
A Review of Prestressed Fibre-Reinforced Polymer Matrix Composites


Abstract
1. Introduction
2. Source of Residual Stresses in a Composite
3. Fibre-Prestressing Technique
3.1. Elastically Prestressed Polymer Matrix Composite (EPPMC)
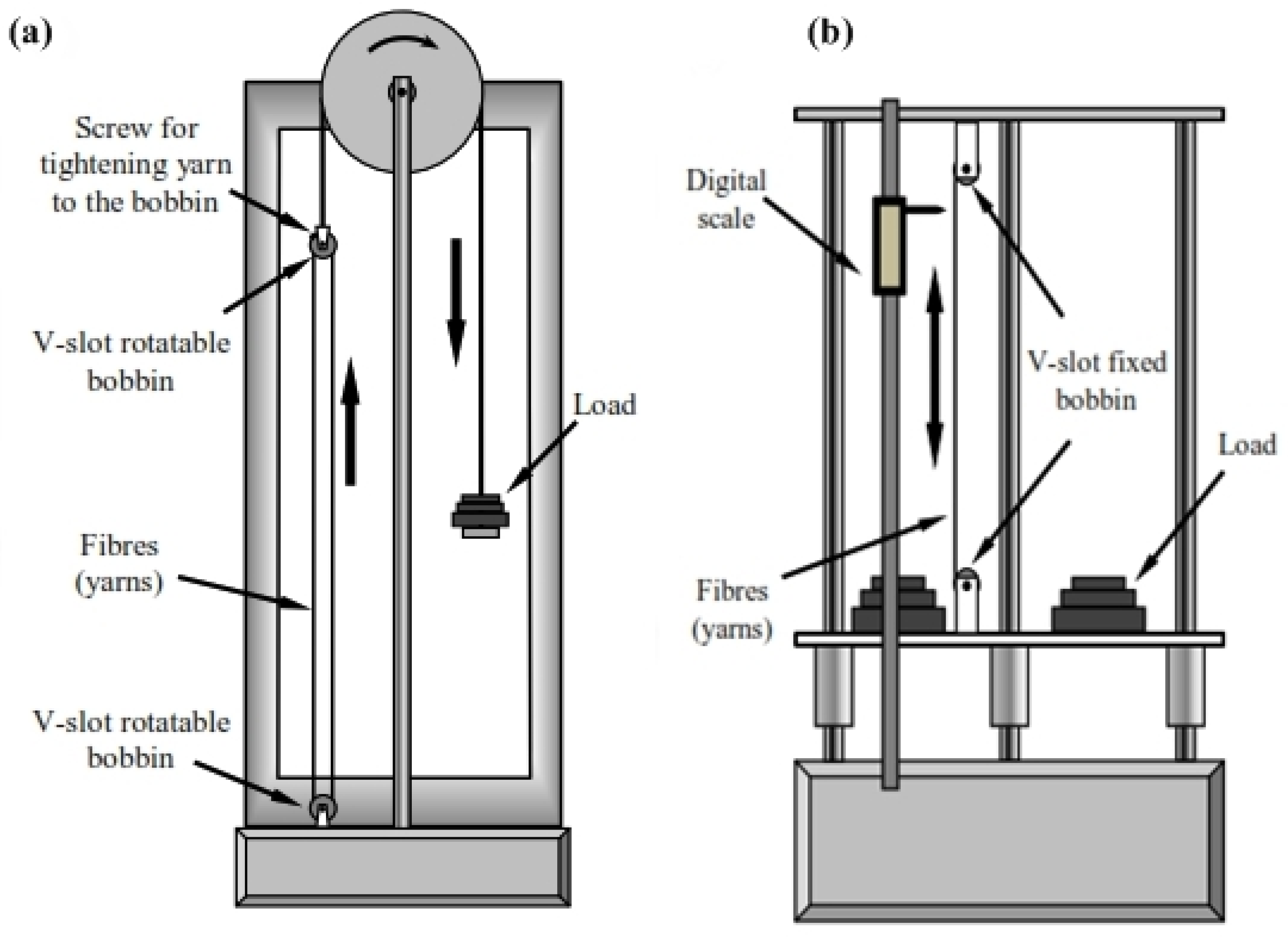
3.1.1. Deadweight Method
3.1.2. V-Slot Fastening Method
3.1.3. Jack Prestress Rig Method
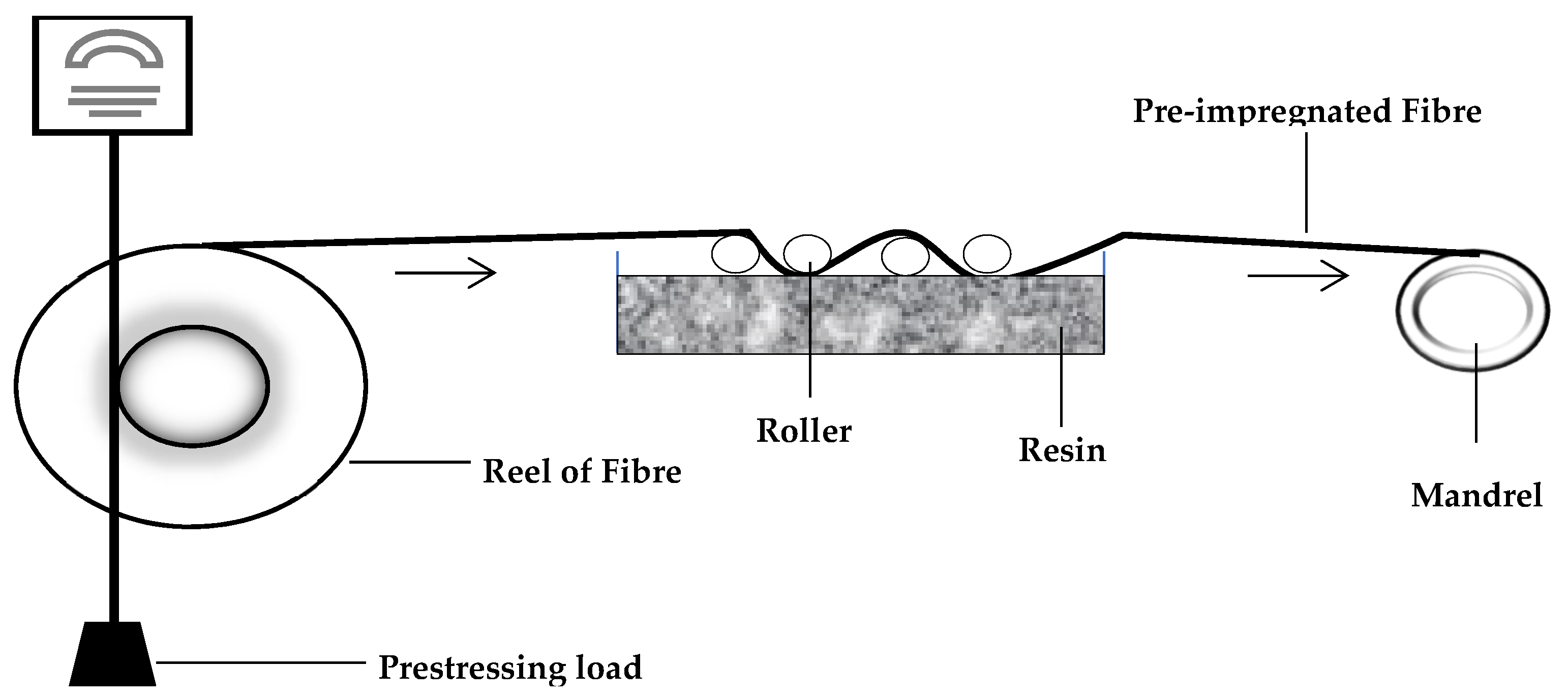
3.1.4. Filament Winding
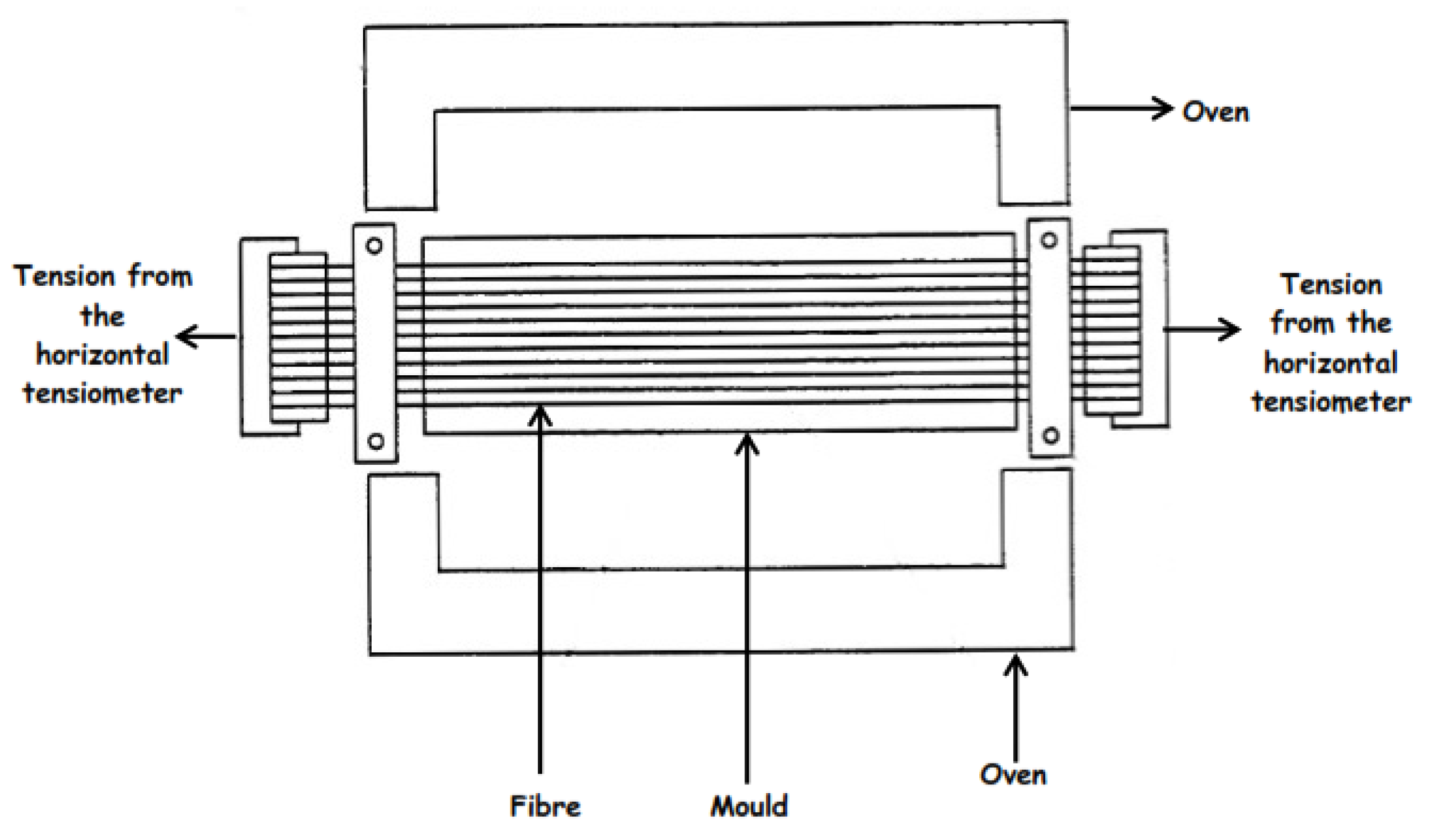
3.1.5. Biaxial Loading Frame and Fibre Stretching Rig
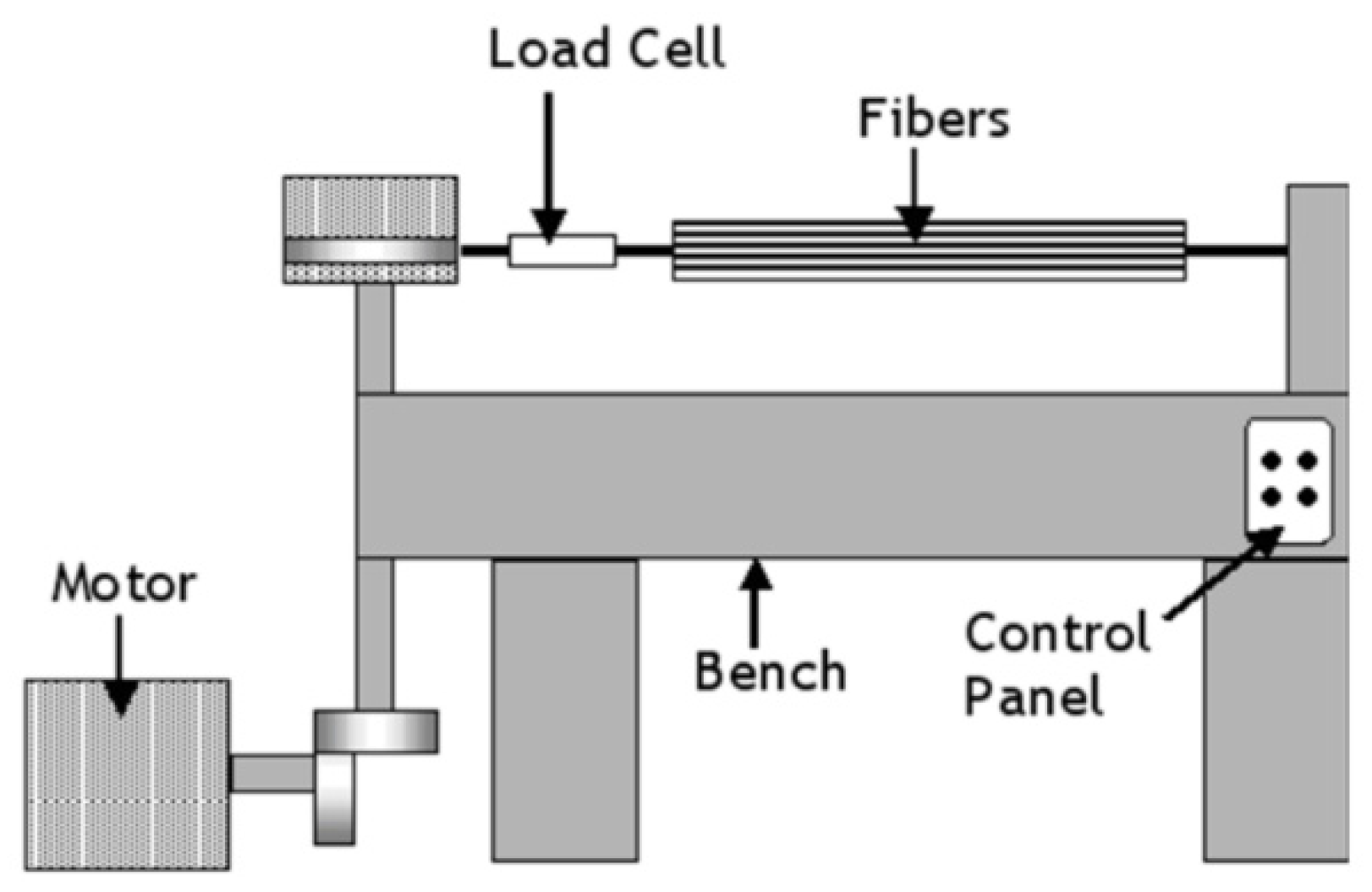
3.1.6. Horizontal Tensile Machine
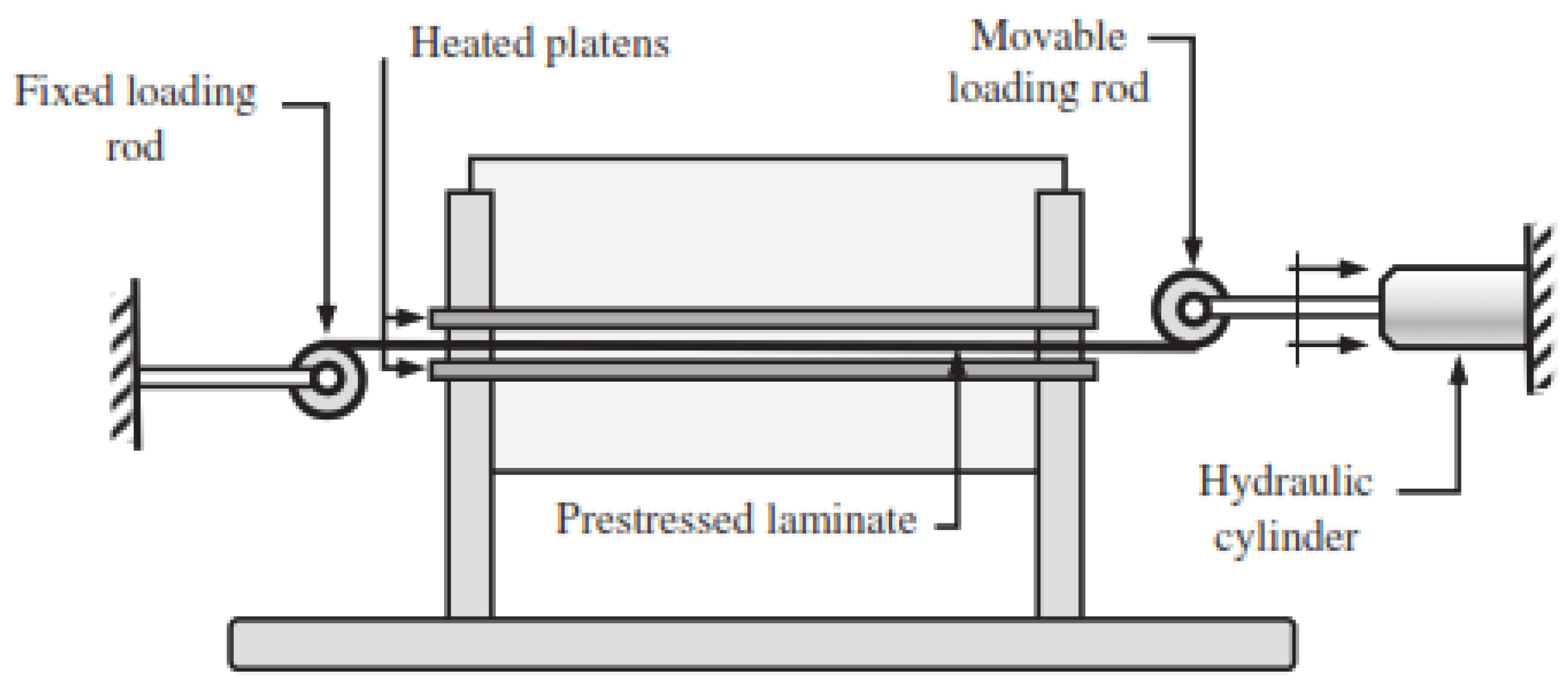
3.1.7. Hydraulic Prestressing Rig
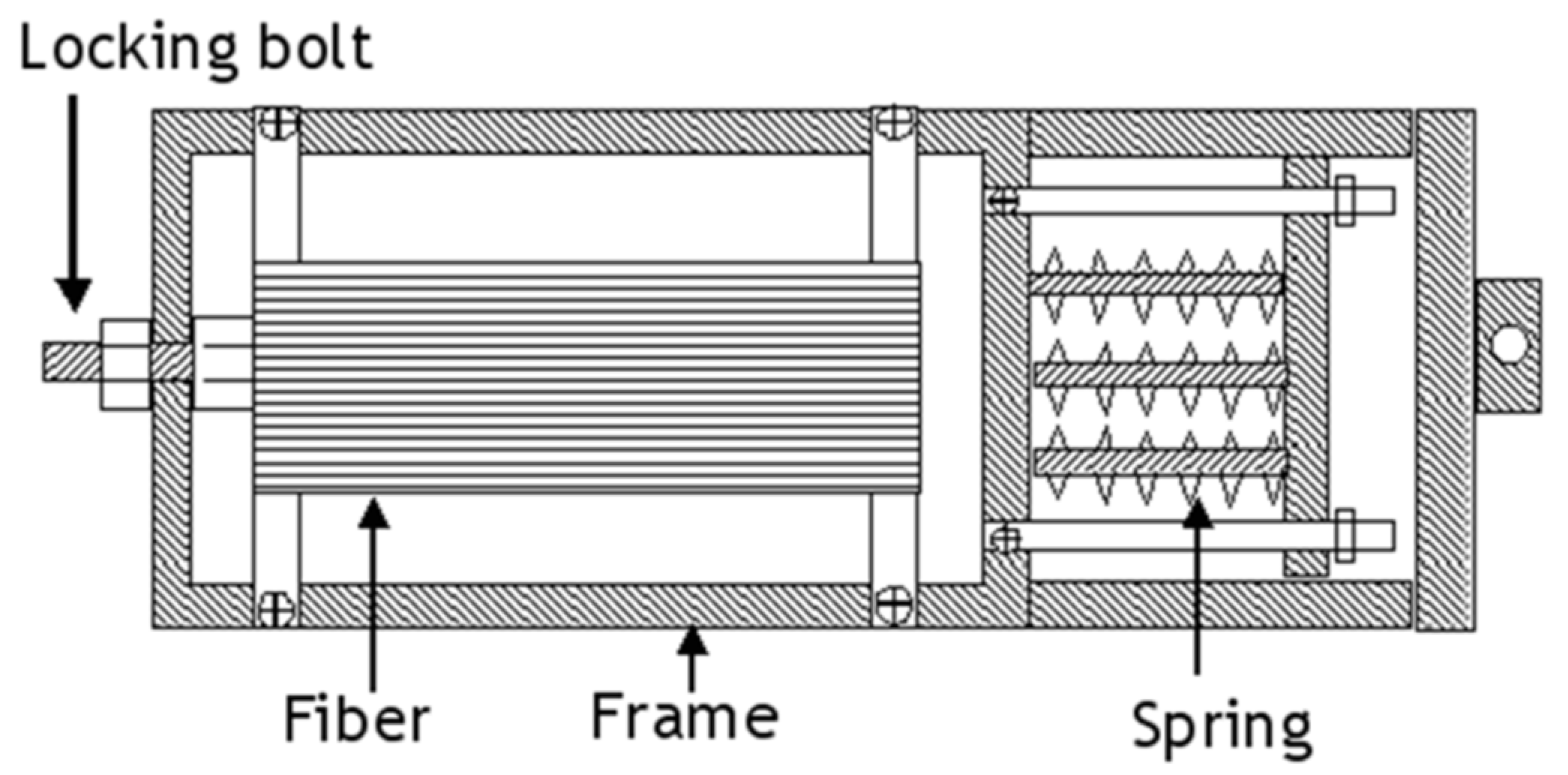
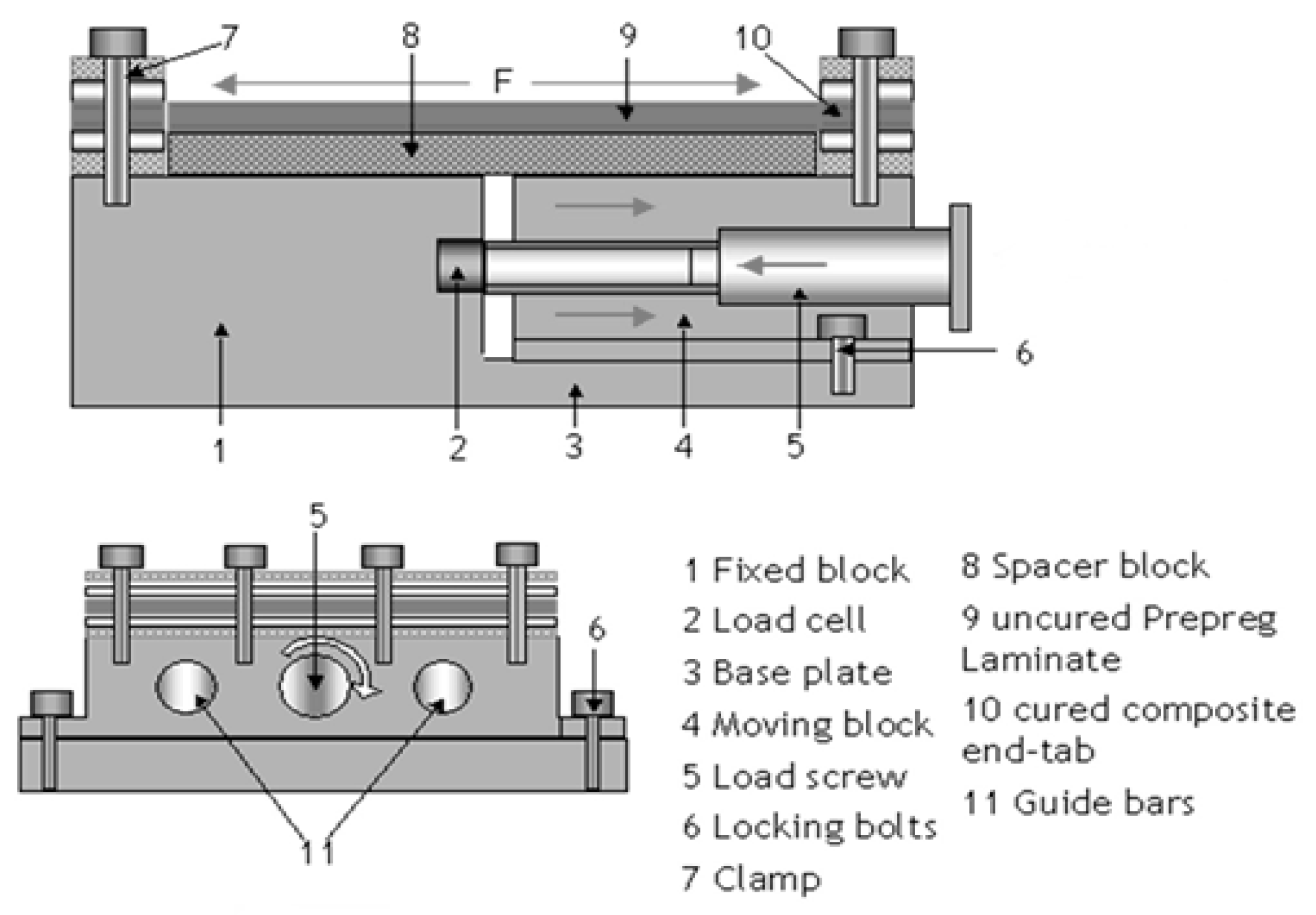
3.1.8. Flatbed Prestressing Rig
3.2. Viscoelastically Prestressed Polymer Matrix Composite (VPPMC)
3.3. Mechanical Properties of Prestressed PMC
3.4. Residual Stresses Measurement

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Methods | Principle | Material | Shortcomings | References |
|---|---|---|---|---|
| Layer Removal (DT) | It monitors the elastic response of a laminate to the release of residual stresses | Ceramics Metals Polymers Composites | Additional stresses can be imparted to the test sample due to the machining of the composite surfaces. Limited to macro-scale residual stresses | [76,78] |
| Hole drilling (SDT) | Drilling of a hole into the stressed object releases the stresses, leading to changes in the surrounding strain field that may be measured and related to the relaxed stresses. | Ceramics Metals Polymers Composites | It requires several assumptions to simplify the result solution. Accurate measurement around the hole, especially in the fibre direction, is very challenging. Limited to macro-scale residual stress measurement | [80,82,108] |
| Ring-Core Method (SDT) | It follows a principle comparable to the hole-drilling method. However, instead of discharging residual stresses by drilling a hole and measuring the elastic reaction of the surrounding material, the ring-core method discharges stress by cutting an annular groove into the surface of a component that contains residual stress. | Metals Ceramics Polymers | Limited to homogenous and isotropic material. | [109] |
| Contour Method (DT) | The material is sliced through by a planar surface, releasing residual stresses across the plane. As a result, the surface experiences out-of-plane deformation, which is recorded, and the underlying residual stresses across the cut are calculated using the finite element technique. | Ceramics Metals Plastics Composites | Difficulty in measuring residual stresses close to the surface of the material. Not suited for small components. | [95] |
| Slitting Method (DT) | A tiny slit is cut into a prestressed sample, and the resultant deformation parallel to the slot’s direction induced by the restoration of force equilibrium is determined. The repetition of this procedure at increasing depths allows for the determination of residual stress across the component’s thickness. | Ceramics Metals Plastics Composites | Macro-scale residual stresses cannot be fully measured. Only average stress along the transverse direction (y-axis) can be measured. | [110] |
| Neutron Diffraction Method (NDT) | Raman spectroscopy employs light scattering to measure the vibrational energy of crystalline chemical bonds. The dispersed light is detected, and typical Raman peaks may be detected. Any externally imposed strain alters the position of these peaks. Consequently, a stressed and unstressed sample’s Raman peak position variations may be used to calculate the applied strain. | Metal Ceramics Composites | Resolution is limited, and residual stress changes smaller than 1 mm cannot be measured. Not suitable for amorphous materials | [111] |
