
Synthesis and Characterization of Blended Cellulose Acetate Membranes

 ,
,  , ,
, ,  and
and 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Membrane Preparation
2.2.1. Experimental
2.2.2. Membrane Morphology Characterization
2.2.3. Membrane Porosity
2.2.4. Fourier Transform Infrared (FTIR) Spectroscopy
2.2.5. Membrane Physical Property Characterization
2.2.6. Surface Hydrophilicity and Contact Angle Measurement
2.2.7. XRD Analysis
2.2.8. Pure Water Permeability
2.2.9. Zeta Potentials
3. Result and Discussion
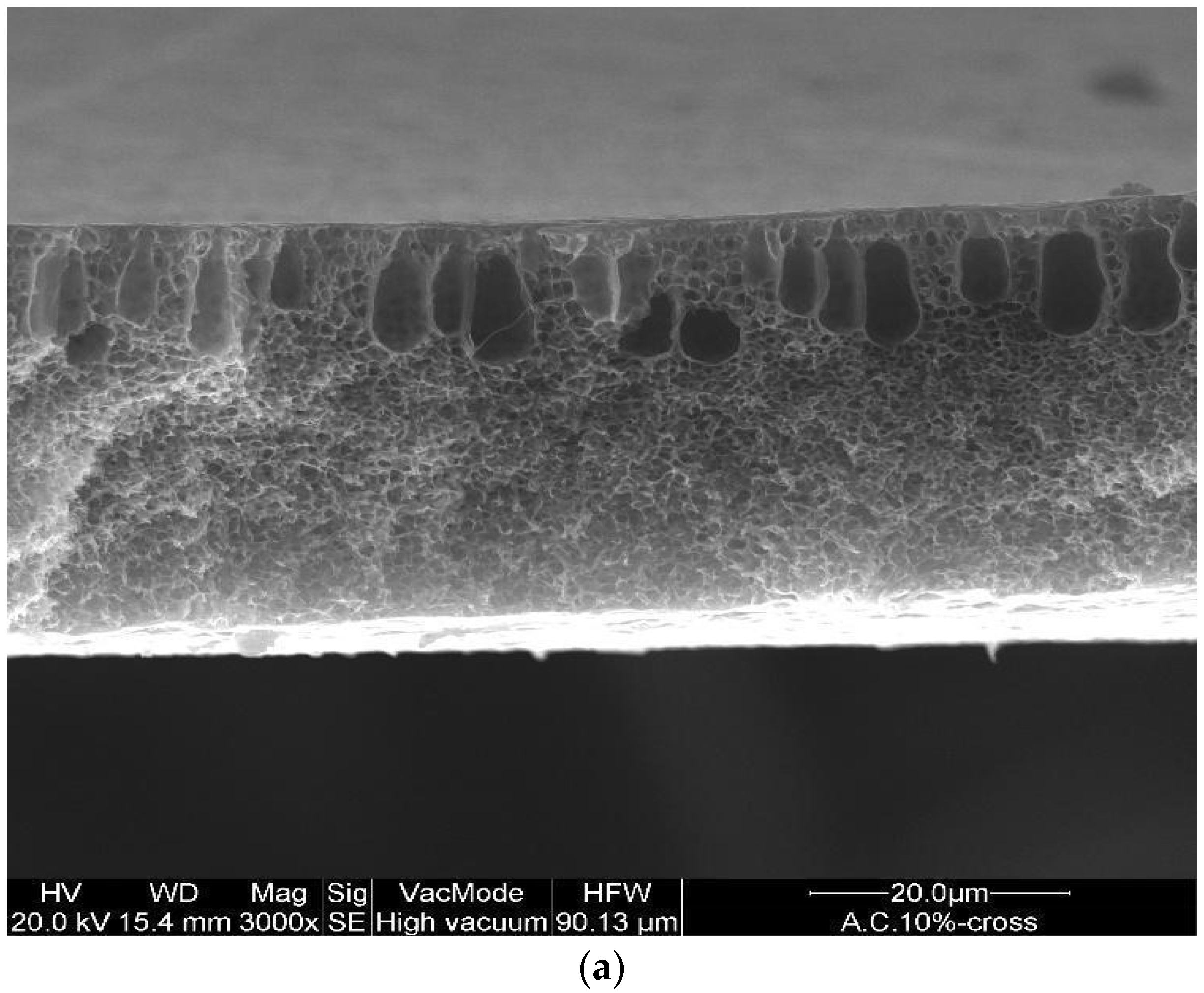
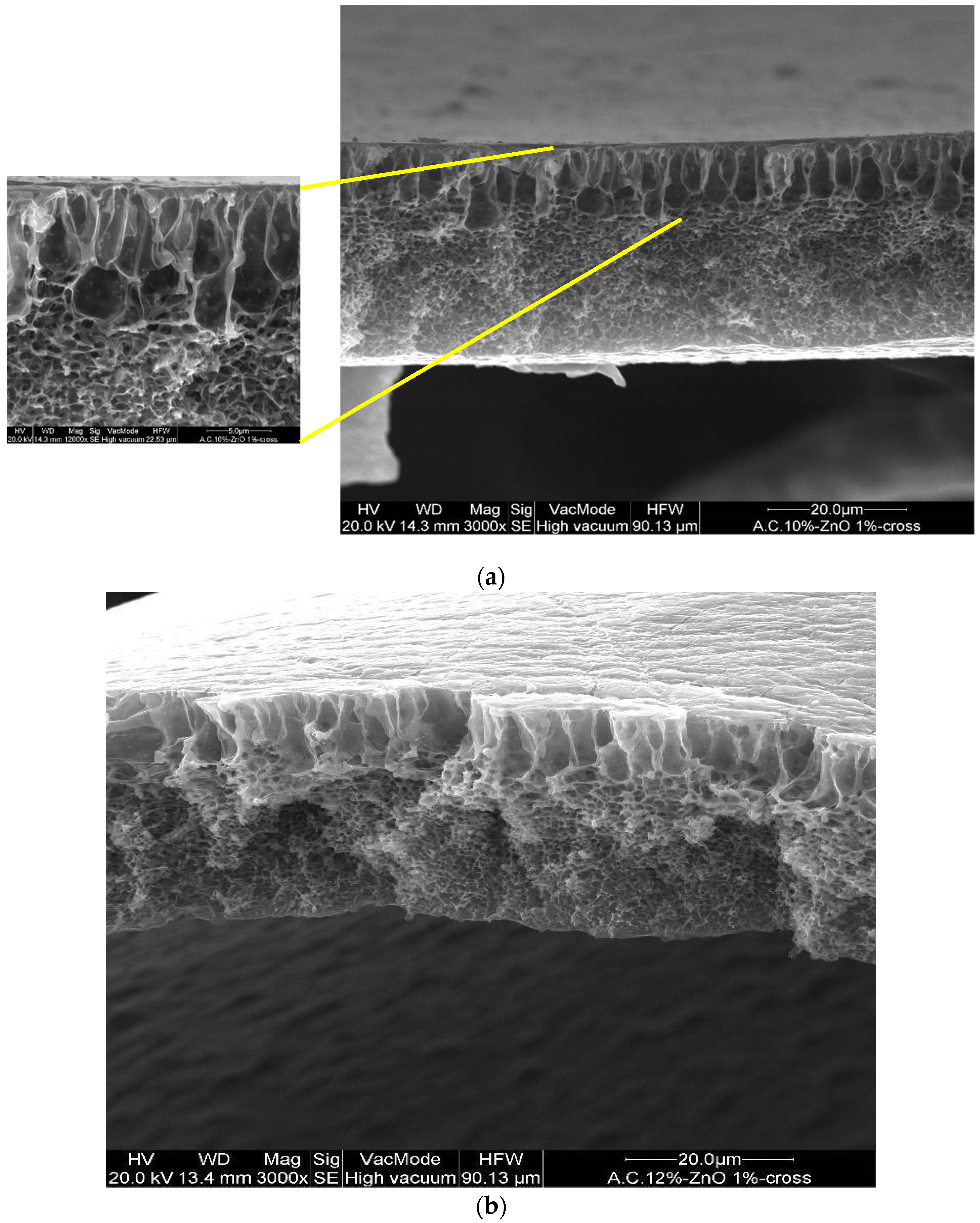
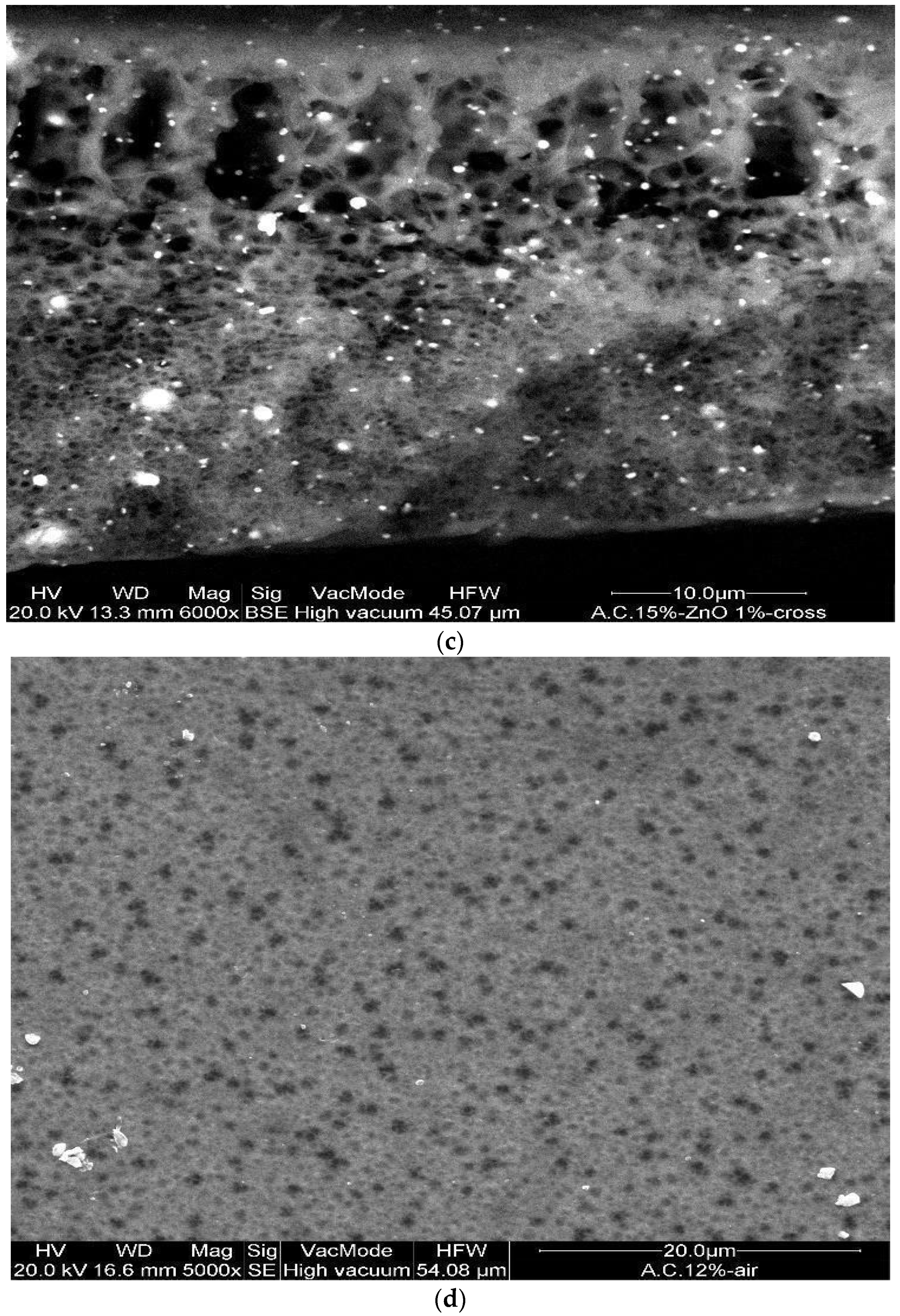
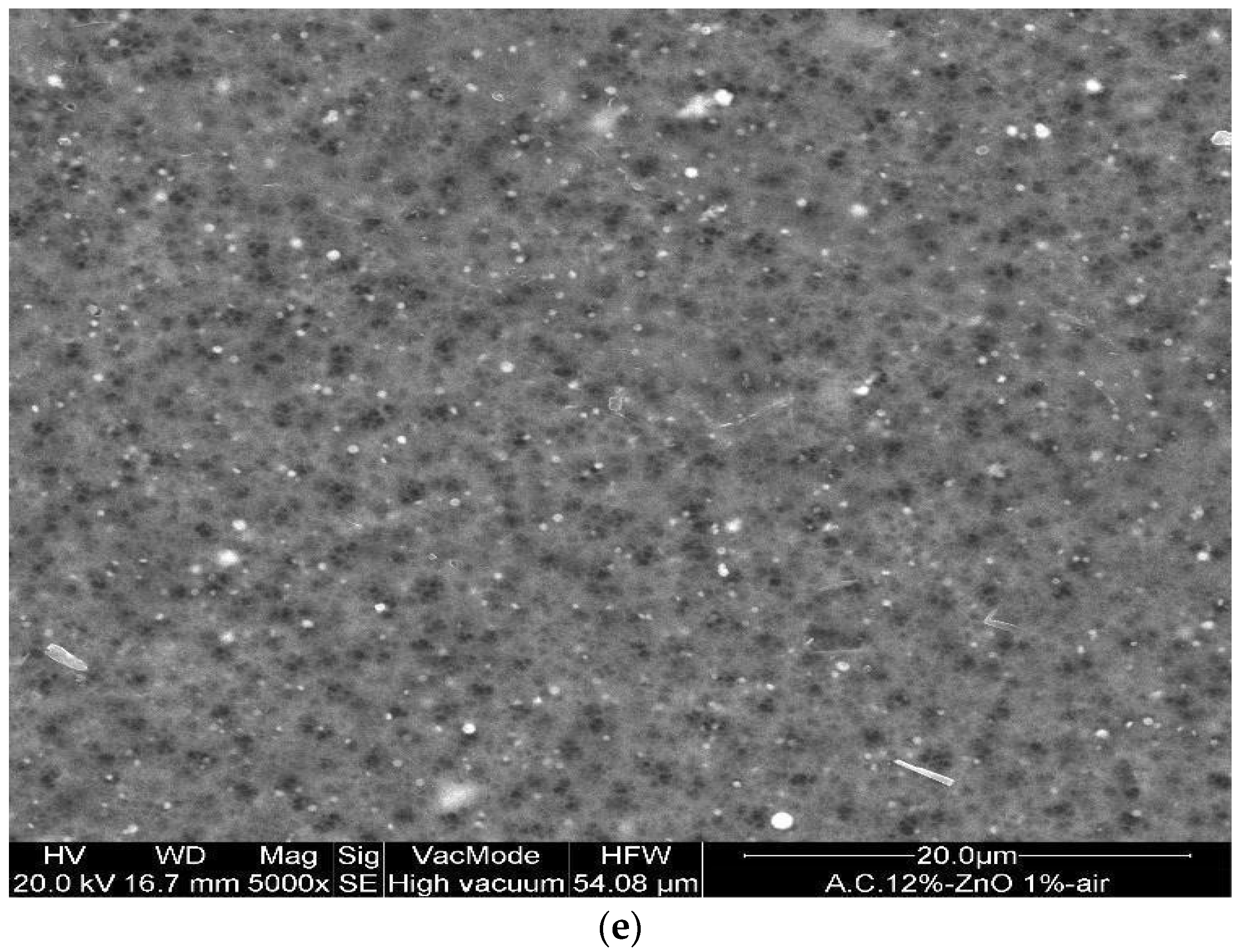
3.1. SEM Analysis of the Membrane Surfaces
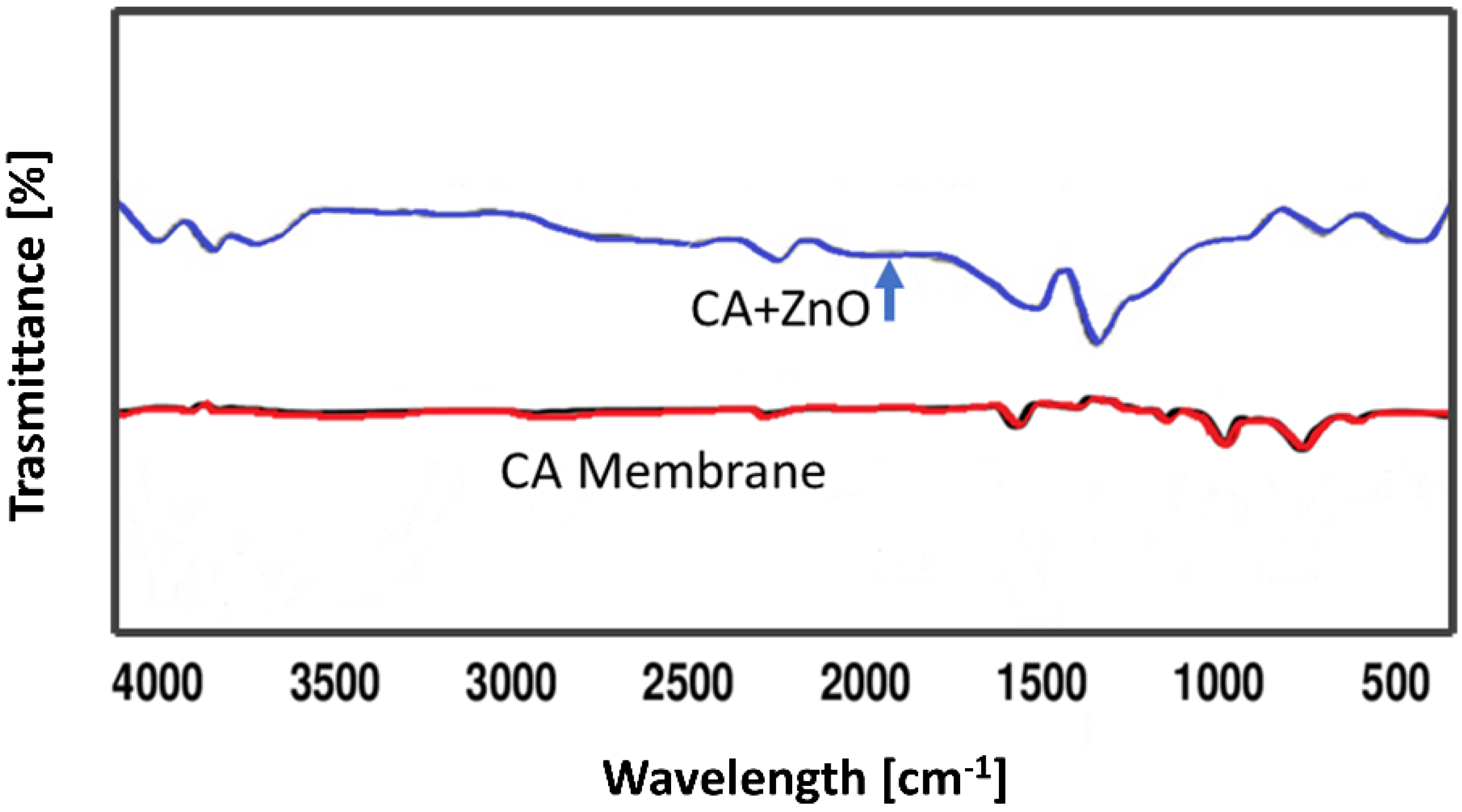
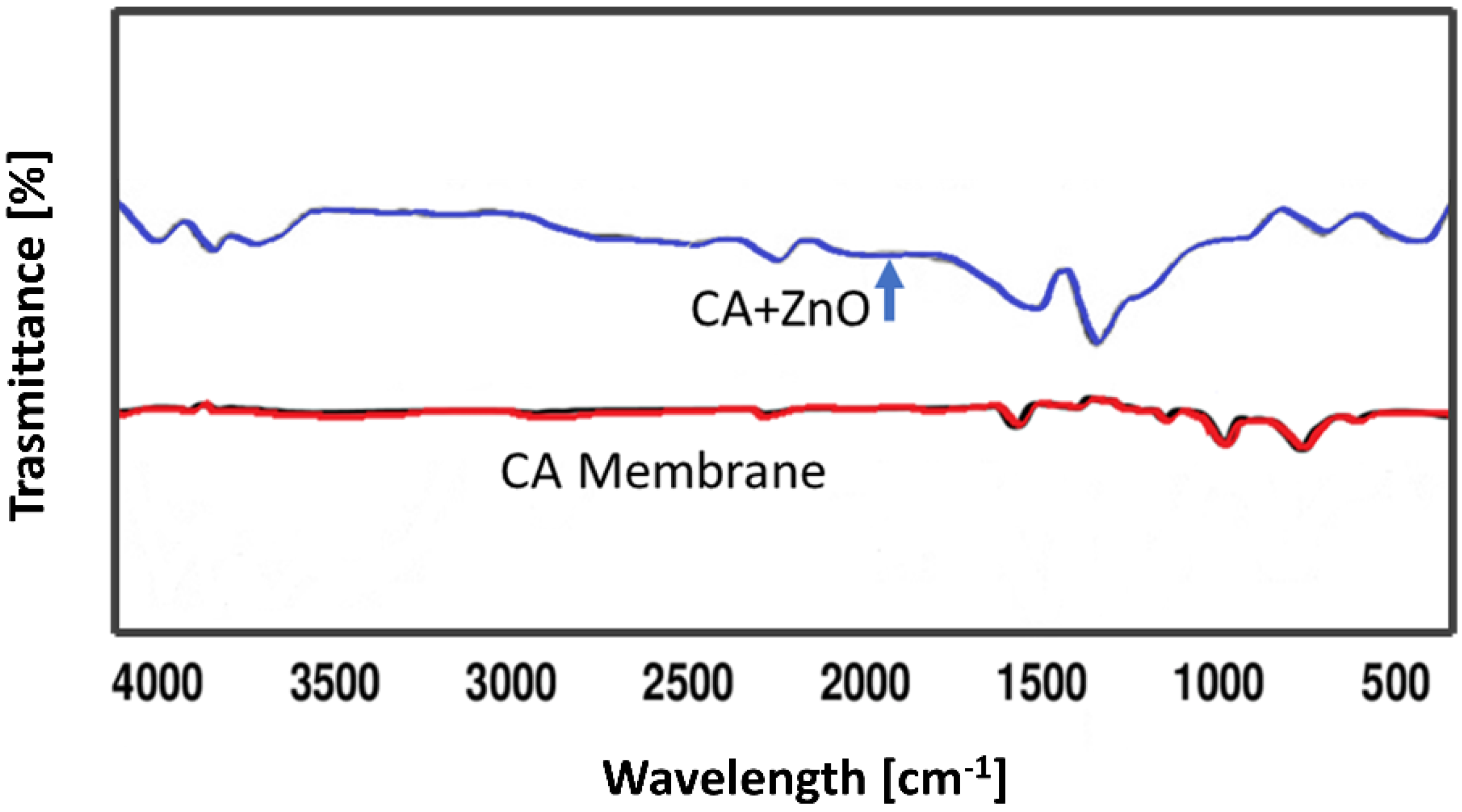
3.2. FTIR Analysis of Blended Membrane
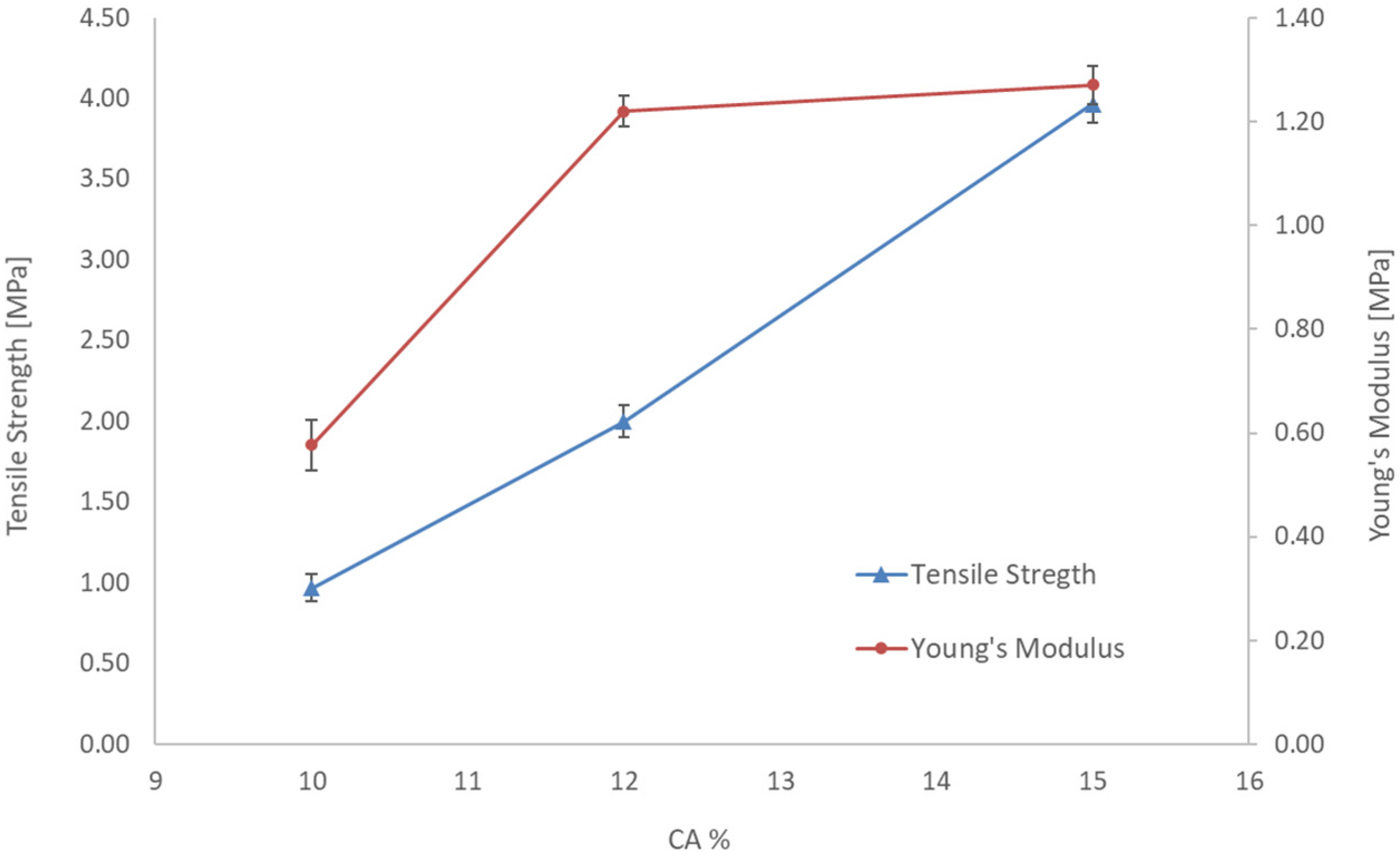
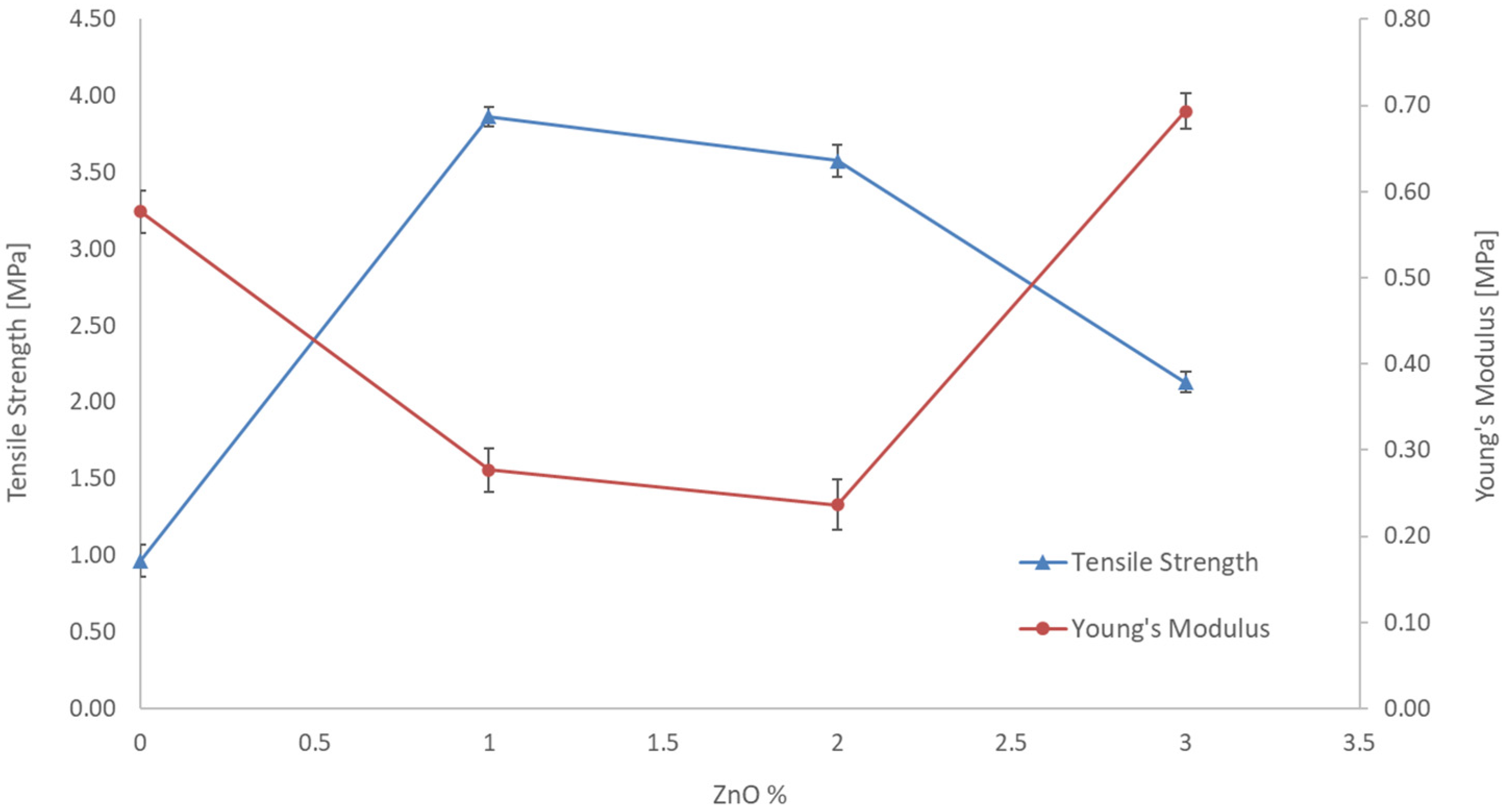
3.3. Mechanical Property
3.4. Contact Angle Measurement
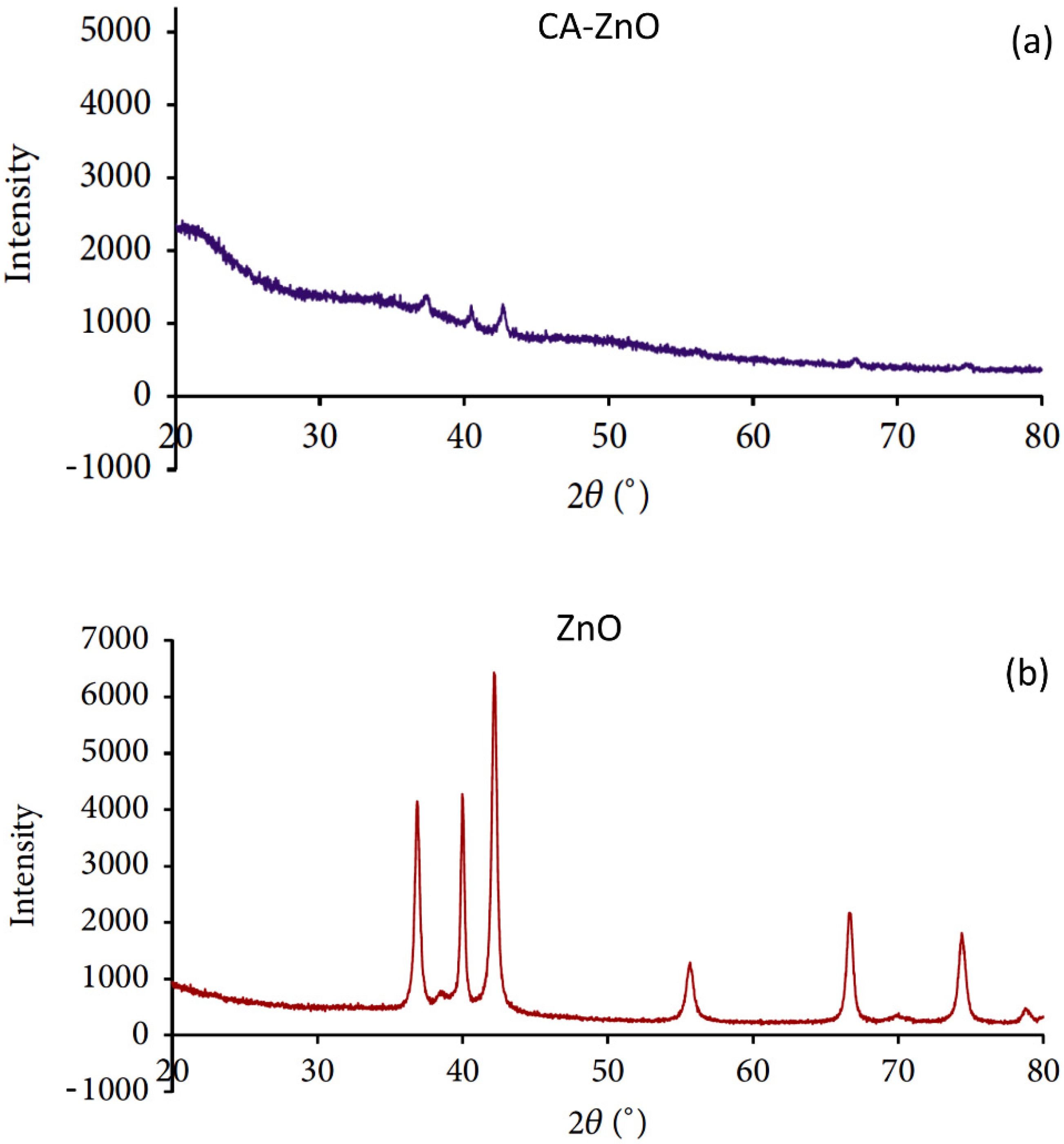
3.5. XRD Analysis of the Membrane Surfaces
3.6. Thermal Analysis of the Membranes
3.7. Zeta Potential of Blended Membranes
4. Comparison with Other Flat-Sheet Membranes Prepared
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ramakrishna, S.; Ma, Z.; Matsuura, T. Membrane and Membrane Separation Process. In Polymer Membranes in Biotechnology; Imperial College Press: London, UK, 2011; pp. 1–37. [Google Scholar] [CrossRef]
