
The Influence of Fly Ash on the Mechanical Properties of Water Immersed All Waste Composites




Abstract
:1. Introduction
2. Experimental Methodology
2.1. Materials
2.2. Methods
- rubber:PET:HDPE:wood = 80:10:5:5, samples 1S (cured at 150 °C), 2S (cured at 160 °C) and 3S (cured at 190 °C);
2.3. Characterization Techniques
3. Results and Discussions
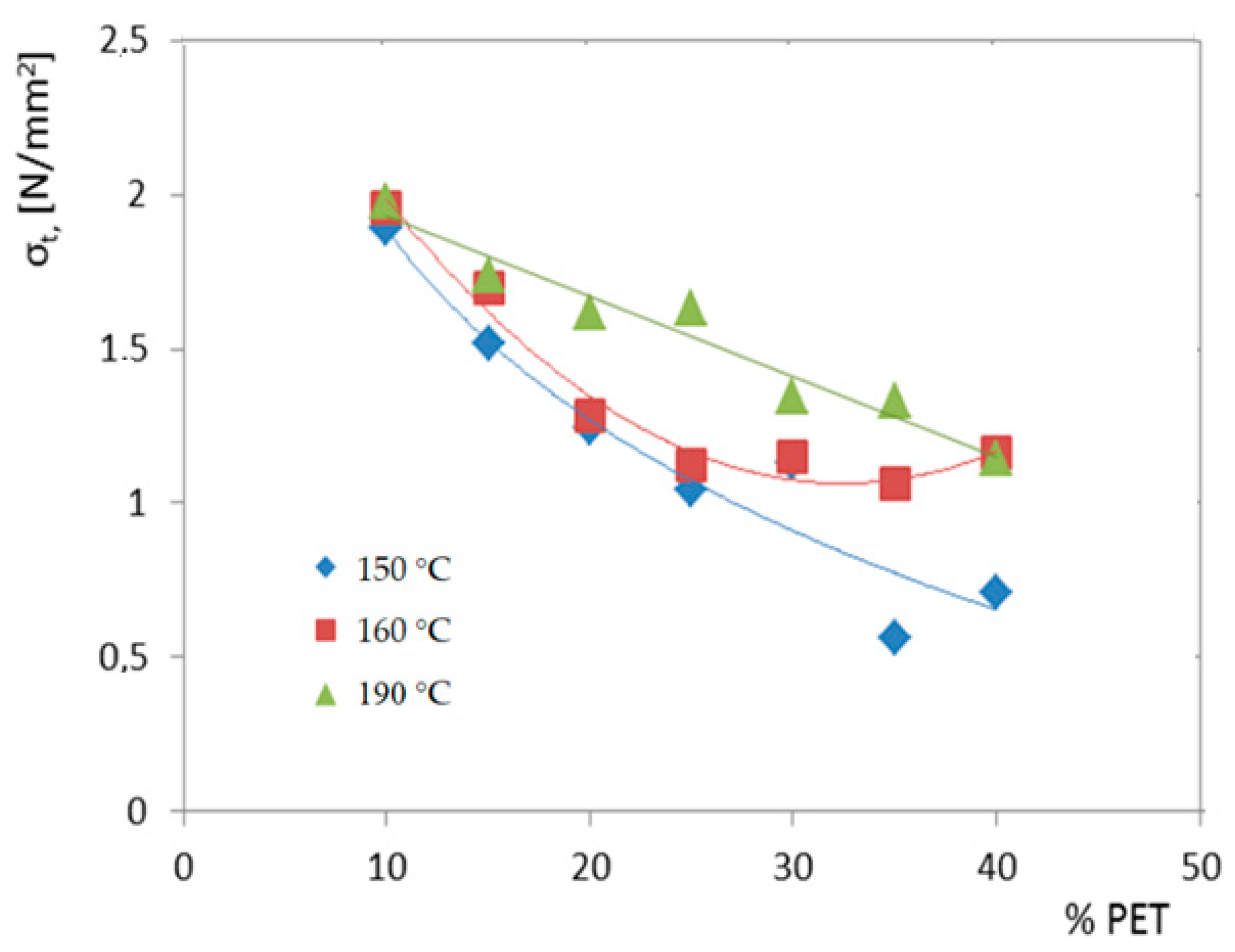
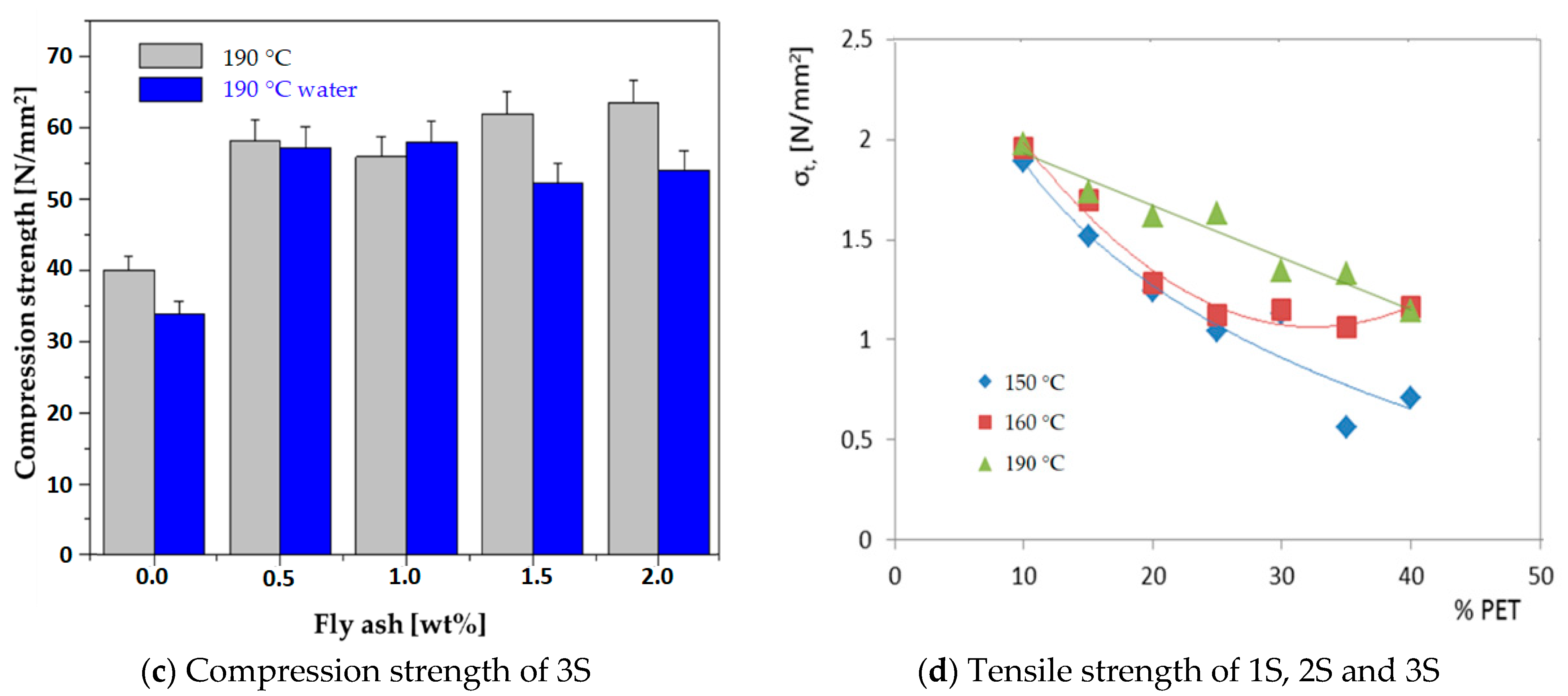
Mechanical Tests
- -
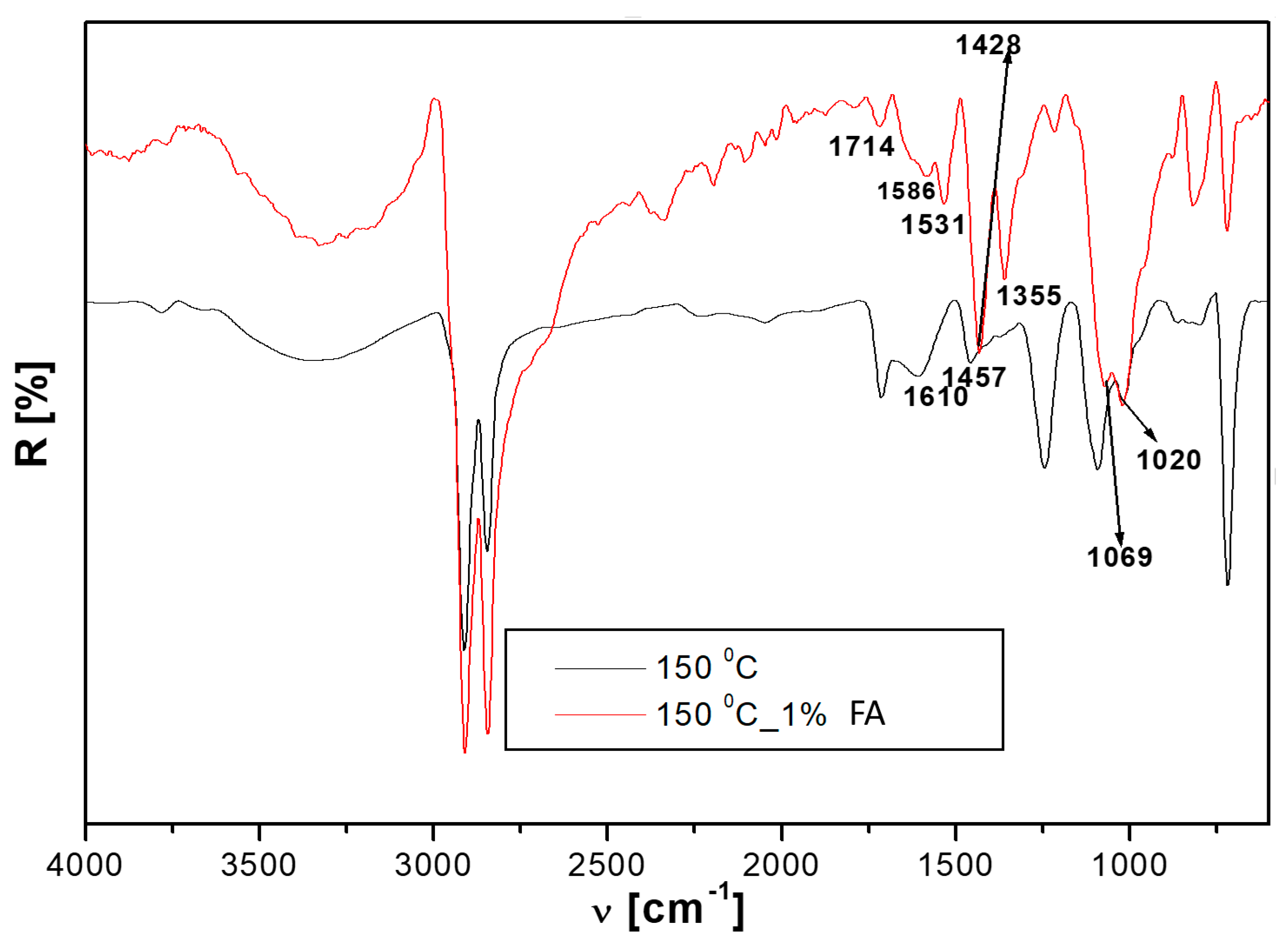
- the 1610 cm−1 band assigned to C=C (rubber) or deformation vibration of water from wood disappeared and instead appeared as two bands, 1586 and 1531 cm−1. The first corresponds to the lignin from wood and the second to the carboxylate group (–COO−), [32] or C=C from rubber. These changes could be explained by the hybrid interface formation through chemical bonding between rubber, wood, and FA;
- -
- the shift of the of 1458 cm−1 (C=C from rubber) and 1245 cm−1 (C–O–C of PET or wood) to lower wavenumbers 1428 and 1215 cm−1, respectively; a new band at 1355 cm−1 between the previous occurred and was assigned to wood constituents (–CH3 from lignin/hemicellulose/polysaccharide –OH). These results indicate possible chemical interactions between rubber, PET, HDPE, wood, and FA compounds. The shifts of these bands toward lower wavenumbers could explain the interface’s flexibilization.
- -
- the appearance of new bands from 1115 (of high intensity) and 537 cm−1 were assigned to silica and other oxides from FA, as seen in Figure 3. These new bands’ appearance corresponds to the possible chemical interactions between the matrix and the prevalent silica compounds from fly ash. These results support the mechanical test results, which indicated an increase in the mechanical strength of the composite with fly ash compared to those without fly ash.