| Raman Spectroscopy Method (NDT) | Stresses are determined by monitoring the frequency of certain luminescence peaks in comparison to those in an unstressed state. | Ceramics Polymers Composites | Limited to macro-scale residual stresses measurement. | [112] |
| X-ray Diffraction Method (NDT) (destructive if used for measuring depth) | When residual stress is determined using X-ray diffraction (XRD), the strain in the crystal lattice is determined and the related residual stress is calculated using the elastic constants, assuming that the relevant crystal lattice plane exhibits linear elastic deformation. | Metal Ceramics Composites | Applicable to polycrystalline materials only. The accuracy of this method is affected by the texture and grain size. Measurement is limited to the surface of the material | [113] |
| Synchrotron X-ray Method (NDT) | Similar to the X-ray diffraction method. However, X-rays are far more intense and have a much greater energy, and their tremendous energy allows them to penetrate much farther into materials. | Metal Ceramics Composites | Applicable to polycrystalline materials only | [114] |
| Ultrasonic Method (NDT) | The material is subjected to an ultrasonic (acoustic) wave, which is then detected by reflection, transmission or scattering. To determine the magnitude of stresses, the velocity of an ultrasonic wave in some modes is evaluated. | Metals Ceramics Composites | Not suitable for amorphous materials. Limited to macro-scale residual stress measurement. | [115] |
4. Potential Applications and Prospects
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Grzesik, W. Advanced Machining Processes of Metallic Materials Theory, Modelling, and Applications, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Maria, M. Advanced Composite Materials of the Future in Aerospace Industry. INCAS Bull. 2013, 5, 139–150. [Google Scholar] [CrossRef]
- Chawla, K.K. Composite Materials, 3rd ed.; Springer: New York, NY, USA, 2012. [Google Scholar] [CrossRef]
- Wu, H.; Fahy, W.P.; Kim, S.; Kim, H.; Zhao, N.; Pilato, L.; Koo, J.H. Recent Developments in Polymers/Polymer Nanocomposites for Additive Manufacturing. Prog. Mater. Sci. 2020, 111, 100638. [Google Scholar] [CrossRef]
- Campbell, F.C. Manufacturing Processes for Advanced Composites. In Manufacturing Processes for Advanced Composites; Elsevier: Amsterdam, The Netherlands, 2004. [Google Scholar] [CrossRef]
- Fazal, A. Polymer Fibre Composites: Investigation into Performance Enhancement through Viscoelastically Generated Pre-Stress. Ph.D. Thesis, The University of Hull, Hull, UK, 2014. [Google Scholar]
- Parlevliet, P.P.; Bersee, H.E.N.; Beukers, A. Residual Stresses in Thermoplastic Composites–A Study of the Literature. Part III: Effects of Thermal Residual Stresses. Compos. Part A 2007, 38, 1581–1596. [Google Scholar] [CrossRef]
- Mohamed, M.; Selim, M.M.; Ning, H.; Pillay, S. Effect of Fibre Prestressing on Mechanical Properties of Glass Fibre Epoxy Composites Manufactured by Vacuum-Assisted Resin Transfer Moulding. J. Reinf. Plast. Compos. 2019, 39, 21–30. [Google Scholar] [CrossRef]
- Mostafa, N.H.; Ismarrubie, Z.N.; Sapuan, S.M.; Sultan, M.T.H. Fibre Prestressed Polymer-Matrix Composites: A Review. J. Compos. Mater. 2016, 51, 39–66. [Google Scholar] [CrossRef]
- Tan, S.C.; Nuismer, R.J. A Theory for Progressive Matrix Cracking in Composite Laminates. J. Compos. Mater. 1989, 23, 1029–1047. [Google Scholar] [CrossRef]
- Zhou, N.; Peng, R.L.; Schönning, M.; Pettersson, R. SCC of 2304 Duplex Stainless Steel—Microstructure, Residual Stress and Surface Grinding Effects. Materials 2017, 10, 221. [Google Scholar] [CrossRef] [PubMed]
