
Performance Evaluation of Combined Hydrothermal-Mechanical Pretreatment of Lignocellulosic Biomass for Enzymatic Enhancement


 , and
, and 
Abstract
:
1. Introduction
2. Materials and Methods
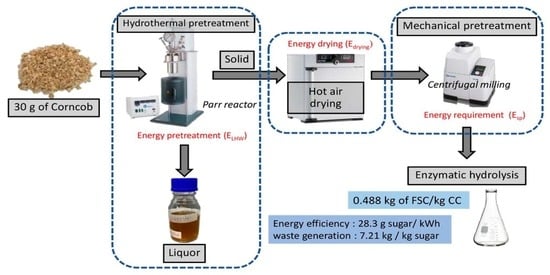
2.1. Raw Material Preparation
2.2. Hydrothermal Pretreatment
2.3. Mechanical Pretreatment
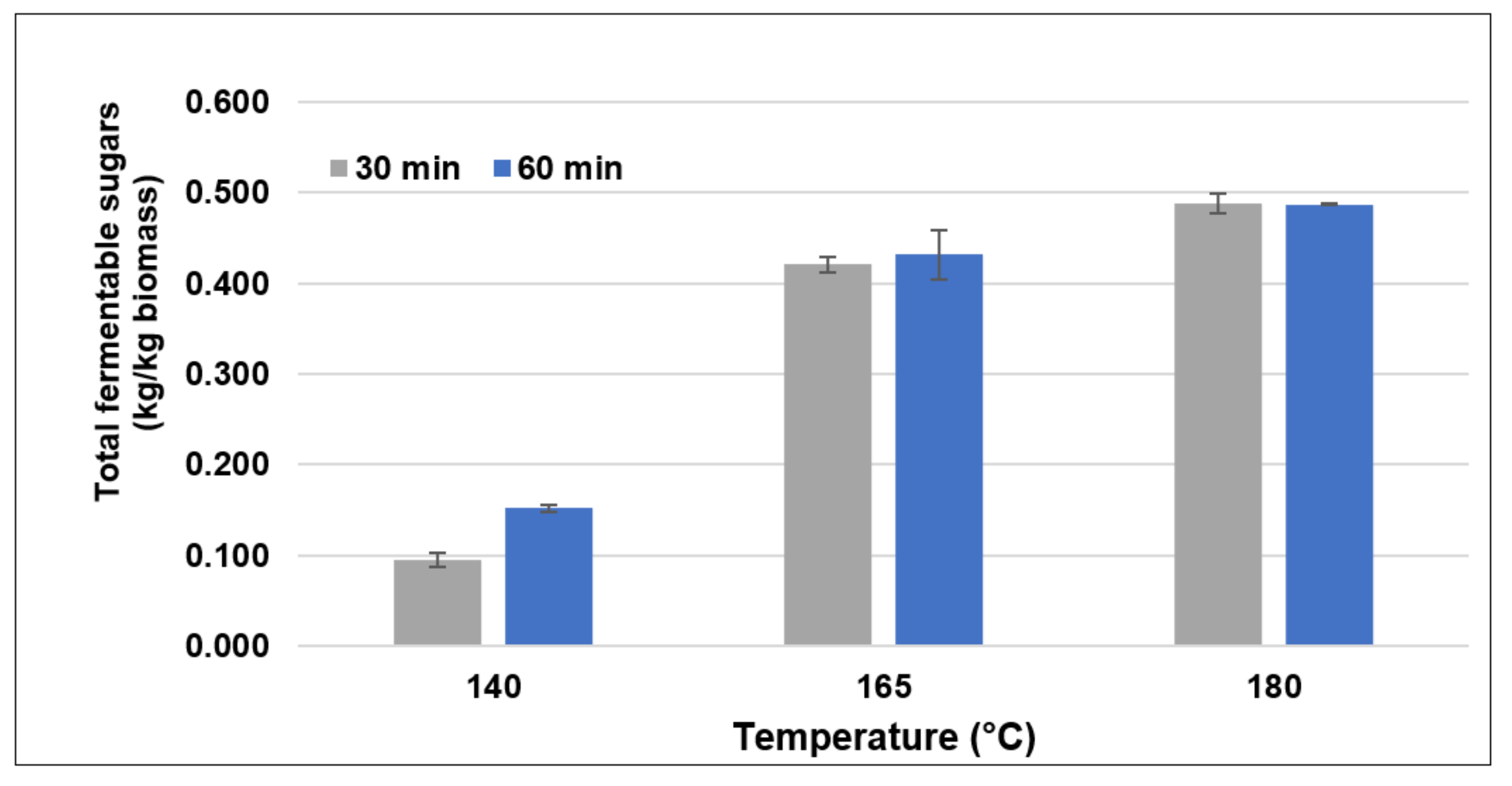
2.4. Monosaccharide Concentration Analysis
2.5. Enzymatic Saccharification
2.6. Energy Efficiency and Waste Generation Evaluation
3. Results and Discussion
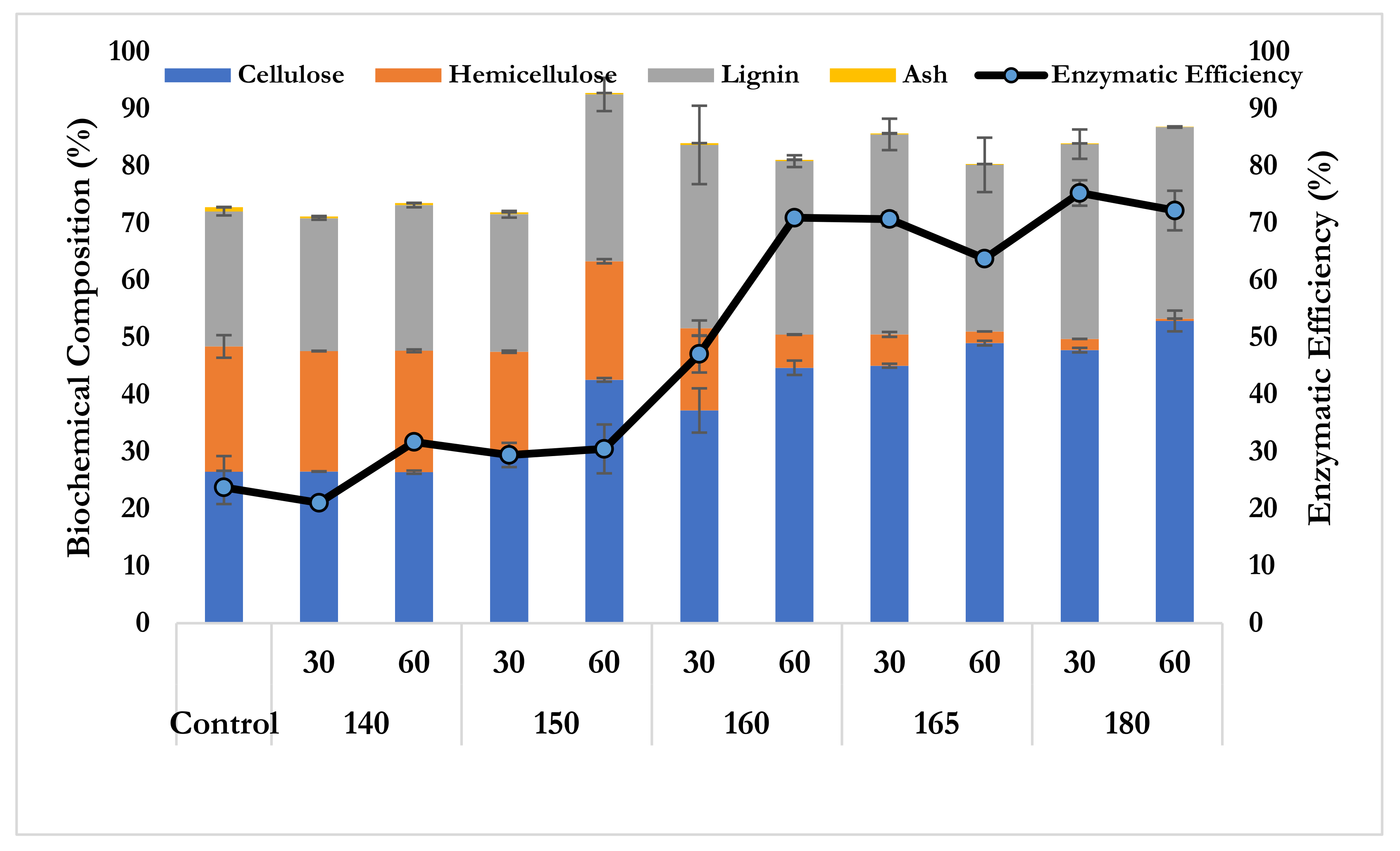
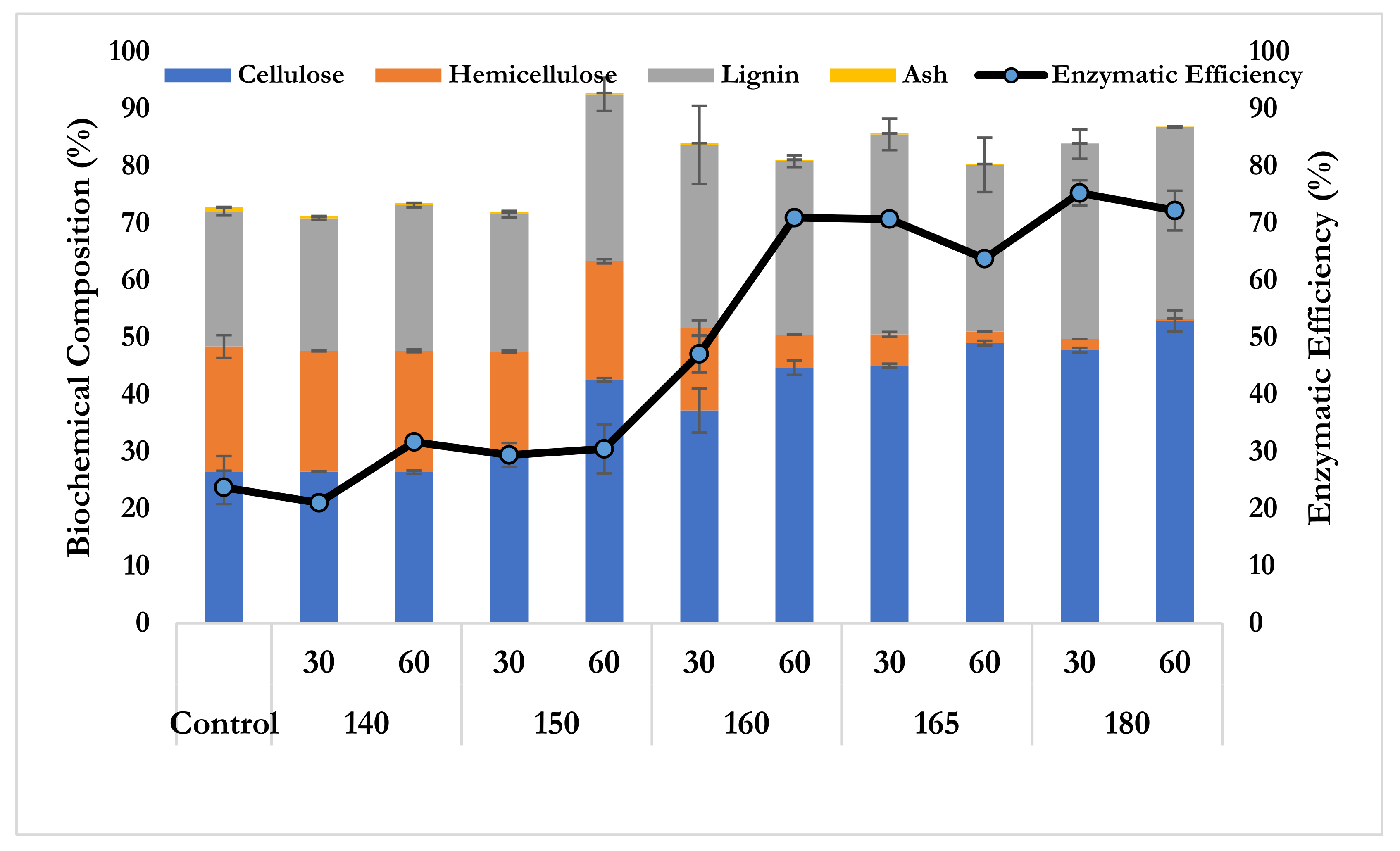
3.1. Effect of Temperature and Duration on Enzymatic Hydrolysis Efficiency
3.2. Evolution of Energy Consumption during the Combined Pretreatment Process
3.3. Effect of Pretreatments on Enzymatic Hydrolysis
3.4. Evaluation of Energy Efficiency and Waste Generation of Combined Hydrothermal-Mechanical Pretreatment
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ashokkumar, V.; Venkatkarthick, R.; Jayashree, S.; Chuetor, S.; Dharmaraj, S.; Kumar, G.; Chen, W.-H.; Ngamcharussrivichai, C. Recent advances in lignocellulosic biomass for biofuels and value-added bioproducts—A critical review. Bioresour. Technol. 2021, 344, 126195. [Google Scholar] [CrossRef] [PubMed]
- Zhao, L.; Sun, Z.F.; Zhang, C.C.; Nan, J.; Ren, N.Q.; Lee, D.J.; Chen, C. Advances in pretreatment of lignocellulosic biomass for bioenergy production: Challenges and perspectives. Bioresour. Technol. 2022, 343, 126123. [Google Scholar] [CrossRef]
- Patel, A.; Shah, A.R. Integrated lignocellulosic biorefinery: Gateway for production of second generation ethanol and value added products. J. Bioresour. Bioprod. 2021, 6, 108–128. [Google Scholar] [CrossRef]