- -
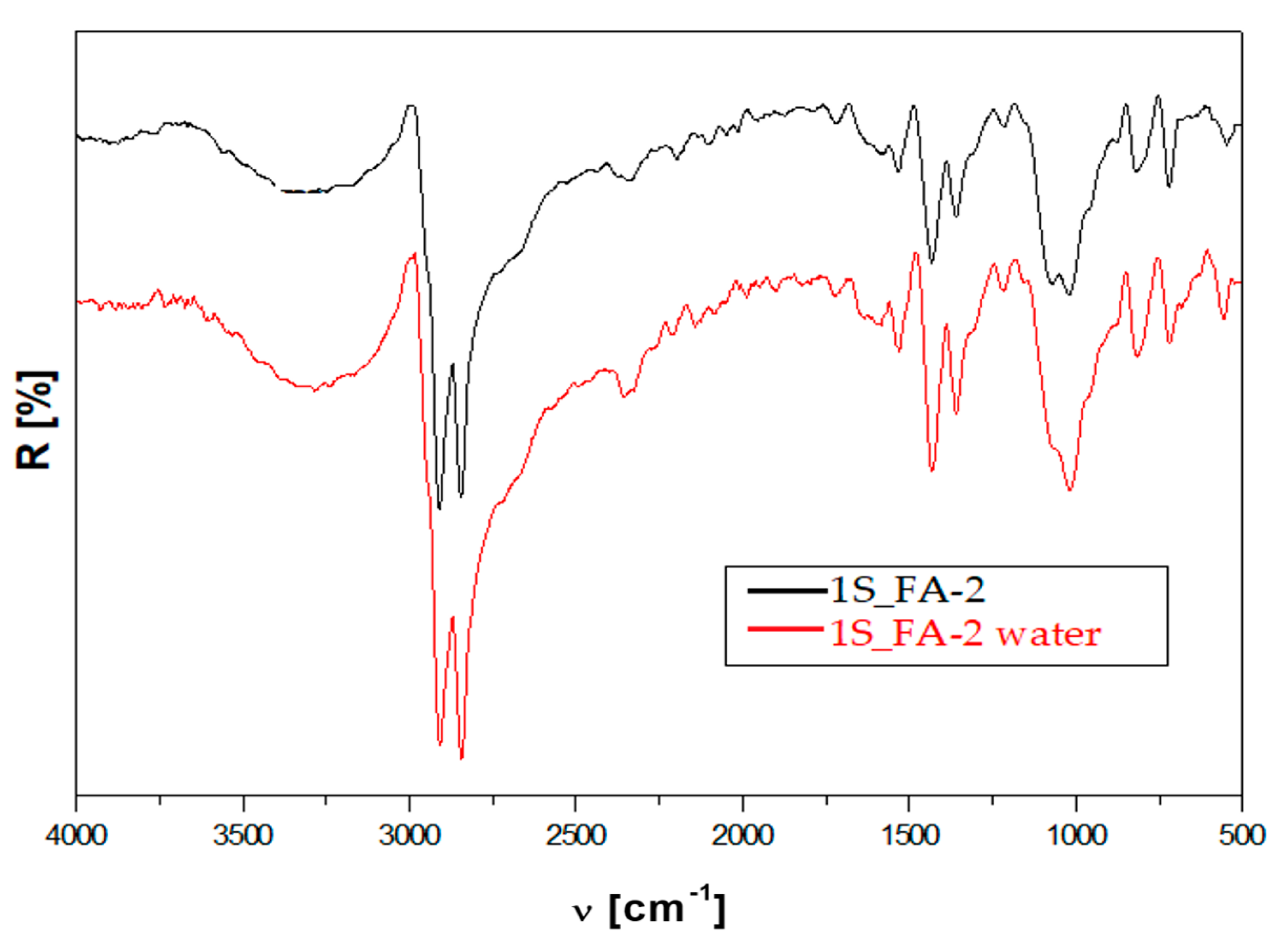
- The shift to higher wave numbers of 2842, 1722, 1369, 1219, and 719 cm−1 bands. These changes clearly indicate the increased rigidity of the composite structure, as explained by the plasticizing effect of the water in the composite capillaries. The FTIR results confirmed the mechanical test results, which registered an increase in the compression strength and stable tensile strength to water in the 1S_FA—2 sample.
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Archibong, F.N.; Sanusi, O.M.; Médéric, P.; Aït Hocine, N. An overview on the recycling of waste ground tyre rubbers in thermoplastic matrices: Effect of added fillers. Resour. Conserv. Recycl. 2021, 175, 105894 . [Google Scholar] [CrossRef]
- Bowles, A.; Fowler, G.; O’Sullivan, C.; Parker, K. Sustainable rubber recycling from waste tyres by waterjet: A novel mechanistic and practical analysis. Sustain. Mater. Technol. 2020, 25, e00173. [Google Scholar] [CrossRef]
- Fazli, A.; Rodrigue, D. Waste rubber recycling: A review on the evolution and properties of thermoplastic elastomers. Materials 2020, 13, 782. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sienkiewicz, M.; Janik, H.; Borzędowska-Labuda, K.; Kucinska-Lipka, J. Environmentally friendly polymer-rubber composites obtained from waste tyres: A review. J. Clean. Prod. 2017, 147, 560–571. [Google Scholar] [CrossRef]
- Grigore, M.E. Methods of Recycling. Properties and Applications of Recycled Thermoplastic Polymers. Recycling 2020, 2, 24. [Google Scholar] [CrossRef] [Green Version]
- Ferdous, W.; Manalo, A.; Siddique, R.; Mendis, P.; Zhuge, Y.; Wong, H.S.; Schubel, P. Recycling of landfill wastes (tyres, plastics and glass) in construction–A review on global waste generation, performance, application and future opportunities. Resour. Conserv. Recycle. 2021, 173, 105745. [Google Scholar] [CrossRef]
- Çınar, M.E.; Kar, F. Characterization of the composite produced from waste PET and marble dust. Constr. Build. Mater. 2018, 163, 734–741. [Google Scholar] [CrossRef]
- Layth, M.; Ansari, M.N.M.; Pua, G.; Jawaid, M.; Islam, M.S. A Review on Natural Fiber Reinforced Polymer Composite and Its Applications. Int. J. Polym. Sci. 2015, 2015, 243947. [Google Scholar] [CrossRef] [Green Version]
- Singh, M.K.; Arora, G.; Tewari, R.; Zafar, S.; Pathak, H.; Sehgal, A.K. Effect of pinecone filler particle size and treatment on the performance of recycled thermoplastics reinforced wood composites. Mater. Today Proc. 2022; in press. [Google Scholar] [CrossRef]
- Ahmet, S.; Gökhan, H.; Tyagi, V.V. Low cost and eco-friendly wood fiber-based composite phase change material: Development, characterization, and lab-scale thermoregulation performance for thermal energy storage. Energy 2020, 195, 116983. [Google Scholar] [CrossRef]
- Lopez, Y.M.; Gonçalves, F.G.; Paes, J.B.; Gustave, D.; Gutemberg de Alcântara Segundinho, P.; de Figueiredo Latorraca, J.V.; Gomes da Silva, E.S.; Theodoro Nantet, A.C.; Prata Filho, C.M. Comparative study of different technological processes on the physical-mechanical properties and flammability of wood plastic composite. J. Build. Eng. 2022, 52, 104391. [Google Scholar] [CrossRef]
