1. Introduction
Among the products produced using lactic acid (LA), poly-lactic acid (PLA) is a bioplastic that could replace petrochemical polymers [
1,
2]. PLA is also considered an eco-friendly plastic as it is biodegradable and compostable, as it is extracted from renewable resources, such as sugar and starch [
3,
4]. In general, the PLA production process consists of a prepolymer section, a lactide section, and ring opening polymerization (ROP) [
5]. In the pre-polymer step, crude LA is placed into the evaporator to remove water, and after evaporating the water, the concentrated LA is introduced into the pre-polymer reactor for reaction [
6,
7,
8]. After the reaction has been completed, in the lactide step, the pre-polymer is placed into the lactide reactor for polymerization [
9,
10,
11]. In particular, the evaporation process of the pre-polymer section, which is a process of concentrating low-purity LA into high-purity LA, is considered a high-cost process, as a large amount of steam energy is consumed in the evaporation of low-purity LA [
12]. In addition, in many multiple-unit operations, utilities, such as steam and electricity, are used across multiple-unit operations and recycled from one unit operation to another, but in PLA production, steam and electricity are not generated by other processes and, thus, the cost of utilities is significantly high. Thus, the use of PLA is currently hindered by low economic efficiency due to the low productivity and high cost of the production process.
To solve this problem, studies are being actively conducted to improve the productivity of PLA and reduce the cost of the production process. Park et al. attempted to reduce energy consumption by designing a PLA production process by changing the separation method using the SSO-88 catalyst for the lactide section [
5]. The lactide yield was maintained at 94% in the rapid reaction state, and energy consumption was reduced. Tong et al. increased the yield and productivity of LA through purification using an anion exchanger, amberlite IRA-92, of feed using paper sludge as a cellulose feedstock [
13]. A yield of 82.6% was achieved by increasing the PH to the range of 5.0 to 6.0 using the anion exchanger. Although LA purification using solvent extraction is simple and enables continuous operation, there are problems associated with the use of chemical substances and the drop in distribution coefficients. Madzingaidzo et al. focused on the fact that amino acid migration is similar to LA and concentrated the LA to 150 g/L through purification using mono- and bi-polar electro dialysis [
14]. There were, however, problems with membrane fouling and polarization, and a large amount of electricity consumption and inefficiency in the production process were also major disadvantages. Oscar et al. obtained LA with significantly improved purity (80.1%) compared to that achievable in the existing process by LA purification using a reactive distillation column [
15]. However, there were problems of high installation cost and high energy consumption.
Despite the PLA productivity improvements and PLA production cost decreases realized thus far, the existing research has not yet overcome problems, such as cost increases, due to the addition of chemicals, process stability deterioration, high installation cost, and high sulfuric acid consumption. Due to their inability to allow continuous operation, there is a limit to their applicability for the PLA production process.
To address this problem, alternative evaporation processes for PLA production were designed in this research, and economic assessment was performed. The suggested alternative processes are the multiple-effect evaporation (MEE) process and thermal vapor recompression (TVR)-assisted evaporation process. Each alternative process was modeled to predict steam energy consumption. Then, the cost-optimal process was determined through techno economic analysis by calculating the total annual cost (TAC). The objectives of this work were to identify a cost-optimal alternative evaporation process for PLA production and to increase PLA usage in many industries for environmental protection by reducing the use of plastic, which is fabricated from petrochemicals. The novelty of our work can be summarized as follows. (1) This research represents the first attempt to decrease the cost of the evaporation process in PLA production by using MEE and TVR to recover waste energy efficiently from emitted vapor. (2) The results will enable PLA usage to be increased in many industries by providing a cost-optimal alternative evaporation process for PLA production. Hence, this work provides alternatives for handling environmental problems caused by petroleum-based plastic. (3) Finally, this work provides valuable insight into the many commercial industries of PLA production for achieving cost effectiveness and environmental protection.
2. Methodology
This section describes the methodology used to design the alternative processes for evaporation in PLA production. The suggested alternative processes are the MEE process and TVR-assisted evaporation process, and the alternative and conventional process models were developed by using Aspen Plus V10.0. Further, the specifications of each model are referred to as operating conditions of actual commercial plants.