- Abuhay, A.; Mengie, W.; Tesfaye, T.; Gebino, G.; Ayele, M.; Haile, A.; Yillie, D. Opportunities for New Biorefinery Products from Ethiopian Ginning Industry By-products: Current Status and Prospects. J. Bioresour. Bioprod. 2021, 6, 195–214. [Google Scholar] [CrossRef]
- Li, H.; Liang, Y.; Li, P.; He, C. Conversion of biomass lignin to high-value polyurethane: A review. J. Bioresour. Bioprod. 2020, 5, 163–179. [Google Scholar] [CrossRef]
- Culaba, A.B.; Mayol, A.P.; San Juan, J.L.G.; Vinoya, C.L.; Concepcion, R.S.; Bandala, A.A.; Vicerra, R.R.P.; Ubando, A.T.; Chen, W.H.; Chang, J.S. Smart sustainable biorefineries for lignocellulosic biomass. Bioresour. Technol. 2022, 344, 126215. [Google Scholar] [CrossRef]
- Ubando, A.T.; Felix, C.B.; Chen, W.H. Biorefineries in circular bioeconomy: A comprehensive review. Bioresour. Technol. 2020, 299, 122585. [Google Scholar] [CrossRef]
- Arpia, A.A.; Chen, W.H.; Lam, S.S.; Rousset, P.; de Luna, M.D.G. Sustainable biofuel and bioenergy production from biomass waste residues using microwave-assisted heating: A comprehensive review. Chem. Eng. J. 2021, 403, 126233. [Google Scholar] [CrossRef]
- Kumar, R.; Tabatabaei, M.; Karimi, K.; Horváth, I.S. Recent updates on lignocellulosic biomass derived ethanol—A review. Biofuel Res. J. 2016, 3, 347–356. [Google Scholar] [CrossRef] [Green Version]
- Tursi, A. A review on biomass: Importance, chemistry, classification, and conversion. Biofuel Res. J. 2019, 6, 962–979. [Google Scholar] [CrossRef]
- Chuetor, S.; Barakat, A.; Rouau, X.; Ruiz, T. Analysis of ground rice straw with a hydro-textural approach. Powder Technol. 2017, 310, 74–79. [Google Scholar] [CrossRef]