- Eminoğlu, E.M.; Beypınar, F.; Kahraman, M.V.; Durmuş, A. Fabrication of photo-cross-linked polyethyleneimine-based barriers for CO2 capture. Polym. Adv. Technol. 2015, 26, 1053–1058. [Google Scholar] [CrossRef]
- Sivakumar, M.; Mohan, D.R.; Rangarajan, R. Studies on cellulose acetate-polysulfone ultrafiltration membranes: II. Effect of additive concentration. J. Membr. Sci. 2006, 268, 208–219. [Google Scholar] [CrossRef]
- Rana, A.K.; Gupta, V.K.; Saini, A.K.; Voicu, S.I.; Abdellattifaand, M.H.; Thakur, V.K. Water desalination using nanocelluloses/cellulose derivatives based membranes for sustainable future. Desalination 2021, 520, 115359. [Google Scholar] [CrossRef]
- Thakur, V.K.; Voicu, S.I. Recent advances in cellulose and chitosan based membranes for water purification: A concise review. Carbohydr. Polym. 2016, 146, 148–165. [Google Scholar] [CrossRef]
- Larbot, A.; Fabre, J.-P.; Guizard, C.; Cot, L.; Gillot, J. New Inorganic Ultrafiltration Membranes: Titania and Zirconia Membranes. J. Am. Ceram. Soc. 1989, 72, 257–261. [Google Scholar] [CrossRef]
- Mahendran, R.; Malaisamy, R.; Arthanareeswaran, G.; Mohan, D. Cellulose acetate-poly(ether sulfone) blend ultrafiltration membranes. II. Application studies. J. Appl. Polym. Sci. 2004, 92, 3659–3665. [Google Scholar] [CrossRef]
- Malaisamy, R.; Mahendran, R.; Mohan, D. Cellulose acetate and sulfonated polysulfone blend ultrafiltration membranes. II. Pore statistics, molecular weight cutoff, and morphological studies. J. Appl. Polym. Sci. 2002, 84, 430–444. [Google Scholar] [CrossRef]
