1. Introduction
Glass fiber is a kind of material with excellent performance, which has many types, low price, and high mechanical strength. It is widely used in the reinforcement of polymer materials. The composites obtained by adding glass fibers have excellent properties. It has been reported that the composite material of glass fiber and rubber has good comprehensive properties and can improve its anti-skid performance [
1,
2,
3,
4,
5]. As it is widely used in many fields, glass fiber is increasingly valued. Glass fibers are commonly used as reinforcement materials in composite materials, electrical insulation materials, thermal insulation materials, circuit substrates, etc. An overview diagram of GF is shown in
Figure 1.
Li Hong [
6] reviewed the development of continuous glass fibers in recent years, focusing on high-performance glass fibers. In particular, the article presents recent advances in the characterization of glass structures using NMR spectroscopy, Raman spectroscopy, and molecular dynamics simulation techniques.
Yang Chuanqi [
7] used the mechanical blending method to prepare glass fiber (GF)/natural rubber (NR)/butadiene rubber (BR) composites and studied the influence of glass fiber partially replacing silica on the vulcanization properties, mechanical properties, wear resistance, and skid resistance of composites. The performance of the filler was compared with that of silica and nanometer attapulgite. The results show that adding glass fiber can shorten the curing time and increase the compound’s hardness, tear strength, and wet friction coefficient. When the amount of glass fiber is 6 phr, the comprehensive performance of the binder is higher than that of silica and nanometer attapulgite filler.
Wang Wenjie [
8] used glass fiber (GF) as a filler and nitrile butadiene rubber (NBR) as a matrix to prepare NBR/GF composites by the mechanical blending method and studied the effect of the amount of glass fiber on the properties of the composites. It was found that with the increase of the glass fiber dosage, the vulcanization rate of the compound decreased gradually, and the tensile strength and 100% fixed elongation stress of the vulcanized compound increased first and then decreased. The maximum tensile strength and 100% fixed elongation stress were increased by 33% and 550%, respectively.
Chen Jiabin [
9] prepared glass fiber/silicon rubber composite materials, studied the failure characteristics of glass fiber/silicon rubber composite materials by the tensile test, analyzed the stress/strain curve of the composite material, and used the finite element method to numerically simulate the composite material. The study found that the glass fiber/silicone rubber composite specimen mainly manifested as a fiber debonding fracture with fiber pulling out under the action of tensile load.
Lv Fuling [
10] prepared nano-magnesium hydroxide/glass fiber/silicon rubber composites by mechanical blending. The dispersion state of nano-fillers in the silicone rubber matrix was investigated, and the changing laws of physical and mechanical properties, heat resistance, and flame-retardant properties of composites with different filler dosages were compared. The results show that additional magnesium hydroxide and glass fiber dosage ratios can improve silicone rubber’s physical and mechanical properties. Among them, tensile strength, tear strength, compression set, and hardness have been enhanced. Combining the two fillers improves the composite’s thermal stability and flame retardant properties to a certain extent.
Hao Qiangqiang [
11] prepared glass fiber/nitrile rubber composites by the mechanical blending method, studied the effect of glass fiber content and length on the wear resistance and mechanical properties of the composites, and observed the wear surface of the composites with a scanning electron microscope. The results show that the optimum addition mass of chopped glass fibers in the nitrile rubber matrix is 3 phr, and the length is 6 mm. Under these conditions, the prepared composites have the best wear resistance and comprehensive mechanical properties, and the wear surface is the flattest and is smooth.
The preparation of GF/rubber composites is carried out in the compounding machine. With the development of GF/rubber composites, the use time of the compounding machine, which is the equipment for preparing GF/rubber composites, has increased dramatically, bringing about the wear and tear of the compounding machine. This paper studies the frictional behavior of GF/rubber composites with different ratios and end metals during the mixing process.
2. Experiment
2.1. Instruments
The experimental equipment used in this experiment is shown in
Table 1.