- Chaudemanche, S.; Perrot, A.; Pimbert, S.; Lecompte, T.; Faure, F. Properties of an industrial extruded HDPE-WPC: The effect of the size distribution of wood flour particles. Constr. Build. Mater. 2018, 162, 543–552 . [Google Scholar] [CrossRef]
- Zhou, Y.; Wang, Y.; Fan, M. Incorporation of tyre rubber into wood-plastic composites to develop novel multifunctional composites: Interface and bonding mechanisms. Ind. Crops. Prod. 2019, 141, 111788. [Google Scholar] [CrossRef]
- Friedrich, D. Success factors of Wood-Plastic Composites (WPC) as sustainable packaging material: A cross-sector expert study. Sustain. Prod. Consum. 2022, 30, 506–517. [Google Scholar] [CrossRef]
- Martinez, L.Y.; Paes, J.B.; Gustave, D.; Gonçalves, F.G.; Méndez, F.C.; Nantet, A.C.T. Production of wood-plastic composites using cedrela odorata sawdust waste and recycled thermoplastics mixture from the post-consumer products-A sustainable approach for cleaner production in Cuba. J. Clean. Prod. 2020, 244, 118723. [Google Scholar] [CrossRef]
- Zhou, Y.; Hui, D.; Wang, Y.; Fan, M. Nanomechanical and dynamic mechanical properties of rubber–wood–plastic. Nanotechnol. Rev. 2022, 11, 167–175. [Google Scholar] [CrossRef]
- Soccalingame, L.; Bourmaud, A.; Didier, P.; Bénézet, J.C.; Bergeret, A. Reprocessing of wood flour reinforced polypropylene composites: Impact of particle size and coupling agent on composite and particle properties. Polym. Degrad. Stab. 2015, 113, 72–85. [Google Scholar] [CrossRef]
- Lu, J.Z.; Wu, Q.; McNabb, H.S. Chemical coupling in wood fiber and polymer composites: A review of coupling agents and treatments. Wood Fiber Sci. 2000, 32, 88–104. [Google Scholar]
- Gallagher, L.W.; McDonald, A.G. The effect of micron-sized wood fibers in wood-plastic composites. Maderas Cienc. Technol. 2013, 15, 357–374. [Google Scholar] [CrossRef] [Green Version]
- Avramidis, G.; Hauswald, E.; Lyapin, A.; Militz, H.; Viöl, W.; Wolkenhauer, A. Plasma treatment of wood and wood-based materials to generate hydrophilic or hydrophobic surface characteristics. Wood Mater. Sci. Eng. 2009, 4, 52–60. [Google Scholar] [CrossRef]
- Li, M.; Pu, Y.; Thomas, V.M.; Yoo, C.G.; Ozcan, S.; Deng, Y.; Nelson, K.; Ragauskas, A.J. Recent advancements of plant-based natural fiber-reinforced composites and their applications. Compos. B Eng. 2020, 200, 108254. [Google Scholar] [CrossRef]
- Shishkovsky, I.V.; Scherbakov, V.I. Additive manufacturing of polymer composites with nano-titania inclusions. Laser Phys. Lett. 2021, 18, 066001. [Google Scholar] [CrossRef]
- Marwa, A.; Moez, K.; Jamel, M.; Mondher, W.; Fakhreddine, D. Experimental investigation on the mechanical behavior of recycled rubber reinforced polymer composites filled with aluminium powder. Constr. Build. Mater. 2020, 259, 119845 . [Google Scholar] [CrossRef]
- Zhou, H.; Wang, X.; Hao, X.; Wang, Q.; Ou, R. Mechanical Properties and Fire Retardancy of Wood Flour/High-Density Polyethylene Composites Reinforced with Continuous Honeycomb-Like Nano-SiO2 Network and Fire Retardant. J. Renew. Mater. 2020, 8, 485–498. [Google Scholar] [CrossRef]
