with graphite and MWCNT fillers. Polym. Test. 2017, 63, 467–474. [Google Scholar] [CrossRef]
- Chen, S.C.; Liao, W.H.; Chien, R.D. Structure and mechanical properties of polystyrene foams made through microcellular injection molding via control mechanisms of gas counter pressure and mold temperature. Int. Commun. Heat Mass Transf. 2012, 39, 1125–1131. [Google Scholar] [CrossRef]
- Yilmaz, G.; Devahastin, A.; Turng, L.S. Conventional and microcellular injection molding of a highly filled polycarbonate composite with glass fibers and carbon black. Polymers 2022, 14, 1193. [Google Scholar] [CrossRef] [PubMed]
- Chen, S.C.; Chang, C.W.; Tseng, C.Y.; Shen, E.N.; Feng, C.T. Using P(pressure)-T(temperature) path to control the foaming cell sizes in microcellular injection molding process. Polymers 2021, 13, 1843. [Google Scholar] [CrossRef] [PubMed]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Group ID | Injection Speed (mm/s) | Mold Temperature (°C) | Material Temperature (°C) | GCP (bar) | GCP Holding Time (s) |
|---|---|---|---|---|---|
| 1 | 80 | 50 | 220 | 0 | 0 |
| 2 | 100 | ||||
| 3 | 120 | ||||
| 4 | 100 | 30 | |||
| 5 | 70 | ||||
| 6 | 50 | 200 | |||
| 7 | 240 | ||||
| 8 | 220 | 30 | 3 | ||
| 9 | 50 | ||||
| 10 | 70 | ||||
| 11 | 50 | 1 | |||
| 12 | 5 |
| Group ID | Injection Speed (mm/s) | Mold Temperature (°C) | Material Temperature (°C) | SCF Dosage (wt%) | GCP (bar) | GCP Holding Time (s) |
|---|---|---|---|---|---|---|
| 13 | 80 | 50 | 220 | 0.5 | 0 | 0 |
| 14 | 100 | |||||
| 15 | 120 | |||||
| 16 | 100 | 30 | ||||
| 17 | 70 | |||||
| 18 | 50 | 200 | ||||
| 19 | 240 | |||||
| 20 | 220 | 0.3 | ||||
| 21 | 0.7 | |||||
| 22 | 0.5 | 30 | 3 | |||
| 23 | 50 | |||||
| 24 | 70 | |||||
| 25 | 50 | 1 | ||||
| 26 | 5 |
| FOL (Skin)% | TPEC (S/m) | Tensile Stress (N/mm2) | |||||
|---|---|---|---|---|---|---|---|
| Group | 20 wt% | 30 wt% | 20 wt% (×10−3) | 30 wt% (×10−2) | 20 wt% | 30 wt% | |
| Results of Conventional Injection Molding | 1 | 0.8 ± 0.1 | 0.68 ± 0.15 | 5.9 ± 0.562 | 9.69 ± 1.9 | 32.96 ± 2.65 | 36.38 ± 2.39 |
| 2 | 0.8 ± 0.23 | 0.72 ± 0.07 | 5.4 ± 0.921 | 8.04 ± 1.4 | 33.39 ± 3.28 | 36.75 ± 6.05 | |
| 3 | 0.89 ± 0.18 | 0.75 ± 0.14 | 4.5 ± ,0.382 | 6.27 ± 1.8 | 33.86 ± 8.26 | 37.07 ± 7.33 | |