2.2. Formulation
Table 2 shows the formulae. To calculate the silylation reaction index, adding the C1 group without TESPT as a control is necessary.
The following were used: Butadiene Rubber 9000 (BR9000), China Hainan Natural Rubber Industry Group Co., Ltd., (Haikou, China); Polymeric Styrene Butadiene Rubber (RC2557S), Dongguan Futai Rubber Trading Co., Ltd., (Dongguan, China); Natural Rubber (TSR20), China Hainan Natural Rubber Industry Group Co., Ltd., (Haikou, China); Bis-[γ-(triethoxysilyl)propyl]tetrasulfide (TESPT), Antioxidant 4020, Zinc Oxide ZnO, Stearic Acid SAD, 1,3-Diphenylguanidine (DPG), accelerator CZ, and sulfur S, products of China Henan Longji Chemical Co., Ltd., (Puyang, Chian); Glass Fiber (GF), Wanlong Composite Materials Co., Ltd., (Qingdao, Chian); Silica115MP has a specific surface area of 115 m2/g, 7–40 nm particle size, and solid powder, Solvay Silica Co., Ltd., (Brussels, Belgium); GF diameter is 12–23 μm, length is 0.2–0.6 mm, and the surface is not treated.
2.3. Mixing Procedure
The GF/rubber composites were obtained after 5 min by mixing according to the mechanical compounding process in
Table 3. The obtained GF/rubber composite was over-rolled in the BL-6157 double-roller mill, and the setting was set to a width of the double-roller of 8 mm, and the GF/rubber composite specimens with a thickness of 8 mm were obtained. The obtained GF/rubber composite specimens were cut according to the die of CSM to obtain friction specimens with a diameter of 100 mm and a thickness of 8 mm.
2.4. Test Methods
2.4.1. Rubber Processing Properties