- Russell, J.D.; Madhukar, M.S.; Genidy, M.S.; Lee, A.Y. A New Method to Reduce Cure-Induced Stresses in Thermoset Polymer Composites, Part III: Correlating Stress History to Viscosity, Degree of Cure, and Cure Shrinkage. J. Compos. Mater. 2000, 34, 1926–1947. [Google Scholar] [CrossRef]
- Shah, P.; Halls, V.; Zheng, J.; Batra, R. Optimal Cure Cycle Parameters for Minimizing Residual Stresses in Fibre-Reinforced Polymer Composite Laminates. J. Compos. Mater. 2018, 52, 773–792. [Google Scholar] [CrossRef]
- Ali, H.; Ghadbeigi, H.; Mumtaz, K. Processing Parameter Effects on Residual Stress and Mechanical Properties of Selective Laser Melted Ti6Al4V. J. Mater. Eng. Perform. 2018, 27, 4059–4068. [Google Scholar] [CrossRef]
- Mann, B.; Ford, K.; Neilsen, M.; Kammler, D. Minimizing Residual Stress in Brazed Joints by Optimizing the Brazing Thermal Profile. In Volume 2A: Advanced Manufacturing. Am. Soc. Mech. Eng. 2020, 84485, V02AT02A035. [Google Scholar] [CrossRef]
- Schrooten, J.; Michaud, V.; Parthenios, J.; Psarras, G.; Galiotis, C.; Gotthardt, R.; Humbeeck, J. Progress on Composites with Embedded Shape Memory Alloy Wires. Mater. Trans. 2002, 43, 961–973. [Google Scholar] [CrossRef]
- Cohades, A.; Michaud, V. Shape Memory Alloys in Fibre-Reinforced Polymer Composites. Adv. Ind. Eng. Polym. Res. 2018, 1, 66–81. [Google Scholar] [CrossRef]
- Raghavan, J. Evolution of Cure, Mechanical Properties, and Residual Stress during Electron Beam Curing of a Polymer Composite. Compos. Part A 2009, 40, 300–308. [Google Scholar] [CrossRef]
- Razavi, S.M.; Ahmadi, S.J.; Rahmani Cherati, P.; Hadi, M.; Ahmadi, S.A.R. Effect of Electron Beam Irradiation on Mechanical Properties of Unsaturated Polyester/Nanoclay Composites Reinforced with Carbon and Glass Fibres. Mech. Mater. 2020, 141, 103265. [Google Scholar] [CrossRef]
- Wolff-Fabris, F.; Altstadt, V.; Arnold, U.; Doring, M. Electron Beam Curing of Composites; Hanser Publshers: Cincinnati, OH, USA, 2010. [Google Scholar]
- Zhang, J.; Duan, Y.; Wang, B.; Zhang, X. Interfacial Enhancement for Carbon Fibre Reinforced Electron Beam Cured Polymer Composite by Microwave Irradiation. Polymer 2020, 192, 122327. [Google Scholar] [CrossRef]
- Orso, J.; Vizzini, J.A. Stress Effects of Inhomogeneous Expansion-Controlled Matrices in Continuous Fiber Composites. J. Compos. Mater. 1995, 29, 2003–2004. [Google Scholar] [CrossRef]
- Marx, P.; Wiesbrock, F. Expanding Monomers as Anti-Shrinkage Additives. Polymers 2021, 13, 806. [Google Scholar] [CrossRef]
- Fu, J.; Liu, W.; Hao, Z.; Wu, X.; Yin, J.; Panjiyar, A.; Liu, X.; Shen, J.; Wang, H. Characterization of a Low Shrinkage Dental Composite Containing Bismethylene Spiroorthocarbonate Expanding Monomer. Int. J. Mol. Sci. 2014, 15, 2400–2412. [Google Scholar] [CrossRef]
- Sokairge, H.; Elgabbas, F.; Rashad, A.; Elshafie, H. Long-Term Creep Behaviour of Basalt Fibre Reinforced Polymer Bars. Constr. Build. Mater. 2020, 260, 120437. [Google Scholar] [CrossRef]
- Zaidi, B.M.; Magniez, K.; Miao, M. Prestressed Natural Fibre Spun Yarn Reinforced Polymer-Matrix Composites. Compos Part A 2015, 75, 68–76. [Google Scholar] [CrossRef]
- Dvorak, G.; Suvorov, A. The Effect of Fiber Pre-Stress on Residual Stresses and the Onset of Damage in Symmetric Laminates. Compos. Sci. Technol. 2000, 60, 1129–1139. [Google Scholar] [CrossRef]
- Qin, Y.; Fancey, K.S. Drop Weight Impact Behaviour of Viscoelastically Prestressed Composites. Compos Part A 2020, 131, 105782. [Google Scholar] [CrossRef]
- Ge, C.; Wang, B.; Fancey, K.S. An Evaluation of the Scanning Electron Microscope Mirror Effect to Study Viscoelastically Prestressed Polymeric Matrix Composites. Mater. Today Commun. 2017, 12, 79–87. [Google Scholar] [CrossRef]
- Fazal, A.; Fancey, K.S. UHMWPE Fibre-Based Composites: Prestress-Induced Enhancement of Impact Properties. Compos. Part B 2014, 66, 1–6. [Google Scholar] [CrossRef]