- Liu, X.; Fu, Z.; Zhang, F.; Wu, M.; Dong, Y. Synthesis of silica Janus nanosheets and their application to the improvement of interfacial interaction in wood polymer composites. J. Mater. Res. Technol. 2021, 15, 4652–4661. [Google Scholar] [CrossRef]
- Abu, S.M.A.; Saif, H.; Munshi, M.I.U.; Elahi, M.M.A.; Sobuz, M.H.R.; Tam, V.W.Y.; Islam, M.S. Assessing the influence of fly ash and polypropylene fiber on fresh mechanical and durability properties of concrete. J. King Saud Univ. Eng. Sci. 2021; in press. [Google Scholar] [CrossRef]
- Li, C.; Zhu, H.; Wu, M.; Wu, K.; Jiang, Z. Pozzolanic reaction of fly ash modified by fluidized bed reactor-vapor deposition. Cem. Concr. Res. 2017, 92, 98–109. [Google Scholar] [CrossRef]
- Li, J.; Zhang, W.; Li, C.; Monteiro, P.J.M. Eco-friendly mortar with high-volume diatomite and fly ash: Performance and life-cycle assessment with regional variability. J. Clean. Prod. 2020, 261, 121224. [Google Scholar] [CrossRef]
- Visa, M.; Cosnita, M.; Moldovan, M.; Marin, C.; Mihaly, M. Fly Ash Waste Recycling by Pt/TiO2 Incorporation for Industrial Dye Removal. Int. J. Environ. Res. 2021, 18, 3887. [Google Scholar] [CrossRef]
- Cosnita, M.; Cazan, C.; Duta, A. Interfaces and mechanical properties of recycled rubber-polyethylene terephthalate-wood composites. J. Compos. Mater. 2014, 48, 683–694. [Google Scholar] [CrossRef]
- Cosnita, M.; Cazan, C.; Duta, A. The influence of inorganic additive on the water stability and mechanical properties of recycled rubber. polyethylene terephthalate. high density polyethylene and wood composites. J. Clean. Prod. 2017, 165, 630–636. [Google Scholar] [CrossRef]
- Vladuta, C.; Voinea, M.; Purghel, E.A.; Duta, A. Correlations between the structure and the morphology of PET–rubber nanocomposites with different additives. Mater. Sci. Eng. B 2009, 165, 221–226. [Google Scholar] [CrossRef]
- Zhang, C.; Tang, Z.; Guo, B.; Zhang, L. Significantly improved rubber-silica interface via subtly controlling surface chemistry of silica. Compos. Sci. Technol. 2017, 156, S026635381732660X. [Google Scholar] [CrossRef]
- Chenchen, T.; Guangyu, C.; Yuxing, F.; Yonglai, L.; Chunmeng, M.; Nanying, N.; Liqun, Z.; Ming, T. Quantitatively identify and understand the interphase of SiO2/rubber nanocomposites by using nanomechanical mapping technique of AFM. Compos. Sci. Technol. 2019, 170, 1–6. [Google Scholar] [CrossRef]
- Abbas, Z.M.; Tawfilas, M.; Khani, M.M.; Golian, K.; Marsh, Z.M.; Jhalaria, M.; Simonutti, R.; Stefik, M.; Kumar, S.K.; Benicewicz, B.C. Reinforcement of polychloroprene by grafted silica nanoparticles. Polymer 2019, 171, 96–105. [Google Scholar] [CrossRef]
- Tian, F.; Chen, L.; Xu, X. Dynamical mechanical properties of wood-high density polyethylene composites filled with recycled rubber. J.Bioresour.Bioprod. 2021, 6, 152–159. [Google Scholar] [CrossRef]
- Gunes, I.; Uygunoğlu, T.; Çelik, A.G. Tribological Properties of Fly Ash Blended Polymer Composites. Matéria (Rio de Janeiro) 2021, 26, e12929. [Google Scholar] [CrossRef]
- Stanciu, M.D.; Teodorescu Draghicescu, H.; Tamas, F.; Terciu, O.M. Mechanical and Rheological Behaviour of Composites Reinforced with Natural Fibres. Polymers 2020, 12, 1402. [Google Scholar] [CrossRef]
