
Overview on Foam Forming Cellulose Materials for Cushioning Packaging Applications



Abstract
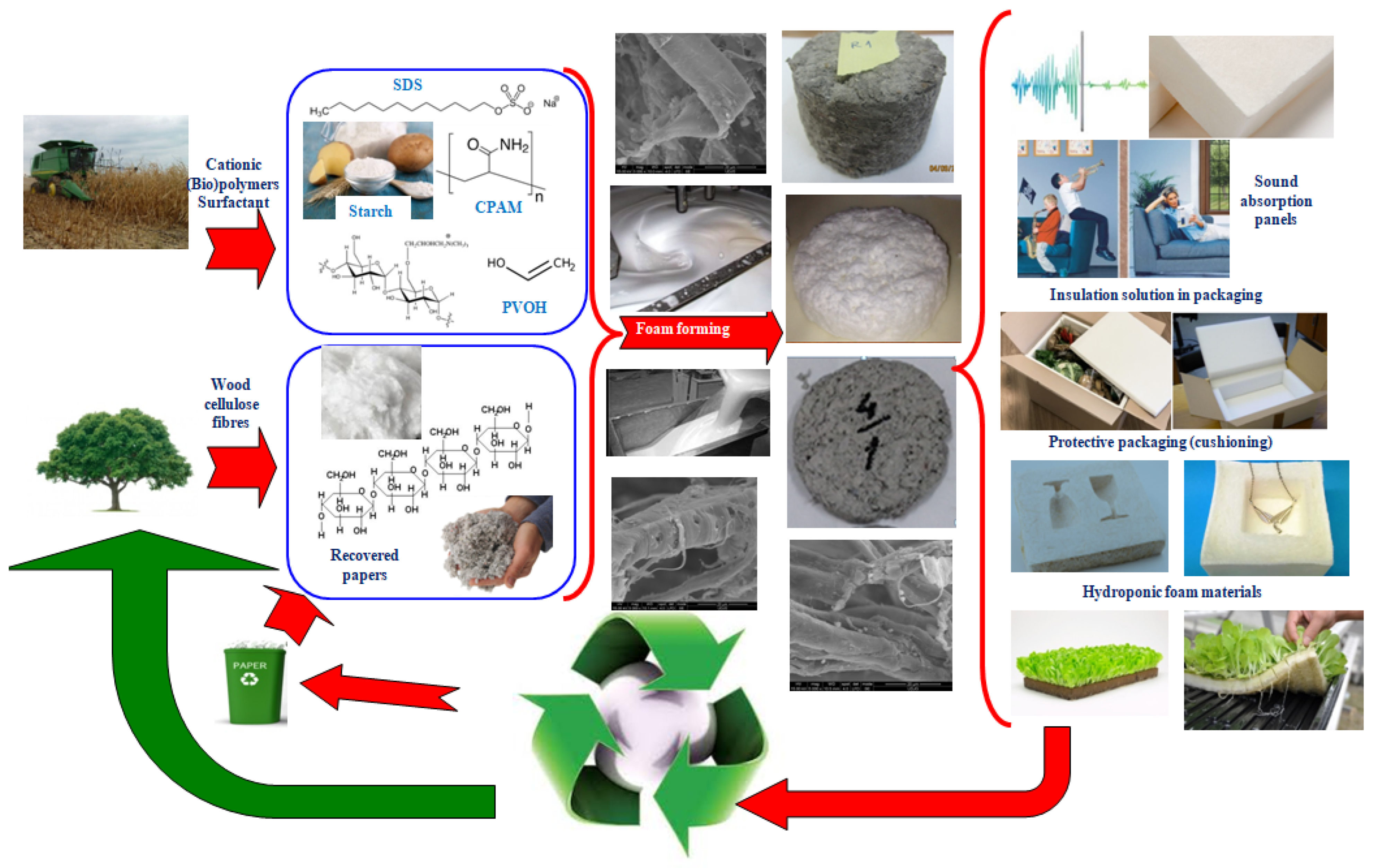
1. Introduction
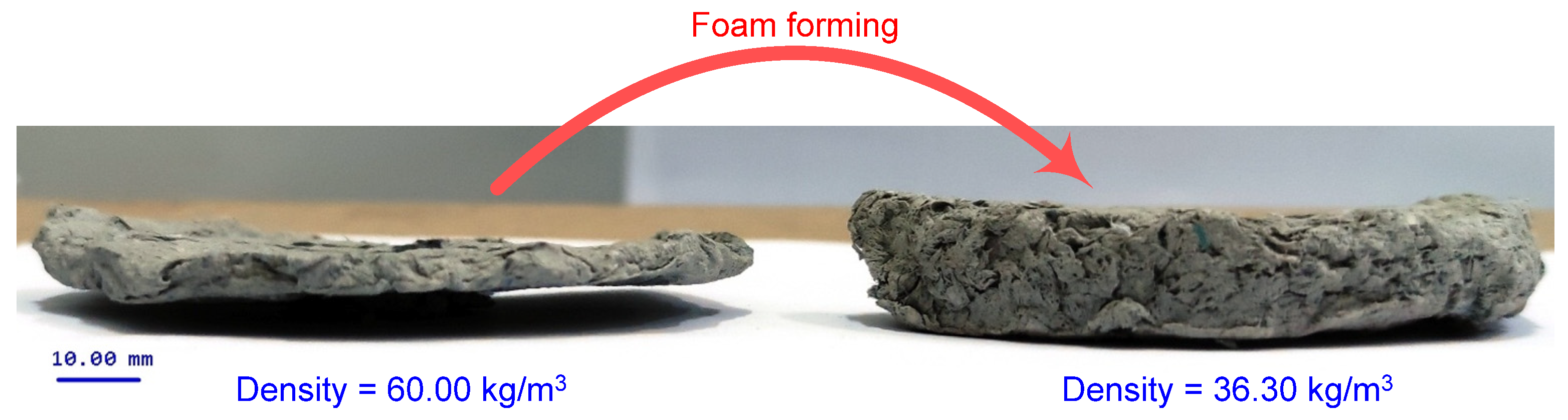
2. Foam Forming of Cellulose Based Materials
3. Technical Parameters with Influence on the Strength and Structural Properties of Foam Forming Fibrous Materials
3.1. The Effect of Fines and Micro (Nano) Fibrillar Structures
3.2. The Polymer Additives Charge and Type
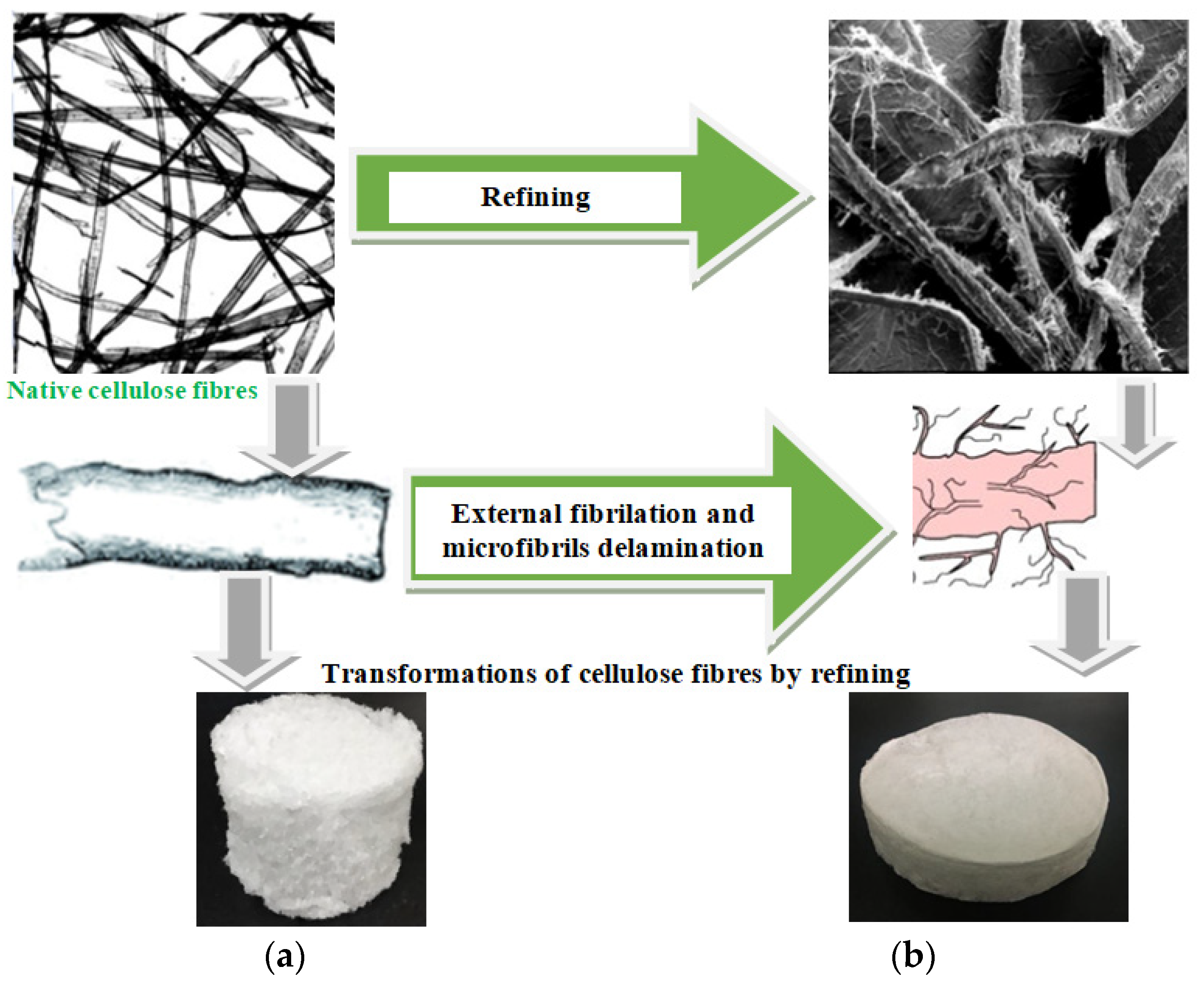
3.3. The Morphology and Refining of Cellulose Fibers
3.4. The Influence of Surfactant Type and Concentration
3.5. The Water Affinity of Cellulose Foam Formed Materials vs. Their Cushioning Performance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Gao, Y. Research on Properties and Design Methods of Cushion Packaging Materials for Consumer Electronic. Master’s Thesis, Lappeenranta University of Technology LUT School of Energy Systems LUT Mechanical, Lappeenranta, Finland, 2018. [Google Scholar]
- Năstac, S.; Debeleac, C.; Nechita, P. Assessment on shock absorbtion properties of foam-formed low density cellulose composites. Acta Tech. Napoc. Ser. Appl. Math. Mech. Eng. 2017, 60, 565–572. [Google Scholar]
- Li, F.; Guan, K.; Liu, P.; Li, G.; Li, J. Ingredient of biomass packaging material and compare study on cushion properties. Int. J. Polym. Sci. 2014, 2014, 146509. [Google Scholar] [CrossRef]
- Su, Y.; Yang, B.; Liu, J.; Sun, B.; Cao, C.; Zou, X.; Lutes, R.; He, Z. Prospects for replacement of some plastics in packaging with lignocellulose materials: A brief review. BioResources 2018, 13, 4550–4576. [Google Scholar] [CrossRef]