- Chuetor, S.; Ruiz, T.; Barakat, A.; Laosiripojana, N.; Champreda, V.; Sriariyanun, M. Evaluation of rice straw biopowder from alkaline-mechanical pretreatment by hydro-textural approach. Bioresour. Technol. 2021, 323, 124619. [Google Scholar] [CrossRef]
- Areepak, C.; Jiradechakorn, T.; Chuetor, S.; Phalakornkule, C.; Sriariyanun, M.; Raita, M.; Champreda, V.; Laosiripojana, N. Improvement of lignocellulosic pretreatment efficiency by combined chemo–Mechanical pretreatment for energy consumption reduction and biofuel production. Renew. Energy 2021, 182, 1094–1102. [Google Scholar] [CrossRef]
- Xu, Y.H.; Li, M.F. Hydrothermal liquefaction of lignocellulose for value-added products: Mechanism, parameter and production application. Bioresour. Technol. 2021, 342, 126035. [Google Scholar] [CrossRef]
- Yue, P.; Hu, Y.; Tian, R.; Bian, J.; Peng, F. Hydrothermal pretreatment for the production of oligosaccharides: A review. Bioresour. Technol. 2022, 343, 126075. [Google Scholar] [CrossRef]
- Li, Y.; Huang, X.; Lv, J.; Wang, F.; Jiang, S.; Wang, G. Enzymolysis-treated wood-derived hierarchical porous carbon for fluorescence-functionalized phase change materials. Compos. Part B Eng. 2022, 234, 109735. [Google Scholar] [CrossRef]
- Kumar, A.; Biswas, B.; Kaur, R.; Krishna, B.B.; Bhaskar, T. Hydrothermal oxidative valorisation of lignin into functional chemicals: A review. Bioresour. Technol. 2021, 342, 126016. [Google Scholar] [CrossRef]
- Steinbach, D.; Kruse, A.; Sauer, J. Pretreatment technologies of lignocellulosic biomass in water in view of furfural and 5-hydroxymethylfurfural production- A review. Biomass Convers. Biorefin. 2017, 7, 247–274. [Google Scholar] [CrossRef]