2.1. Thermal Dynamic Model and Assumptions
The UNIQUAC activity coefficient model was used for the thermodynamic equations for process model development, and Haydon O’Connell, among the UNIQUAC models, was utilized to apply the vapor–liquid equilibrium binary parameters of LA and water to the simulation [
16,
17]. This thermodynamic model is mainly employed to determine the parameters of VLE and LLE in non-ideal chemical systems. In particular, the Hayden O’Connell equation is mainly used in processes involving organic acids because strong association and solvent effects can be considered [
18,
19].
The assumptions made to develop the models of the existing and alternative processes were as follows.
(1) Ignoring impurities, the composition of the feed was assumed to be LA 10 wt% and water 90 wt%. As it is a prior process for PLA production, the product composition was assumed to be LA 75 wt% and water 25 wt%. (2) In the three processes investigated, the feed was compressed through a pump, underwent heat exchange with steam or water for pre-heating, and was then fed into a distillation column. (3) In all processes, the number of stages of the distillation column was fixed at 11 stages, the feed location was at stage 5, and the reflux stream at the top of the tower entered at stage 1. (4) The steam used as a heat source was middle-pressure steam, and the temperature and pressure were assumed to be 180 °C and 9 kg/cm2, respectively. (5) When modeling the distillation column in Aspen plus V10.0, the calorific value of the reboiler could be simulated, but the amount, temperature, and pressure of steam flowing into the reboiler could not. Therefore, in this study, a virtual reboiler was added to predict the steam usage of the modeled distillation column. By setting the amount of heat calculated in the virtual reboiler and the amount of heat used in the distillation column to be the same, the amount of steam used in the distillation column was predicted.
2.2. Conventional Process
Figure 1 shows a diagram of conventional process model using single-effect evaporation (SEE). In the SEE process, the feed (FEED) of 90 wt% of water is compressed through the pump (P1) and then pre-heated into a series of heat exchangers (HX-F1, HX-F2). Pre-heating is performed using the waste heat of the vapor discharged from the distillation column during the evaporation process, and the waste heat is recovered by separating it into gas and liquid through a flash drum (FD). Finally, the pre-heated feed goes through an evaporation