
Investigating the Material Properties and Microstructural Changes of Fused Filament Fabricated PLA and Tough-PLA Parts


Abstract
1. Introduction
2. 3D printing Material Specification
3. Experimental Procedures
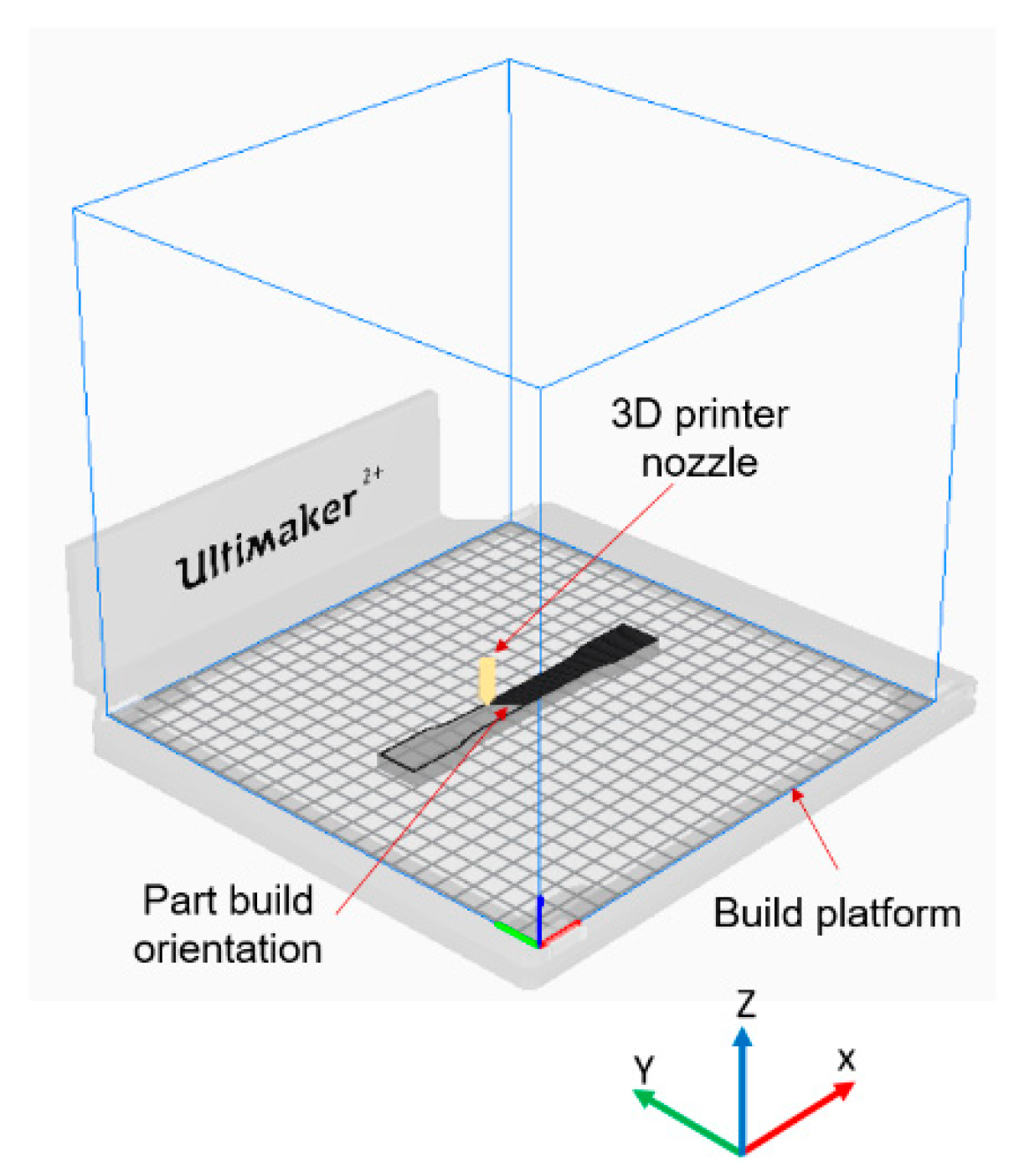
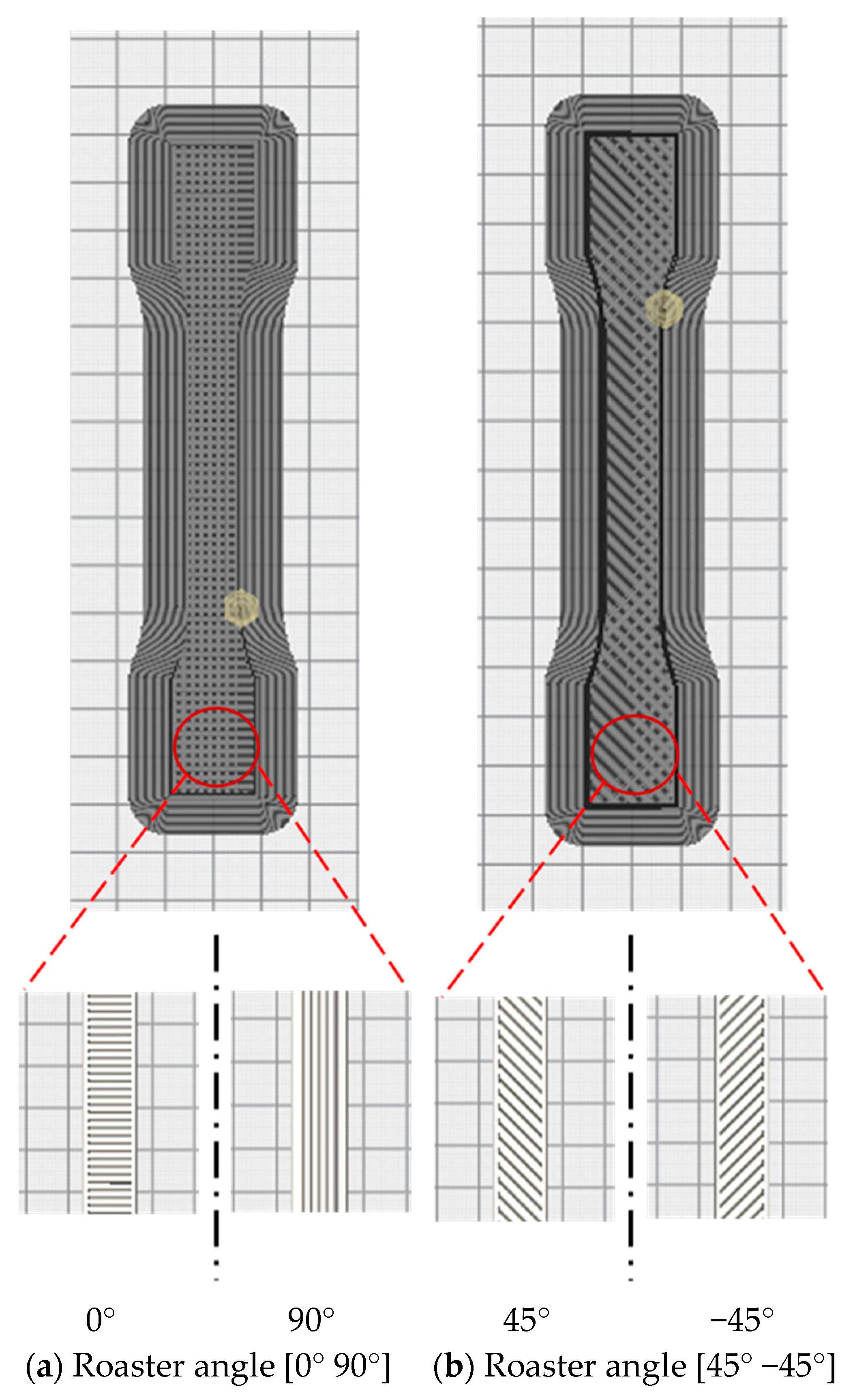
3.1. The 3D-Printing Process
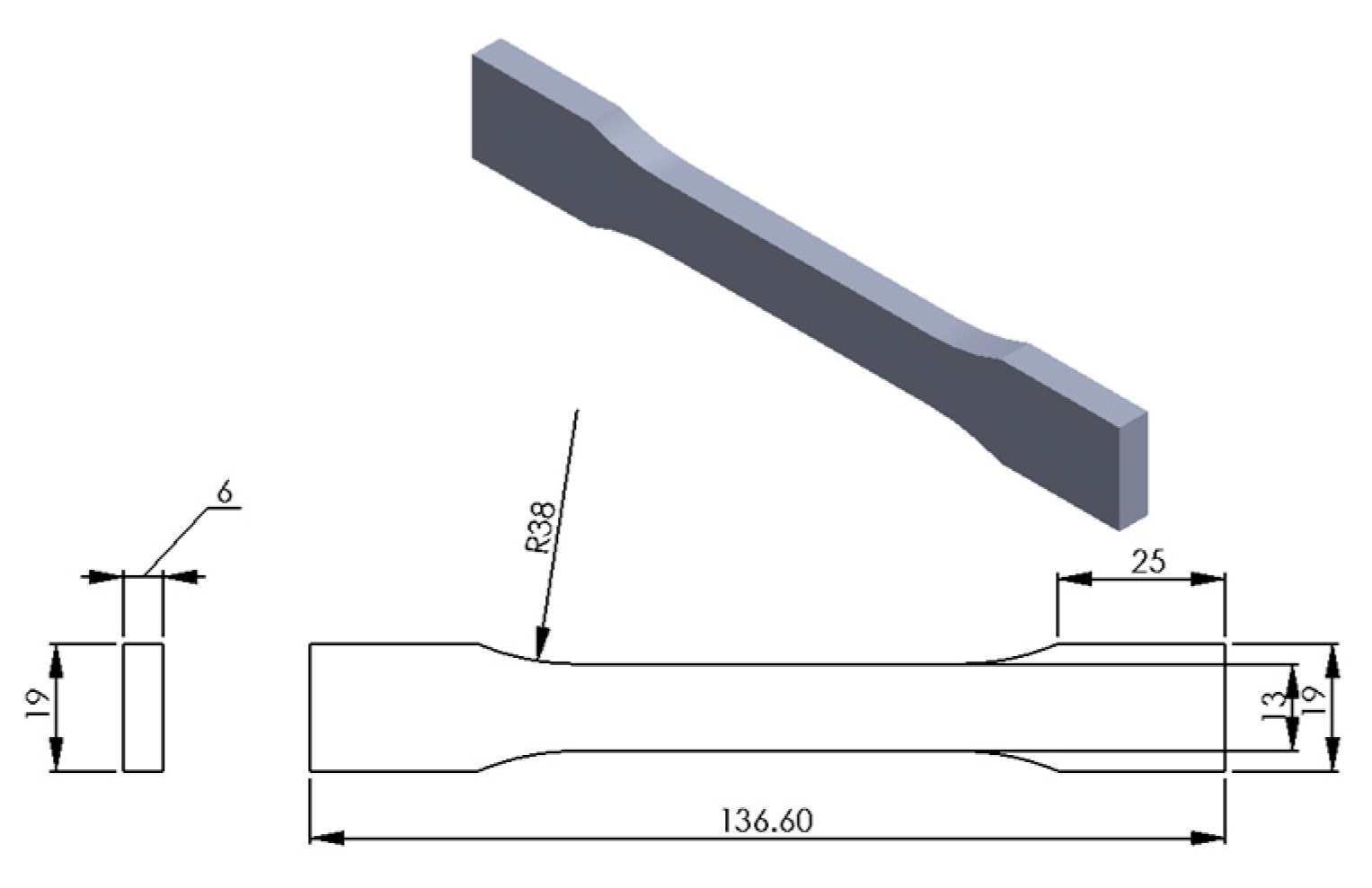
3.2. Tensile Testing for 3D-Printed Specimens
3.3. Sample Preparation for Microstructural Examination
4. Results and Discussion
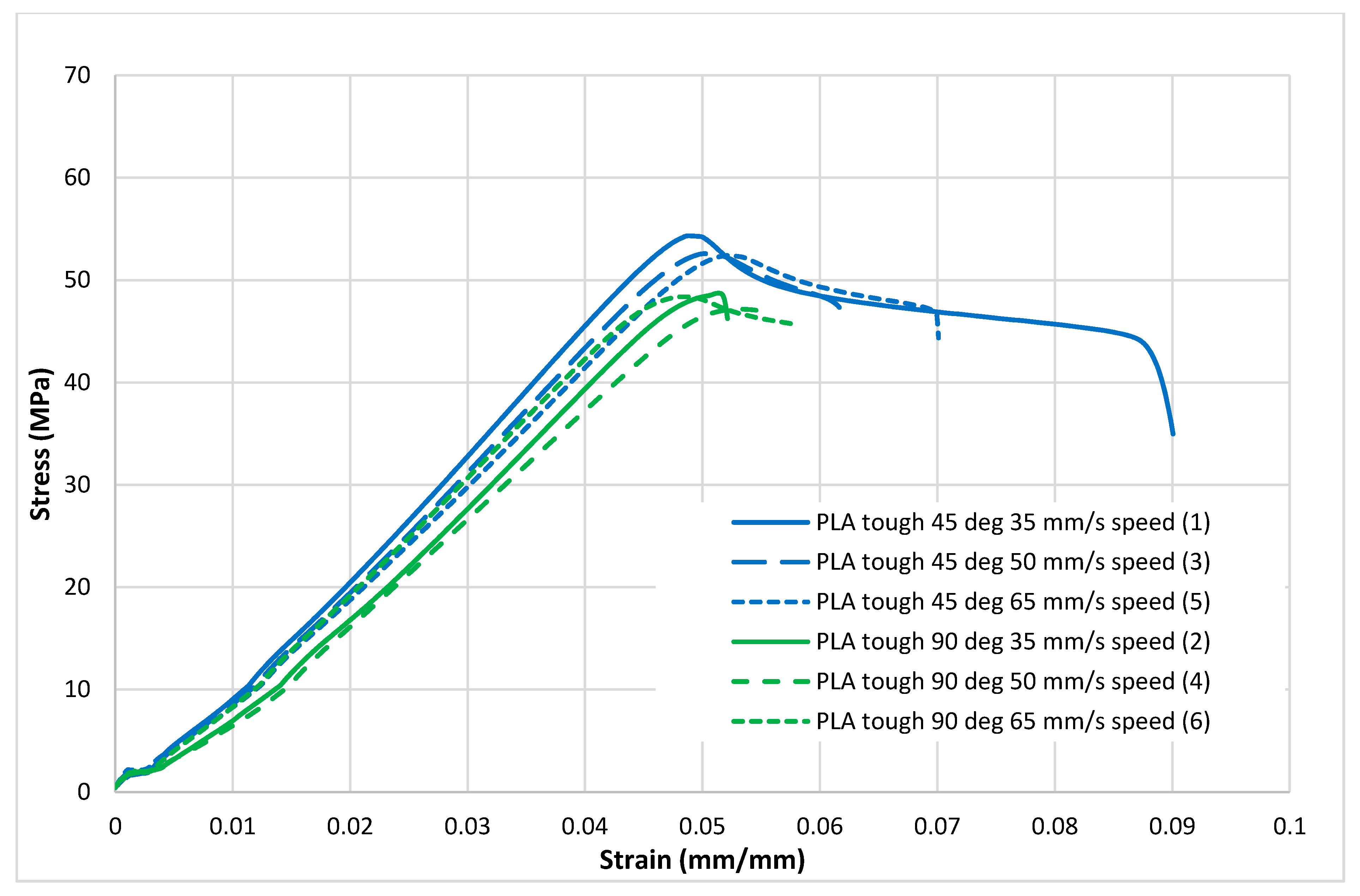
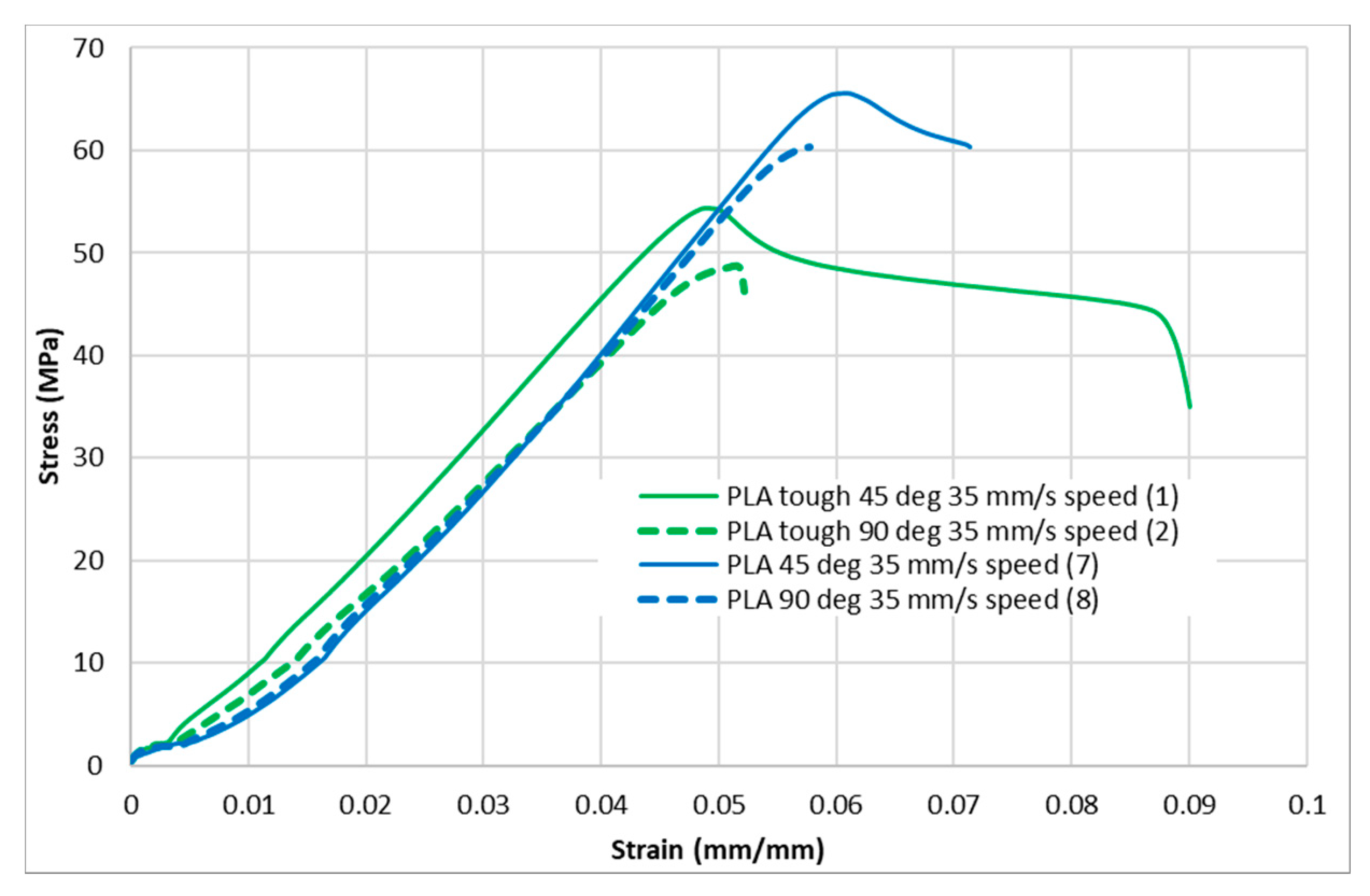
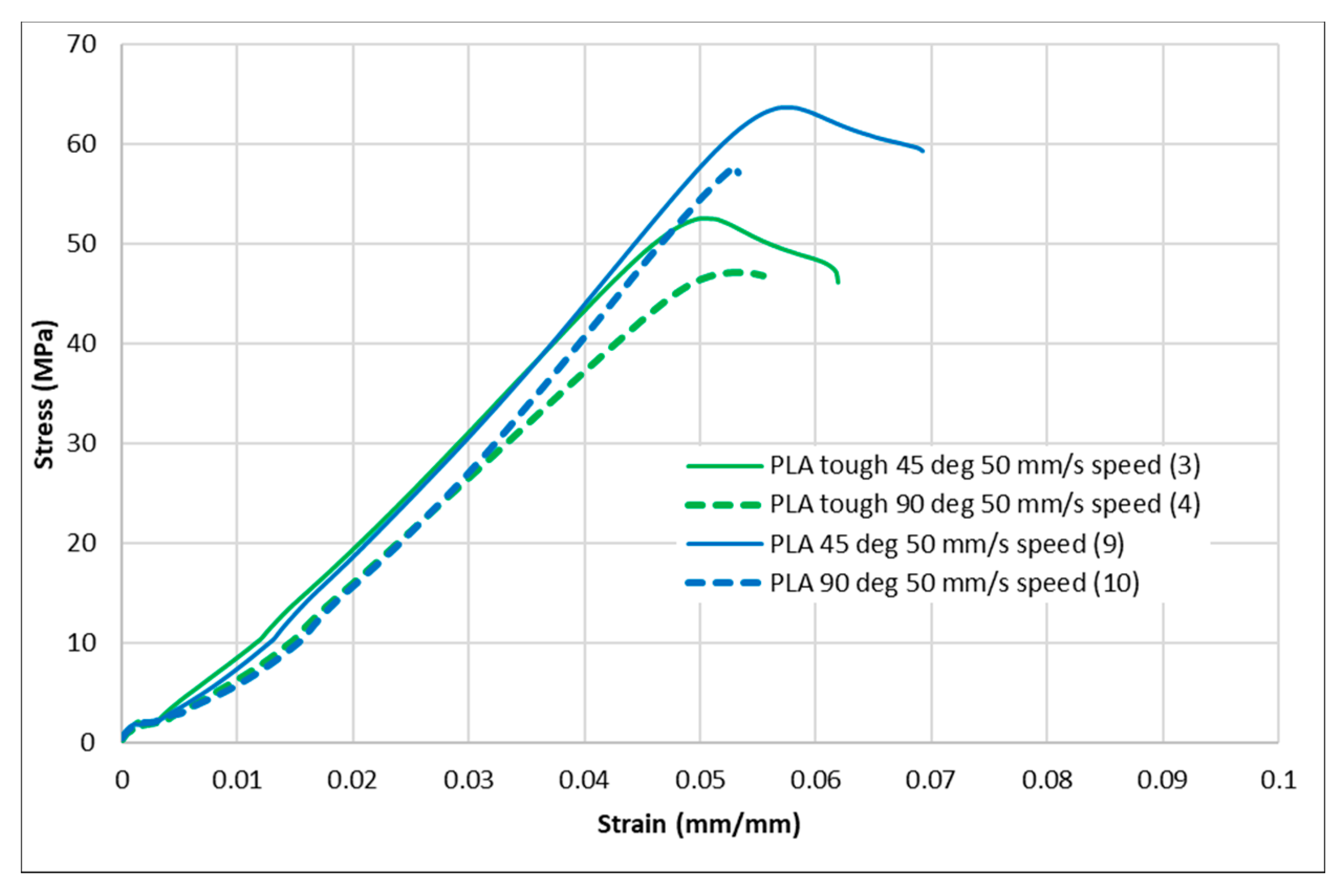
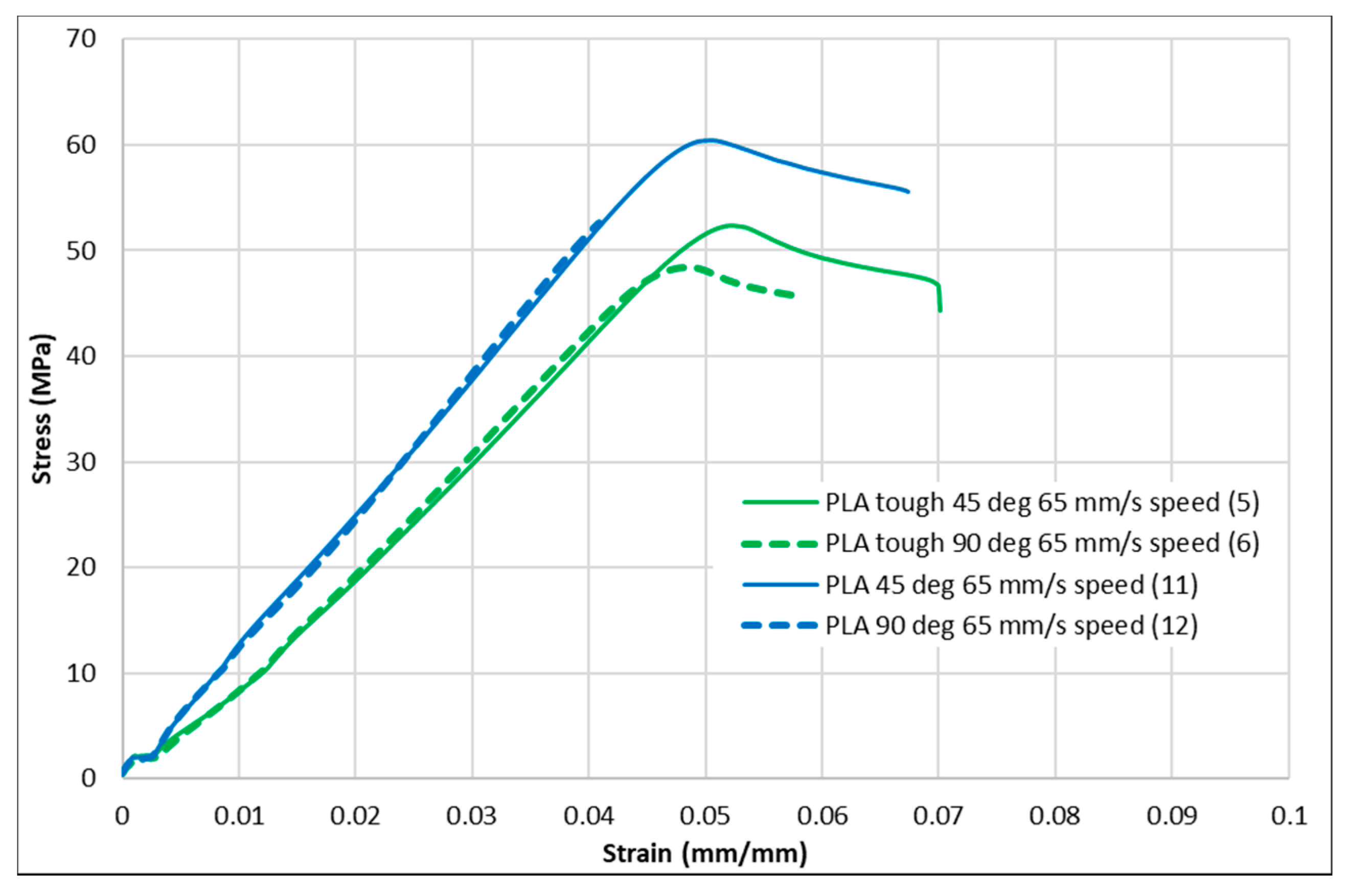
4.1. Tensile Test
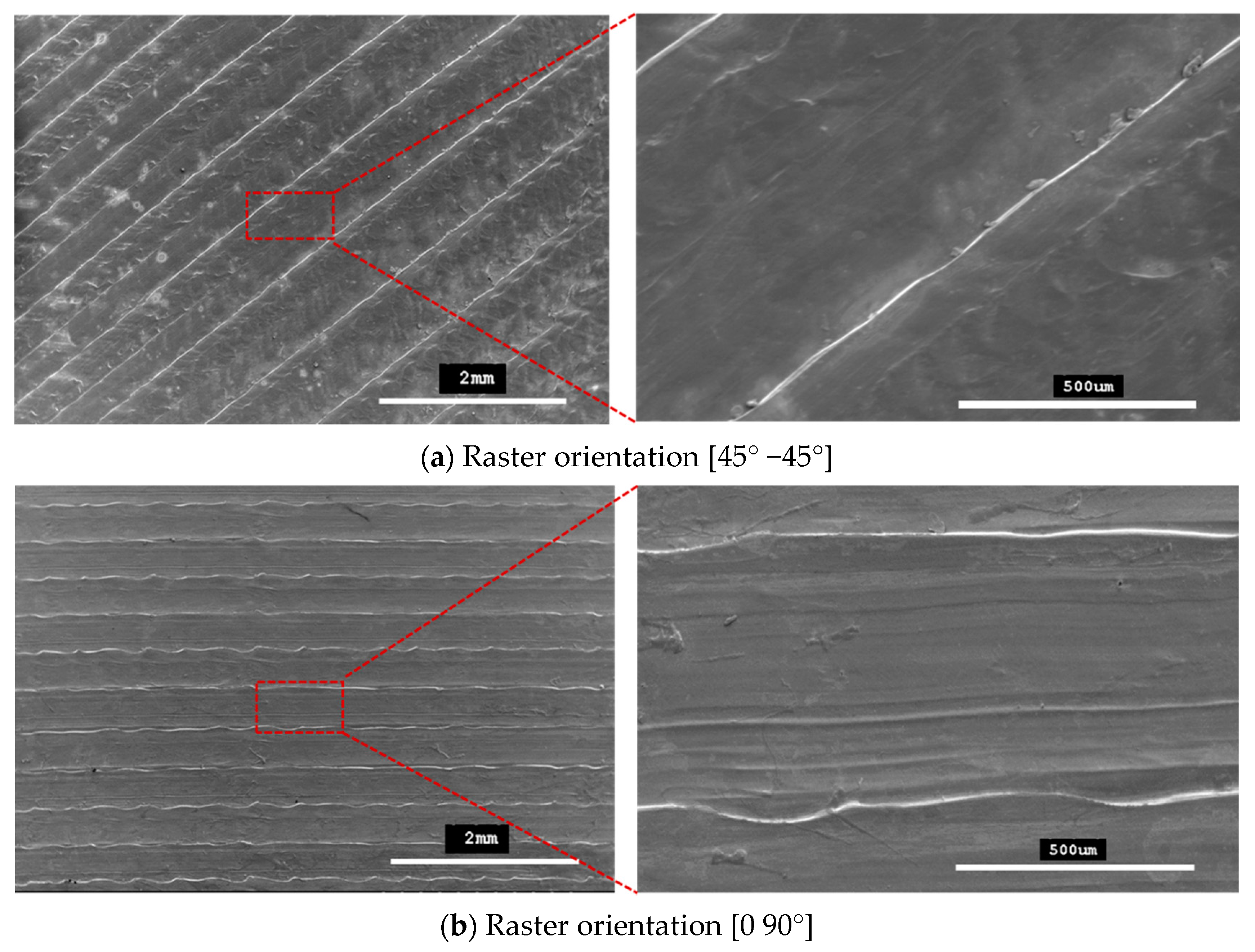
4.2. Outer Surface Observations of Tensile Specimens
4.3. 3D Printing Defects
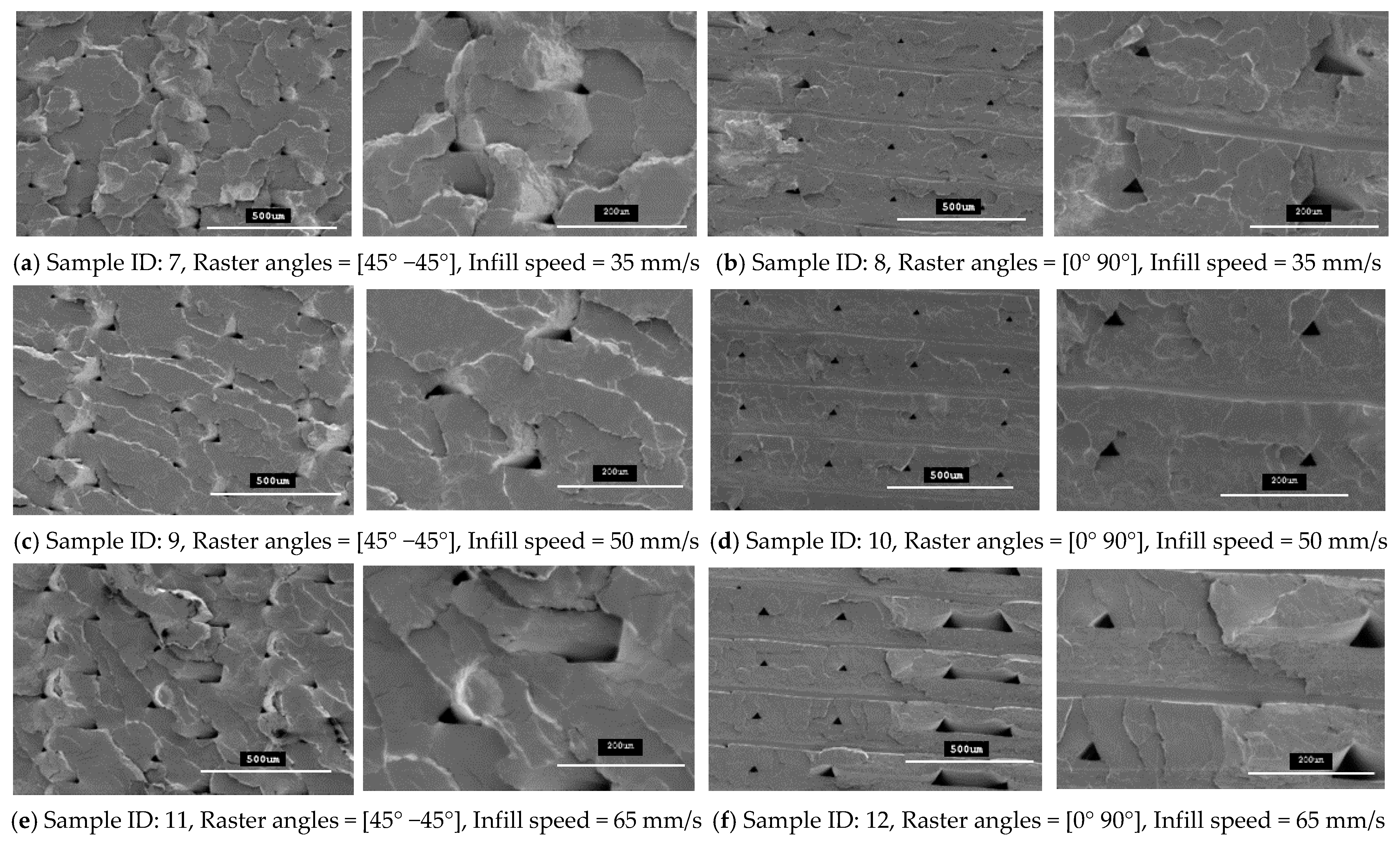
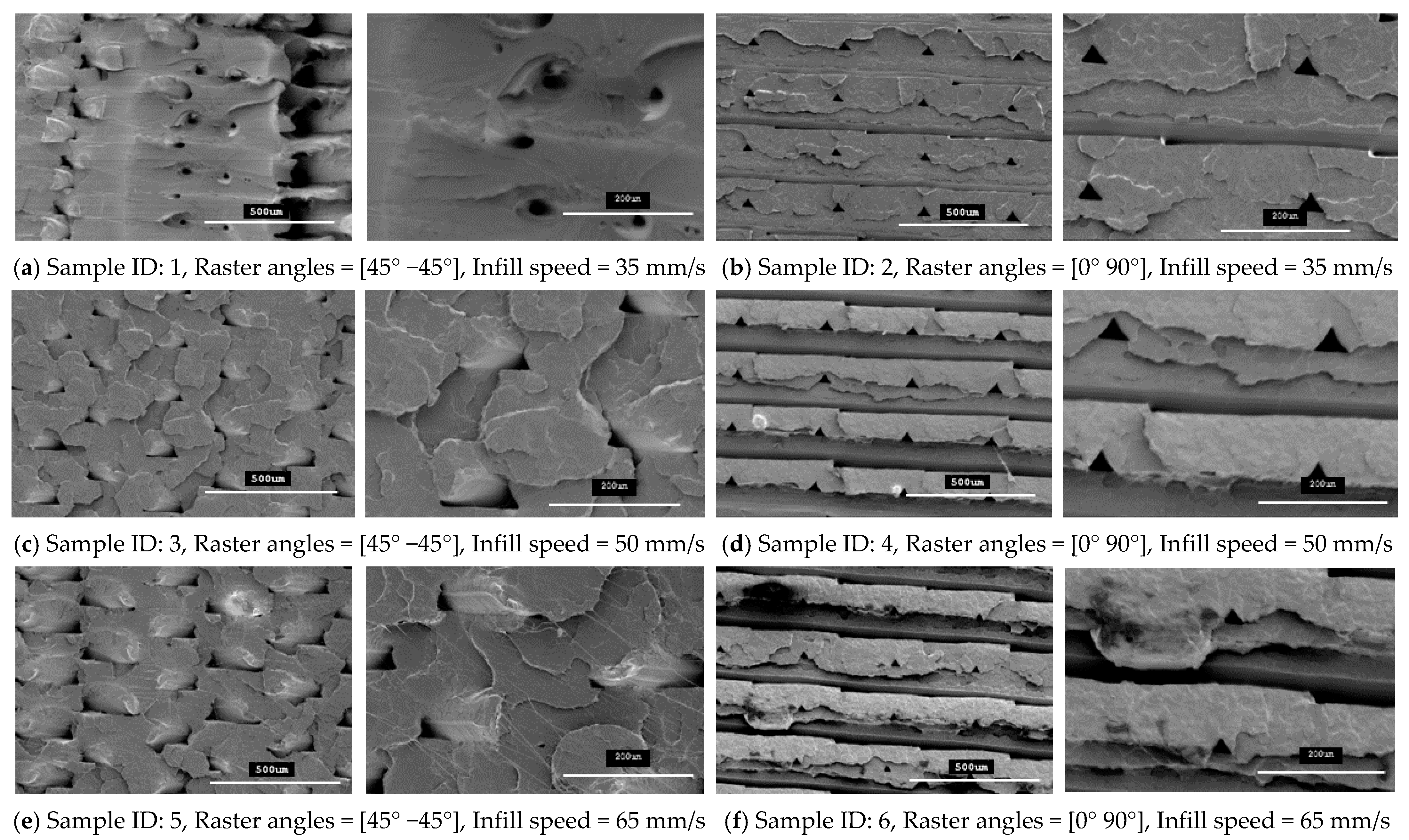
4.4. Fracture Interface Observations After Tensile Test
5. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Utela, B.; Storti, D.; Anderson, R.; Ganter, M. A review of process development steps for new material systems in three dimensional printing (3DP). J. Manuf. Process. 2008, 10, 96–104. [Google Scholar] [CrossRef]
- Gupta, N.; Weber, C.; Newsome, S. Additive Manufacturing: Status and Opportunities; Science and Technology Policy Institute: Washington, DC, USA, 2012. [Google Scholar]
- Gebhardt, A. Understanding Additive Manufacturing: Rapid Prototyping • Rapid Tooling • Rapid Manufacturing; Understanding Additive Manufacturing; Gebhardt, A., Ed.; Carl Hanser Verlag GmbH &Co. KG: München, Germany, 2011. [Google Scholar] [CrossRef]
- Kietzmann, J.; Pitt, L.; Berthon, P. Disruptions, decisions, and destinations: Enter the age of 3-D printing and additive manufacturing. Bus. Horiz. 2015, 58, 209–215. [Google Scholar] [CrossRef]
- Gu, D. Materials creation adds new dimensions to 3D printing. Sci Bull. 2016, 61, 1718–1722. [Google Scholar] [CrossRef]
- Novakova-Marcincinova, L.; Novak-Marcincin, J.; Barna, J.; Torok, J. Special materials used in FDM rapid prototyping technology application. In Proceedings of the 2012 IEEE 16th International Conference on Intelligent Engineering Systems (INES), Lisbon, Portugal, 13–15 June 2012; IEEE: Piscataway, NJ, USA, 2012; pp. 73–76. [Google Scholar]
- Dudek, P. FDM 3D printing technology in manufacturing composite elements. Arch. Metall. Mater. 2013, 58, 1415–1418. [Google Scholar] [CrossRef]
- Lanzotti, A.; Grasso, M.; Staiano, G.; Martorelli, M. The impact of process parameters on mechanical properties of parts fabricated in PLA with an open-source 3-D printer. Rapid Prototyp. J. 2015, 21, 604–617. [Google Scholar] [CrossRef]
- Wittbrodt, B.; Pearce, J.M. The effects of PLA color on material properties of 3-D printed components. Addit. Manuf. 2015, 8, 110–116. [Google Scholar] [CrossRef]
- Hafsa, M.N.; Ibrahim, M.; Wahab, M.; Zahid, M.S. Evaluation of FDM pattern with ABS and PLA material. In Applied Mechanics and Materials; Trans Tech Publications Ltd.: Bäch SZ, Switzerland, 2014; pp. 55–59. [Google Scholar]