- Vatanpour, V.; Faghani, S.; Keyikoglu, R.; Khataee, A. Enhancing the permeability and antifouling properties of cellulose acetate ultrafiltration membrane by incorporation of ZnO@graphitic carbon nitride nanocomposite. Carbohydr. Polym. 2020, 256, 117413. [Google Scholar] [CrossRef]
- Kumar Gupta, P.; Kumar Srivastava, A.; Hiremath, L.; Kumar, N.S.; Kumar Srivastava, A.; Narayan, A.V.; Rajendran, S.; Ravi, K.M.; Narasanagi, M. Functionalized Cellulose Nanofiber-Composite Membranes for Waste Water Treatment—A Review Functionalized Cellulose Nanofiber-Composite Mem-branes for WasteWater Treatment—A Review. J. Nanotechnol. Mater. Sci. 2018, 5, 35–43. [Google Scholar] [CrossRef]
- Clarizia, G.; Algieri, C.; Regina, A.; Drioli, E. Zeolite-based composite PEEK-WC membranes: Gas transport and surface properties. Microporous Mesoporous Mater. 2008, 115, 67–74. [Google Scholar] [CrossRef]
- Shen, L.; Huang, Z.; Liu, Y.; Li, R.; Xu, Y.; Jakaj, G.; Lin, H. Polymeric Membranes Incorporated With ZnO Nano-particles for Membrane Fouling Mitigation: A Brief Review. Front. Chem. 2020, 8. [Google Scholar] [CrossRef]
- Hong, J.; He, Y. Polyvinylidene fluoride ultrafiltration membrane blended with nano-ZnO particle for photo-catalysis self-cleaning. Desalination 2014, 332, 67–75. [Google Scholar] [CrossRef]
- Shen, L.; Bian, X.; Lu, X.; Shi, L.; Liu, Z.; Chen, L.; Hou, Z.; Fan, K. Preparation and characterization of ZnO/polyethersulfone (PES) hybrid membranes. Desalination 2012, 293, 21–29. [Google Scholar] [CrossRef]
- Wu, J.; Xue, D. Progress of Science and Technology of ZnO as Advanced Material. Sci. Adv. Mater. 2011, 3, 127–149. [Google Scholar] [CrossRef]