- Tejado, A.; Chen, W.C.; Alam, M.N.; van de Ven, T. Superhydrophobic foam-like cellulose made of hydrophobized cellulose fibres. Cellulose 2014, 21, 1735–1743. [Google Scholar] [CrossRef]
- Zheng, C.; Li, D.; Ottenhall, A.; Ek, M. Cellulose fiber based fungal and water resistant insulation materials. Holzforschung 2017, 71, 633–639. [Google Scholar] [CrossRef]
- Timofeev, O.; Jetsu, P.; Kiiskinen, H.; Keränen, J.T. Drying of Foam-Formed Mats from Virgin Pine Fibers. Dry. Technol. 2016, 34, 1210–1218. [Google Scholar] [CrossRef]
- Torvinen, K.; Kiiskinen, H.; Hellén, E.; Koponen, A. Foam Forming Gives Bulky Board at a High Dry Solids Content, Progress in Paper Physics Seminar 2014, 8–11 September 2014, Raleigh, NC, USA. Available online: https://scholar.google.com/scholar?hl=en&as_sdt=0%2C5&q=+Foam+forming+gives+bulky+board+at+a+high+dry+solids+content%2C&btnG= (accessed on 1 April 2022).
- Kronberg, B.; Holmberg, K.; Lindman, B. Surface Chemistry of Surfactants and Polymers; John Wiley & Sons: Chichester, UK, 2014; pp. 1–47. [Google Scholar] [CrossRef]
- Eagleton, D.; Marcondes, K. Cushioning properties of moulded pulp. Packag. Technol. Sci. 1994, 7, 65–72. [Google Scholar] [CrossRef]
- Kirwan, M.J. Paper and Paperboard Packaging Technology, 1st ed.; Blackwell Publishing Ltd.: Hoboken, NJ, USA, 2005; p. 89. [Google Scholar]
- Ma, C.; Wang, Y.; Zou, G. The Main factors that influence the mechanical properties of honeycomb board. Adv. Mater. Res. 2015, 1119, 812–815. [Google Scholar] [CrossRef]