- Ruiz, H.A.; Conrad, M.; Sun, S.-N.; Sanchez, A.; Rocha, G.J.M.; Romaní, A.; Castro, E.; Torres, A.; Rodríguez-Jasso, R.M.; Andrade, L.P.; et al. Engineering aspects of hydrothermal pretreatment: From batch to continuous operation, scale-up and pilot reactor under biorefinery concept. Bioresour. Technol. 2020, 299, 122685. [Google Scholar] [CrossRef] [Green Version]
- Meng, X.; Yoo, C.G.; Pu, Y.; Ragauskas, A.J. Opportunities and challenges for flow-through hydrothermal pretreatment in advanced biorefineries. Bioresour. Technol. 2022, 343, 126061. [Google Scholar] [CrossRef]
- Li, D.; Sun, Y.; Li, R.; Ao, T.; Liu, X.; Luo, Y. Selective conversion of corncob hemicellulose to xylose via hydrothermal treatment with Fe2(SO4)3 and NaCl. Biomass Convers. Biorefinery 2021, 2, 1–10. [Google Scholar] [CrossRef]
- Amamou, S.; Sambusiti, C.; Monlau, F.; Dubreucq, E.; Barakat, A. Mechano-Enzymatic Deconstruction with a New Enzymatic Cocktail to Enhance Enzymatic Hydrolysis and Bioethanol Fermentation of Two Macroalgae Species. Molecules 2018, 23, 174. [Google Scholar] [CrossRef] [Green Version]
- Wang, G.; Qi, S.; Xia, Y.; Parvez, A.M.; Si, C.; Ni, Y. Mild One-Pot Lignocellulose Fractionation Based on Acid-Catalyzed Biphasic Water/Phenol System to Enhance Components’ Processability. ACS Sustain. Chem. Eng. 2020, 8, 2772–2782. [Google Scholar] [CrossRef]
- Vaezi, M.; Pandey, V.; Kumar, A.; Bhattacharyya, S. Lignocellulosic biomass particle shape and size distribution analysis using digital image processing for pipeline hydro-transportation. Biosyst. Eng. 2013, 114, 97–112. [Google Scholar] [CrossRef]
- Juneja, A.; Kumar, D.; Singh, V.K.; Yadvika; Singh, V. Chemical Free Two-Step Hydrothermal Pretreatment to Improve Sugar Yields from Energy Cane. Energies 2020, 13, 5805. [Google Scholar] [CrossRef]
