
The Role of Calender Gap in Barrel and Screw Wear in Counterrotating Twin Screw Extruders


Abstract
1. Introduction
2. Equipment and Rheological Characterization
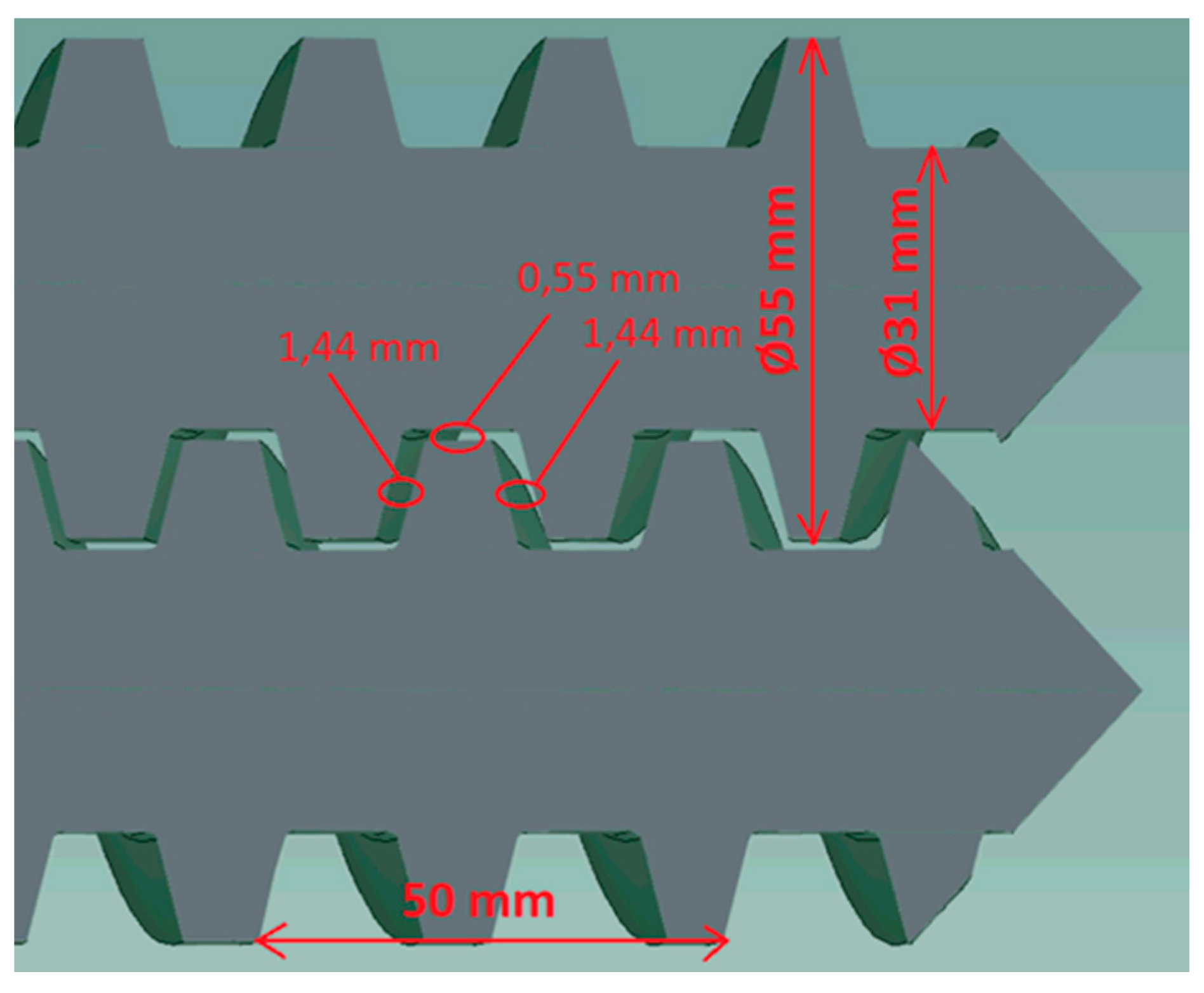
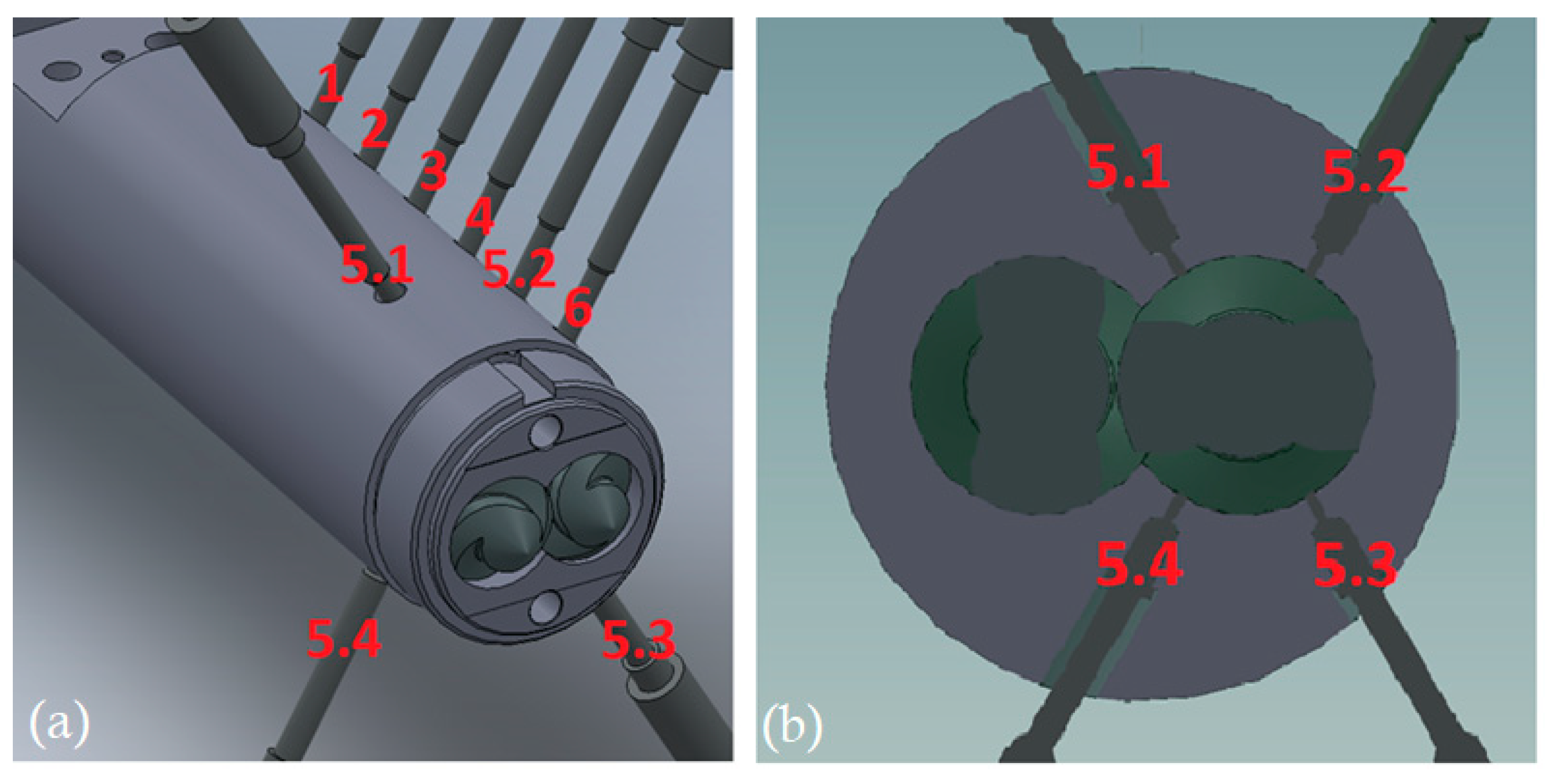
2.1. Equipment
2.2. Rheological Characterization of Materials
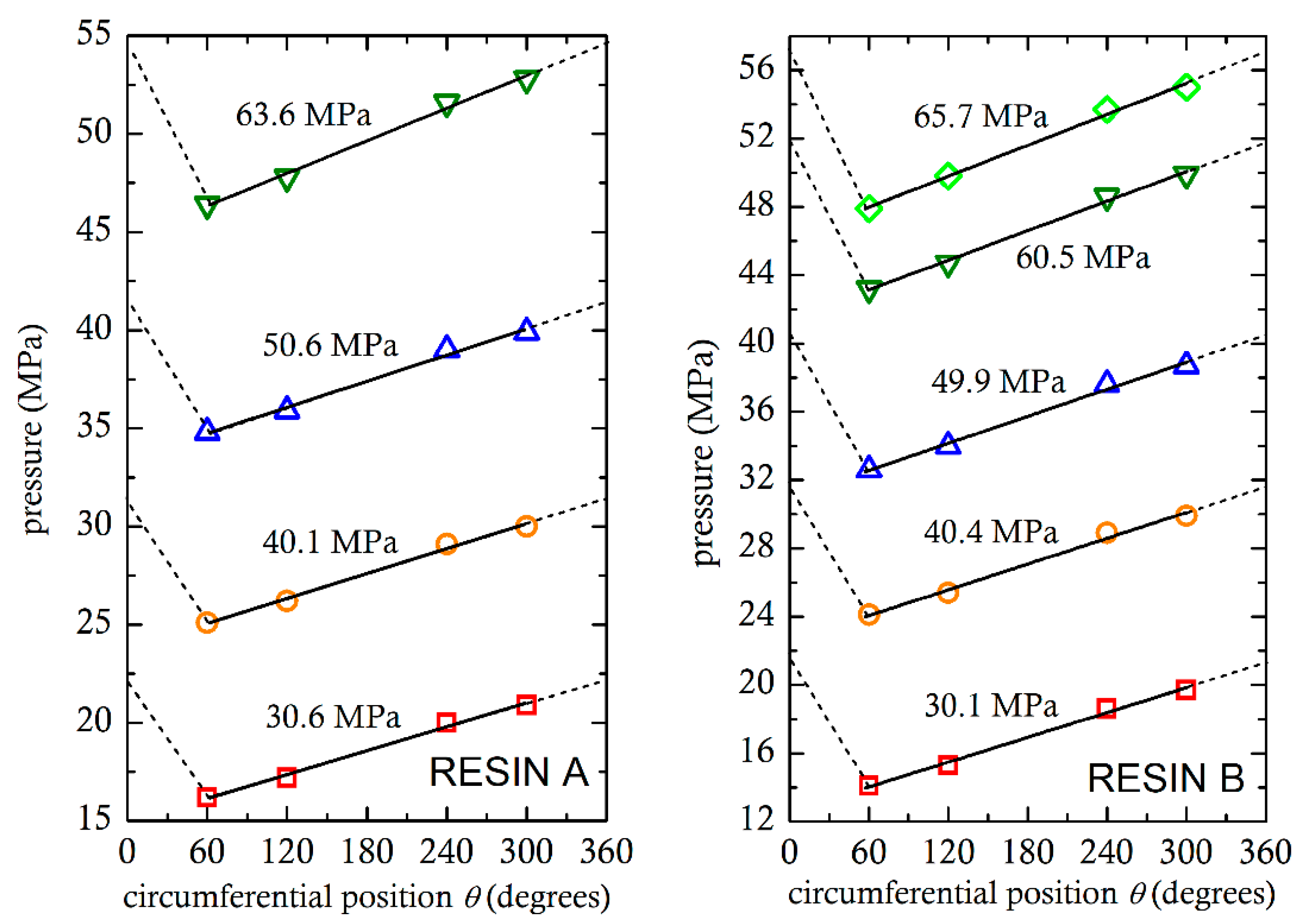
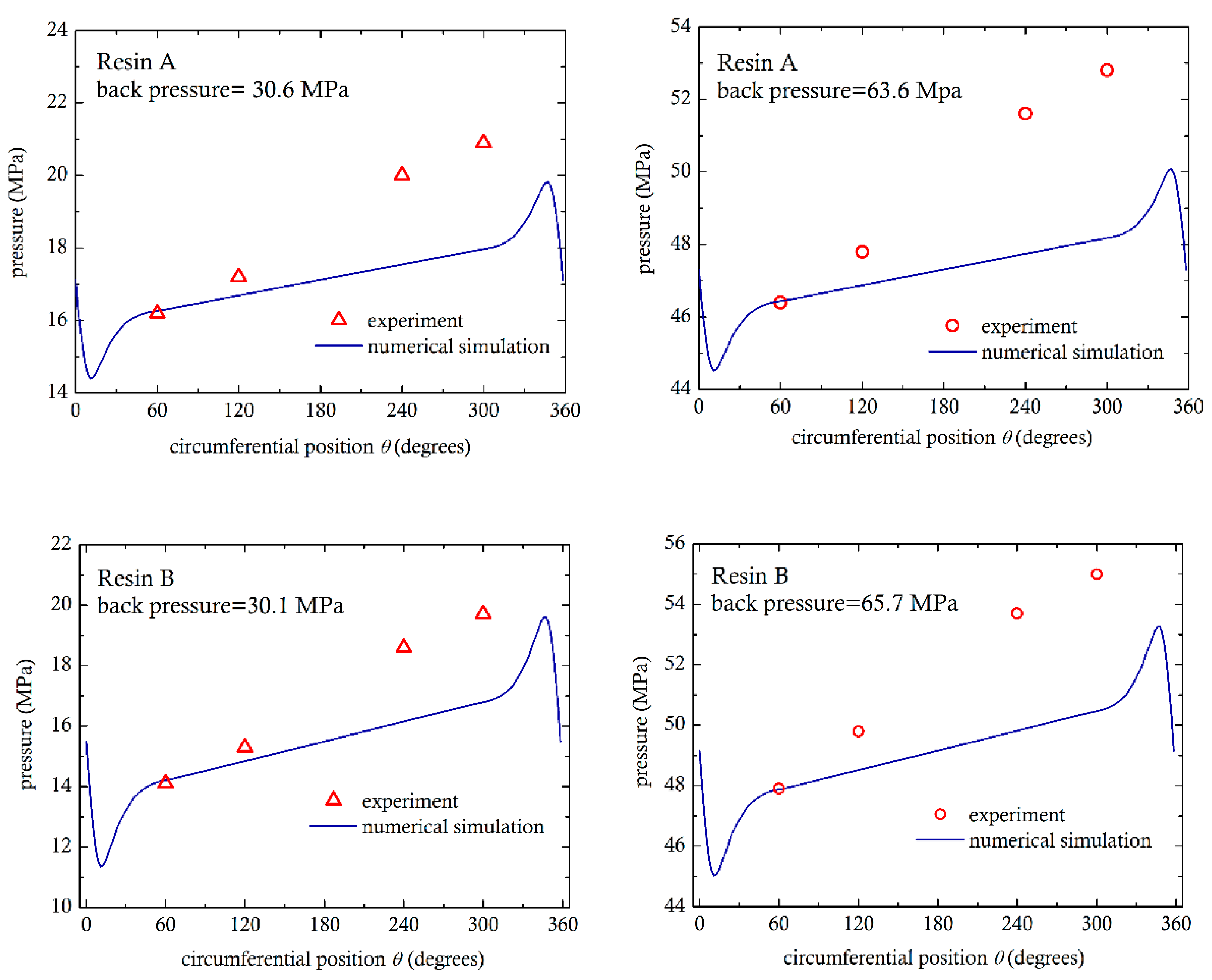
3. Pressure Measurements and Analysis
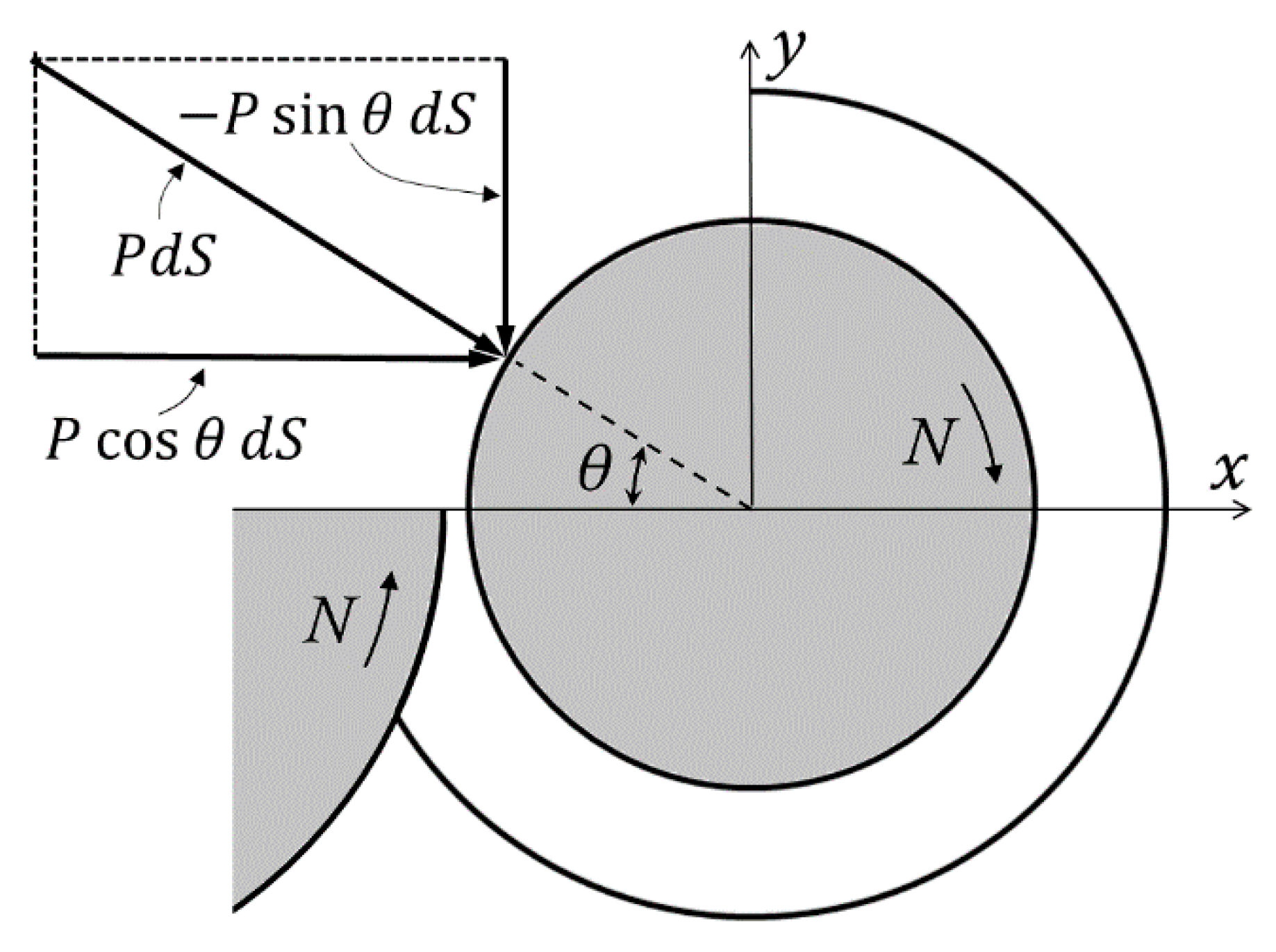
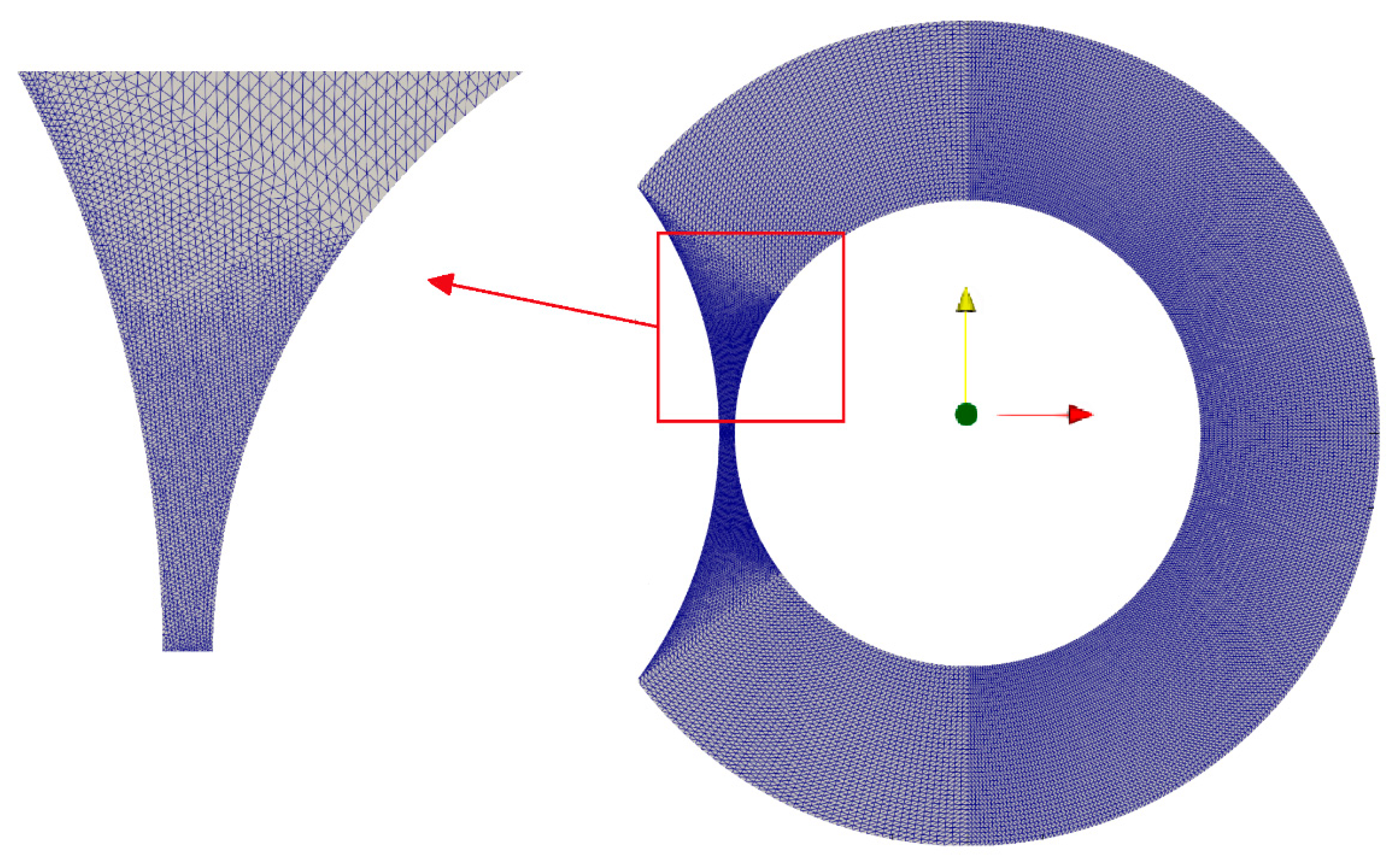
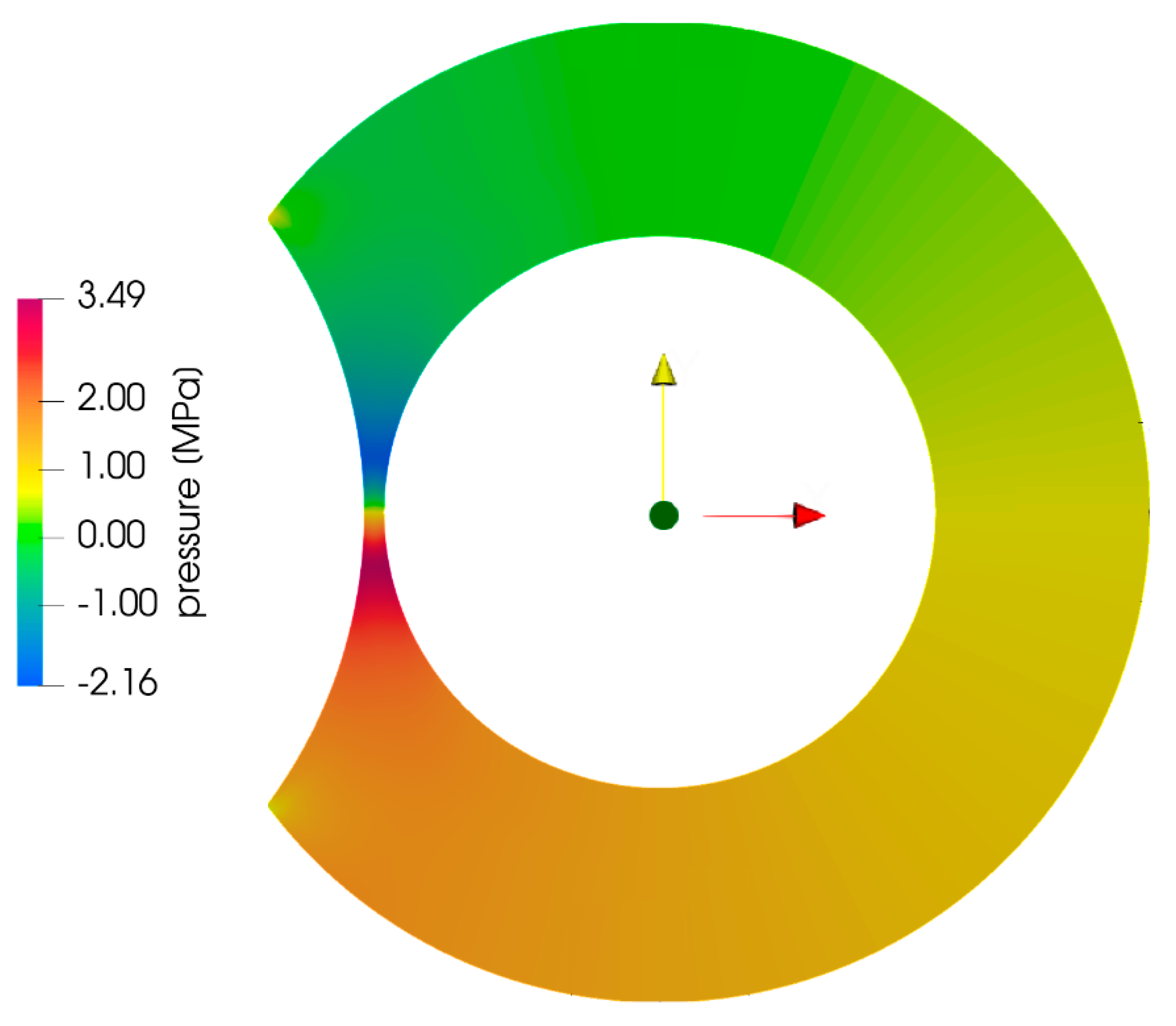
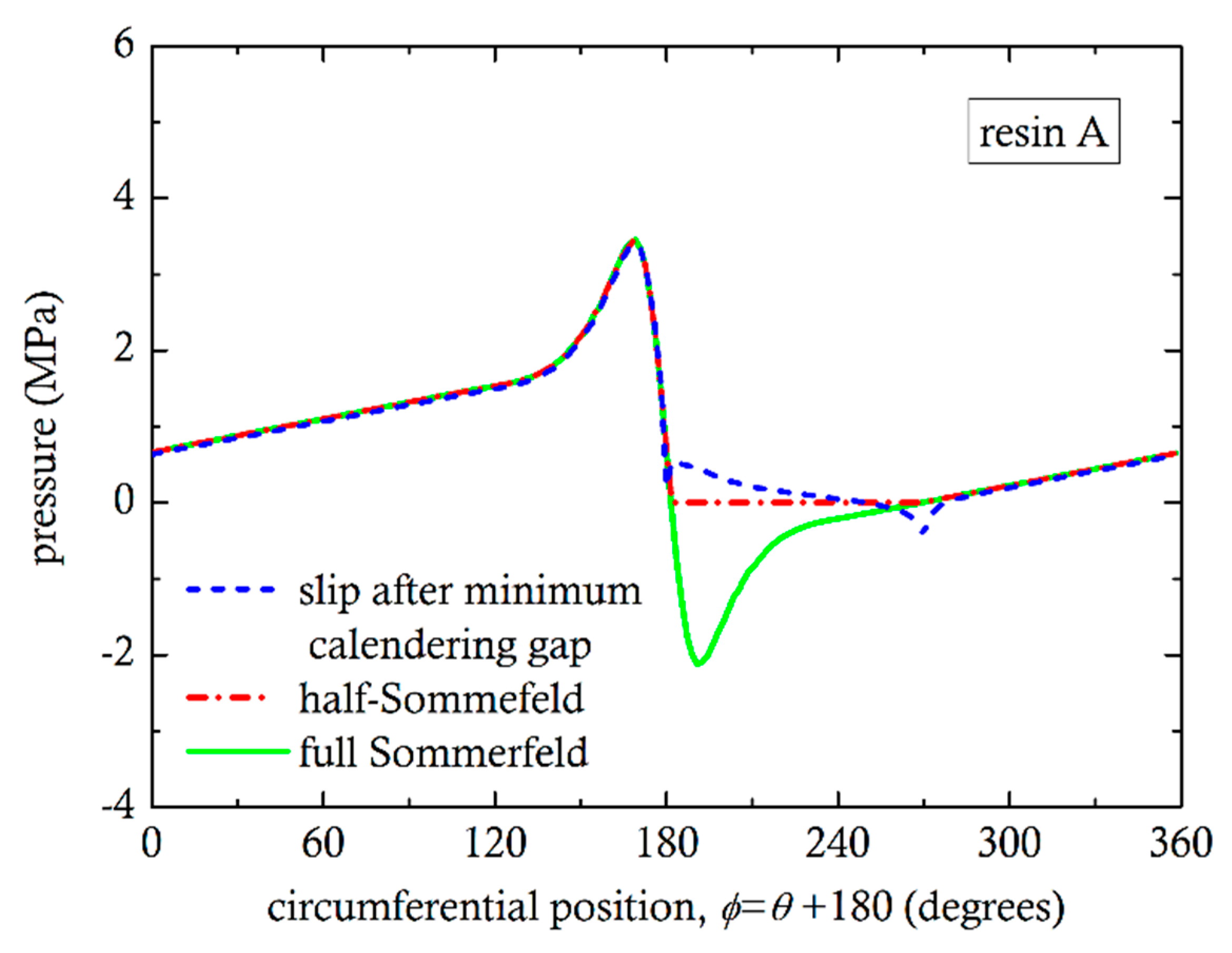
4. Numerical Flow Simulations
5. Discussion
Author Contributions
Funding
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- White, J.L.; Potente, H. Screw Extrusion. Science and Technology; Hanser Publishers: Munich, Germany, 2003; ISBN 978-3-446-19624-7. [Google Scholar]