- Drobek, A.; Figoli, S.; Santoro, N.; Navascués, J.; Motuzas, S.; Simone, C.; Algieri, N.; Gaeta, L.; Querze, A.; Trotta, G.; et al. PVDF-MFI Mixed Matrix Membranes for VOCs capture. Microporous Mesoporous Mater. 2015, 207, 126–133. [Google Scholar] [CrossRef]
- Ismail, A.F.; Khulbe, K.C.; Matsuura, T. (Eds.) Chapter 2—RO Membrane Preparation. In Reverse Osmosis; Elsevier: Amsterdam, The Netherlands, 2019; pp. 25–56. ISBN 9780128114681. [Google Scholar] [CrossRef]
- Vandezande, P.; Li, X.; Gevers, L.; Vankelecom, I.F. High throughput study of phase inversion parameters for polyimide-based SRNF membranes. J. Membr. Sci. 2009, 330, 307–318. [Google Scholar] [CrossRef]
- Ali, M.; Zafar, M.; Jamil, T.; Butt, M.T.Z. Influence of glycol additives on the structure and performance of cellulose acetate/zinc oxide blend membranes. Desalination 2011, 270, 98–104. [Google Scholar] [CrossRef]
- Giwa, A.; Chakraborty, S.; Mavukkandy, M.O.; Arafat, H.A.; Hasan, S.W. Nanoporous hollow fiber polyethersulfone membranes for the removal of residual contaminants from treated wastewater effluent: Functional and molecular implications. Sep. Purif. Technol. 2017, 189, 20–31. [Google Scholar] [CrossRef]
- Figoli, A.; Simone, S.; Criscuoli, A.; Al-Jlil, S.; Al Shabouna, F.; Al-Romaih, H.; Di Nicolò, E.; Al-Harbi, O.; Drioli, E. Hollow fibers for seawater desalination from blends of PVDF with different molecular weights: Morphology, properties and VMD performance. Polymer 2014, 55, 1296–1306. [Google Scholar] [CrossRef]