process in a distillation column (DC), and LA, which has a relatively high boiling point, comes out of the tower together with unevaporated water and has a lower boiling point than LA. Water is discharged in the form of gas to the top of the tower. Through a series of processes, the feed is concentrated to 75 wt% of water and discharged as a product (BOT). To model P1 and P2, the Pump model was used and HX-F1, HX-F2, and the reboiler (REB) were modeled using the HeatX model. Finally, the DC was simulated by using the RadFrac model.
Table 1 shows the detailed specifications of the conventional process model.
2.3. Alternative Processes
2.3.1. MEE Process
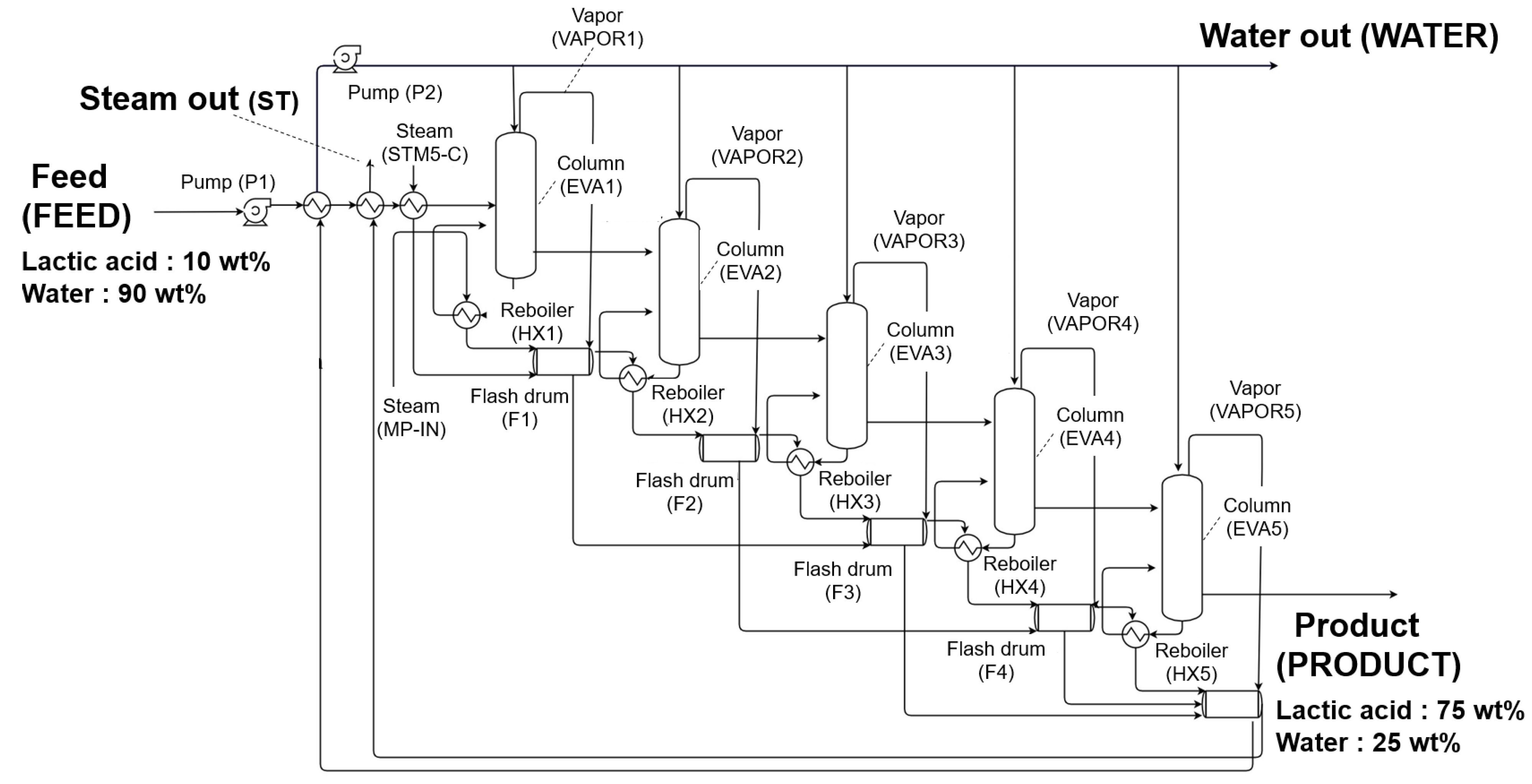
The MEE process includes several columns, and each reboiler recovers the waste heat of vapor discharged from each column during the evaporation process [
20].
Figure 2 shows a simplified diagram of alternative evaporation process model using MEE. First, the MEE process consists of pre-heating and evaporating LA, which is the feed (FEED). During the evaporation process, the MEE columns are arranged such that the pressure is gradually reduced, and the secondary vapor discharged from the previous column is reused as a heat medium for the next column. In the proposed process, during multi-stage distillation, the feed is compressed through a pump and pre-heated through heat exchange of waste water, and is then discharged from the bottom through five distillation columns. The steam used for heat exchange in the first column is combined with the vapor discharged from the top side after the heat exchange process in the flash vessel, and as the temperature of the vapor discharged from the flash vessel is relatively high, it is reused in the heat exchange process. Furthermore, the vapor and waste water discharged from the last flash vessel are refluxed into each distillation column after pre-heating the feed. If the above process is repeated until the last column, then the waste heat of the vapor can be reused remarkably, thereby reducing the amount of steam used in the reboiler as well as the energy consumption of the process. To model P1 and P2, the Pump model was used, and HX-FEED and HX-1–5 wee modeled by employing the HeatX model. Finally, EVA1–5 was simulated by using the RadFrac model.
Table 2 shows the detailed specifications of the alternative process model using MEE.
2.3.2. TVR-Assisted Evaporation Process
TVR is a technology for recovering waste heat as useful energy through mechanical compression [
21].