- Wu, R.; Liu, W.; Li, L.; Ren, Q.; Jiang, C.; Hou, Q. Combination of hydrothermal and chemi-mechanical pretreatments to enhance enzymatic hydrolysis of poplar branches and insights on cellulase adsorption. Bioresour. Technol. 2021, 342, 126024. [Google Scholar] [CrossRef] [PubMed]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of structural carbohydrates and lignin in biomass. Lab. Anal. Proced. 2008, 1617, 1–16. [Google Scholar]
- Imman, S.; Arnthong, J.; Burapatana, V.; Champreda, V.; Laosiripojana, N. Effects of acid and alkali promoters on compressed liquid hot water pretreatment of rice straw. Bioresour. Technol. 2014, 171, 29–36. [Google Scholar] [CrossRef]
- Imman, S.; Arnthong, J.; Burapatana, V.; Champreda, V.; Laosiripojana, N. Fractionation of rice straw by a single-step solvothermal process: Effects of solvents, acid promoters, and microwave treatment. Renew. Energy 2015, 83, 663–673. [Google Scholar] [CrossRef]
- Phitsuwan, P.; Sakka, K.; Ratanakhanokchai, K. Improvement of lignocellulosic biomass in planta: A review of feedstocks, biomass recalcitrance, and strategic manipulation of ideal plants designed for ethanol production and processability. Biomass Bioenergy 2013, 58, 390–405. [Google Scholar] [CrossRef]
- Heiss-Blanquet, S.; Zheng, D.; Ferreira, N.L.; Lapierre, C.; Baumberger, S. Effect of pretreatment and enzymatic hydrolysis of wheat straw on cell wall composition, hydrophobicity and cellulase adsorption. Bioresour. Technol. 2011, 102, 5938–5946. [Google Scholar] [CrossRef] [PubMed]