- Koponen, A.; Torvinen, K.; Jäsberg, A.; Kiiskinen, H. Foam forming of long fibers. Nord. Pulp. Paper Res. J. 2016, 31, 239. [Google Scholar] [CrossRef]
- Ji, H.W.; Guo, X.; Guo, Y.H.; Wang, D.D. Preparation and properties of bagasse cushioning material. J. Funct. Mater. 2015, 46, 19101–19105. [Google Scholar]
- Zeng, G.S.; Lin, R.Z.; Zheng, L.J.; Chen, L.; Meng, C. Comparation with performance of waste paper pulp reinforced starch-based foams with different foamer. J. Funct. Mater. 2013, 44, 51–55. [Google Scholar]
- Cinelli, P.; Chiellini, E.; Lawton, J.W.; Imam, S.H. Properties of injection molded composites containing corn fiber and poly(vinyl alcohol). J. Polym. Res. 2006, 13, 107–113. [Google Scholar] [CrossRef]
- Ludvik, C.N.; Glenn, G.M.; Klamczynski, A.P.; Wood, D.F. Cellulose fiber/bentonite clay/biodegradable thermoplastic composites. J. Polym. Environ. 2007, 15, 251–257. [Google Scholar] [CrossRef]
- Shey, J.; Imam, S.H.; Glenn, G.M.; Orts, W.J. Properties of baked starch foam with natural rubber latex. Ind. Crops Prod. 2006, 24, 34–40. [Google Scholar] [CrossRef]
- Luo, Y.; Xiao, S.; Li, S. Effect of initial water content on foaming quality and mechanical properties of plant fiber porous cushioning materials. BioResources 2017, 12, 4259–4269. [Google Scholar] [CrossRef]
- Raudaskoski, K. Foam as Carrier Phase—A Multipurpose Technology for Industrial Applications. Ph.D. Thesis, Aalto University School of Chemical Technology, Espoo, Finland, 2017. [Google Scholar]
- Foam Forming Platform. Available online: https://www.vttresearch.com/services/bioeconomy/light-weight-bio-based-structures/ (accessed on 16 March 2022).