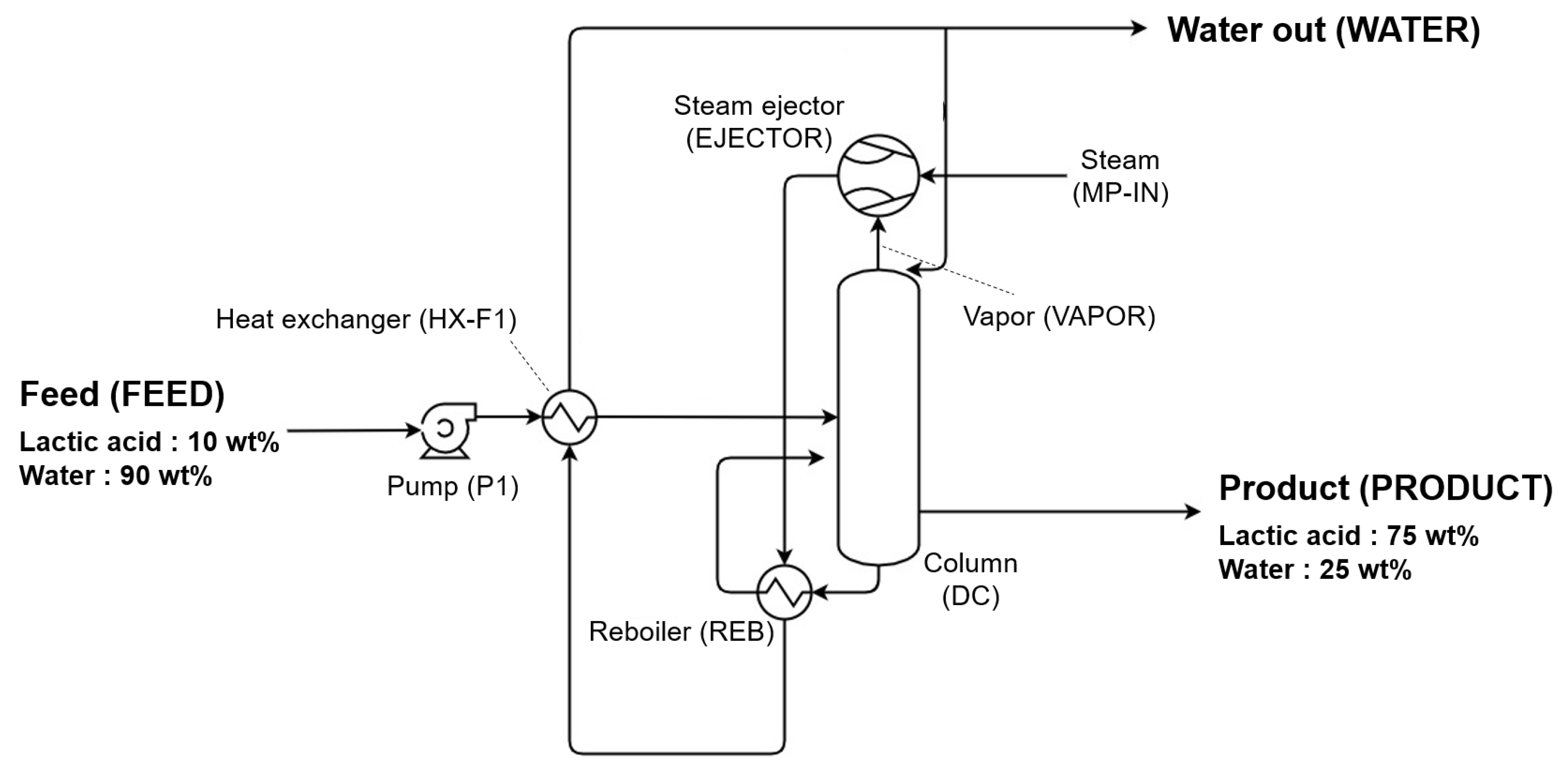
Figure 3 provides a simplified diagram of the alternative process model using TVR.
The TVR-assisted evaporation process recovers waste heat from discharged low-pressure vapor by increasing the pressure of the vapor using high-pressure driving steam. By pressurizing the low-pressure vapor and recovering the waste heat with high energy, the consumed steam energy is reduced. In the alternative process model using TVR, a steam ejector (EJECTOR) is used to reduce the amount of steam consumed in the reboiler by recycling the discharged vapor [
22]. The water vapor discharged from the tower is mixed with middle-pressure steam (MP-IN), and heat exchange is performed in the column reboiler (REB). The ejector creates a vacuum through rapid pressure change in the motive fluid, sucks in the suction fluid, and then discharges the mixed fluid, which increases the energy of the steam through mechanical vapor compression.
For model P1, the Pump model was used, and HX-F1 and REB were modeled by employing the HeatX model. Then, the DC was simulated by using the RadFrac model. A mixer was used to simulate the steam ejector, and the outlet pressure of the mixer was set so that the pressure of steam discharged through the ejector could be 1.2 kg/cm
2·g.
Table 3 shows the detailed specifications of the alternative process model using TVR.
