
Quebracho Tannin Bio-Based Adhesives for Plywood
 , ,
, ,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Adhesive Preparation
2.2.2. Adhesive Characterization
2.2.3. Plywood Preparation
2.2.4. Plywood Characterization
2.2.5. Data Analysis
3. Results & Discussion
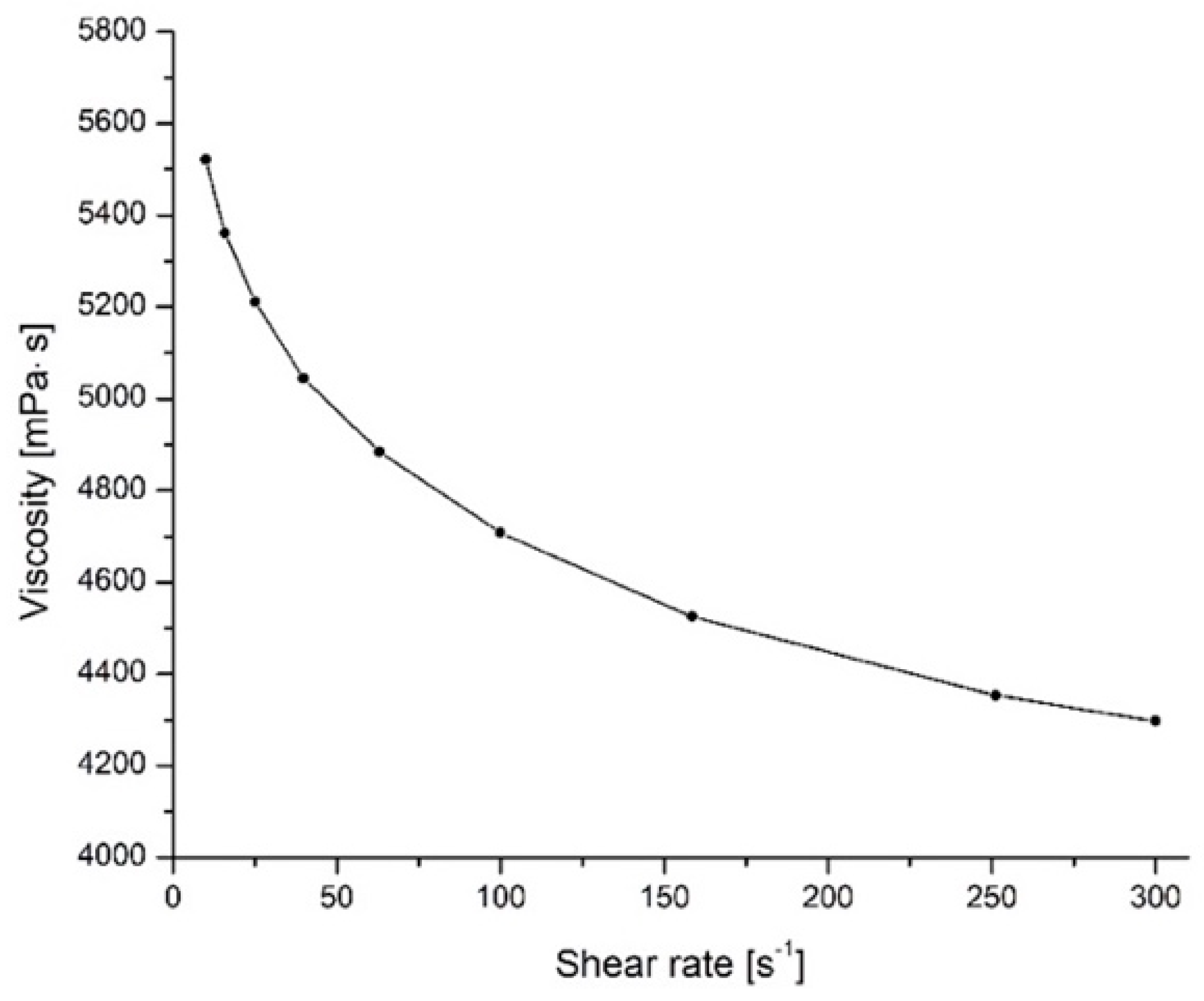
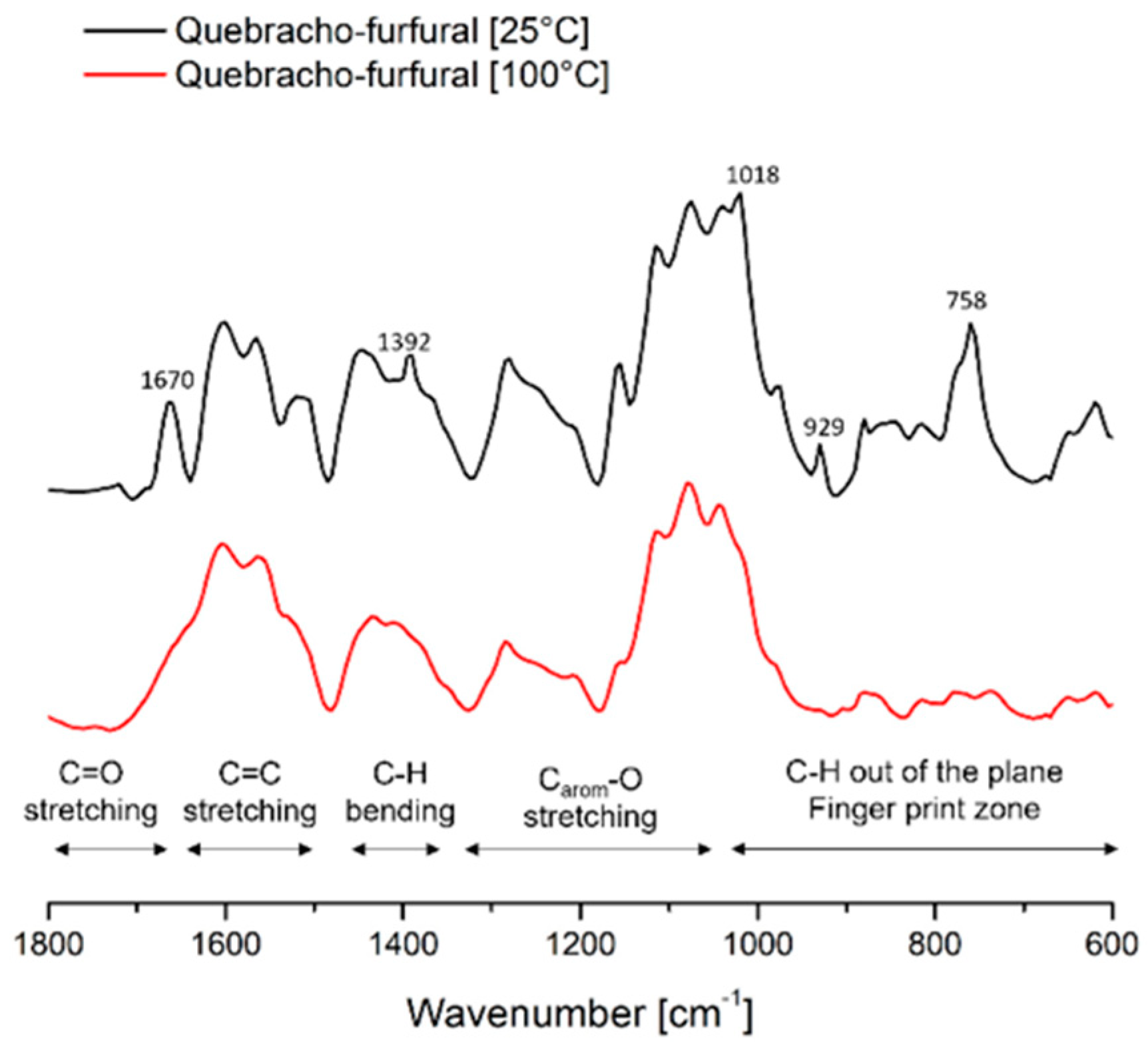
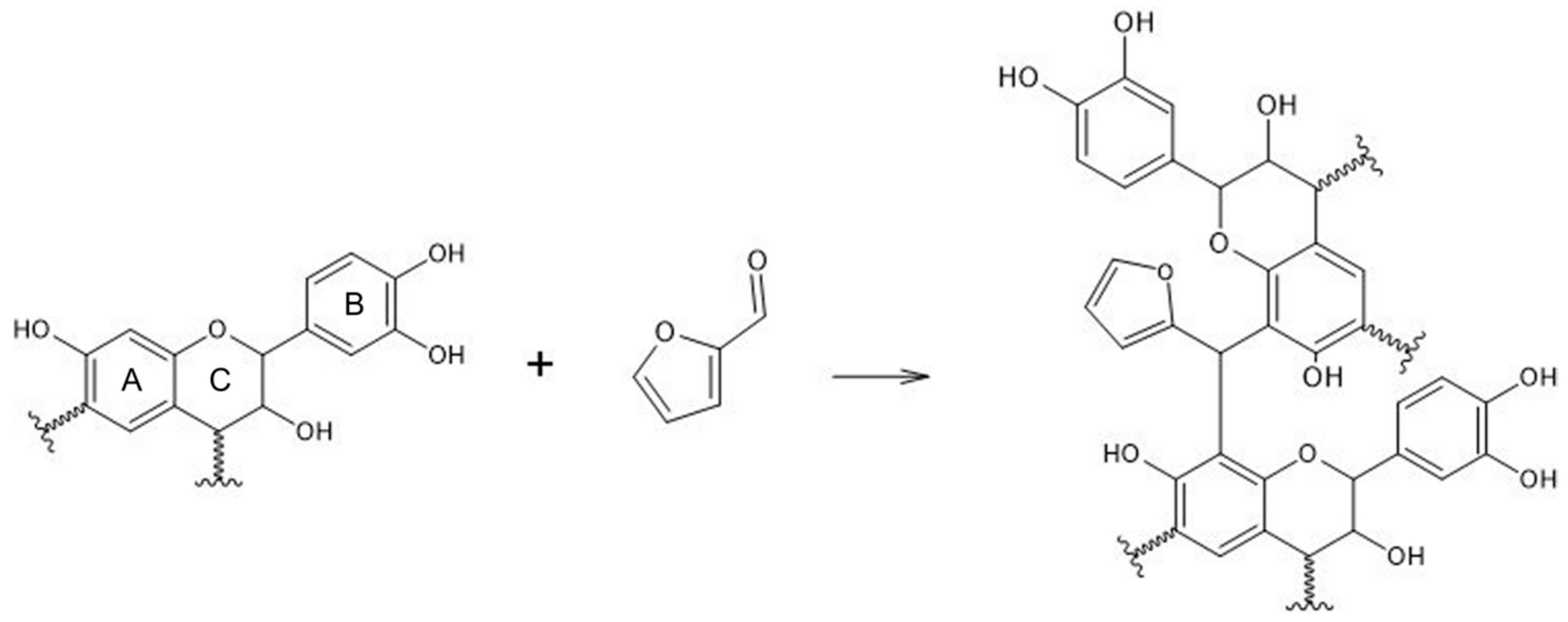
3.1. Adhesive Characterization
3.2. Plywood Characterization
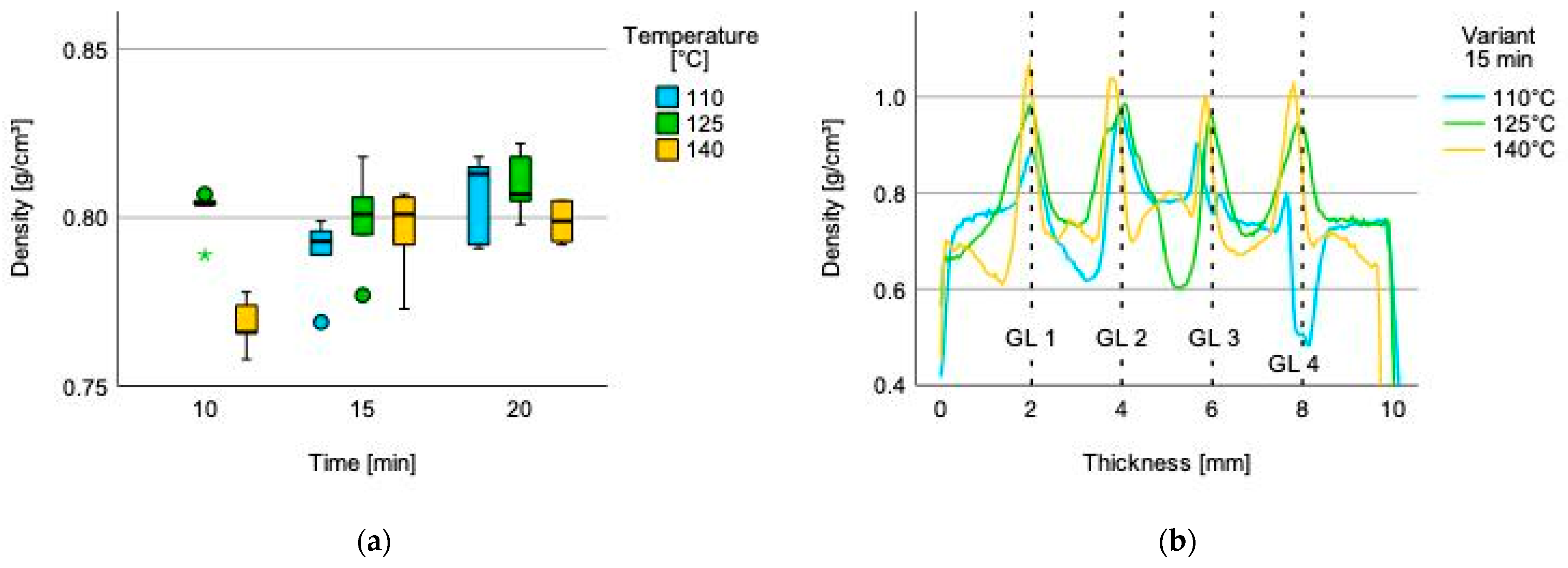