- Van Krevelen, D.W. Properties of Polymers, 3rd ed.; Elsevier: Amsterdam, The Netherlands; Oxford, NY, USA, 1997. [Google Scholar]
- Njuguna, J.; Pielichowski, K.; Desai, S. Nanofiller-reinforced polymer nanocomposites. Polym. Adv. Technol. 2008, 19, 947–959. [Google Scholar] [CrossRef] [Green Version]
- Xu, N.; Zhou, W.; Shi, W. Preparation and enhanced properties of poly (propylene)/silica-grafted-hyperbranched polyester nanocomposites. Polym. Adv. Technol. 2004, 15, 654–661. [Google Scholar] [CrossRef]
- Brundle, R.C.; Evans, C.A.; Wilson, S. Encyclopedia of Materials Characterization; The Angstrom Laboratory, Materials Analysis Course, Uppsala University, Butterworth-Heinemann: Oxford, UK, 1992. [Google Scholar]
- Zhang, L.; Tam, K.C.; Gan, L.H.; Yue, C.Y.; Lam, Y.C.; Hu, X. Effect of nano-silica filler on the rheological and morphological properties of polypropylene/liquid-crystalline polymer blends. J. Appl. Polym. Sci. 2003, 87, 1484–1492. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples Composition [wt%] | T [°C] | FA [%] | Samples Code |
|---|---|---|---|
| rubber:PET:HDPE:wood: FA = (80 − x):10:5:5:x | 150 | 0.5 | 1S_FA—1 |
| 1 | 1S_FA—2 | ||
| 1.5 | 1S_FA—3 | ||
| 2 | 1S_FA—4 | ||
| 160 | 0.5 | 2S_FA—1 | |
| 1 | 2S_FA—2 | ||
| 1.5 | 2S_FA—3 | ||
| 2 | 2S_FA—4 | ||
| 190 | 0.5 | 3S_FA—1 | |
| 1 | 3S_FA—2 | ||
| 1.5 | 3S_FA—3 | ||
| 2 | 3S_FA—4 |
| T [°C] | Sample Code | σt [N/mm2] Inițial | σt [N/mm2] Immersion | Rc [N/mm2] Inițial | Rc [N/mm2] Immersion |
|---|---|---|---|---|---|
| 150 | 1S_FA—1 | 1.66 | 1.68 | 63.62 | 58.67 |
| 1S_FA—2 | 1.51 | 1.52 | 50.34 | 62.80 | |
| 1S_FA—3 | 1.52 | 1.69 | 55.08 | 50.91 | |
| 1S_FA—4 | 1.39 | 1.46 | 62.19 | 63.16 | |
| 160 | 2S_FA—1 | 1.88 | 1.73 | 52.35 | 62.28 |
| 2S_FA—2 | 1.68 | 1.84 | 66.60 | 58.01 | |
| 2S_FA—3 | 1.63 | 1.72 | 68.69 | 50.05 | |
| 2S_FA—4 | 1.58 | 1.68 | 66.55 | 53.12 | |
| 190 | 3S_FA—1 | 2.09 | 2.07 | 57.42 | 56.52 |
| 3S_FA—2 | 1.86 | 1.87 | 55.20 | 57.25 | |
| 3S_FA—3 | 1.89 | 1.87 | 61.16 | 51.67 | |
| 3S_FA—4 | 1.71 | 1.94 | 62.78 | 53.37 |
| Samples Code | Unimmersed | Water Immersed | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Θwater [o] | Θglycerol [o] | [mN/m] | [mN/m] | [mN/m] | Θwater [o] | Θglycerol [o] | [mN/m] | [mN/m] | [mN/m] | |
| 1S | 78.40 | 91.26 | 81.27 | 11.43 | 2.56 | 95.97 | 88.33 | 18.80 | 14.56 | 4.24 |
| 1S_FA—1 | 104.8 | 97.9 | 13.68 | 11.2 | 2.48 | 70.26 | 85.43 | 43.61 | 40.13 | 3.48 |
| 1S_FA—2 | 78.93 | 103 | 18.30 | 17.8 | 0.05 | 75.6 | 94.06 | 55.28 | 47.87 | 7.41 |
| 1S_FA—3 | 88.3 | 103.1 | 82.51 | 64.75 | 17.76 | 96.66 | 90.83 | 15.83 | 9.84 | 5.98 |
| 1S_FA—4 | 108.1 | 110.3 | 12.34 | 0 | 12.34 | 94.86 | 107.96 | 63.55 | 50.24 | 13.31 |
| 2S | 102.70 | 94.65 | 16.63 | 14.45 | 2.18 | 88.84 | 73.47 | 32.60 | 28.39 | 4.20 |
| 2S_FA—1 | 108 | 99.3 | 16.06 | 15.14 | 0.92 | 82.3 | 96.16 | 82.86 | 68.66 | 14.21 |
| 2S_FA—2 | 91.2 | 95.6 | 12.88 | 12.27 | 0.61 | 82.33 | 86.43 | 35.16 | 0.04 | 35.14 |
| 2S_FA—3 | 107.3 | 101 | 11.72 | 9.22 | 2.51 | 93.5 | 96.73 | 23.73 | 23.72 | 0.01 |