4. Conclusions
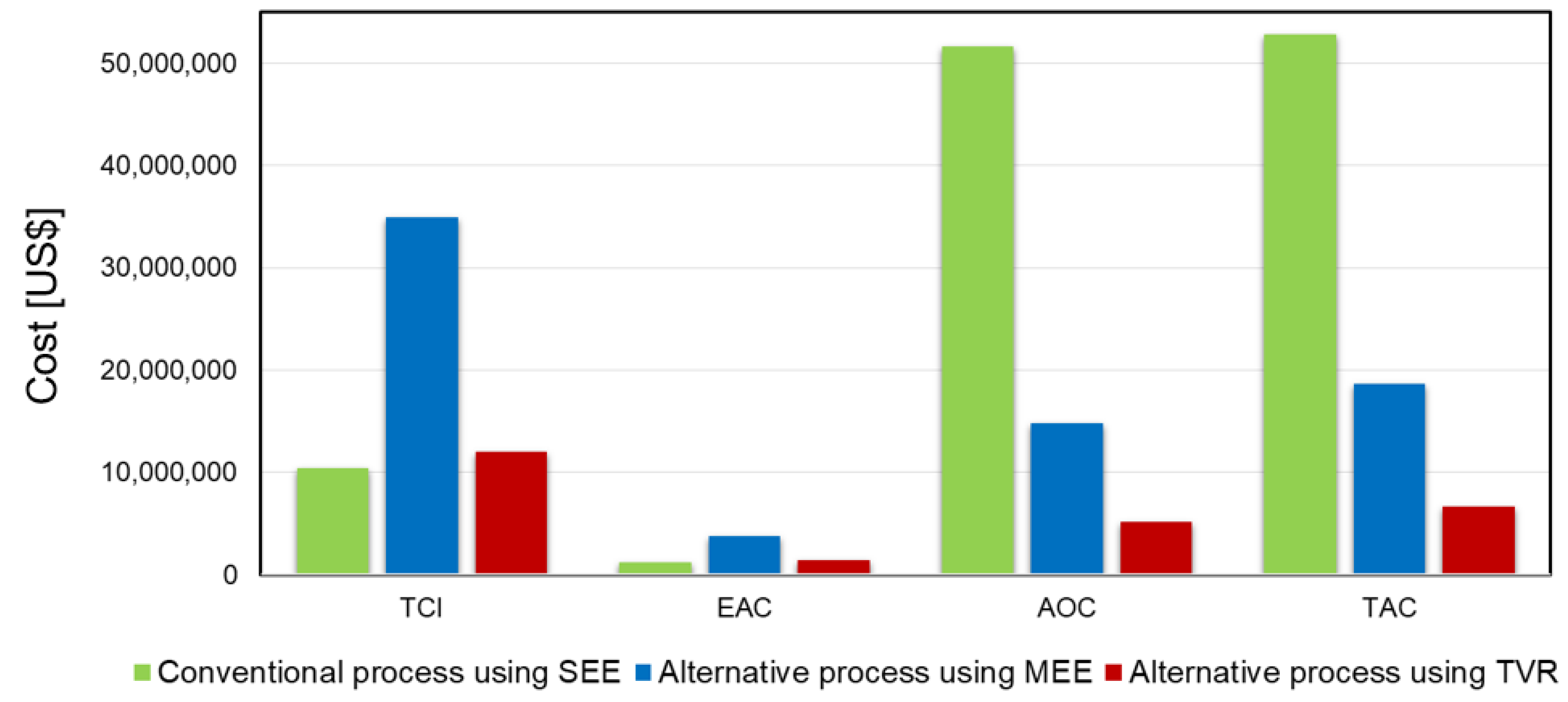
In this work, we designed alternative evaporation processes for PLA production and determined the cost-optimal evaporation process by performing an economic assessment. This study makes two major contributions to the literature. First, to the best of the author’s knowledge, this work represents the first attempt to decrease the cost of evaporation in PLA production by using MEE and TVR to recover waste energy efficiently from emitted vapor. Second, this study will also enable increased PLA usage in many industries, providing environmental protection by reducing the use of plastic, which is produced from petrochemicals, by identifying a cost-optimal alternative evaporation process for PLA production. The alternative MEE and TVR processes reduced the steam consumption by 71.36% and 89.97%, respectively, compared to that of the conventional process. In addition, the economic assessment results show that the cost-optimal process is the alternative process using TVR, which decreased the TAC by approximately 90% compared to that of the conventional process. Therefore, this study provides valuable insight for many PLA production industries, which is anticipated to enable cost-effective increased PLA usage in many industries and environmental protection from petrochemical-based plastics. Further, this paper will interest a broader audience because it addresses key focus areas, such as process design and economic assessment.








{kind=link}
{kind=link}
{kind=link}
{kind=link}