- Liang, S.; Xiao, K.; Mo, Y.; Huang, X. A novel ZnO nanoparticle blended polyvinylidene fluoride membrane for anti-irreversible fouling. J. Membr. Sci. 2012, 394–395, 184–192. [Google Scholar] [CrossRef]
- Sofiah, H.; Nora’aini, A.; Marinah, M. The Influence of Polymer Concentration on Performance and Morphology of Asymmetric Ultrafiltration Membrane for Lysozyme Separation. J. Appl. Sci. 2010, 10, 3325–3330. [Google Scholar] [CrossRef] [Green Version]
- Amirabedi, P.; Yegani, R.; Razavi Aghje, M.K. Experimental design applied to fabrication of PSf membranes via NIPS method. J. Text. Polym. 2013, 1, 24–30. [Google Scholar]
- Vetrivel, S.; Saraswathi, M.S.S.A.; Rana, D.; Divya, K.; Nagendran, A. Cellulose acetate ultrafiltration membranes customized with copper oxide nanoparticles for efficient separation with antifouling behavior. J. Appl. Polym. Sci. 2021, 138, 49867. [Google Scholar] [CrossRef]
- Alhoshan, M.; Alam, J.; Dass, L.A.; Al-Homaidi, N. Fabrication of Polysulfone/ZnO Membrane: Influence of ZnO Nanoparticles on Membrane Characteristics. Adv. Polym. Technol. 2013, 32. [Google Scholar] [CrossRef]
- Rabiee, H.; Vatanpour, V.; Farahani, M.H.D.A.; Zarrabi, H. Improvement in flux and antifouling properties of PVC ultrafiltration membranes by incorporation of zinc oxide (ZnO) nanoparticles. Sep. Purif. Technol. 2015, 156, 299–310. [Google Scholar] [CrossRef]
- Ismail, N.M.; Jakariah, N.R.; Bolong, N.; Anissuzaman, S.M.; Nordin NA, H.M.; Razali, A.R. Effect of Polymer Concentration on the Morphology and Mechanical Properties of Asymmetric Polysulfone (PSf) Membrane. J. Appl. Membr. Sci. Technol. 2017, 21, 33–41. [Google Scholar] [CrossRef] [Green Version]