- A World of Possibilities with a Bio-Based Foam for Packaging. Available online: https://www.storaenso.com/en/products/bio-based-materials/cellulose-foam (accessed on 28 March 2022).
- What Is The Best Growing Medium For Hydroponics—Smart Garden Guide. Available online: https://smartgardenguide.com/best-growing-medium-for-hydroponics/ (accessed on 31 March 2022).
- Hjelt, T.; Ketoja, A.Y.; Kiiskinen, H.; Koponen, A.I.; Paakkonen, E. Foam forming of fiber products: A review. J. Dispers. Sci. Technol. 2021, 42, 1–36. [Google Scholar] [CrossRef]
- Rodríguez, E.; Diez, M.A.; Antuna-Nieto, C.; Lopez-Anon, M.A.; García, R.M.; Martínez-Tarazona, R. An insight into the role of biomass, biocompounds and synthetic polymers as additives to coal for the synthesis of carbon foams. J. Anal. Appl. Pyrolysis 2021, 160, 105359. [Google Scholar] [CrossRef]
- Radvan, B. Basic Radfoam Process 1964. British Patent 1329409:20, 1964. [Google Scholar]
- Radvan, B.; Gatward, A.P.J. The formation of Wetlaid webs by a foaming process. Tappi 1972, 55, 748–751. [Google Scholar]
- Smith, M.K.; Punton, V.W. Foam can improve formation. Pulp Pap. Can. 1975, 76, 55–58. [Google Scholar]
- Antunes, M.; Realinho, V.; Velasco, J.I. Foaming Behaviour, Structure, and Properties of Polypropylene Nanocomposites Foams. J. Nanomater. 2010, 2010, 306384. [Google Scholar] [CrossRef]
- Punton, V. Fiber Distribution in Foam and Foam-Laid Paper. In Proceedings of the International Paper Physics Conference, Indianapolis, IN, USA, 6–8 October 1975; pp. 135–139. [Google Scholar]
- Punton, V. The Use of an Aqueous Foam as a Fiber Suspending Medium in Quality Papermaking. In Proceedings of a Symposium Organized by the Society of the Chemical Industry, Colloid and Surface Chemistry Group, Brunel University, 8–10 September 1975; Academic Press: Cambridge, MA, USA; pp. 179–194.
- Burke, S. Properties of Lightweight Fibrous Materials Made Using a Foam Forming Technique. Ph.D. Thesis, School of Physics, Trinity College, Dublin, Ireland, 2021. [Google Scholar]
- Burke, S.R.; Möbius, M.E.; Hjelt, T.; Hutzler, S. Properties of lightweight fibrous structures made by a novel foam forming technique. Cellulose 2019, 26, 2529–2539. [Google Scholar] [CrossRef]
- Sims, G.L.A.; Khunniteekool, C. Cell size measurementof polymeric foams. Cell. Polym. 1994, 13, 137–146. [Google Scholar]
- Burke, S.R.; Möbius, M.E.; Hjelt, T.; Ketoja, J.A.; Hutzler, S. Analysis of the foam-forming of non-woven lightweight fibrous materials using X-ray tomography. SN Appl. Sci. 2021, 3, 192. [Google Scholar] [CrossRef]
- Hong, J.K.; Sohn, J.Y. An experimental study on thermal conductivity of building insulation materials. J. Archit. Inst. Korea 1985, 23, 87–92. [Google Scholar]
- Siljander, S.; Keinänen, P.; Ivanova, A.; Lehmonen, J.; Tuukkanen, S.; Kanerva, M.; Björkqvist, T. Conductive cellulose-based foam formed 3D shapes—From innovation to designed prototype. Materials 2019, 12, 430. [Google Scholar] [CrossRef]
- Al-Qararah, A.; Hjelt, T.; Kinnunen, K.; Beletski, N.; Ketoja, J. Exceptional pore size distribution in foam-formed fibre networks. Nordic Pulp Pap. Res. J. 2012, 27, 226–230. [Google Scholar] [CrossRef]
- Lehmonen, J.; Jetsu, P.; Kinnunen, K.; Hjelt, T. Potential of foam-laid forming technology in paper applications. Nordic Pulp Pap. Res. J. 2013, 28, 392–398. [Google Scholar] [CrossRef]
- Alimadadi, M.; Uesaka, T. 3D-oriented fiber networks made by foam forming. Cellulose 2016, 23, 661–671. [Google Scholar] [CrossRef]
- Mira, I.; Andersson, M.; Boge, L.; Blute, I.; Carlsson, J.; Salminen, K.; Lappalainen, T.; Kinnunen, K. Foam forming revisited Part I. Foaming behaviour of fibre-surfactant systems. Nord. Pulp Pap. Res. J. 2014, 29, 679–688. [Google Scholar] [CrossRef]
- Al-Qararah, A.M. Aqueous Foam as the Carrier Phase in the Deposition of Fibre Networks. Ph.D. Thesis, University of Jyväskylä, Jyväskylä, Finland, 2015. [Google Scholar]
- Beluns, S.; Gaidukovs, S.; Platnieks, O.; Gaidukova, G.; Mierina, I.; Grase, L.; Starkova, O.; Brazdausksf, P.; Thakur, V.K. From wood and hemp biomass wastes to sustainable nanocellulose foams. Ind. Crops Prod. 2021, 170, 113780. [Google Scholar] [CrossRef]