3.2.1. Density
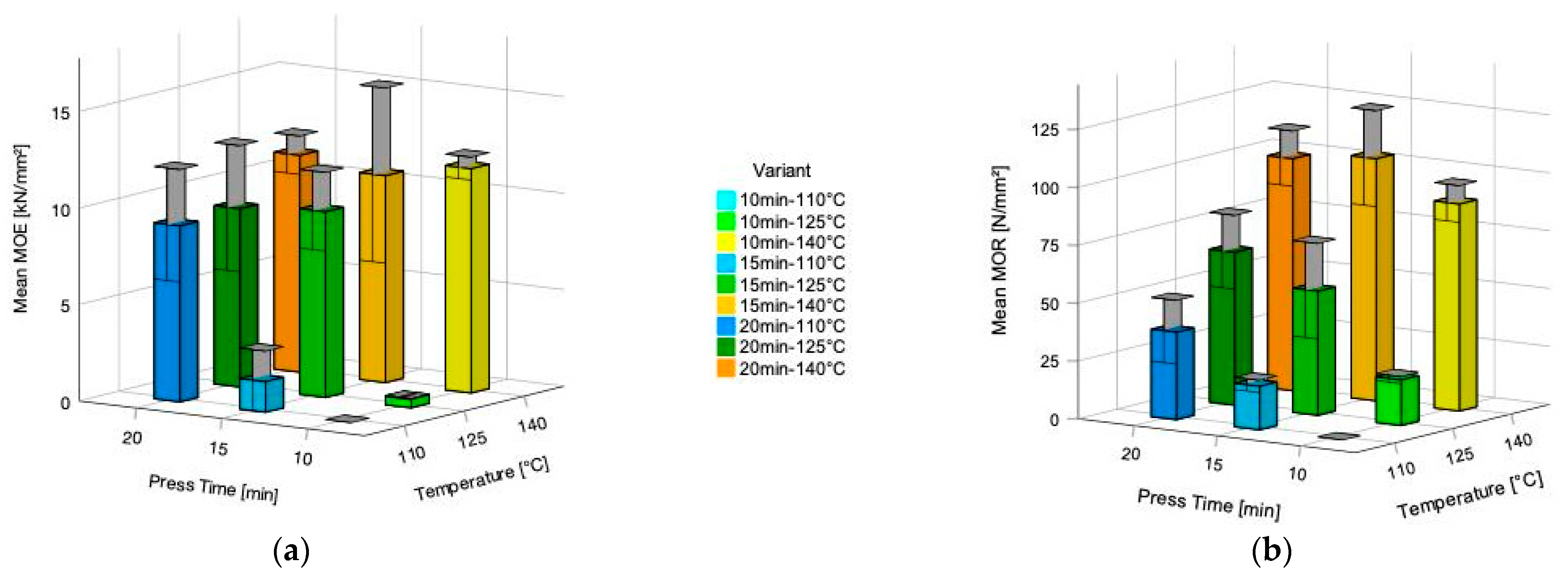
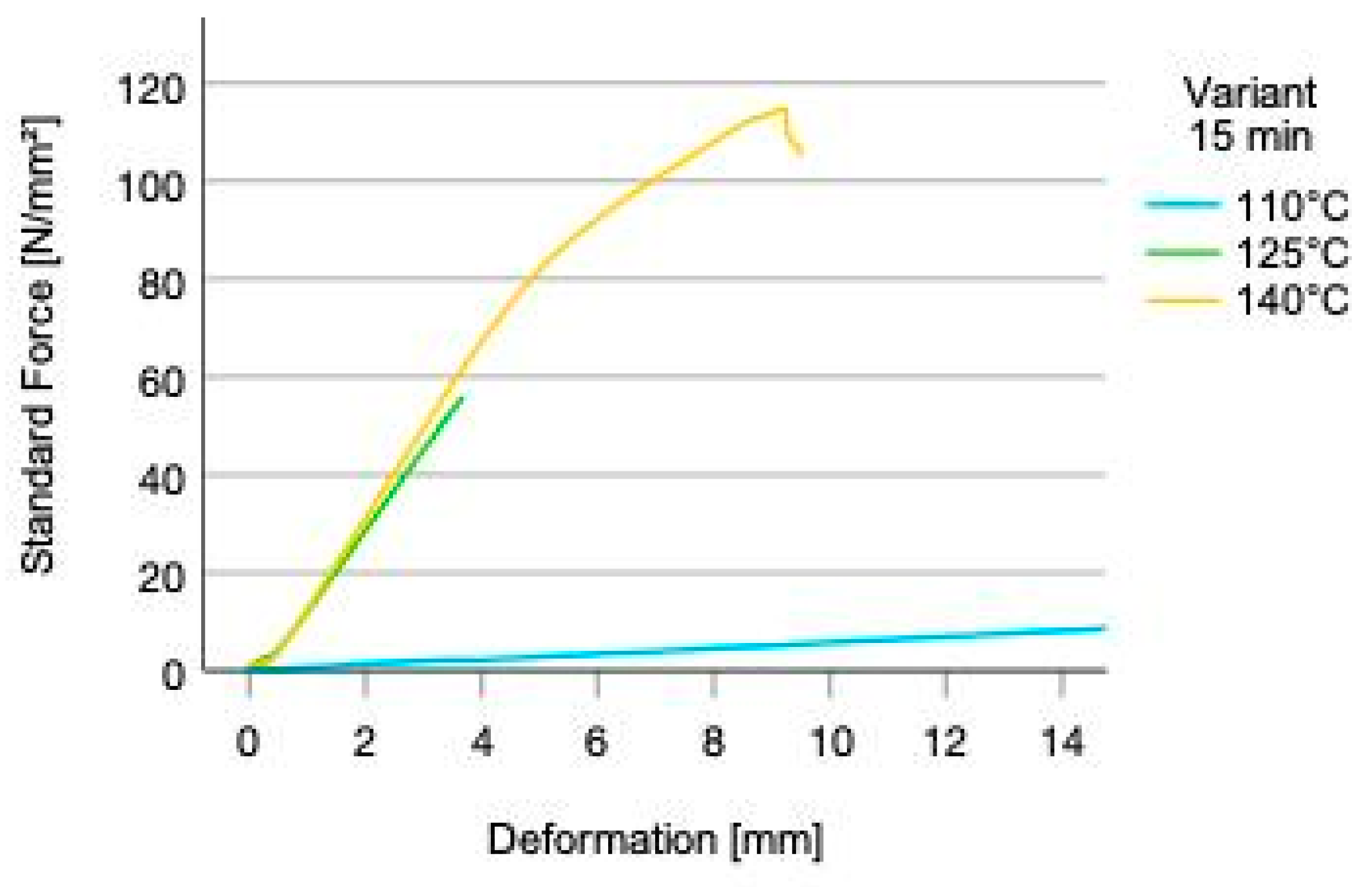
3.2.2. Bending Properties
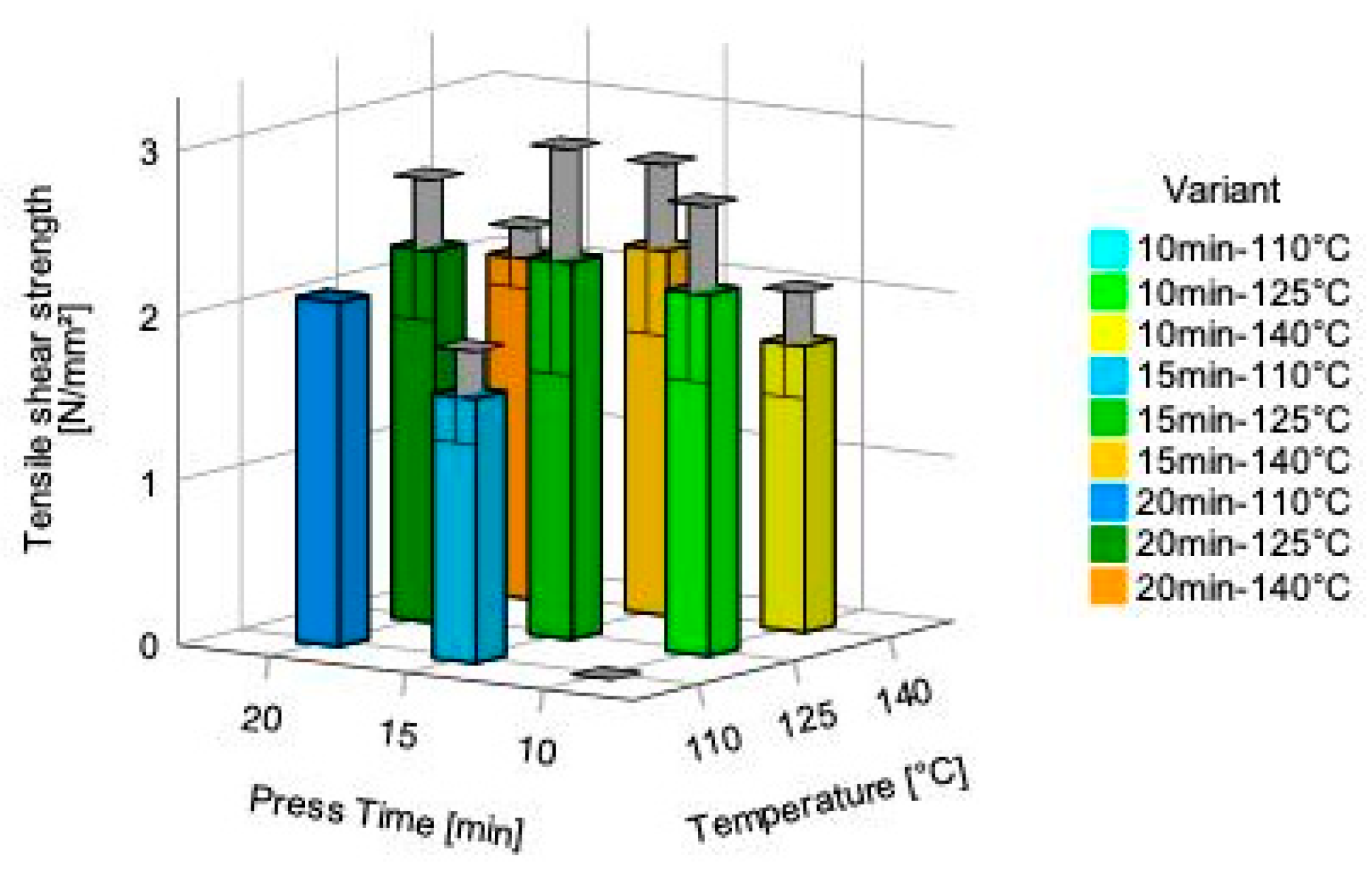
3.2.3. Tensile Shear Strength
3.2.4. Statistical Considerations
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Beyer, G.; Defays, M.; Fischer, M.; Fletcher, J.; de Munck, E.; de Jaeger, F.; Van Riet, C.; Vandeweghe, K.; Wijnendaele, K. Tackle Clim. Change—Use Wood; CEI-Bois: Brussels, Belgium, 2011; p. 84. [Google Scholar]