- Jiang, J.; Su, L.; Zhang, K.; Wu, G. Rubber-toughened PLA blends with low thermal expansion. J. Appl. Polym. Sci. 2013, 128, 3993–4000. [Google Scholar] [CrossRef]
- Hughes, J.; Thomas, R.; Byun, Y.; Whiteside, S. Improved flexibility of thermally stable poly-lactic acid (PLA). Carbohydr. Polym. 2012, 88, 165–172. [Google Scholar] [CrossRef]
- Wu, N.; Zhang, H. Mechanical properties and phase morphology of super-tough PLA/PBAT/EMA-GMA multicomponent blends. Mater. Lett. 2017, 192, 17–20. [Google Scholar] [CrossRef]
- Hashima, K.; Nishitsuji, S.; Inoue, T. Structure-properties of super-tough PLA alloy with excellent heat resistance. Polymer 2010, 51, 3934–3939. [Google Scholar] [CrossRef]
- Bergström, J.S.; Hayman, D. An Overview of Mechanical Properties and Material Modeling of Polylactide (PLA) for Medical Applications. Ann. Biomed. Eng. 2016, 44, 330–340. [Google Scholar] [CrossRef]
- Wang, H.; Wei, Q.; Wang, X.; Gao, W.; Zhao, X. Antibacterial properties of PLA nonwoven medical dressings coated with nanostructured silver. Fibers Polym. 2008, 9, 556–560. [Google Scholar] [CrossRef]