- Shoba, B.; Jeyanthi, J.; Vairam, S. Synthesis, characterization of cellulose acetate membrane and application for the treatment of oily wastewater. Environ. Technol. 2020, 41, 1590–1605. [Google Scholar] [CrossRef] [PubMed]
- Giwa, A.; Yusuf, A.; Balogun, H.A.; Sambudi, N.S.; Bilad, M.R.; Adeyemi, I.; Chakraborty, S.; Curcio, S. Recent advances in advanced oxidation processes for removal of contaminants from water: A comprehensive review. Process. Saf. Environ. Prot. 2021, 146, 220–256. [Google Scholar] [CrossRef]
- Nag, A.; Sapra, S.; Chakraborty, S.; Basu, S.; Sarma, D.D. Synthesis of CdSe nanocrystals in a noncoordinating solvent: Effect of reaction temperature on size and optical properties. J. Nanosci. Nanotechnol. 2007, 7, 1965–1968. [Google Scholar] [CrossRef]
- Candamano, S.; Sgambitterra, E.; Lamuta, C.; Pagnotta, L.; Chakraborty, S.; Crea, F. Graphene nanoplatelets in geopolymeric systems: A new dimension of nanocomposites. Mater. Lett. 2019, 236, 550–553. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Polymer Type | Additives | Composition Type | Unit Operation | Application |
|---|---|---|---|---|
| Cellulose acetate/PAN | Ag nanoparticles | Thin film composites | Filtration/antimicrobial | Salt rejection/Anti-biofouling |
| Cellulose acetate/Cellulose triacetate | Boehmite | Mixed matrix | Filtration | Salt rejection |
| Cellulose acetate | SDS | Thin film composites | Filtration | Rejection of pesticides |