- White, J.L.; Kim, E.K. Twin Screw Extrusion. Technology and Principles, 2nd ed.; Hanser Publishers: Munich, Germany, 2010; ISBN 978-1569904718. [Google Scholar]
- Tadmor, Z.; Gogos, C.G. Principles of Polymer Processing, 2nd ed.; John Wiley & Sons Inc.: New York, NY, USA, 2006; ISBN 978-0-471-38770-1. [Google Scholar]
- Janssen, L.P.B.M. Twin Screw Extrusion; Elsevier: Amsterdam, The Netherlands, 1978; ISBN 0-444-41629-3. [Google Scholar]
- Martelli, F. Twin–Screw Extruders: A Basic Understanding; Van Nostrand Reinhold Co: New York, NY, USA, 1983; ISBN 978-146-841-466-0. [Google Scholar]
- Martin, C. Twin-Screw Extruders. In The SPE Guide on Extrusion Technology and Troubleshooting; Vlachopoulos, J., Wagner, J.R., Eds.; Society of Plastics Engineers: Danbury, CT, USA, 2001; ISBN 0-9722159-2-1. [Google Scholar]
- Vlachopoulos, J.; Polychronopoulos, N.D. Understanding Rheology and Technology of Polymer Extrusion; Polydynamics Inc.: Dundas, ON, Canada, 2019; ISBN 978-0-9952407-2-8. [Google Scholar]