- Jorge, L.D.A.; Marques, A.T.; De Castro, P.M.S.T. The Influence of Prestressing on the Mechanical Behaviour of Unidirectional Composites. In Developments in the Science and Technology of Composite Materials; Springer: Dordrecht, The Netherlands, 1990; pp. 897–902. [Google Scholar] [CrossRef]
- Al-Dulaimy, A.; Khalid, M.A.; Al-hassany, M.O.A.; Shakir, S.W. The Effect of Unidirectional Pre-Load on Tensile Characteristics of E-Glass Fibre and Epoxy Composite. Mater. Today Proc. 2021, 42, 2510–2515. [Google Scholar] [CrossRef]
- Hassan, F.A.K.; Abdullah, O.A. New Methodology for Prestressing Fiber Composites. Univers. J. Mech. Eng. 2015, 3, 252–261. [Google Scholar] [CrossRef][Green Version]
- Krishnamurthy, S. Pre-Stressed Advanced Fibre Reinforced Composites Fabrication and Mechanical Performance. Ph.D. Thesis, Cranfield University, Silsoe, UK, 2006. [Google Scholar]
- Abdullah, O.A.; Hassan, A.K.F. Effect of Prestress Level on the Strength of CFRP Composite Laminate. J. Mech. Sci. Technol. 2016, 30, 5115–5123. [Google Scholar] [CrossRef]
- Kang, C.; Shi, Y.; Deng, B.; Yu, T.; Sun, P. Determination of Residual Stress and Design of Process Parameters for Composite Cylinder in Filament Winding. Adv. Mater. Sci. Eng. 2018, 1, 1–11. [Google Scholar] [CrossRef]
- Toptaş, E.; Akkuş, N. Damage Detection of Carbon Fibers in Filament Winding Machines Using an Electrical Resistance Method. Int. J. Adv. Manuf. Technol. 2017, 93, 671–679. [Google Scholar] [CrossRef]
- Korotkov, V.N.; Chekanov, Y.A.; Rozenberg, B.A. The Simultaneous Process of Filament Winding and Curing for Polymer Composites. Compos. Sci. Technol. 1993, 47, 383–388. [Google Scholar] [CrossRef]
- Ilangovan, S.; Senthil Kumaran, S.; Naresh, K. Effect of Nanoparticles Loading on Free Vibration Response of Epoxy and Filament Winding Basalt/Epoxy and E-Glass/Epoxy Composite Tubes: Experimental, Analytical and Numerical Investigations. Mater. Res. Express 2020, 7, 025007. [Google Scholar] [CrossRef]
- Wong, J.C.; Blanco, J.M.; Ermanni, P. Filament Winding of Aramid/PA6 Commingled Yarns with in Situ Consolidations. J. Thermoplast. Compos. Mater. 2018, 31, 465–482. [Google Scholar] [CrossRef]
- Jevons, M.; Fernando, G.; Kalsi, G. Effect of Pre-Tensioning on the Low-Velocity Impact Performance of Glass Fibre Composites. In Proceedings of the Tenth European Conference on Composite Materials (ECCM-10), Brugge, Belgium, 3–7 June 2002; pp. 3–7. [Google Scholar]
- Krishnamurthy, S.; Badcock, R.; Machavaram, V.; Fernando, G. Monitoring Pre-Stressed Composites Using Optical Fibre Sensors. Sensors 2016, 16, 777. [Google Scholar] [CrossRef]
- Mostafa, N.H.; Ismarrubie, Z.N.; Sapuan, S.M.; Sultan, M.T.H. Effect of Fabric Biaxial Prestresses on the Fatigue of Woven E-glass/Polyester Composites. Mater. Des. 2016, 92, 579–589. [Google Scholar] [CrossRef]
- Zhao, J.; Cameron, J. Polypropylene Matrix Composites Reinforced with Pre-Stressed Glass Fibres. Polym. Compos. 1998, 19, 218–224. [Google Scholar] [CrossRef]
- Motahhari, S.; Cameron, J. Measurement of Micro-Residual Stresses in Fiber-Prestressed Composites. J. Reinf. Plast. Compos. 1997, 16, 1129–1137. [Google Scholar] [CrossRef]
- Tuttle, M.E.; Koehler, R.T.; Keren, D. Controlling Thermal Stresses in Composites by Means of Fiber Prestress. J. Compos. Mater. 1996, 30, 486–502. [Google Scholar] [CrossRef]
- Osman, B.; Tian, Z.; Jiang, G.; Sun, X.; Carroll, A. Experimental Study on Dynamic Properties of UHMWPE and PVA Fibers Concrete. KSCE J. Civ. Eng. 2020, 24, 2993–3011. [Google Scholar] [CrossRef]
- Fazal, A.; Fancey, K.S. Performance Enhancement of Nylon/Kevlar Fibre Composites through Viscoelastically Generated Pre-stress. Polym. Compos. 2014, 35, 931–938. [Google Scholar] [CrossRef]
- Wang, B.; Ge, C.; Fancey, K.S. Snap-through Behaviour of a Bistable Structure Based on Viscoelastically Generated Prestress. Compos. Part B Eng. 2017, 114, 23–33. [Google Scholar] [CrossRef]