- Wu, K.; Wu, H.; Wang, R.; Yan, X.; Sun, W.; Liu, Y.; Kuang, Y.; Jiang, J.; Chen, S. The use of cellulose fiber from office waste paper to improve the thermal insulation-related property of konjac glucomannan/starch aerogel. Ind. Crops Prod. 2022, 177, 114424. [Google Scholar] [CrossRef]
- Poranen, J.; Kiiskinen, H.; Salmela, J. Breakthrough in Papermaking Resource Efficiency with Foam Forming. In Proceedings of the TAPPI PaperCon, Atlanta, GA, USA, 28 April–1 May 2013; TAPPI Press: Atlanta, GA, USA, 2013. [Google Scholar]
- Järvinen, M.; Pihko, R.; Ketoja, J.A. Density development in foam forming: Wet pressing dynamics. Nord. Pulp Pap. Res. J. 2018, 33, 226–236. [Google Scholar] [CrossRef]
- Nechita, P.; Năstac, S. Foam-formed cellulose composite materials with potential applications in sound insulation. J. Compos. Mater. 2018, 52, 747–754. [Google Scholar] [CrossRef]
- Debeleac, C.; Nechita, P.; Nastac, S. Computational investigations on soundproof applications of foam-formed cellulose materials. Polymers 2019, 11, 1223. [Google Scholar] [CrossRef]
- Park, M.; Oh, S.; Ahn, C.; Park, M.J.; Cho, B.U. Effects of pulp type and stock concentration on foamability and bubble size of fiber foam. J. Korea TAPPI 2020, 52, 123–131. [Google Scholar] [CrossRef]
- Rodriguez-Perez, M.A. Crosslinked polyolefin foams: Production, structure, properties, and applications. Adv. Polym. Sci. 2005, 184, 97–126. [Google Scholar]
- Pohler, T.; Ketoja, J.A.; Lappalainen, T.; Luukkainen, V.M.; Nurminen, I.; Lahtinen, P.; Torvinen, K. On the strength improvement of lightweight fibre networks by polymers, fibrils and fines. Cellulose 2020, 27, 6961–6976. [Google Scholar] [CrossRef]
- Sormunen, T.; Ketola, A.; Miettinen, A.; Parkkonen, J.; Retulainen, E. X-ray nanotomography of individual pulp fibre bonds reveals the effect of wall thickness on contact area. Sci. Rep. 2019, 9, 4258. [Google Scholar] [CrossRef]
- Kinnunen, K.; Lehmonen, J.; Beletski, N.; Jetsu, P.; Hjelt, T. Benefits of Foam Forming Technology and Its Applicability in High MFC Addition Structure. In Proceedings of the 15th Pulp and Paper Fundamental Research Symposium, Cambridge, MA, USA, 8–13 September 2013; pp. 837–850. [Google Scholar]
- Schmied, F.J.; Teichert, C.; Kappel, L.; Hirn, U.; Bauer, W.; Schennach, R. What holds paper together: Nanometre scale exploration of bonding between paper fibres. Sci. Rep. 2013, 3, 2432. [Google Scholar] [CrossRef]
- Ketoja, J.A.; Paunonen, S.; Jetsu, P.; Paunonen, E. Compression strength mechanisms of low-density fibrous materials. Materials 2019, 12, 384. [Google Scholar] [CrossRef]
- Liu, Y.; Kong, S.; Xiao, H.; Baia, C.Y.; Lua, P.; Wanga, S.F. Comparative study of ultra-lightweight pulp foams obtained from various fibers and reinforced by MFC. Carbohydr. Polym. 2018, 182, 92–97. [Google Scholar] [CrossRef]
- Cervin, N.T.; Andersson, L.; Ng, J.B.S.; Olin, P.; Bergström, L.; Wågberg, L. Lightweight and strong cellulose materials made from aqueous foams stabilized by nanofibrillated cellulose. Biomacromolecules 2013, 14, 503–511. [Google Scholar] [CrossRef]
- Li, J.; Song, T.; Xiu, H.; Zhang, M.; Cheng, R. Foam materials with controllable pore structure prepared from nanofibrillated cellulose with addition of alcohols. Chem. Eng. Fac. Publ. 2018, 8, 314–322. [Google Scholar] [CrossRef]
- Liu, D.; Ma, Z.; Wang, Z.; Tian, H.; Gu, M. Biodegradable poly(vinyl alcohol) foams supported by cellulose nanofibrils: Processing, structure, and properties. Langmuir 2014, 30, 9544–9550. [Google Scholar] [CrossRef]
- Ali, Z.M.; Gibson, L.J. The structure and mechanics of nanofibrillar cellulose foams. Soft Matter 2013, 9, 1580–1588. [Google Scholar] [CrossRef]
- Tasset, S.; Cathala, B.; Bizot, H.; Capron, I. Versatile cellular foams derived from CNC-stabilized Pickering emulsions. RSC Adv. 2014, 4, 893–898. [Google Scholar] [CrossRef]