- Midleman, S. Fundamentals of Polymer Processing; McGraw-Hill Book Company: New York, NY, USA, 1977; ISBN 0-07-041851-9. [Google Scholar]
- Vlachopoulos, J.; Hrymak, A.N. Calendering of PVC: Theory and Experiments. Polym. Eng. Sci. 1980, 20, 725–731. [Google Scholar] [CrossRef]
- Mitsoulis, E.; Vlachopoulos, J.; Mirza, F.A. Calendering analysis without the lubrication approximation. Polym. Eng. Sci. 1985, 25, 6–18. [Google Scholar] [CrossRef]
- Polychronopoulos, N.D.; Vlachopoulos, J. Polymer processing and rheology. In Functional Polymers. Polymers and Polymeric Composites: A Reference Series; Jafar Mazumder, M., Sheardown, H., Al-Ahmed, A., Eds.; Springer: Cham, Switzerland, 2019; ISBN 978-3-319-92067-2. [Google Scholar]
- Polychronopoulos, N.D.; Sarris, I.E.; Papathanasiou, T.D. 3D features in the calendering of thermoplastics: A computational investigation. Polym. Eng. Sci. 2014, 54, 1712–1722. [Google Scholar] [CrossRef]
- Thiele, W.C. Counterrotating intermeshing twin-screw extruders. In Plastics Compounding; Todd, D.B., Ed.; Hanser Publishers: Munich, Germany, 1998; ISBN 1-56990-236-4. [Google Scholar]
- Gomez, I.L. (Ed.) Engineering with Rigid PVC: Processability and Applications; CRC Press: Boca Raton, FL, USA, 1984; ISBN 978-0824770808. [Google Scholar]
- Rauwendaal, C. Polymer Extrusion, 5th ed.; Hanser Publishers: Munich, Germany, 2014; ISBN 978-1-56990-516-6. [Google Scholar]
- Mennig, G. Wear in Plastics Processing; Hanser Publishers: Munich, Germany, 1995; ISBN 1-56990-137-6. [Google Scholar]
- Schneider, H.-P.; Liebhold, J. Wear protection on twin screws. Kunstst. Int. 2013, 4, 70–74. [Google Scholar]