- Monteiro, C.R.M.; Ávila, P.F.; Pereira, M.A.F.; Pereira, G.N.; Bordignon, S.E.; Zanella, E.; Stambuk, B.U.; de Oliveira, D.; Goldbeck, R.; Poletto, P. Hydrothermal treatment on depolymerization of hemicellulose of mango seed shell for the production of xylooligosaccharides. Carbohydr. Polym. 2021, 253, 117274. [Google Scholar] [CrossRef]
- Sun, D.; Sun, S.C.; Wang, B.; Sun, S.F.; Shi, Q.; Zheng, L.; Wang, S.F.; Liu, S.J.; Li, M.F.; Cao, X.F.; et al. Effect of various pretreatments on improving cellulose enzymatic digestibility of tobacco stalk and the structural features of co-produced hemicelluloses. Bioresour. Technol. 2020, 297, 122471. [Google Scholar] [CrossRef] [PubMed]
- Dimitrellos, G.; Lyberatos, G.; Antonopoulou, G. Does acid addition improve liquid hot water pretreatment of lignocellulosic biomass towards biohydrogen and biogas production? Sustainability 2020, 12, 8935. [Google Scholar] [CrossRef]
- Bokhari, S.M.Q.; Chi, K.; Catchmark, J.M. Structural and physico-chemical characterization of industrial hemp hurd: Impacts of chemical pretreatments and mechanical refining. Ind. Crops Prod. 2021, 171, 113818. [Google Scholar] [CrossRef]
- Jiang, J.; Wang, J.; Zhang, X.; Wolcott, M. Microstructure change in wood cell wall fracture from mechanical pretreatment and its influence on enzymatic hydrolysis. Ind. Crops Prod. 2017, 97, 498–508. [Google Scholar] [CrossRef] [Green Version]


{kind=link}
{kind=link}
{kind=link}
| Temperature (°C) | Time (min) | E Mechanical (kWh/kg) | E LHW (kWh/kg) | E Drying (kWh/kg) |
|---|---|---|---|---|
| 140 | 30 60 | 0.532 0.321 | 6.628 6.534 | 0.649 0.650 |
| 165 | 30 60 | 0.126 0.102 | 9.964 9.972 | 0.650 0.652 |
| 180 | 30 60 | 0.033 0.025 | 16.567 16.639 | 0.659 0.660 |