- Liu, F.; Zhao, Z.; Yang, J.; Wei, J.; Li, S. Enzyme-catalyzed degradation of poly (l-lactide)/poly (ε-caprolactone) diblock, triblock and four-armed copolymers. Polym. Degrad. Stab. 2009, 94, 227–233. [Google Scholar] [CrossRef]
- Shi, S.; Wang, X.H.; Guo, G.; Fan, M.; Huang, M.J.; Qian, Z.Y. Preparation and characterization of microporous poly(d,l-lactic acid) film for tissue engineering scaffold. Int. J. Nanomed. 2010, 5, 1049–1055. [Google Scholar] [CrossRef]
- Zein, I.; Hutmacher, D.W.; Tan, K.C.; Teoh, S.H. Fused deposition modeling of novel scaffold architectures for tissue engineering applications. Biomaterials 2002, 23, 1169–1185. [Google Scholar] [CrossRef]
- Comb, J.; Priedeman, W.; Turley, P.W. FDM® Technology process improvements. In Proceedings of the 1994 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 8–10 August 1994. [Google Scholar]
- Sanatgar, R.H.; Campagne, C.; Nierstrasz, V. Investigation of the adhesion properties of direct 3D printing of polymers and nanocomposites on textiles: Effect of FDM printing process parameters. Appl. Surf. Sci. 2017, 403, 551–563. [Google Scholar] [CrossRef]