- Demirci, A.; Teke, I.; Goger, A.; Canba, E.; Vlachopoulos, J. Gelation of poly (vinyl chloride) inside a single screw extruder and its effect on product properties. J. Vinyl Add. Tech. 2019, 25, E174–E180. [Google Scholar] [CrossRef]
- Leal, L.G. Laminar Flow and Convective Transport. Processes; Butterworth -Heinemann: Boston, MA, USA, 1992; ISBN 0-7506-9117-4. [Google Scholar]
- Khonsari, M.; Booser, E.R. Applied Tribology: Bearing Design and Lubrication, 2nd ed.; John Wiley & Sons Ltd.: West Sussex, UK, 2008; ISBN 978-0-470-05711-7. [Google Scholar]
- Vlachopoulos, J. Fundamentals of Fluid Mechanics; Polydynamics, Inc.: Dundas, ON, Canada, 2016; ISBN 978-0-9952407-1-1. [Google Scholar]
- Wilczynski, K.; Nastaj, A.; Lewandowski, A.; Wilczynski, K.J.; Buziak, K. Fundamentals of global modeling for polymer extrusion. Polymers 2019, 11, 2106. [Google Scholar] [CrossRef] [PubMed]
- Janssen, L.P.B.M.; Mulders, L.H.R.M.; Smith, J.M. A model from the output of the pump zone of the double screw processor or extruder. Plastics Polym. 1975, 43, 93–98. [Google Scholar]
- Speur, J.A.; Mavridis, H.; Vlachopoulos, J.; Janssen, L.P.B.M. Flow patterns in the calender gap of a counterrotating twin screw extruder. Adv. Polym. Technol. 1987, 7, 39–48. [Google Scholar] [CrossRef]
- White, J.L.; Adewale, A. A unified view of modeling flow in counter-rotating twin screw extruders. Int. Polym. Proc. 1993, 8, 210–217. [Google Scholar] [CrossRef]
- Li, T.; Manas-Zloczower, I. Flow field analysis of an intermeshing counter-rotating twin screw extruder. Polym. Eng. Sci. 1994, 34, 551–558. [Google Scholar] [CrossRef]
- Kajiwara, T.; Nagashima, Y.; Nakano, Y.; Funatsu, K. Numerical study of twin-screw extruders by three-dimensional flow analysis-development of analysis technique and evaluation of mixing performance for full flight screws. Polym. Eng. Sci. 1996, 36, 2142–2152. [Google Scholar] [CrossRef]
- Hong, M.-H.; White, J.L. Fluid mechanics of intermeshing counter-rotating twin screw extruders. Int. Polym. Proc. 1998, 13, 342–346. [Google Scholar] [CrossRef]
- Hong, M.H.; White, J.L. Simulation of flow in an intermeshing modular counter-rotating twin screw extruder: Non-newtonian and non-isothermal behavior. Int. Polym. Proc. 1999, 14, 136–143. [Google Scholar] [CrossRef]
- Schneider, H.-P. The historical development of the counter-rotating twin-screw extruder. Kunstst. Plast. Eur. 2005, 1, 1–6. [Google Scholar]
- Wilczynski, K.; Lewandowski, A. Study on the polymer melt flow in a closely intermeshing counter-rotating twin screw extruder. Int. Polym. Proc. 2014, 29, 649–659. [Google Scholar] [CrossRef]
- Weller, H.; OpenFOAM. CFD Direct Home Page. Available online: http://cfd.direct/about/henry-weller/ (accessed on 10 October 2020).