| 2S_FA—4 | 108.1 | 102.2 | 10.92 | 8.3 | 2.62 | 96.06 | 105.4 | 42.85 | 37.39 | 5.46 |
| 3S | 86.37 | 113.61 | 13.50 | 12.45 | 1.05 | 113.3 | 100.01 | 28.72 | 28.53 | 0.19 |
| 1S_FA—1 | 100.2 | 90.7 | 20.94 | 19.22 | 1.73 | 95.7 | 100.36 | 25.85 | 0.44 | 25.41 |
| 1S_FA—2 | 104.2 | 92 | 27.83 | 27.68 | 0.15 | 92.03 | 94.53 | 23.14 | 0.03 | 23.11 |
| 1S_FA—3 | 110.7 | 93.7 | 47.86 | 46.63 | 1.43 | 88.36 | 94.4 | 36.39 | 35.31 | 1.08 |
| 1S_FA—4 | 111.7 | 100.8 | 20.41 | 20.35 | 0.06 | 83.7 | 101.03 | 52.81 | 52.39 | 0.42 |
| FTIR Bands | 1S | 1S_FA—2 | Rubber | PET | HDPE | Wood |
|---|---|---|---|---|---|---|
| OH | 3354 | 3327 | - | - | - | 3341 |
| aliphatic C–H | 2911 | 2907 | 2914 | 2914 | 2916 | |
| –CH=CH2 | 2845 | 2840 | 2847 | - | 2847 | - |
| C=O | 1714 | 1714 | - | 1713 | - | 1721 |
| C=C | 1610 | 1586 1531 | 1617 | - | - | - |
| C=C rubber and HDPE. –CH2 of PET and CH of wood | 1458 | 1428 | 1431 | 1407 | 1471 | 1421 |
| C–C of rubber. CH3 of wood | - | 1355 | 1372 | - | - | 1369 |
| C–O–C from PET and wood | 1245 | 1215 | - | 1240 | - | 1245 |
| C–O–C wood | 1093 | 1069 | ||||
| Si-O stretching vibration (FA) | 1115 | |||||
| C–O–C wood | 1016 | 1020 | 1016 | 1025 | ||
| aromatic nuclei in PET | 837 | 874 813 | - | 872 | - | - |
| C-H | 717 | 717 | 723 | 717 | - | |
| FA | 537 |
| Specific Groups | 150 °C | 150 °C. 1% Fly Ash | 150 °C. 1% Fly Ash Immersed | Rubber | PET | HDPE | Wood |
|---|---|---|---|---|---|---|---|
| OH | 3354 | 3327 | 3284 | - | - | - | 3341 |
| C-H aliphatic | 2911 | 2907 | 2908 | 2914 | 2914 | 2916 | |
| –CH=CH2 | 2845 | 2840 | 2842 | 2847 | - | 2847 | - |
| C=O | 1714 | 1714 | 1722 | - | 1713 | - | 1721 |
| C=C | 1610 | 1586 1531 | 1584 1531 | 1617 | - | - | - |
| C=C rubber and HDPE. –CH2 in PET și CH in wood | 1458 | 1428 | 1430 | 1431 | 1407 | 1471 | 1421 |
| C-C in rubber. CH3 in wood | - | 1355 | 1369 | 1372 | - | - | 1369 |
| C-O-C in PET and wood | 1245 | 1215 | 1219 | - | 1240 | - | 1245 |
| Si-O stretching vibration (FA) | 1115 | 1118 | |||||
| C-O-C in wood | 1093 | 1069 | |||||
| C-O-C in wood | 1016 | 1020 | 1019 | 1016 | 1025 | ||
| aromatic nuclei in PET | 837 | 874 813 | 815 | - | 872 | - | - |
| C-H | 717 | 717 | 719 | 723 | 717 | - | |
| metal oxides | 537 | 552 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cosnita, M.; Balas, M.; Cazan, C. The Influence of Fly Ash on the Mechanical Properties of Water Immersed All Waste Composites. Polymers 2022, 14, 1957. https://doi.org/10.3390/polym14101957
Cosnita M, Balas M, Cazan C. The Influence of Fly Ash on the Mechanical Properties of Water Immersed All Waste Composites. Polymers. 2022; 14(10):1957. https://doi.org/10.3390/polym14101957
Chicago/Turabian StyleCosnita, Mihaela, Monica Balas, and Cristina Cazan. 2022. "The Influence of Fly Ash on the Mechanical Properties of Water Immersed All Waste Composites" Polymers 14, no. 10: 1957. https://doi.org/10.3390/polym14101957
APA StyleCosnita, M., Balas, M., & Cazan, C. (2022). The Influence of Fly Ash on the Mechanical Properties of Water Immersed All Waste Composites. Polymers, 14(10), 1957. https://doi.org/10.3390/polym14101957