- Gentile, G.; Cocca, M.; Avolio, R.; Errico, M.E.; Avella, M. Effect of microfibrillated cellulose on microstructure and properties of poly(vinyl alcohol) foams. Polymers 2018, 10, 813. [Google Scholar] [CrossRef]
- Song, T.; Tanpichai, S.; Oksman, K. Cross-linked polyvinyl alcohol (PVA) foams reinforced with cellulose nanocrystals (CNCs). Cellulose 2016, 23, 1925–1938. [Google Scholar] [CrossRef]
- Meiyan, W.; Guang, Y.; Wei, C.; Sheng, D.; Yiran, W.; Chao, L.; Bin, L. A pulp foam with highly improved physical strength, fire-resistance and antibiosis by incorporation of chitosan and CPAM. Carbohydr. Polym. 2022, 278, 118963. [Google Scholar] [CrossRef]
- He, S.; Liu, C.; Chi, X.; Zhang, Y.; Yu, G.; Wang, H.; Li, B.; Peng, H. Bio-inspired lightweight pulp foams with improved mechanical property and flame retardancy via borate cross-linking. Chem. Eng. J. 2019, 371, 34–42. [Google Scholar] [CrossRef]
- Järvinen, M.; Pihko, R.; Nurminen, I.; Ketoja, J.A. Unique Compression Behavior of Foam-Formed Sheets in WET pressing and Calendering. In Proceedings of the Paper Conference and Trade Show, PaperCon, Indianapolis, IN, USA, 5 May 2019; Volume 2, pp. 792–805. [Google Scholar]
- Seppänen, T.; Ketoja, Y.; Pöhler, T.; Pääkkönen, E. Wet Strength Properties of Foam Formed Fiber Materials. In Proceedings of the Progress in Paper Physics Seminar PPPS2020, Jyväskylä, Finland, 1–3 September 2020. [Google Scholar]
- Vähä-Nissi, M.; Lappalainen, T.; Salminen, K. The wet strength of water- and foam-laid cellulose sheets prepared with polyamideamine-epichlorohydrin (PAE) resin. Nord. Pulp Pap. Res. J. 2018, 33, 496–502. [Google Scholar] [CrossRef]
- Ahmadzadeh, S.; Nasirpour, A.; Keramat, J.; Hamdami, N.; Behzad, T.; Desobry, S. Nanoporous cellulose nanocomposite foams as high insulated food packaging materials. Colloids Surf. 2015, 468, 201–210. [Google Scholar] [CrossRef]
- Liu, B.; Huang, X.; Wang, S.; Wang, D.; Guo, H. Performance of polyvinyl alcohol/bagasse fibre foamed composites as cushion packaging materials. Coatings 2021, 11, 1094. [Google Scholar] [CrossRef]
- Ottenhall, A.; Seppänen, T.; Ek, M. Water-stable cellulose fiber foam with antimicrobial properties for bio based low-density materials. Cellulose 2018, 25, 2599–2613. [Google Scholar] [CrossRef]
- Abraham, E.; Weber, D.E.; Sharon, S.; Lapidot, S.; Shoseyov, O. Multifunctional cellulosic scaffolds from modified cellulose nanocrystals. ACS Appl Mater. Interfaces 2017, 9, 2010–2015. [Google Scholar] [CrossRef]
- Heydarifard, S.; Nazhad, M.M.; Xiao, H.; Shipin, O.; Olson, J. Water-resistant cellulosic filter for aerosol entrapment and water purification, Part I: Production of water-resistant cellulosic filter. Environ. Technol. 2016, 37, 1716–1722. [Google Scholar] [CrossRef]
- González-Ugarte, A.S.; Hafez, I.; Tajvidi, M. Characterization and properties of hybrid foams from nanocellulose and kaolin-microfibrillated cellulose composite. Nat.-Sci. Rep. 2020, 10, 17459. [Google Scholar] [CrossRef]
- Atta, O.M.; Manan, S.; Shahzad, A.; Ul-Islam, M.; Ullah Guang Yang, M.W. Biobased materials for active food packaging: A review. Food Hydrocoll. 2022, 125, 107419. [Google Scholar] [CrossRef]
- Atta, O.M.; Manan, S.; Qaed Ahmed, A.A.; Awad, M.F.; Ul-Islam, M.; Subhan, F.; Ullah, M.W.; Yang, G. Development and characterization of Yeast-incorporated antimicrobial cellulose biofilms for edible food packaging applications. Polymers 2021, 13, 2310. [Google Scholar] [CrossRef]
- Paunonen, S.; Timofeev, O.; Torvinen, K.; Turpeinen, T.; Ketoja, J. Improving compression recovery of foam-formed fiber materials. BioResources 2018, 13, 4058–4074. [Google Scholar] [CrossRef]
- Chen, T.; Xie, Y.; Wei, Q.; Wang, X.A.; Hagman, O.; Karlsson, O.; Liu, J.; Lin, M. Improving the mechanical properties of ultra-low density plant fiber composite (ULD_PFC) by refining treatment. BioResources 2016, 11, 8558–8569. [Google Scholar] [CrossRef][Green Version]
- Smith, M.K.; Punton, V.W.; Rixson, A.G. The structure and properties of paper formed by a foaming process. Tappi 1974, 57, 107–111. [Google Scholar]