- Oliver, C.D.; Nassar, N.T.; Lippke, B.R.; McCarter, J.B. Carbon, Fossil Fuel, and Biodiversity Mitigation with Wood and Forests. J. Sustain. For. 2014, 33, 248–275. [Google Scholar] [CrossRef]
- Moncaster, A.M.; Pomponi, F.; Symons, K.E.; Guthrie, P.M. Why Method Matters: Temporal, Spatial and Physical Variations in LCA and Their Impact on Choice of Structural System. Energy Build. 2018, 173, 389–398. [Google Scholar] [CrossRef]
- Churkina, G.; Organschi, A.; Reyer, C.P.O.; Ruff, A.; Vinke, K.; Liu, Z.; Reck, B.K.; Graedel, T.E.; Schellnhuber, H.J. Buildings as a Global Carbon Sink. Nat. Sustain. 2020, 3, 269–276. [Google Scholar] [CrossRef]
- Irle, M.; Barbu, M.C. Wood-Based Panels: An Introduction for Specialists; Thoemen, M., Irle, M., Sernek, M., Eds.; Cost Action E49; Brunel University Press: London, UK, 2010; pp. 1–94. [Google Scholar]
- Klarić, S.; Obučina, M. New Trends in Engineering Wood Technologies. Lect. Notes Netw. Syst. 2020, 76, 712–727. [Google Scholar] [CrossRef]
- Heinrich, L.A. Future Opportunities for Bio-Based Adhesives-Advantages beyond Renewability. Green Chem. 2019, 21, 1866–1888. [Google Scholar] [CrossRef]
- Alliedmarketresearch. Available online: https://www.alliedmarketresearch.com/bioadhesives-market-A11324 (accessed on 27 May 2022).
- Marketsandmarkets. Available online: https://www.marketsandmarkets.com/Market-Reports/bioadhesive-market-16386893.html (accessed on 27 May 2022).