- Chin Ang, K.; Fai Leong, K.; Kai Chua, C.; Chandrasekaran, M. Investigation of the mechanical properties and porosity relationships in fused deposition modelling-fabricated porous structures. Rapid Prototyp. J. 2006, 12, 100–105. [Google Scholar] [CrossRef]
- Sood, A.K.; Ohdar, R.K.; Mahapatra, S.S. Parametric appraisal of mechanical property of fused deposition modelling processed parts. Mater. Des. 2010, 31, 287–295. [Google Scholar] [CrossRef]
- Fatimatuzahraa, A.W.; Farahaina, B.; Yusoff, W.A.Y. The effect of employing different raster orientations on the mechanical properties and microstructure of Fused Deposition Modeling parts. In Proceedings of the 2011 IEEE Symposium on Business, Engineering and Industrial Applications (ISBEIA), Langkawi, Malaysia, 25–28 September 2011; IEEE: Piscataway, NJ, USA, 2011; pp. 22–27. [Google Scholar]
- Rodríguez-Panes, A.; Claver, J.; Camacho, A.M. The Influence of Manufacturing Parameters on the Mechanical Behaviour of PLA and ABS Pieces Manufactured by FDM: A Comparative Analysis. Materials 2018, 11, 1333. [Google Scholar] [CrossRef]
- Letcher, T.; Waytashek, M. Material property testing of 3D-printed specimen in PLA on an entry-level 3D printer. In ASME 2014 International Mechanical Engineering Congress and Exposition; American Society of Mechanical Engineers: Montreal, QC, Canada, 2014; p. V02AT02A014. [Google Scholar]
- Naveed, N. Investigate the effects of process parameters on material properties and microstructural changes of 3D-printed specimens using fused deposition modelling (FDM). Mater. Technol. 2020, 1–14. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W.; Hu, Y.; Wang, H. (2017) Additive manufacturing of carbon fiber-reinforced plastic composites using fused deposition modeling: Effects of process parameters on tensile properties. J. Compos. Mater. 2018, 51, 451–462. [Google Scholar] [CrossRef]
- GoPrint3D—3D Printer Specialists. Available online: https://www.goprint3d.co.uk (accessed on 17 December 2019).