- Li, J.; Yang, X.; Xiua, H.; Dong, H.; Song, T.; Feiyan, M.; Feng, P.; Zhang, X.; Kozliakd, E.; Ji, Y. Structure and performance control of plant fiber-based foam material by fibrillation via refining treatment. Ind. Crops Prod. 2019, 128, 186–193. [Google Scholar] [CrossRef]
- Madani, A.; Zeinoddini, S.; Varahmi, S.; Turnbull, H.; Phillion, A.B.; Olson, J.A.; Martinez, D.M. Ultra-lightweight paper foams: Processing and properties. Cellulose 2014, 21, 2023–2031. [Google Scholar] [CrossRef]
- Jahangiri, P.; Korehei, R.; Zeinoddini, S.S.; Madani, A.; Sharma, Y.; Phillion, A.; Martinez, D.M.; Olson, J.A. On filtration and heat insulation properties of foam formed cellulose based materials. Nord. Pulp Pap. Res. J. 2014, 29, 584–591. [Google Scholar] [CrossRef]
- Jahangiri, P.; Logawa, B.; Korehei, R.; Hodgson, M.; Martinez, D.M.; Olson, J.A. On acoustical properties of novel foam-formed cellulose-based material. Nord. Pulp Pap. Res. J. 2016, 31, 14–19. [Google Scholar] [CrossRef]
- Sehaqui, H.; Salajková, M.; Zhou, Q.; Berglund, L.A. Mechanical performance tailoring of tough ultra-high porosity foams prepared from cellulose I nanofiber suspensions. Soft Matter. 2010, 6, 1824. [Google Scholar] [CrossRef]
- Lee, L.J.; Zeng, C.; Cao, X.; Han, X.; Shen, J.; Xu, G. Polymer nanocomposite foams. Compos. Sci. Technol. 2005, 65, 2344–2363. [Google Scholar] [CrossRef]
- Lappalainen, T.; Lehmonen, J. Determinations of bubble size distribution of foam-fibre mixture using circular hough transform. Nord. Pulp Pap. Res. J. 2012, 27, 930–939. [Google Scholar] [CrossRef]
- Salager, J.L.; Choplin, L. Mousses: Formation, formulation et propriétés. Tech. L’Ingénieur Génie Procédés 2008, J2200, 1–23. [Google Scholar] [CrossRef]
- Lappalainen, T.; Salminen, K.; Kinnunen, K.; Järvinen, M.; Mira, I.; Andersson, M. Foam forming revisited. Part II. Effect of surfactant on the properties of foam-formed paper products. Nord. Pulp Pap. Res. J. 2014, 29, 689–699. [Google Scholar] [CrossRef]
- Li, R.; Du, J.; Zheng, Y.; Wen, Y.; Zhang, X.; Yang, W.; Lue, A.; Zhang, L. Ultra-lightweight cellulose foam material: Preparation and properties. Cellulose 2017, 24, 1417–1426. [Google Scholar] [CrossRef]
- Lehmonen, J.; Retulainen, E.; Paltakari, J.; Kinnunen-Raudaskoski, K.; Koponen, A. Dewatering of foam-laid and water-laid structures and the formed web properties. Cellulose 2020, 27, 1127–1146. [Google Scholar] [CrossRef]
- Gottberg, J.; Lappalainen, T.; Salminen, K. Polyvinyl alcohol as foaming agent in foam formed paper. Tappi J. 2019, 18, 475. [Google Scholar] [CrossRef]
- Avella, M.; Cocca, M.; Errico, M.E.; Gentile, G. Polyvinyl alcohol biodegradable foams containing cellulose fibres. J. Cell. Plast. 2012, 48, 459–470. [Google Scholar] [CrossRef]
- Viitala, J.; Lappalainen, T.; Järvinen, M. The Use of Co-Surfactant to Prevent the Precipitation of an Anionic Surfactant in Foam Forming. In Proceedings of the Progress in Paper Physics Seminar PPPS2020, Jyväskylä, Finland, 1–3 September 2020. [Google Scholar]
- Viitala, J.; Lappalainen, T.; Järvinen, M. Sodium dodecyl sulphate (SDS) residue analysis of foam-formed cellulose-based products. Nord. Pulp Pap. Res. J. 2020, 35, 261–271. [Google Scholar] [CrossRef]
- Ketola, A.; Xiang, W.; Hjelt, T.; Lappalainen, T.; Pajari, H.; Tammelin, T.; Rojas, O.; Ketoja, Y. Lightweight Materials by Tailoring Foam-Fiber Interactions. In Proceedings of the Progress in Paper Physics Seminar PPPS2020, Jyväskylä, Finland, 1–3 September 2020. [Google Scholar]
- Prakash, B.; Kouko, J.; Luukkainen, V.M.; Koponen, A.I. Dynamic generation of aqueous foams and fiber foams in a mixing tank. SN Appl. Sci. 2021, 3, 890. [Google Scholar] [CrossRef]
- Bauman, O. How Can a Forming Fabric Reduce Energy Consumption in the Forming Section; TAPPI PaperCon; TAPPI Press: Atlanta, GA, USA, 2011. [Google Scholar]
- Xiang, W.; Filpponen, I.; Saharinen, E.; Lappalainen, T.; Salminen, K.; Rojas, O.J. Foam processing of fibers as a sustainable alternative to wet-laying: Fiber web properties and cause-effect relations. ACS Sustain. Chem. Eng. 2018, 6, 14423–14431. [Google Scholar] [CrossRef]