- Hemmilä, V.; Adamopoulos, S.; Karlsson, O.; Kumar, A. Development of Sustainable Bio-Adhesives for Engineered Wood Panels-A Review. RSC Adv. 2017, 7, 38604–38630. [Google Scholar] [CrossRef]
- Ferdosian, F.; Pan, Z.; Gao, G.; Zhao, B. Bio-Based Adhesives and Evaluation for Wood Composites Application. Polymers 2017, 9, 70. [Google Scholar] [CrossRef]
- Kristak, L.; Antov, P.; Bekhta, P.; Lubis, M.A.R.; Iswanto, A.H.; Reh, R.; Sedliacik, J.; Savov, V.; Taghiyari, H.R.; Papadopoulos, A.N.; et al. Recent Progress in Ultra-Low Formaldehyde Emitting Adhesive Systems and Formaldehyde Scavengers in Wood-Based Panels: A Review. Wood Mater. Sci. Eng. 2022. [Google Scholar] [CrossRef]
- Oktay, S.; Kızılcan, N.; Bengü, B. Development of Bio-Based Cornstarch—Mimosa Tannin—Sugar Adhesive for Interior Particleboard Production. Ind. Crops Prod. 2021, 170, 113689. [Google Scholar] [CrossRef]
- Paul, G.B.; Timar, M.C.; Zeleniuc, O.; Lunguleasa, A.; Coșereanu, C. Mechanical Properties and Formaldehyde Release of Particleboard Made with Lignin-Based Adhesives. Appl. Sci. 2021, 11, 8720. [Google Scholar] [CrossRef]
- Lubis, M.A.R.; Labib, A.; Sudarmanto; Akbar, F.; Nuryawan, A.; Antov, P.; Kristak, L.; Papadopoulos, A.N.; Pizzi, A. Influence of Lignin Content and Pressing Time on Plywood Properties Bonded with Cold-Setting Adhesive Based on Poly (Vinyl Alcohol), Lignin, and Hexamine. Polymers 2022, 14, 2111. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Shi, R.; Xu, Y.; Chen, M.; Zhang, J.; Gao, Q.; Li, J. Developing a Stable High-Performance Soybean Meal-Based Adhesive Using a Simple High-Pressure Homogenization Technology. J. Clean. Prod. 2020, 256, 120336. [Google Scholar] [CrossRef]
- Ghahri, S.; Pizzi, A.; Hajihassani, R. A Study of Concept to Prepare Totally Biosourced Wood Adhesives from Only Soy Protein and Tannin. Polymers 2022, 14, 1150. [Google Scholar] [CrossRef]
- Pizzi, A. Recent Developments in Eco-Efficient Bio-Based Adhesives for Wood Bonding: Opportunities and Issues. J. Adhes. Sci. Technol. 2006, 20, 829–846. [Google Scholar] [CrossRef]
- Shirmohammadli, Y.; Efhamisisi, D.; Pizzi, A. Tannins as a Sustainable Raw Material for Green Chemistry: A Review. Ind. Crops Prod. 2018, 126, 316–332. [Google Scholar] [CrossRef]
- Pizzi, A.; Mittal, K.L. Handbook of Adhesive Technology, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2017; pp. 223–262. [Google Scholar] [CrossRef]
- Xu, Y.; Guo, L.; Zhang, H.; Zhai, H.; Ren, H. Research Status, Industrial Application Demand and Prospects of Phenolic Resin. RSC Adv. 2019, 9, 28924–28935. [Google Scholar] [CrossRef] [PubMed]
- Arias, A.; González-García, S.; Feijoo, G.; Moreira, M.T. Tannin-Based Bio-Adhesives for the Wood Panel Industry as Sustainable Alternatives to Petrochemical Resins. J. Ind. Ecol. 2021, 26, 627–642. [Google Scholar] [CrossRef]
- Pizzi, A. The Chemistry and Development of Tannin/Urea–Formaldehyde Condensates for Exterior Wood Adhesives. J. Appl. Polym. Sci. 1979, 23, 2777–2792. [Google Scholar] [CrossRef]
- Navarrete, P.; Pizzi, A.; Pasch, H.; Rode, K.; Delmotte, L. Characterization of Two Maritime Pine Tannins as Wood Adhesives. J. Adhes. Sci. Technol. 2013, 27, 2462–2479. [Google Scholar] [CrossRef]
- Engozogho Anris, S.P.; Bikoro Bi Athomo, A.; Safou-Tchiama, R.; Leroyer, L.; Vidal, M.; Charrier, B. Development of Green Adhesives for Fiberboard Manufacturing, Using Okoume Bark Tannins and Hexamine–Characterization by 1H NMR, TMA, TGA and DSC Analysis. J. Adhes. Sci. Technol. 2021, 35, 436–449. [Google Scholar] [CrossRef]
- Ballerini, A.; Despres, A.; Pizzi, A. Non-Toxic, Zero Emission Tannin-Glyoxal Adhesives for Wood Panels. Holz Roh-Werkst. 2005, 63, 477–478. [Google Scholar] [CrossRef]
- Kabbour, M.; Luque, R. Furfural as a Platform Chemical: From Production to Applications. In Biomass, Biofuels, Biochemicals—Recent Advances in Development of Platform Chemicals; Saravanamurugan, S., Pandey, A., Riisager, A., Eds.; Elsevier B.V.: Amsterdam, The Netherlands, 2020. [Google Scholar] [CrossRef]
- Bozell, J.J.; Petersen, G.R. Technology Development for the Production of Biobased Products from Biorefinery Carbohydrates—The US Department of Energy’s “Top 10” Revisited. Green Chem. 2010, 12, 539–555. [Google Scholar] [CrossRef]
- Cesprini, E.; Šket, P.; Causin, V.; Zanetti, M. Development of Quebracho (Schinopsis balansae) Tannin-Based Thermoset Resins. Polymers 2021, 13, 4412. [Google Scholar] [CrossRef] [PubMed]
- EN 323; Wood-Based Panels—Determination of Density. European Committee for Standardization: Brussels, Belgium, 2005.