- D20 Committee. Test Method for Tensile Properties of Plastics; ASTM International: West Conshohocken, PA, USA, 2010. [Google Scholar]
- Mazumder, M.; Ahmed, R.; Ali, A.W.; Lee, S.-J. SEM and ESEM techniques used for analysis of asphalt binder and mixture: A state of the art review. Constr. Build. Mater. 2018, 186, 313–329. [Google Scholar] [CrossRef]
- Pohl, K. Requirements Engineering: Fundamentals, Principles, and Techniques, 1st ed.; Springer Publishing Company Incorporated: Berlin/Heidelberg, Germany, 2010. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Type | PLA | Tough PLA |
|---|---|---|
| Diameter (mm) | 2.85 ± 0.10 | 2.85 ± 0.10 |
| Max roundness deviation (mm) | 0.10 | 0.05 |
| Net filament weight (g) | 750 | 750 |
| Filament length (m) | 95 | 96 |
| Colour | black | white |
| PLA | Tough PLA | |
|---|---|---|
| Tensile modulus (GPa) | 2.34 | 1.82 |
| Tensile stress at break (MPa) | 45.6 | 37 |
| Elongation at break (%) | 5.2 | 3.1 |
| PLA | Tough PLA | Raster Angles | Infill Speed (mm/s) |
|---|---|---|---|
| Sample ID | |||
| 7 | 1 | 45° −45° | 35 |
| 8 | 2 | 0° 90° | 35 |
| 9 | 3 | 45° −45° | 50 |
| 10 | 4 | 0° 90° | 50 |
| 11 | 5 | 45° −45° | 65 |
| 12 | 6 | 0° 90° | 65 |
| Sample ID | Raster Orientation Angle (degree) | Infill Speed (mm/s) | Elongation at Break (%) | Modulus Elasticity (GPa) | Ultimate Stress (MPa) |
|---|---|---|---|---|---|
| 7 | [45° −45°] | 35 | 6.62 ± 0.98 | 0.81 ± 0.06 | 64.57 ± 0.95 |
| 9 | [45° −45°] | 50 | 6.67 ± 0.21 | 0.80 ± 0.11 | 62.13 ± 2.38 |
| 11 | [45° −45°] | 65 | 6.25 ± 0.34 | 1.07 ± 0.25 | 58.77 ± 1.42 |
| 8 | [0° 90°] | 35 | 5.82 ± 0.61 | 0.81 ± 0.06 | 59.17 ± 1.25 |
| 10 | [0° 90°] | 50 | 4.85 ± 0.45 | 0.79 ± 0.03 | 52.90 ± 8.23 |
| 12 | [0° 90°] | 65 | 4.04 ± 0.04 | 1.22 ± 0.02 | 51.67 ± 0.95 |
| Sample ID | Raster Orientation Angle (degree) | Infill Speed (mm/s) | Elongation at Break (%) | Modulus Elasticity (GPa) | Ultimate Stress (MPa) |
|---|---|---|---|---|---|
| 1 | [45° −45°] | 35 | 6.88 ± 1.85 | 1.00 ± 0.09 | 53.60 ± 0.82 |
| 3 | [45° −45°] | 50 | 6.02 ± 0.58 | 0.82 ± 0.06 | 51.20 ± 1.22 |
| 5 | [45° −45°] | 65 | 6.80 ± 1.29 | 0.82 | 50.67 ± 1.50 |
| 2 | [0° 90°] | 35 | 4.63 ± 0.41 | 0.87 ± 0.09 | 46.93 ± 3.79 |
| 4 | [0° 90°] | 50 | 4.94 ± 0.43 | 0.78 ± 0.03 | 46.33 ± 0.76 |
| 6 | [0° 90°] | 65 | 4.78 ± 0.79 | 0.83 ± 0.05 | 45.50 ± 2.59 |
| Sample ID PLA/Tough PLA | Raster Orientation Angle (degree) | Infill Speed (mm/s) | Voids Area (µm2) PLA | Voids Area (µm2) Tough PLA |
|---|---|---|---|---|
| 7/1 | [45° −45°] | 35 | 143 | 1434 |
| 9/3 | [45° −45°] | 50 | 236 | 2626 |
| 11/5 | [45° −45°] | 65 | 1054 | 8504 |
| 8/2 | [0° 90°] | 35 | 727 | 738 |
| 10/4 | [0° 90°] | 50 | 383 | 1117 |
| 12/6 | [0° 90°] | 65 | 822 | 366 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Naveed, N. Investigating the Material Properties and Microstructural Changes of Fused Filament Fabricated PLA and Tough-PLA Parts. Polymers 2021, 13, 1487. https://doi.org/10.3390/polym13091487
Naveed N. Investigating the Material Properties and Microstructural Changes of Fused Filament Fabricated PLA and Tough-PLA Parts. Polymers. 2021; 13(9):1487. https://doi.org/10.3390/polym13091487
Chicago/Turabian StyleNaveed, Nida. 2021. "Investigating the Material Properties and Microstructural Changes of Fused Filament Fabricated PLA and Tough-PLA Parts" Polymers 13, no. 9: 1487. https://doi.org/10.3390/polym13091487
APA StyleNaveed, N. (2021). Investigating the Material Properties and Microstructural Changes of Fused Filament Fabricated PLA and Tough-PLA Parts. Polymers, 13(9), 1487. https://doi.org/10.3390/polym13091487