This test was performed on the RPA 2000, and the test conditions were set as follows. The silica Durocher Stabilized Cool Down scan test conditions were 0.01 Hz scan frequency, 0.28–40% scan strain range, and 60 °C temperature, and the dynamic modulus
G’ curve with strain was obtained [
12,
13,
14,
15,
16,
17].
(1) Payne effect: The phenomenon in which the elastic modulus of a filler compound decreases as the strain amplitude decreases [
18,
19,
20].
(2) Silanization reaction index: Characterize the extent to which the silanization reaction proceeds. The calculation method is shown in
Table 4. The test principle of the degree of silanization reaction is shown in
Figure 2.
2.4.2. Friction Test
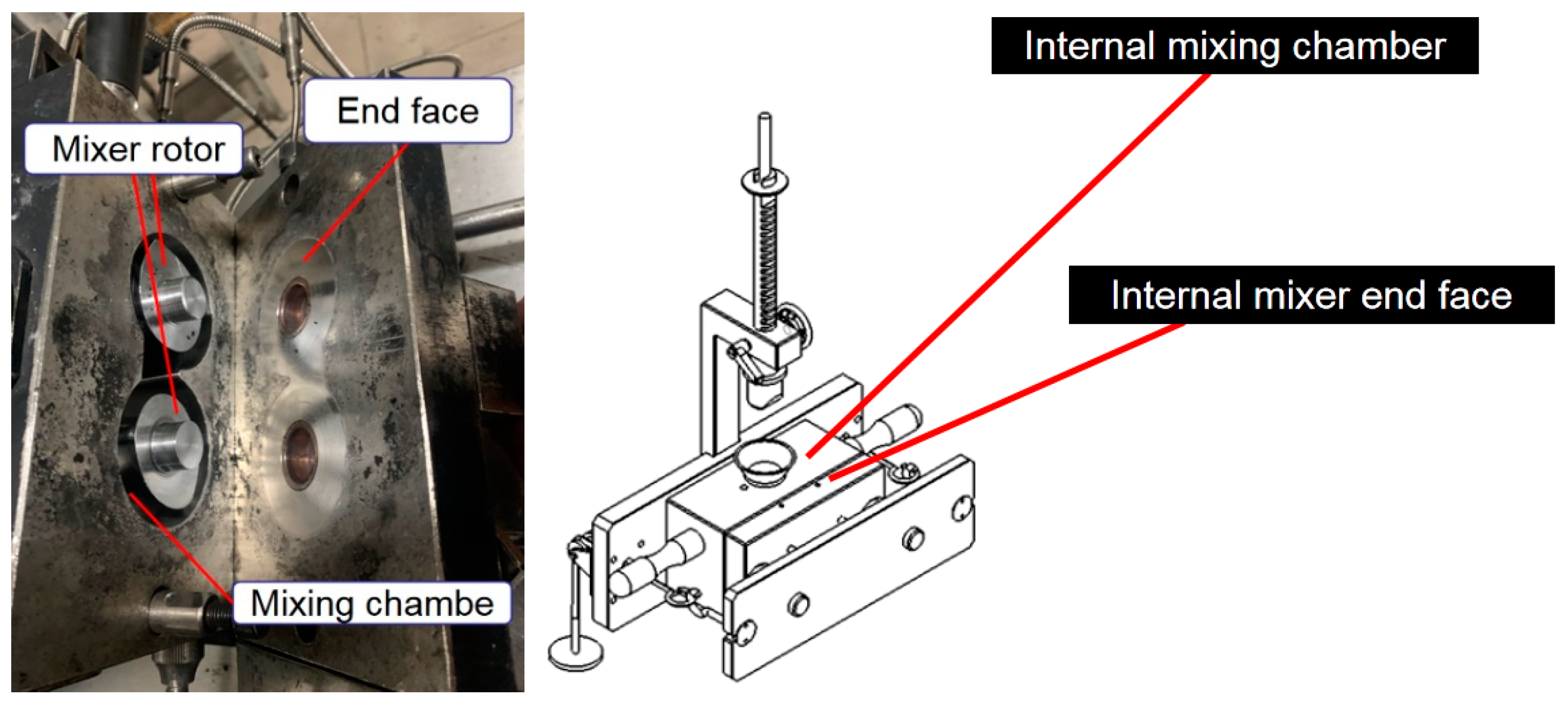
The Hake mixer is shown in
Figure 3. The CSM friction and wear testing machine was used to conduct friction experiments.
The CSM was parameterized before the experiment. The rotation speed of the CSM was the same as that of the Hake mixer, which was set to 70 r/min, the pressure was set to 5 N, and the friction time of the CSM was set to 30 min. Previous studies have shown that the most severe wear occurs at the end of the experiment, so the CSM temperature was set to 150 °C. The CSM friction and wear tester is shown in
Figure 4 [
21,
22,
23,
24,
25].
(3) Metal surface observation: The metal grinding head was placed on the stage and the LEXT OLS5000 3D microscope was used to emit a laser to scan the metal surface to obtain metal surface data [
26,
27,
28].
(4) Dispersion: The rubber sample was tested with a DisperGRADER disperser, and the dispersion value was obtained through equipment analysis.