- Spulle, U.; Meija, A.; Kūlinš, L.; Kopeika, E.; Liepa, K.H.; Šillers, H.; Zudrags, K. Influence of Hot Pressing Technological Parameters on Plywood Bending Properties. BioResources 2021, 16, 7550–7561. [Google Scholar] [CrossRef]
- EN 314-1; Plywood—Bonding Quality—Test Methods. European Committee for Standardization: Brussels, Belgium, 2005.
- EN 310; Wood-Based Panels—Determination of Modulus of Elasticity in Bending and of Bending Strength. European Committee for Standardization: Brussels, Belgium, 2005.
- Navarrete, P.; Pizzi, A.; Tapin-Lingua, S.; Benjelloun-Mlayah, B.; Pasch, H.; Rode, K.; Delmotte, L.; Rigolet, S. Low Formaldehyde Emitting Biobased Wood Adhesives Manufactured from Mixtures of Tannin and Glyoxylated Lignin. J. Adhes. Sci. Technol. 2012, 26, 1667–1684. [Google Scholar] [CrossRef]
- Hauptt, R.A.; Sellers, T. Characterizations of Phenol-Formaldehyde Resol Resins. Ind. Eng. Chem. Res. 1994, 33, 693–697. [Google Scholar] [CrossRef]
- Ricci, A.; Olejar, K.J.; Parpinello, G.P.; Kilmartin, P.A.; Versari, A. Application of Fourier Transform Infrared (FTIR) Spectroscopy in the Characterization of Tannins. Appl. Spectrosc. Rev. 2015, 50, 407–442. [Google Scholar] [CrossRef]
- Tondi, G.; Petutschnigg, A. Middle Infrared (ATR FT-MIR) Characterization of Industrial Tannin Extracts. Ind. Crops Prod. 2015, 65, 422–428. [Google Scholar] [CrossRef]
- Mohamad, N.; Abd-Talib, N.; Kelly Yong, T.L. Furfural Production from Oil Palm Frond (OPF) under Subcritical Ethanol Conditions. Mater. Today Proc. 2020, 31, 116–121. [Google Scholar] [CrossRef]
- Kane, S.N.; Mishra, A.; Dutta, A.K. Synthesis of Furfural from Water Hyacinth (Eichornia croassipes) This. Mater. Sci. Eng. 2017, 172, 012027. [Google Scholar] [CrossRef]
- Tondi, G. Tannin-Based Copolymer Resins: Synthesis and Characterization by Solid State 13C NMR and FT-IR Spectroscopy. Polymers 2017, 9, 223. [Google Scholar] [CrossRef] [PubMed]
- Wagenführ, A.; Scholz, F. Taschenbuch der Holztechnik; Carl Hanser Verlag: München, Germany, 2008. [Google Scholar]
- Jorda, J.; Kain, G.; Barbu, M.-C.; Petutschnigg, A.; Král, P. Influence of Adhesive Systems on the Mechanical and Physical Properties of Flax Fiber Reinforced Beech Plywood. Polymers 2021, 13, 3086. [Google Scholar] [CrossRef] [PubMed]
- Jorda, J.; Kain, G.; Barbu, M.-C.; Köll, B.; Petutschnigg, A.; Král, P. Mechanical Properties of Cellulose and Flax Fiber Unidirectional Reinforced Plywood. Polymers 2022, 14, 843. [Google Scholar] [CrossRef] [PubMed]
- Mansouri, H.R.; Pizzi, A.; Leban, J.M. Improved Water Resistance of UF Adhesives for Plywood by Small PMDI Additions. Holz Roh-Werkst. 2006, 64, 218–220. [Google Scholar] [CrossRef]
- Luo, J.; Luo, J.; Gao, Q.; Li, J. Effects of Heat Treatment on Wet Shear Strength of Plywood Bonded with Soybean Meal-Based Adhesive. Ind. Crops Prod. 2015, 63, 281–286. [Google Scholar] [CrossRef]
- Bekhta, P.; Hiziroglu, S.; Shepelyuk, O. Properties of Plywood Manufactured from Compressed Veneer as Building Material. Mater. Des. 2009, 30, 947–953. [Google Scholar] [CrossRef]
- Cabral, J.P.; Kafle, B.; Subhani, M.; Reiner, J.; Ashraf, M. Densification of Timber: A Review on the Process, Material Properties, and Application. J. Wood Sci. 2022, 68, 20. [Google Scholar] [CrossRef]
- Niemz, P. Physik des Holzes und der Holzwerkstoffe; DRW Verlag Weinbrenner: Leinfelden-Echterdingen, Germany, 1993. [Google Scholar]
- DIN 68705-5; Sperrholz Teil 5—Bau-Furniersperrholz aus Buche. Deutsches Institut für Normung: Berlin, Germany, 1980.
- Hrázský, J.; Král, P. Assessing the Bending Strength and Modulus of Elasticity in Bending of Exterior Foiled Plywoods in Relation to Their Construction. J. For. Sci. 2005, 51, 77–94. [Google Scholar] [CrossRef]
- Biadała, T.; Czarnecki, R.; Dukarska, D. Water Resistant Plywood of Increased Elasticity Produced from European Wood Species. Wood Res. 2020, 65, 111–124. [Google Scholar] [CrossRef]
- Dieste, A.; Krause, A.; Bollmus, S.; Militz, H. Physical and Mechanical Properties of Plywood Produced with 1.3-Dimethylol-4.5-Dihydroxyethyleneurea (DMDHEU)-Modified Veneers of Betula sp. and Fagus Sylvatica. Holz Roh-Werkst. 2008, 66, 281–287. [Google Scholar] [CrossRef]
- Lohmann, U. Holz Handbuch; DRW: Echterdingen-Leinenfelden, Germany, 2010; pp. 46–47. [Google Scholar]
- Réh, R.; Krišťák, Ľ.; Sedliačik, J.; Bekhta, P.; Božiková, M.; Kunecová, D.; Vozárová, V.; Tudor, E.M.; Antov, P.; Savov, V. Utilization of Birch Bark as an Eco-Friendly Filler in Urea-Formaldehyde Adhesives for Plywood Manufacturing. Polymers 2021, 13, 511. [Google Scholar] [CrossRef] [PubMed]
- Bal, B.C.; Bektaþ, Ý. Some Mechanical Properties of Plywood Produced from Eucalyptus, Beech, and Poplar Veneer. Maderas. Cienc. Tecnol. 2014, 16, 99–108. [Google Scholar] [CrossRef]
- EN 314-2; Plywood—Bonding Quality—Part 2 Requierments. European Committee for Standardization: Brussels, Belgium, 2005.