- Cui, H.X.; Guan, M.J.; Zhu, Y.X.; Zhang, Z.Z. The Flexural Characteristics of Prestressed Bamboo Slivers Reinforced Parallel Strand Lumber (PSL). Key Eng. Mater. 2012, 517, 96–100. [Google Scholar] [CrossRef]
- Qin, Y.; Fancey, K.S. Towards “Green” Viscoelastically Prestressed Composites: Cellulose Fibre Reinforcement. Compos. Part B Eng. 2018, 154, 439–448. [Google Scholar] [CrossRef]
- Širvaitienė, A.; Jankauskaitė, V.; Bekampienė, P.; Norkaitis, J. Vegetable Fibre Pre-Tensioning Influence the Composites Reinforcement. Polym. Compos. 2013, 34, 1533–1537. [Google Scholar] [CrossRef]
- Herrera-Franco, P.J.; Valadez-González, A. Mechanical Assessment of Natural Fibre Composites. In Interface Engineer Nature Fibre Compose Maximum Perform; Elsevier: Amsterdam, The Netherlands, 2011; pp. 222–240. [Google Scholar] [CrossRef]
- Djafari Petroudy, S.R. Physical and Mechanical Properties of Natural Fibres. In Advanced High Strength Natural Fibre Composites in Construction; Elsevier: Amsterdam, The Netherlands, 2017; pp. 59–83. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Misra, M.; Drzal, T. Natural Fibers, Biopolymers, Biocomposites; CRC Press: New York, NY, USA, 2005. [Google Scholar]
- Ashori, A.; Bahreini, Z. Evaluation of Calotropis Gigantea as a Promising Raw Material for Fiber-Reinforced Composite. J. Compos. Mater. 2009, 43, 1297–1304. [Google Scholar] [CrossRef]
- Sarkar, A.; Connor, A.J.; Koffas, M.; Zha, R.H. Chemical Synthesis of Silk-Mimetic Polymers. Materials 2019, 12, 4086. [Google Scholar] [CrossRef]
- Bhat, G.; Kandagor, V. Synthetic Polymer Fibres and Their Processing Requirements. In Advances in Filament Yarn Spinning of Textiles and Polymers; Elsevier: Amsterdam, The Netherlands, 2014; pp. 3–30. [Google Scholar] [CrossRef]
- Pang, J.W.C.; Fancey, K.S. Analysis of the Tensile Behaviour of Viscoelastically Prestressed Polymeric Matrix Composites. Compos. Sci. Technol. 2008, 68, 1903–1910. [Google Scholar] [CrossRef][Green Version]
- Pang, J.W.C.; Fancey, K.S. The Flexural Stiffness Characteristics of Viscoelastically Prestressed Polymeric Matrix Composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 784–790. [Google Scholar] [CrossRef]
- Zhigun, I.G. Experimental Evaluation of the Effect of Prestressing the Fibres in Two Directions on Certain Elastic Characteristic of Woven-Glass Reinforced Plastics. Polym. Mech. 1972, 4, 691–695. [Google Scholar] [CrossRef]
- Brown, G.G. Development of Prestressed Graphite Processing Techniques; North American Rockwell: Hampton, VA, USA, 1976. [Google Scholar]
- Tuttle, M.E. A Mechanical/Thermal Analysis of Prestressed Composite Laminates. J. Compos. Mater. 1988, 22, 780–792. [Google Scholar] [CrossRef]
- Rose, D.H. Effect of Prestressed Fibres Upon the Response of Composite Materials. Master’s Thesis, The University of Dayton, Dayton, OH, USA, 1993. [Google Scholar]
- Fancey, K.S. Investigation into the Feasibility of Viscoelastically Generated Pre-Stress in Polymeric Matrix Composites. Mater. Sci. Eng. A 2000, 279, 36–41. [Google Scholar] [CrossRef]
- Jevons, M.P. The Effects of Fibre Pre-Stressing on the Impact Performance of Composite Laminates. Ph.D. Thesis, Cranfield University, Silsoe, UK, 2011. [Google Scholar]
- Daynes, S.; Potter, K.D.; Weaver, P.M. Bistable Prestressed Buckled Laminates. Compos. Sci. Technol. 2008, 68, 3431–3437. [Google Scholar] [CrossRef]
- Schlichting, L.H.; de Andrada, M.A.C.; Vieira, L.C.C.; de Oliveira Barra, G.M.; Magne, P. Composite Resin Reinforced with Pre-tensioned Glass Fibres. Influence of Prestressing on Flexural Properties. Dent. Mater. 2010, 26, 118–125. [Google Scholar] [CrossRef]