| L-dopa | Thin film composites | Filtration | Antifouling | |
| Alkyl derivative of resorcinarene | Polymer Inclusion | Adsorption/filtration | Removal of Pb (II), Cd (II), and Zn (II) | |
| Iron nanoparticles | Mixed matrix | Filtration | Rejection of phosphates and organic pollutants | |
| Cellulose acetate/PANI | Phytic acid | Mixed matrix | Adsorbent | Removal of Hg(II) and Cr(VI) |
| Cellulose acetate/PEG | SiO2 | Mixed matrix | Filtration | Salt rejection |
| Cellulose acetate/PEG-600 | Ag | Mixed matrix | Antimicrobial | Salt rejection/Anti-biofouling |
| Sample | Cellulose (%) | ZnO (%) | DMF (%) | Cellulose (g) | DMF (g) | ZnO (g) |
|---|---|---|---|---|---|---|
| CA10 | 10 | 0 | 90 | 2 | 18 | 0 |
| CA10-Z1 | 10 | 1 | 89 | 2 | 17.8 | 0.2 |
| 10 | 2 | 88 | 2 | 17.6 | 0.4 | |
| CA10-Z3 | 10 | 3 | 87 | 2 | 17.4 | 0.6 |
| CA12 | 12 | 0 | 88 | 2.4 | 17.6 | 0 |
| CA12-Z1 | 12 | 1 | 87 | 2.4 | 17.4 | 0.2 |
| CA12-Z2 | 12 | 2 | 86 | 2.4 | 17.2 | 0.4 |
| CA12-Z3 | 12 | 3 | 85 | 2.4 | 17 | 0.6 |
| CA15 | 15 | 0 | 85 | 3 | 17 | 0 |
| CA15-Z1 | 15 | 1 | 84 | 3 | 16.8 | 0.2 |
| CA15-Z2 | 15 | 2 | 83 | 3 | 16.6 | 0.4 |
| CA15-Z3 | 15 | 3 | 82 | 3 | 16.4 | 0.6 |
| CA18 | 18 | 0 | 82 | 3.6 | 16.4 | 0 |
| CA18-Z1 | 18 | 1 | 81 | 3.6 | 16.2 | 0.2 |
| Membrane Code | Contact Angle |
|---|---|
| CA (15 wt%) | 82.7 ± 2.1 |
| CA (15 wt%)–ZnO(1 wt%) | 76.0 ± 2.3 |
| CA (15 wt%)–ZnO(2 wt%) | 72.6 ± 0.92 |
| CA (15 wt%)–ZnO(3 wt%) | 72.0 ± 1.2 |
| CA (12 wt%) | 82.2 ± 0.7 |
| CA (12 wt%)–ZnO(1 wt%) | 77.1 ± 2.3 |
| CA (12 wt%)–ZnO(2 wt%) | 72.5 ± 2.2 |