- Xi, X.; Pizzi, A.; Frihart, C.R.; Lorenz, L.; Gerardin, C. Tannin Plywood Bioadhesives with Non-Volatile Aldehydes Generation by Specific Oxidation of Mono- and Disaccharides. Int. J. Adhes. Adhes. 2020, 98, 102499. [Google Scholar] [CrossRef]
- Hafiz, N.L.M.; Tahir, P.M.D.; Hua, L.S.; Abidin, Z.Z.; Sabaruddin, F.A.; Yunus, N.M.; Abdullah, U.H.; Abdul Khalil, H.P.S. Curing and Thermal Properties of Co-Polymerized Tannin Phenol-Formaldehyde Resin for Bonding Wood Veneers. J. Mater. Res. Technol. 2020, 9, 6994–7001. [Google Scholar] [CrossRef]
- Pizzi, A.; Scharfetter, H.O. The Chemistry and Development of Tannin-based Adhesives for Exterior Plywood. J. Appl. Polym. Sci. 1978, 22, 1745–1761. [Google Scholar] [CrossRef]
- Ayla, C.; Parameswaran, N. Macro- and Microtechnological Studies on Beechwood Panels Bonded with Pinus Brutia Bark Tannin. Holz Roh-Werkst. 1980, 38, 449–459. [Google Scholar] [CrossRef]
- Ferreira, É.D.S.; Lelis, R.C.C.; Brito, E.D.O.; Iwakiri, S. Use of Tannin from Pinus oocarpa Bark for Manufacture of Plywood. In Proceedings of the LI International Convention of Society of Wood Science and Technology, Concepción, Chile, 10–12 November 2008; pp. 10–12. [Google Scholar]
- Sedliačik, J.; Bekhta, P.; Potapova, O. Technology of Low-Temperature Production of Plywood Bonded with Modified Phenol-Formaldehyde Resin. Wood Res. 2010, 55, 123–130. [Google Scholar]
- Moubarik, A.; Pizzi, A.; Allal, A.; Charrier, F.; Charrier, B. Cornstarch and Tannin in Phenol-Formaldehyde Resins for Plywood Production. Ind. Crops Prod. 2009, 30, 188–193. [Google Scholar] [CrossRef]
- Stefani, P.M.; Peña, C.; Ruseckaite, R.A.; Piter, J.C.; Mondragon, I. Processing Conditions Analysis of Eucalyptus Globulus Plywood Bonded with Resol-Tannin Adhesives. Bioresour. Technol. 2008, 99, 5977–5980. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Time [min] | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| 10 | 15 | 200 | |||||||
| Temperature [°C] | 110 | 125 | 140 | 110 | 125 | 140 | 110 | 125 | 140 |
| Number of Test Specimens N | |||||||||
| Density | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 |
| Density profile | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 |
| Thickness | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 |
| MOE/MOR | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 |
| TSS dry state and 24 h | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 |
| Properties | Variable | Mean Square | F-Value | p-Value |
|---|---|---|---|---|
| Density | Temperature | 0.001 | 4.671 | 0.016 * |
| Time | 0.001 | 6.021 | 0.005 * | |
| Thickness | Temperature | 0.654 | 90.577 | <0.001 * |
| Time | 0.036 | 0.876 | 0.425 | |
| MOE | Temperature | 130,074,609 | 7.985 | 0.001 * |
| Time | 489,227,828.8 | 2.360 | 0.108 | |
| MOR | Temperature | 17,277.397 | 47.926 | <0.001 * |
| Time | 609.421 | 0.483 | 0.621 | |
| TSS | Temperature | 0.360 | 1.850 | 0.178 |
| Time | 0.206 | 0.994 | 0.384 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jorda, J.; Cesprini, E.; Barbu, M.-C.; Tondi, G.; Zanetti, M.; Král, P. Quebracho Tannin Bio-Based Adhesives for Plywood. Polymers 2022, 14, 2257. https://doi.org/10.3390/polym14112257
Jorda J, Cesprini E, Barbu M-C, Tondi G, Zanetti M, Král P. Quebracho Tannin Bio-Based Adhesives for Plywood. Polymers. 2022; 14(11):2257. https://doi.org/10.3390/polym14112257
Chicago/Turabian StyleJorda, Johannes, Emanuele Cesprini, Marius-Cătălin Barbu, Gianluca Tondi, Michela Zanetti, and Pavel Král. 2022. "Quebracho Tannin Bio-Based Adhesives for Plywood" Polymers 14, no. 11: 2257. https://doi.org/10.3390/polym14112257
APA StyleJorda, J., Cesprini, E., Barbu, M.-C., Tondi, G., Zanetti, M., & Král, P. (2022). Quebracho Tannin Bio-Based Adhesives for Plywood. Polymers, 14(11), 2257. https://doi.org/10.3390/polym14112257