- Nishi, Y.; Okada, T.; Okada, S.; Hirano, M.; Matsuda, M.; Matsuo, A.; Faudree, M.C. Effects of Tensile Prestress Level on Impact Value of 50 vol% Continuous Unidirectional 0 Degree Oriented Carbon Fiber Reinforced Epoxy Polymer (CFRP). Mater. Trans. 2014, 55, 318–322. [Google Scholar] [CrossRef]
- Fancey, K.S.; Fazal, A. Prestressed Polymeric Matrix Composites: Longevity Aspects. Polym. Compos. 2015, 37, 2092–2097. [Google Scholar] [CrossRef]
- Mostafa, N.H.; Ismarrubie, Z.; Sapuan, S.; Sultan, M. The Influence of Equi-Biaxially Fabric Prestressing on the Flexural Performance of Woven E-Glass/Polyester-Reinforced Composites. J. Compos. Mater. 2015, 50, 3385–3393. [Google Scholar] [CrossRef]
- Rossini, N.; Dassisti, M.; Benyounis, K.; Olabi, A. Methods of Measuring Residual Stresses in Components. Mater. Des. 2012, 35, 572–588. [Google Scholar] [CrossRef]
- Ersoy, N.; Vardar, O. Measurement of Residual Stresses in Layered Composites by Compliance Method. J. Compos. Mater. 2000, 34, 575–598. [Google Scholar] [CrossRef]
- Shen, J.; Tong, Q. Prestressing Strategy for Strengthening Biocomposites: A Numerical Study. ACS Biomater. Sci. Eng. 2021, 7, 5014–5027. [Google Scholar] [CrossRef] [PubMed]
- Perreux, D.; Lazuardi, D. The effect of Residual Stress on the Non-Linear Behaviour of Composite Laminates Part II. Layer, Laminate Non-Linear Models and the Effect of Residual Stress on the Model Parameters. Compos. Sci. Technol. 2001, 61, 177–190. [Google Scholar] [CrossRef]
- Eijpe, M.; Powell, P. Residual Stress Evaluation in Composites Using a Modified Layer Removal Method. Compos. Struct. 1997, 37, 335–342. [Google Scholar] [CrossRef]
- Mahmoodi, M.; Sedighi, M.; Tanner, D. Investigation of through Thickness Residual Stress Distribution in Equal Channel Angular Rolled Al 5083 Alloy by Layer Removal Technique and X-ray Diffraction. Mater. Des. 2012, 40, 516–520. [Google Scholar] [CrossRef]
- Dreier, S.; Denkena, B. Determination of Residual Stresses in Plate Material by Layer Removal with Machine-integrated Measurement. Procedia CIRP 2014, 24, 103–107. [Google Scholar] [CrossRef]
- Mathar, J. Determination of Initial Stresses by Measuring the Deformation around Drilled Holes. Trans. ASME 1934, 56, 249–259. [Google Scholar]
- Sicot, O.; Gong, X.; Cherouat, A.; Lu, J. Influence of Experimental Parameters on Determination of Residual Stress Using the Incremental Hole-Drilling Method. Compos. Sci. Technol. 2004, 64, 171–180. [Google Scholar] [CrossRef]
- Makino, A.; Nelson, D.; Fuchs, E.; Williams, D. Determination of Biaxial Residual Stresses by a Holographic-Hole Drilling Technique. J. Eng. Mater. Technol. 1996, 118, 583–588. [Google Scholar] [CrossRef]
- Ghasemi, A.; Mohammadi, M. Residual Stress Measurement of Fiber Metal Laminates Using Incremental Hole-Drilling Technique in Consideration of the Integral Method. Int. J. Mech. Sci. 2016, 114, 246–256. [Google Scholar] [CrossRef]
- Smit, T.; Reid, R. Residual Stress Measurement in Composite Laminates Using Incremental Hole-Drilling with Power Series. Exp. Mech. 2018, 58, 1221–1235. [Google Scholar] [CrossRef]
- Mahmoudi, A.; Hossain, S.; Truman, C.; Smith, D.; Pavier, M. A New Procedure to Measure Near Yield Residual Stresses Using the Deep Hole Drilling Technique. Exp. Mech. 2008, 49, 595–604. [Google Scholar] [CrossRef]
- Hossain, S.; Truman, C.; Smith, D. Benchmark Measurement of Residual Stresses in a 7449 Aluminium Alloy Using Deep-Hole and Incremental Centre-Hole Drilling Methods. Eng. Appl. Res. Stress 2011, 8, 67–74. [Google Scholar] [CrossRef]
- Ghasemi, A.; Taheri-Behrooz, F.; Shokrieh, M. Determination of Non-Uniform Residual Stresses in Laminated Composites Using Integral Hole Drilling Method: Experimental Evaluation. J. Compos. Mater. 2013, 48, 415–425. [Google Scholar] [CrossRef]
- ASTM E837-20; Standard Test Method for Determining Residual Stresses by the Hole-Drilling Strain-Gage Method. ASTM International: West Conshohocken, PA, USA, 2020.