| 4 | 0.84 ± 0.13 | 0.73 ± 0.18 | 4.7 ± 0.369 | 6.55 ± 1 | 28.07 ± 2.47 | 27.51 ± 7.89 | |
| 5 | 0.88 ± 0.19 | 0.7 ± 0.05 | 5.6 ± 0.125 | 7.64 ± 1.9 | 29.52 ± 1.73 | 28.44 ± 3.64 | |
| 6 | 0.85 ± 0.1 | 0.74 ± 0.07 | 4.3 ± 0.799 | 4.58 ± 3.7 | 28.05 ± 3 | 27.42 ± 7.85 | |
| 7 | 0.89 ± 0.21 | 0.68 ± 0.19 | 5.2 ± 0.661 | 7.57 ± 1.5 | 28.86 ± 5.46 | 27.94 ± 7.89 | |
| Results of Conventional Injection Molding Combined with GCP | 8 | 0.63 ± 0.04 | 0.66 ± 0.15 | 15.2 ± 0.292 | 17.56 ± 2.3 | 35.32 ± 6.79 | 39.66 ± 5.53 |
| 9 | 0.65 ± 0.06 | 0.69 ± 0.13 | 14.8, ± 0.417 | 15.53 ± 3.8 | 34.76 ± 3.6 | 38.45 ± 2.32 | |
| 10 | 0.68 ± 0.12 | 0.72 ± 0.19 | 14.6 ± 0.26 | 13.11 ± 3.5 | 34.38 ± 8.63 | 37.22 ± 6.53 | |
| 11 | 0.64 ± 0.19 | 0.65 ± 0.09 | 14.6, ± 0.269 | 15.86 ± 8 | 36.26 ± 7.37 | 39.57 ± 3.67 | |
| 12 | 0.71 ± 0.12 | 0.74 ± 0.1 | 13.5 ± 0.104 | 11.31 ± 2.88 | 35.57 ± 3.9 | 38.12 ± 9.61 | |
| Results of Microcellular Injection Molding | 13 | 0.65 ± 0.11 | 0.65 ± 0.11 | 68.1 ± 0.682 | 74.69 ± 15.5 | 18.81 ± 1 | 18.7 ± 1.36 |
| 14 | 0.68 ± 0.09 | 0.67 ± 0.11 | 51.9 ± 0.103 | 68.7 ± 19.9 | 19.02 ± 2.44 | 19.53 ± 2.03 | |
| 15 | 0.69 ± 0.16 | 0.68 ± 0.16 | 45.1 ± 0.325 | 26.12 ± 3.54 | 20.06 ± 2.63 | 21.2 ± 4.95 | |
| 16 | 0.64 ± 0.17 | 0.65 ± 0.08 | 386 ± 36.2 | 46.01 ± 12.15 | 19.51 ± 3.53 | 20.21 ± 3.72 | |
| 17 | 0.67 ± 0.09 | 0.68 ± 0.12 | 42.4 ± 4.81 | 54.07 ± 15.18 | 18.42 ± 2.81 | 19.29 ± 3 | |
| 18 | 0.63 ± 0.1 | 0.63 ± 0.13 | 35 ± 6.07 | 38.18 ± 6.2 | 23.23 ± 1.75 | 20.28 ± 2.53 | |
| 19 | 0.68 ± 0.17 | 0.67 ± 0.15 | 40.4 ± 6.98 | 61.14 ± 4.66 | 20.43 ± 2.55 | 19.84 ± 4.64 | |
| 20 | 0.69 ± 0.16 | 0.67 ± 0.05 | 31 ± 4.28 | 47.48 ± 13.51 | 20.53 ± 3.41 | 18.9 ± 2.76 | |
| 21 | 0.64 ± 0.12 | 0.64 ± 0.13 | 39.7 ± 9.69 | 50.86 ± 12.35 | 19.85 ± 4.64 | 18.49 ± 0.99 | |
| Results of Microcellular Injection Molding Combined with GCP | 22 | 0.66 ± 0.15 | 0.69 ± 0.19 | 296.8 ± 82.8 | 178.65 ± 18.73 | 32.75 ± 5.98 | 37.82 ± 6.57 |
| 23 | 0.68 ± 0.09 | 0.71 ± 0.1 | 227.5 ± 66.2 | 175.58 ± 33.97 | 32.31 ± 2.24 | 36.73 ± 10.91 | |
| 24 | 0.7 ± 0.12 | 0.75 ± 0.09 | 118.6 ± 7.15 | 162.46 ± 37.65 | 31.96 ± 1.83 | 35.75 ± 3.97 | |
| 25 | 0.66 ± 0.13 | 0.69 ± 0.08 | 216.9 ± 50.4 | 170.15 ± 47.06 | 32.52 ± 8.49 | 37.68 ± 5.8 | |
| 26 | 0.73 ± 0.14 | 0.76 ± 0.08 | 112.6 ± 29.9 | 161.16 ± 30.16 | 31.86 ± 8.64 | 35.46 ± 3.33 | |