5. Conclusions
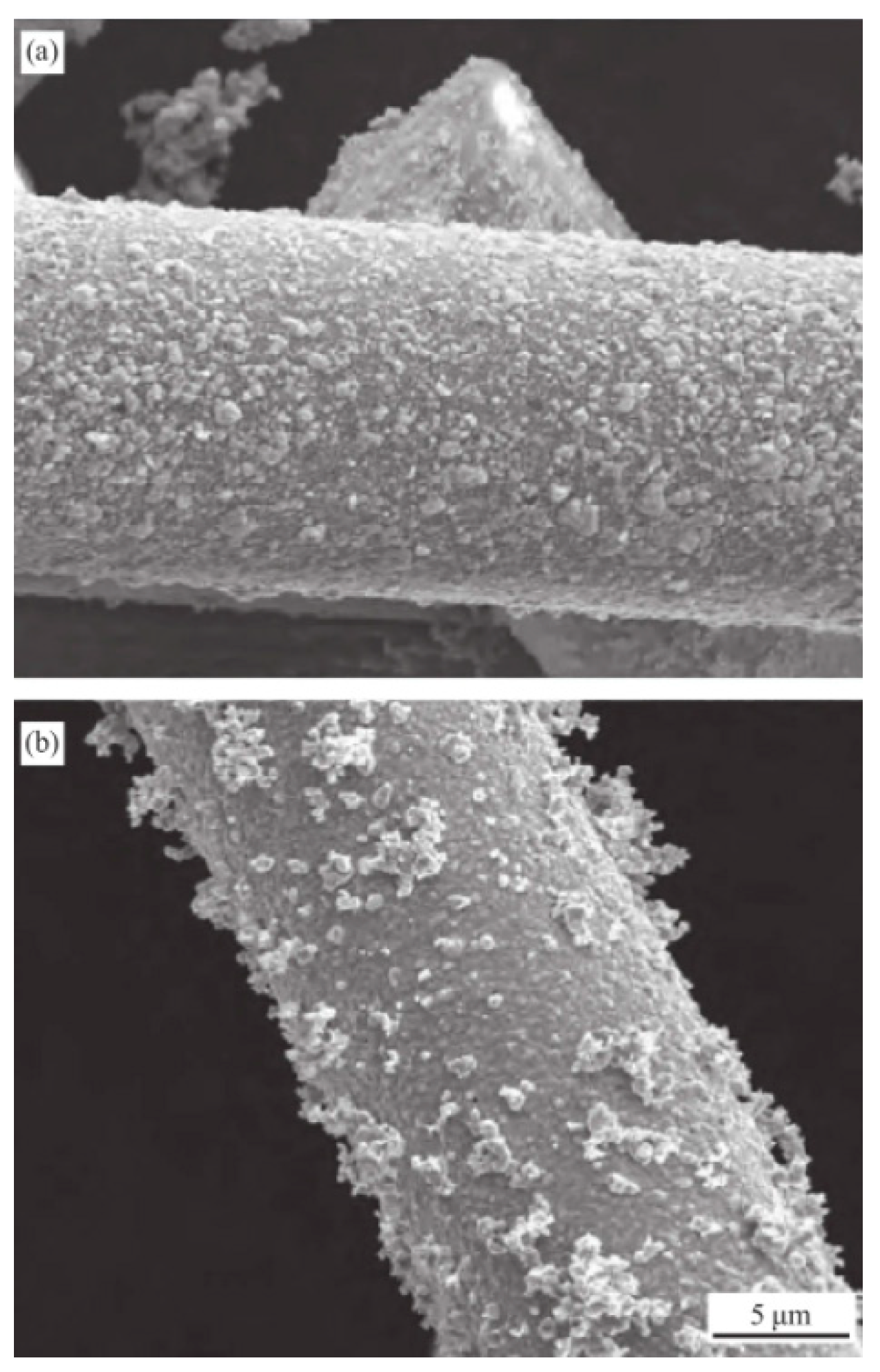
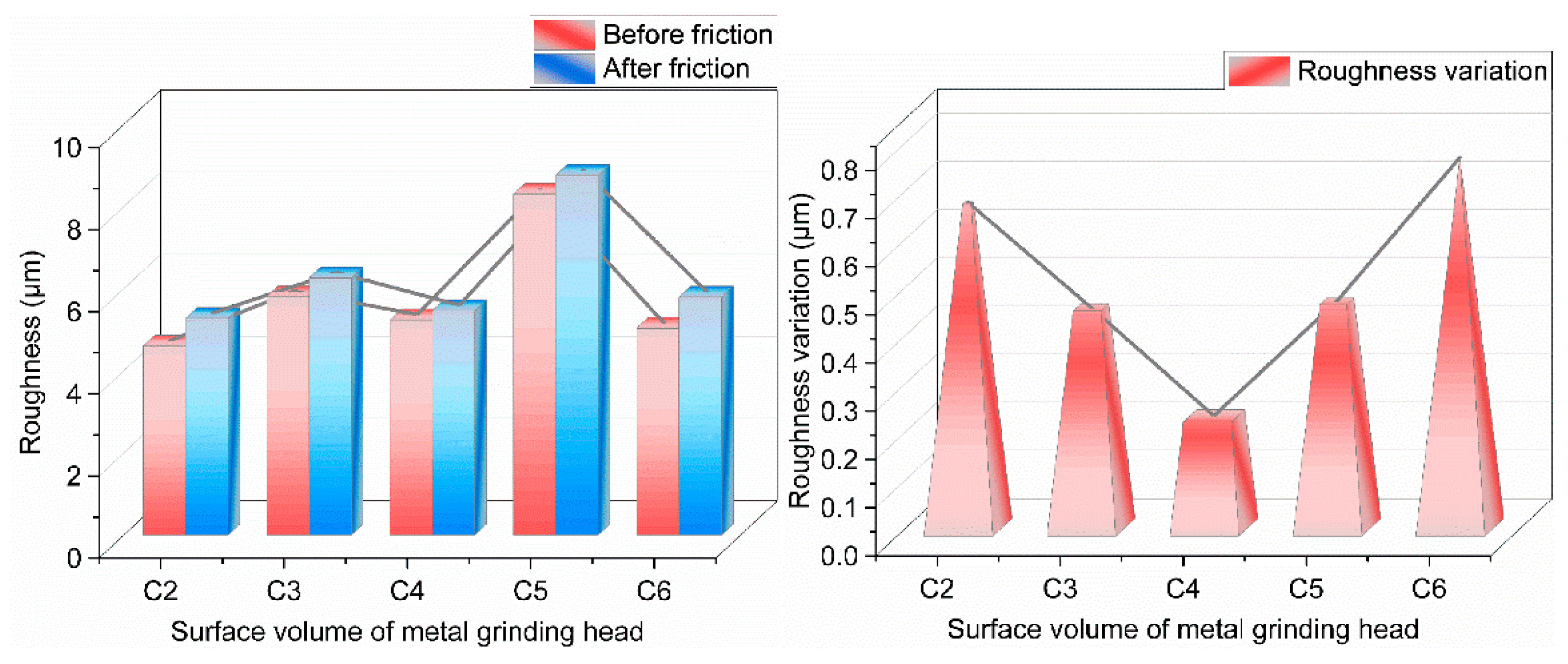
This study found that GF has a large surface area, and its surface can adsorb nano-SiO2 particles. With the increase of GF content in the composite matrix, the degree of the silanization reaction of the composite material first increased and then decreased. The amount of high-temperature ethanol–water mixed vapor corresponds to the degree of the silanization reaction. The proportion of abrasive wear of GF/rubber composites to metals decreased and then increased, and the proportion of corrosive wear increased and then decreased. With the increase of GF addition, the contact area between GF and SiO2 particles gradually increased, the dispersion of SiO2 particles was enhanced, the number of silica aggregates decreased, and the amount of GF/rubber composites to metal wear decreased. When the addition amount of GF was 3 phr, the GF/rubber composite had the lowest wear on metal. When the addition amount of GF exceeded 3 phr, there was a large amount of accumulation between GF, the contact area between GF and SiO2 particles gradually decreased, the dispersion of SiO2 particles decreased, the number of silica aggregates increased, and the wear amount of GF/rubber composites on metal increased. In the long run, the strengthening and transforming infrastructure in the Middle East and Asia-Pacific will increase the demand for GF. This study plays a vital role in reducing the wear of the internal mixer, improving the life of the internal mixer, and ensuring the performance of GF-modified rubber.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}