- Huang, F.; Lanouette, R.; Law, K.N. Characterization of jack pine early- and latewood fibers in thermo-mechanical pulping. Ind. Eng. Chem. Res. 2011, 50, 13396–13402. [Google Scholar] [CrossRef]
- Tejado, A.; van de Ven, T.G.M. Why does paper get stronger as it dries. Mater. Today 2010, 13, 54–61. [Google Scholar] [CrossRef]
- Tejado, A.; van de Ven, T.G.M. Effect of Lumen Collapse on the Strength of Drying Paper. In Proceedings of the 97th Annual PAPTAC Meeting, Montreal, QC, Canada, 1–3 February 2011; pp. 9–11. [Google Scholar]
- Chen, W.C.; Tejado, A.; Alam, M.N.; van de Ven, T. Hydrophobic cellulose: A material that expands upon drying. Cellulose 2015, 22, 2749–2754. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Molded Pulp | Foam Formed Cellulose Materials | Corrugated Board | Plastic Foams (eps) | |
|---|---|---|---|---|
| Material | Wood/plant cellulose fibers/recycled fibers/waste | Wood/plant cellulose fibers/recycled fibers/waste | Wood/plant cellulose fibers/recycled fibers | Petroleum based |
| Sustainability | Recyclable/biodegradable/ compostable | Recyclable/biodegradable/ compostable | Recyclable/biodegradable/compostable | Non-biodegradable Non-recyclable Release toxic gas when burning [1,4] |
| Cushioning performance | Excellent vibration and cushioning properties Limited to package of products with low weight and volume [1,4] | Excellent vibration and cushioning properties | Inconsistent vibration and cushioning properties Not sufficiently soft [1,4] | Good vibration and cushioning properties |
| Shipping and storage | Easily nests [4] | Easily nests [4] | Require labor and assembly | Does not nest [4] |
| Climate tolerance | Is not affected by extreme external conditions | Not affected by extreme temperature Moisture proof by use of hydrophobic cellulose fibers [5,6] | Humidity affects performances | Temperature affects brittleness [4] |
| Durability and mechanical strength | Good | Can be improved by refining of cellulose fibers [7], using of strength additives [8] and surfactant type [9] | Good | High mechanical; strength and durability |
| Price | High | Low | Low | High |
| Water Formed Cellulose Materials | Foam Formed Cellulose Materials | Reference | |
|---|---|---|---|
| Wet formation | High fibers flocculation | The foam prevents the flocculation of fibers. The fibers are locked between the foam bubbles and thus do not flock during network formation | Radvan et al. [26,27] Smith et al. [28,29] |
| Low consistency of pulp suspension in head box | High consistency of pulp suspension in head box | Punton et al. [30,31] Poranen et al. [45] | |
| High water and drying energy consumptions | Economy of water and energy drying consumptions | ||
| Structure of fibrous network | High density materials with 2D structure | Lightweight and low-density materials with 3D structure | Punton et al. [30] |
| The compression behavior | Denser materials with low recovery after compression | Bulking structure with better recovery after compression | Jarvinen et al. [46] |
| Fibrous raw materials | Cellulose fibers (bleached/unbleached pulp, secondary cellulose fibers) | Flexible long fibers, man-made fibers, recycled papers, lignocellulose agro-wastes | Nechita et al. [47] Beluns et al. [43] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nechita, P.; Năstac, S.M. Overview on Foam Forming Cellulose Materials for Cushioning Packaging Applications. Polymers 2022, 14, 1963. https://doi.org/10.3390/polym14101963
Nechita P, Năstac SM. Overview on Foam Forming Cellulose Materials for Cushioning Packaging Applications. Polymers. 2022; 14(10):1963. https://doi.org/10.3390/polym14101963
Chicago/Turabian StyleNechita, Petronela, and Silviu Marian Năstac. 2022. "Overview on Foam Forming Cellulose Materials for Cushioning Packaging Applications" Polymers 14, no. 10: 1963. https://doi.org/10.3390/polym14101963
APA StyleNechita, P., & Năstac, S. M. (2022). Overview on Foam Forming Cellulose Materials for Cushioning Packaging Applications. Polymers, 14(10), 1963. https://doi.org/10.3390/polym14101963