- Ajovalasit, A.; Petrucci, G.; Zuccarello, B. Determination of Non-uniform Residual Stresses Using the Ring-Core Method. J. Eng. Mater. Technol. 1996, 118, 224–228. [Google Scholar] [CrossRef]
- Seers, B.; Tomlinson, R.; Fairclough, P. Residual Stress in Fiber Reinforced Thermosetting Composites: A Review of Measurement Techniques. Polym. Compos. 2021, 42, 1631–1647. [Google Scholar] [CrossRef]
- Ghaedamini, R.; Ghassemi, A.; Atrian, A. Ring-Core Method in Determining the Amount of Non-Uniform Residual Stress in Laminated Composites: Experimental, Finite Element and Theoretical Evaluation. Arch. Appl. Mech. 2017, 88, 755–767. [Google Scholar] [CrossRef]
- Giri, A.; Mahapatra, M. On the Measurement of Sub-Surface Residual Stresses in SS 304L Welds by Dry Ring Core Technique. Measurement 2017, 106, 152–160. [Google Scholar] [CrossRef]
- Hodek, J.; Prantl, A.; Džugan, J.; Strunz, P. Determination of Directional Residual Stresses by the Contour Method. Metals 2019, 9, 1104. [Google Scholar] [CrossRef]
- Sun, H.; Dugnani, R. Precise Residual Stress Profile in Ion-Exchanged Silicate Glass by Modified Contour Method. J. Eur. Ceram. Soc. 2021, 41, 4355–4368. [Google Scholar] [CrossRef]
- Araujo de Oliveira, J.; Fitzpatrick, M.; Kowal, J. Residual Stress Measurements on a Metal Matrix Composite Using the Contour Method with Brittle Fracture. Adv. Mater. Res. 2014, 996, 349–354. [Google Scholar] [CrossRef]
- Prime, M.; Sebring, R.; Edwards, J.; Hughes, D.; Webster, P. Laser Surface-Contouring and Spline Data-Smoothing for Residual Stress Measurement. Exp. Mech. 2004, 44, 176–184. [Google Scholar] [CrossRef]
- Salehi, S.; Rastak, M.; Shokrieh, M.; Barrallier, L.; Kubler, R. Full-Field Measurement of Residual Stresses in Composite Materials Using the Incremental Slitting and Digital Image Correlation Techniques. Exp. Mech. 2020, 60, 1239–1250. [Google Scholar] [CrossRef]
- Nervi, S.; Szabó, B. On the Estimation of Residual Stresses by the Crack Compliance Method. Comput. Methods Appl. Mech. Eng. 2007, 196, 3577–3584. [Google Scholar] [CrossRef]
- Zhao, L.; Santos Macías, J.; Dolimont, A.; Simar, A.; Rivière-Lorphèvre, E. Comparison of Residual Stresses Obtained by the Crack Compliance Method for Parts Produced by Different Metal Additive Manufacturing Techniques and after Friction Stir Processing. Addit. Manuf. 2020, 36, 101499. [Google Scholar] [CrossRef]
- Shokrieh, M. Residual Stresses in Composite Materials; Woodhead Publishing: London, UK, 2014. [Google Scholar]
- Ma, L.; Qiu, W.; Fan, X. Stress/Strain Characterization in Electronic Packaging by Micro-Raman Spectroscopy: A Review. Microelectron. Reliab. 2021, 118, 114045. [Google Scholar] [CrossRef]
- Nielsen, A.; Batchelder, D.; Pyrz, R. Estimation of Crystallinity of Isotactic Polypropylene Using Raman Spectroscopy. Polymer 2002, 43, 2671–2676. [Google Scholar] [CrossRef]
- Guo, J.; Fu, H.; Pan, B.; Kang, R. Recent Progress of Residual Stress Measurement Methods: A review. Chin. J. Aeronaut. 2021, 34, 54–78. [Google Scholar] [CrossRef]
- Ao, S.; Li, C.; Huang, Y.; Luo, Z. Determination of Residual Stress in Resistance Spot-Welded Joint by a Novel X-ray Diffraction. Measurement 2020, 161, 107892. [Google Scholar] [CrossRef]
- Widjaja, S. Determination of Creep-Induced Residual Stress in Fiber-Reinforced Glass–Ceramic Matrix Composites by X-ray Diffraction. Mater. Charact. 2001, 47, 47–54. [Google Scholar] [CrossRef]
- Benedikt, B.; Lewis, M.; Rangaswamy, P.; Kumosa, M.; Predecki, P.; Kumosa, L.; Gentz, M. Residual Stress Analysis in Aged Graphite/PMR-15 Composites Using X-ray Diffraction. Mater. Sci. Eng. A 2006, 421, 1–8. [Google Scholar] [CrossRef]
- Marquez, F.; Muñoz, C. A New Approach for Fault Detection, Location and Diagnosis by Ultrasonic Testing. Energies 2020, 13, 1192. [Google Scholar] [CrossRef]
- Kudryavtsev, Y.; Kleiman, J. Ultrasonic Technique and Equipment for Residual Stresses Measurement. Eng. Appl. Res. Stress 2011, 8, 55–66. [Google Scholar] [CrossRef]
- Liu, X.; Wang, X.; Guan, Z.; Jiang, T.; Geng, K.; Li, Z. Improvement and Validation of Residual Stress Measurement in Composite Laminates Using the Incremental Hole-Drilling Method. Mech. Mater. 2021, 154, 103715. [Google Scholar] [CrossRef]
- Song, X.; Yeap, K.; Zhu, J.; Belnoue, J.; Sebastiani, M.; Bemporad, E.; Zeng, K.; Korsunsky, A. Residual Stress Measurement in Thin Films Using the Semi-Destructive Ring-Core Drilling Method Using Focused Ion Beam. Procedia Eng. 2011, 10, 2190–2195. [Google Scholar] [CrossRef]
- Hill, M. The Slitting Method. Pract. Residual Stress Meas. Methods 2013, 89–108. [Google Scholar] [CrossRef]
- Hutchings, M.; Withers, P.; Holden, T.; Lorentzen, T. Introduction to the Characterization of Residual Stress by Neutron Diffraction; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar] [CrossRef]
- Niu, X.; Zhang, H.; Pei, Z.; Shi, N.; Sun, C.; Gong, J. Measurement of Interfacial Residual Stress in SiC Fiber Reinforced Ni-Cr-Al Alloy Composites by Raman Spectroscopy. J. Mater. Sci. Technol. 2019, 35, 88–93. [Google Scholar] [CrossRef]
- Balasingh, C.; Singh, V. Measurement of Residual Stresses in CFRP Laminates by X-ray Diffraction Method. Bull. Mater. Sci. 1997, 20, 325–332. [Google Scholar] [CrossRef]
- Zhang, X.; Xue, Y.; Zhang, H.; Fu, H.; Wang, Z.; Nie, Z.; Wang, L. Thermal Residual Stresses in W Fibers/Zr-based Metallic Glass Composites by High-energy Synchrotron X-ray Diffraction. J. Mater. Sci. Technol. 2015, 31, 159–163. [Google Scholar] [CrossRef]
- Xu, C.; Song, W.; Pan, Q.; Li, H.; Liu, S. Nondestructive Testing Residual Stress Using Ultrasonic Critical Refracted Longitudinal Wave. Phys. Procedia 2015, 70, 594–598. [Google Scholar] [CrossRef]
- Lengsfeld, H.; Wolff-Fabris, F.; Krämer, J.; Lacalle, J.; Altstädt, V. Composite Technology: Prepregs and Monolithic Part Fabrication Technologies; Hanser Publishers: Munich, Germany, 2016. [Google Scholar]
- Pekbey, Y.; Aslantaş, K.; Yumak, N. Ballistic Impact Response of Kevlar Composites with filled epoxy matrix. Steel Compos. Struct. 2017, 24, 191–200. [Google Scholar] [CrossRef]
- Alkbir, M.F.M.; Sapuan, S.M.; Nuraini, A.A.; Ishak, M.R. Fibre Properties and Crashworthiness Parameters of Natural Fibre-Reinforced Composite Structure: A Literature Review. Compos. Struct. 2016, 148, 59–73. [Google Scholar] [CrossRef]
- Jacob, G.; Starbuck, J.; Fellers, J.; Simunovic, S. Energy Absorption in Chopped Carbon Fiber Epoxy Composites for Automotive Crashworthiness. Polym. J. 2003, 35, 560–567. [Google Scholar] [CrossRef]
- Isaac, C.W.; Ezekwem, C. A Review of the Crashworthiness Performance of Energy Absorbing Composite Structure within the Context of Materials, Manufacturing and Maintenance for Sustainability. Compos. Struct. 2021, 257, 113081. [Google Scholar] [CrossRef]












| Fibre | Density (kg/m3) | Tensile Strength (MPa) | Elongation at Break (%) | Young Modulus (GPa) | References | |
|---|---|---|---|---|---|---|
| Natural fibres | Kenaf | 1200 | 295–930 | 2.7–6.9 | 53 | [54,55] |
| Sisal | 1200 | 507–885 | 1.9–3 | 9.4–22 | [54,55] | |
| Flax | 1380 | 343–1035 | 1.2–3 | 27.6 | [54,55] | |
| Bamboo | 800–1400 | 391–1000 | 2 | 11–30 | [54,55] | |
| Banana | 1350 | 529–914 | 3–10 | 8–32 | [54,55] | |
| Wheat straw | 1600 | 273 | 2.7 | 4.76–6.58 | [54,55] | |
| Hemp | 1350 | 580–1110 | 1.6–4.5 | 70 | [54,55] | |
| Jute | 1230 | 187–773 | 1.5–3.1 | 13–26.5 | [54,55] | |
| Ramie | 1440 | 400–938 | 2–4 | 61.4–128 | [54,55] | |
| Rice straw | 1650 | 449 | 2.2 | 1.21–1.25 | [54,55] | |
| Synthetic fibres | E-glass | 2500 | 2000–3000 | 2.5 | 70 | [56] |