| TPEC (S/m) (Scope) | Enhancement (Times) | |
|---|---|---|
| PP/CF 20 wt% no foaming | 0.0043–0.0052 | 1 |
| PP/CF 20 wt% foaming | 0.0803–0.4056 | 18.67–78.00 |
| (GCP)PP/CF 20 wt% no foaming | 0.0132–0.0152 | 2.923–3.069 |
| (GCP)PP/CF 20 wt% foaming | 0.0310–0.3860 | 7.209–74.23 |
| PP/CF 30 wt% no foaming | 0.0458–0.0969 | 1 |
| PP/CF 30 wt% foaming | 0.2312–0.7977 | 5.048–8.232 |
| (GCP)PP/CF 30 wt% no foaming | 0.1131–0.1756 | 1.812–2.469 |
| (GCP)PP/CF 30 wt% foaming | 1.4996–1.7856 | 18.43–32.74 |
| Enhancement (times) | ||
|---|---|---|
| PP/CF 20 wt% no foaming | 28.05–33.86 | 1 |
| PP/CF 20 wt% foaming | 18.42–23.35 | 0.66–0.69 |
| (GCP)PP/CF 20 wt% no foaming | 34.38–36.26 | 0.934–0.942 |
| (GCP)PP/CF 20 wt% foaming | 31.86–33.68 | 0.99–1.14 |
| PP/CF 30 wt% no foaming | 27.42–36.75 | 1 |
| PP/CF 30 wt% foaming | 18.49–21.20 | 0.58–0.67 |
| (GCP)PP/CF 30 wt% no foaming | 37.47–39.66 | 0.96–0.972 |
| (GCP)PP/CF 30 wt% foaming | 34.72–38.77 | 1.06–1.27 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, S.-C.; Jien, M.-Y.; Hsu, C.-C.; Hwang, S.-S.; Feng, C.-T. Processing Effects on the Through-Plane Electrical Conductivities and Tensile Strengths of Microcellular-Injection-Molded Polypropylene Composites with Carbon Fibers. Polymers 2022, 14, 3251. https://doi.org/10.3390/polym14163251
Chen S-C, Jien M-Y, Hsu C-C, Hwang S-S, Feng C-T. Processing Effects on the Through-Plane Electrical Conductivities and Tensile Strengths of Microcellular-Injection-Molded Polypropylene Composites with Carbon Fibers. Polymers. 2022; 14(16):3251. https://doi.org/10.3390/polym14163251
Chicago/Turabian StyleChen, Shia-Chung, Ming-Yuan Jien, Chi-Chuan Hsu, Shyh-Shin Hwang, and Ching-Te Feng. 2022. "Processing Effects on the Through-Plane Electrical Conductivities and Tensile Strengths of Microcellular-Injection-Molded Polypropylene Composites with Carbon Fibers" Polymers 14, no. 16: 3251. https://doi.org/10.3390/polym14163251
APA StyleChen, S.-C., Jien, M.-Y., Hsu, C.-C., Hwang, S.-S., & Feng, C.-T. (2022). Processing Effects on the Through-Plane Electrical Conductivities and Tensile Strengths of Microcellular-Injection-Molded Polypropylene Composites with Carbon Fibers. Polymers, 14(16), 3251. https://doi.org/10.3390/polym14163251