| CA (12 wt%)–ZnO(3 wt%) | 71.4 ± 1.4 |
| CA (10 wt%) | 68 ± 2.6 |
| CA (10 wt%)–ZnO(1 wt%) | 62.1 ± 4.0 |
| CA (10 wt%)–ZnO(2 wt%) | 58.61 ± 1.6 |
| Permeability (LMH/bar) | ZnO 0% | ZnO 1% | ZnO 2% | ZnO 3% |
|---|---|---|---|---|
| CA 10% | 250 | 660 | 488 | 1897 |
| CA 12% | 213 | 457 | 659 | 2268 |
| CA 15% | 0 | 0 | 0 | 0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Asiri, A.M.; Petrosino, F.; Pugliese, V.; Khan, S.B.; Alamry, K.A.; Alfifi, S.Y.; Marwani, H.M.; Alotaibi, M.M.; Algieri, C.; Chakraborty, S. Synthesis and Characterization of Blended Cellulose Acetate Membranes. Polymers 2022, 14, 4. https://doi.org/10.3390/polym14010004
Asiri AM, Petrosino F, Pugliese V, Khan SB, Alamry KA, Alfifi SY, Marwani HM, Alotaibi MM, Algieri C, Chakraborty S. Synthesis and Characterization of Blended Cellulose Acetate Membranes. Polymers. 2022; 14(1):4. https://doi.org/10.3390/polym14010004
Chicago/Turabian StyleAsiri, Abdullah M., Francesco Petrosino, Valerio Pugliese, Sher Bahadar Khan, Khalid Ahmad Alamry, Soliman Y. Alfifi, Hadi M. Marwani, Maha M. Alotaibi, Catia Algieri, and Sudip Chakraborty. 2022. "Synthesis and Characterization of Blended Cellulose Acetate Membranes" Polymers 14, no. 1: 4. https://doi.org/10.3390/polym14010004
APA StyleAsiri, A. M., Petrosino, F., Pugliese, V., Khan, S. B., Alamry, K. A., Alfifi, S. Y., Marwani, H. M., Alotaibi, M. M., Algieri, C., & Chakraborty, S. (2022). Synthesis and Characterization of Blended Cellulose Acetate Membranes. Polymers, 14(1), 4. https://doi.org/10.3390/polym14010004