| Carbon | 1800 | 4000 | 1.3 | 300 | [57] | |
| Kevlar | 1400 | 3600 | 2.7 | 130 | [57] | |
| Nylon | 1100 | 950 | 18 | 5 | [57] |
| Material | Prestress Technique | Research Area | Results of Findings | References |
|---|---|---|---|---|
| Glass fibre woven into a fabric Phenol-based formaldehyde resin | Elastically prestressing of the glass fibre using tensioning rod (EPPMC). | Assessment of the compressive and tension characteristics of the composite. | Enhancement of elastic properties up to 31% was recorded due to the straightening of the warp fibres. | [61] |
| Unidirectional graphite/epoxy prepreg tape | Prepreg tape was subjected to tension by bending over a steel roller (EPPMC). | Tensile and elastic modulus measurement | Up to 17% increase in tensile strength Composite elastic modulus was not affected | [62] |
| Unidirectional carbon fibre/epoxy composite with 60% fibre volume fraction | The load was applied to fibre before curing but the nature of assembly was not reported (EPPMC). | Thermal stress analysis of the composite. | Fibre-prestresses lessen the residual stresses in the matrix. | [63] |
| Unidirectional E-glass fibre/polyester resin with 56% fibre volume fraction | Deadweight (EPPMC) | Tensile properties evaluation | The tensile strength increases with an increase in the level of prestressing (60–80 MPa applied load). The maximum percentage increase in tensile strength and modulus obtained were 15% and 18%, respectively. | [31] |
| Carbon fibre/epoxy resin cross-ply laminate with 70% fibre volume fraction | Filament winding (EPPMC) | Modelling and experimental study of composite failure | Failure strength of the ply increased by increasing the prestress level up to 690 MPa | [64] |
| Graphite fibre/epoxy resin, unsymmetric cross-ply laminate with 56% fibre volume fraction | Hydraulic cylinder (EPPMC) | Examination of the tensile strength, curvature and transverse cracking | Fibre-prestressing reduced warping, curvature and transverse crack. Up to 28% increase ultimate strength | [47] |
| Unidirectional Nylon 6.6 fibre/polyester resin (up 3% fibre volume fraction) | Bespoke vertical stretching rig (VPPMC) | Analysis of the impact energy | Viscoelastically induced compressive stresses. Absorption of higher impact energy (25%) by the prestressed sample | [65] |
| E-glass fibre/epoxy resin cross-ply laminate (56% fibre volume fraction) | Biaxial loading frame (EPPMC) | Effect of low-velocity impact performance | 25% increase in impact performance at low velocity due to prestressing | [41] |
| E-glass fibre/epoxy resin cross ply laminate (56% fibre volume fraction) | Biaxial loading frame (EPPMC) | Effect of high- and low-velocity impact performance | Improvement of impact performance at a low-level velocity | [66] |
| Unidirectional E-glass fibre/epoxy cross-ply laminates (58.2% fibre volume fraction) | Flatbed (EPPMC) | Tensile, fatigue life and compressive strength measurement | Improved fibre alignment, increase in resistance to onset damage due to induced compressive strength. 9% increase in tensile modulus and compressive strength at prestressing levels of 51 MPa and 80 MPa, respectively. | [35] |
| Unidirectional Nylon 6.6 fibre/epoxy resin (16, 28, 41) and 53% fibre volume fraction | Bespoke vertical stretching rig | Tensile strength and modulus measurement | 30% and 15% tensile modulus and tensile strength, respectively. | [59] |
| Carbon and glass fibre/Hexcel cross-ply laminates | Flatbed (EPPMC) | Experimental and finite element analysis of bistable prestressed buckled laminate | Induction of bistable behaviour through prestressing. | [67] |
| Unidirectional Nylon 6.6 fibre/polyester resin (8, 12, 16% fibre volume fraction) | Bespoke vertical stretching rig (VPPMC) | Flexural properties measurement | Up to 50% increase in flexural modulus. | [60] |
| Unidirectional S-glass fibre/composite resins (Quixfil and Adoro) (12% fibre volume fraction) | Deadweight (EPPMC) | Flexural properties measurement | Increase in flexural strength. | [68] |
| Unidirectional UHMWPE fibre/polyester resin (3.6% fibre volume fraction) | Bespoke vertical stretching rig (VPPMC) | Impact properties measurement | Prestressing increases impact energy absorption (up to 40% increase in some batches). | [30] |
| Carbon fibre/epoxy resin (50% fibre volume fraction) | Deadweight (EPPMC) | Impact properties | Increase in strength of composite material. | [69] |
| Hybrid unidirectional Nylon 6.6 and Kevlar fibres/polyester | Bespoke vertical stretching rig (for Nylon alone) (VPPMC) | Impact and flexural test | 33 and 40% rise in absorption energy and flexural modulus. | [30] |
| Unidirectional Nylon 6.6 fibre/polymer resin (fibre volume fraction 2.2%) | Bespoke vertical stretching rig (VPPMC) | Impact assessment | Impact energy absorbed increased (40%). | [70] |
| Flax yarn/polyester resin | Tension frame (EPPMC) | Tensile and flexural assessment | Fibre alignment enhancement. Increased tensile strength and modulus. Increase in flexural strength and modulus. | [26] |
| Plain weave E-glass fabric/polyester resin (16% fibre weight fraction) | Hydraulic cylinder biaxial loading frame (EPPMC) | Flexural characteristics | Up to 16% increase in flexural strength at 50 MPa optimum prestressing level | [71] |
| Plain weave E-glass fabric/polyester resin (11% fibre weight fraction) | Hydraulic cylinder biaxial loading frame (EPPMC) | Tensile and fatigue characteristics | Fatigue life increased up to 43% Fatigue life improvement when under low and intermediate stress fatigue load | [43] |
| Unidirectional E-glass fibre mats/epoxy resin | Horizontal testing machine (EPPMC) | Flexural, tensile and compression properties | Reduction in fibre waviness Increase in flexural, tensile and compressive strength | [8] |
| Nylon 6.6 yarn/polyester cross-ply composite | Bespoke stretching rig (VPPMC) | Impact behaviour | Up to 29% reduction in damage depth | [28] |
| Unidirectional E-glass fibre/epoxy resin (10% fibre volume fraction) | Deadweight method (EPPMC) | Tensile properties | Increase in maximum strength, percentage elongation and rupture strength by 38.5%, 45.57% and 106.2%, respectively | [32] |
| Destructive Testing (DT) | Non-Destructive Testing (NDT) |
|---|---|
| Part of the materials is removed or damaged. | Testing can be done without removing or damaging the material. |
| Testing cannot be repeated on the same specimen. | Testing can be repeated on the same specimen. |
| Residual stress measurement is limited to a small area of the material sample. | Residual stresses can be measured within a large surface (e.g., laminate). |
| Global residual stresses distribution along the plies in a composite can be measured. | They cannot estimate global residual stress distributions along with composite plies. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ogunleye, R.O.; Rusnakova, S. A Review of Prestressed Fibre-Reinforced Polymer Matrix Composites. Polymers 2022, 14, 60. https://doi.org/10.3390/polym14010060
Ogunleye RO, Rusnakova S. A Review of Prestressed Fibre-Reinforced Polymer Matrix Composites. Polymers. 2022; 14(1):60. https://doi.org/10.3390/polym14010060
Chicago/Turabian StyleOgunleye, Raphael Olabanji, and Sona Rusnakova. 2022. "A Review of Prestressed Fibre-Reinforced Polymer Matrix Composites" Polymers 14, no. 1: 60. https://doi.org/10.3390/polym14010060
APA StyleOgunleye, R. O., & Rusnakova, S. (2022). A Review of Prestressed Fibre-Reinforced Polymer Matrix Composites. Polymers, 14(1), 60. https://doi.org/10.3390/polym14010060