| Temperature (°C) | Reducing Sugars (kg/kg Biomass) | Total Energy Consumption (kWh/kg Biomass) | Energy Efficiency (kg FS/kWh) | Waste Generation (kg Waste/kg Product) | ||||
|---|---|---|---|---|---|---|---|---|
| 30 min | 60 min | 30 min | 60 min | 30 min | 60 min | 30 min | 60 min | |
| 140 | 0.095 | 0.152 | 17.808 | 17.505 | 0.0055 | 0.0088 | 26.71 | 15.34 |
| 165 | 0.421 | 0.432 | 10.740 | 10.726 | 0.0396 | 0.0406 | 8.42 | 8.9 |
| 180 | 0.488 | 0.487 | 17.259 | 17.324 | 0.0283 | 0.0282 | 7.21 | 7.23 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Phojaroen, J.; Jiradechakorn, T.; Kirdponpattara, S.; Sriariyanun, M.; Junthip, J.; Chuetor, S. Performance Evaluation of Combined Hydrothermal-Mechanical Pretreatment of Lignocellulosic Biomass for Enzymatic Enhancement. Polymers 2022, 14, 2313. https://doi.org/10.3390/polym14122313
Phojaroen J, Jiradechakorn T, Kirdponpattara S, Sriariyanun M, Junthip J, Chuetor S. Performance Evaluation of Combined Hydrothermal-Mechanical Pretreatment of Lignocellulosic Biomass for Enzymatic Enhancement. Polymers. 2022; 14(12):2313. https://doi.org/10.3390/polym14122313
Chicago/Turabian StylePhojaroen, Jiraporn, Thitirat Jiradechakorn, Suchata Kirdponpattara, Malinee Sriariyanun, Jatupol Junthip, and Santi Chuetor. 2022. "Performance Evaluation of Combined Hydrothermal-Mechanical Pretreatment of Lignocellulosic Biomass for Enzymatic Enhancement" Polymers 14, no. 12: 2313. https://doi.org/10.3390/polym14122313
APA StylePhojaroen, J., Jiradechakorn, T., Kirdponpattara, S., Sriariyanun, M., Junthip, J., & Chuetor, S. (2022). Performance Evaluation of Combined Hydrothermal-Mechanical Pretreatment of Lignocellulosic Biomass for Enzymatic Enhancement. Polymers, 14(12), 2313. https://doi.org/10.3390/polym14122313