- Polychronopoulos, N.D.; Papathanasiou, T.D. A study on the effect of drawing on extrudate swell in film casting. Appl. Rheol. 2015, 25, 42425. [Google Scholar]
- Polychronopoulos, N.D.; Vlachopoulos, J. Computer flow simulation of moffatt eddies in single screw extrusion. Int. Polym. Proc. 2018, 23, 662–668. [Google Scholar] [CrossRef]
- Geuzaine, C.; Remacle, J.-F. Gmsh: A 3-D finite element mesh generator with built-in pre- and post-processing facilities. Int. J. Numer. Meth. Eng. 2009, 79, 1309–1331. [Google Scholar] [CrossRef]
- Patankar, S.V.; Spalding, D.B. A calculation procedure for heat, mass and momentum transfer in three-dimensional parabolic flows. Int. J. Heat Mass Transfer. 1972, 15, 1787–1806. [Google Scholar] [CrossRef]
- Ternik, P. New contributions on laminar flow of inelastic non-newtonian fluid in the two dimensional symmetric expansion: Creeping and slowly moving flow conditions. J. Nonnewtonian Fluid Mech. 2010, 165, 1400–1411. [Google Scholar] [CrossRef]
- Goger, A.; Vlachopoulos, J. Negative Pressures in modelling rotating polymer processing machinery are meaningless, but they are telling something. Int. Polym. Process. 2014, 29, 295–297. [Google Scholar] [CrossRef]
- Gupta, M.; Rohatgi, V.; Kuehn, R. Estimation of temperature increase in a ZSK-90 co-rotating twin-screw extruder using mesh partitioning technique. SPE ANTEC Tech. Pap. 2009, 4, 2350–2355. [Google Scholar]
- Ilinca, F.; Hetu, J.-F. Three-dimensional numerical study of the mixing behaviour of twin-screw elements. Int. Polym. Process. 2012, 27, 111–120. [Google Scholar] [CrossRef]
- Ishikawa, T.; Kihara, S.-I.; Funatsu, K. 3-D numerical simulations of nonisothermal flow in co-rotating twin screw extruders. Polym. Eng. Sci. 2000, 40, 357–364. [Google Scholar] [CrossRef]
- Radl, S.; Tritthart, T.; Khinast, J.G. A novel design for hot-meltextrusion pelletizers. Chem. Eng. Sci. 2010, 65, 1976–1988. [Google Scholar] [CrossRef]
- Dowson, D.; Taylor, C.M. Cavitation in bearings. Ann. Rev. Fluid Mech. 1979, 11, 35–66. [Google Scholar] [CrossRef]
- Concli, F. Pressure distribution in small hydrodynamic journal bearings considering cavitation: A numerical approach based on the open-source CFD code OpenFOAM. Lubr. Sci. 2016, 28, 329–347. [Google Scholar] [CrossRef]
- Son, Y.; Migler, K.B. Cavitation of polyethylene during extrusion processing instabilities. J. Polym. Sci. B Polym. Phys. 2002, 40, 2791–2799. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Resin A (phr) | Resin B (phr) |
|---|---|---|
| PVC, K value: 67 | 100 | 100 |
| Calcium carbonate (CaCO3) | 20 | 9 |
| Stabilizer one-pack (Ca/Zn) | 4 | 4.15 |
| Titanium dioxide (TiO2) | 3.7 | 5 |
| Impact modifier | - | 5.5 |
| Solid density | 1474 kg/m3 | 1448 kg/m3 |
| Melt density | 1327 kg/m3 | 1303 kg/m3 |
| Experiment Case | Back Pressure (MPa) | Fx (N) | Fy (N) | Resultant Force Angle |
|---|---|---|---|---|
| L20-300 | 30.6 | 54,468 | 93,334 | 30.27° |
| L20-400 | 40.1 | 56,520 | 97,319 | 30.15° |
| L20-500 | 50.6 | 59,326 | 101,815 | 30.23° |
| L20-600 | 63.6 | 74,020 | 127,098 | 30.21° |
| Experiment Case | Back Pressure (MPa) | Fx (N) | Fy (N) | Resultant Force Angle |
|---|---|---|---|---|
| T20-300 | 30.1 | 64,739 | 110,951 | 30.26° |
| T20-400 | 40.4 | 67,216 | 115,714 | 30.16° |
| T20-500 | 49.9 | 70,261 | 121,134 | 30.11° |
| T20-600 | 60.5 | 77,061 | 132,532 | 30.18° |
| T50-650 | 65.7 | 79,761 | 139,394 | 29.79° |
| Condition | Fx (N) | Fy (N) | Resultant Force Angle |
|---|---|---|---|
| Resin A | |||
| Half-Sommerfeld | 13,086 | 39,387 | 18.38° |
| Wall slip | 16,987 | 38,273 | 23.93° |
| Resin B | |||
| Half-Sommerfeld | 19,545 | 58,783 | 18.4° |
| Wall slip | 26,954 | 58,409 | 24.87° |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Demirci, A.; Teke, I.; Polychronopoulos, N.D.; Vlachopoulos, J. The Role of Calender Gap in Barrel and Screw Wear in Counterrotating Twin Screw Extruders. Polymers 2021, 13, 990. https://doi.org/10.3390/polym13070990
Demirci A, Teke I, Polychronopoulos ND, Vlachopoulos J. The Role of Calender Gap in Barrel and Screw Wear in Counterrotating Twin Screw Extruders. Polymers. 2021; 13(7):990. https://doi.org/10.3390/polym13070990
Chicago/Turabian StyleDemirci, Abdullah, Ismail Teke, Nickolas D. Polychronopoulos, and John Vlachopoulos. 2021. "The Role of Calender Gap in Barrel and Screw Wear in Counterrotating Twin Screw Extruders" Polymers 13, no. 7: 990. https://doi.org/10.3390/polym13070990
APA StyleDemirci, A., Teke, I., Polychronopoulos, N. D., & Vlachopoulos, J. (2021). The Role of Calender Gap in Barrel and Screw Wear in Counterrotating Twin Screw Extruders. Polymers, 13(7), 990. https://doi.org/10.3390/polym13070990