
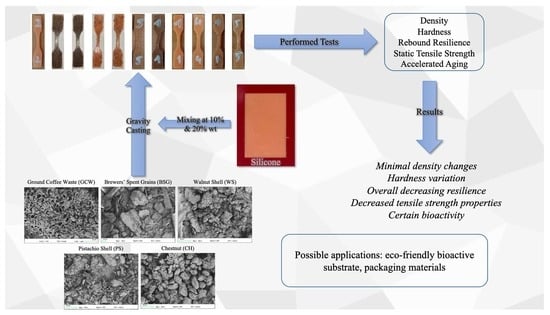
Evaluation of the Impact of Organic Fillers on Selected Properties of Organosilicon Polymer



Abstract
1. Introduction
2. Materials and Methods
2.1. Material Preparation
2.2. Research Methodology
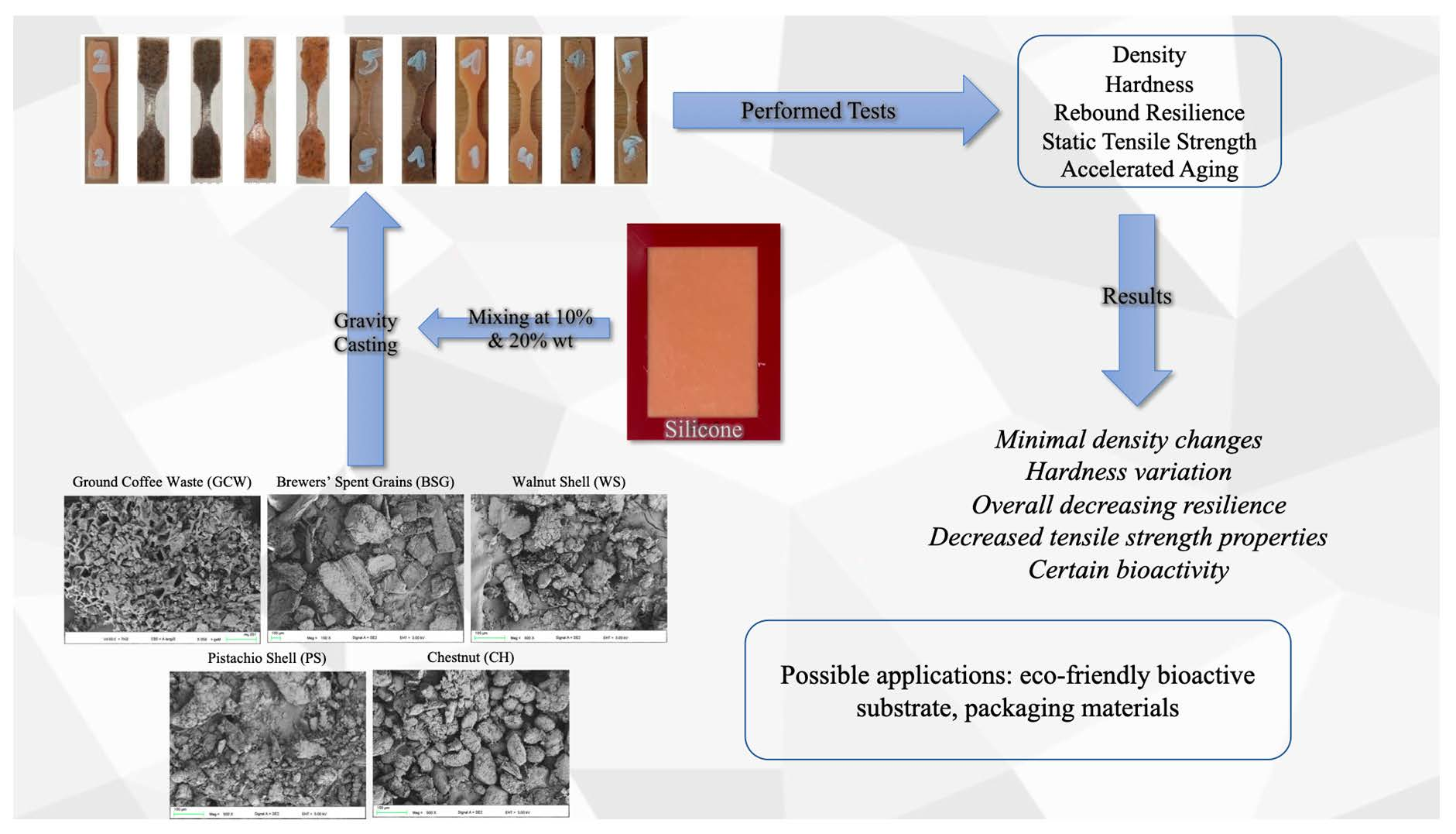
2.2.1. Scanning Electron Microscopy (SEM) Analysis
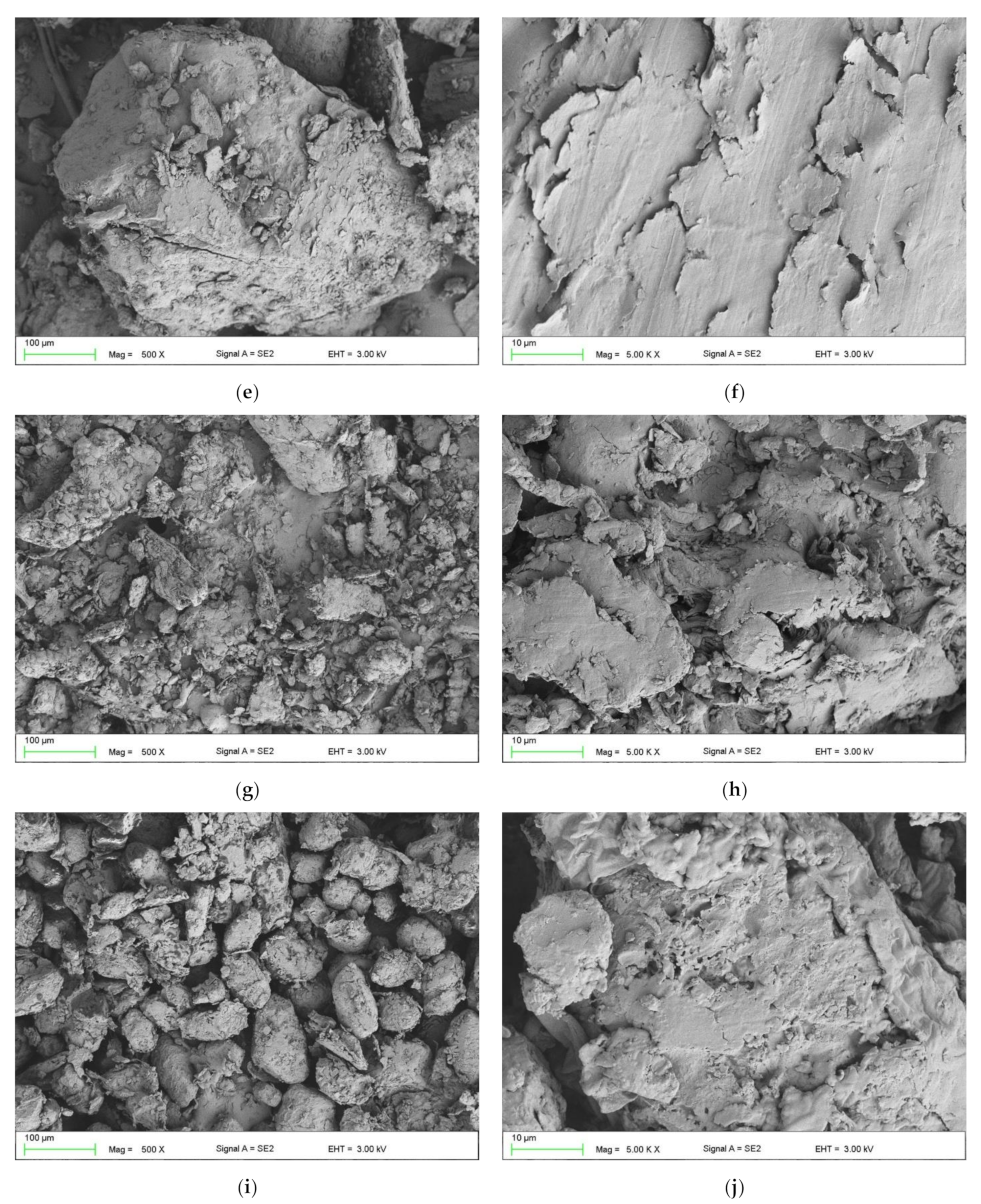
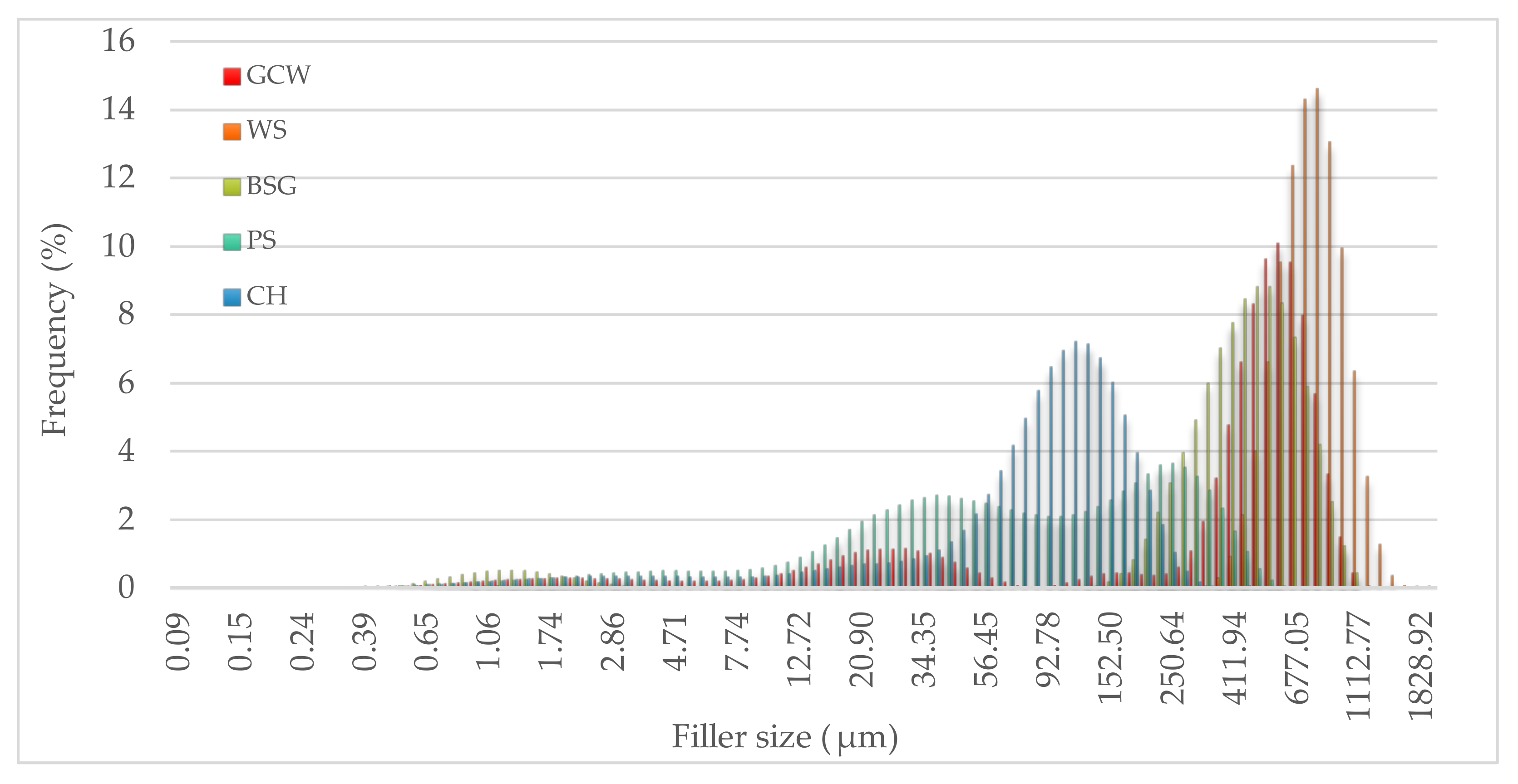
2.2.2. Particle Size Analysis
2.2.3. Density
2.2.4. Hardness
2.2.5. Rebound Resilience
2.2.6. Tensile Testing
2.2.7. Accelerated Aging
3. Results and Discussion
3.1. Natural Fillers Characterization
3.2. Density Test Results
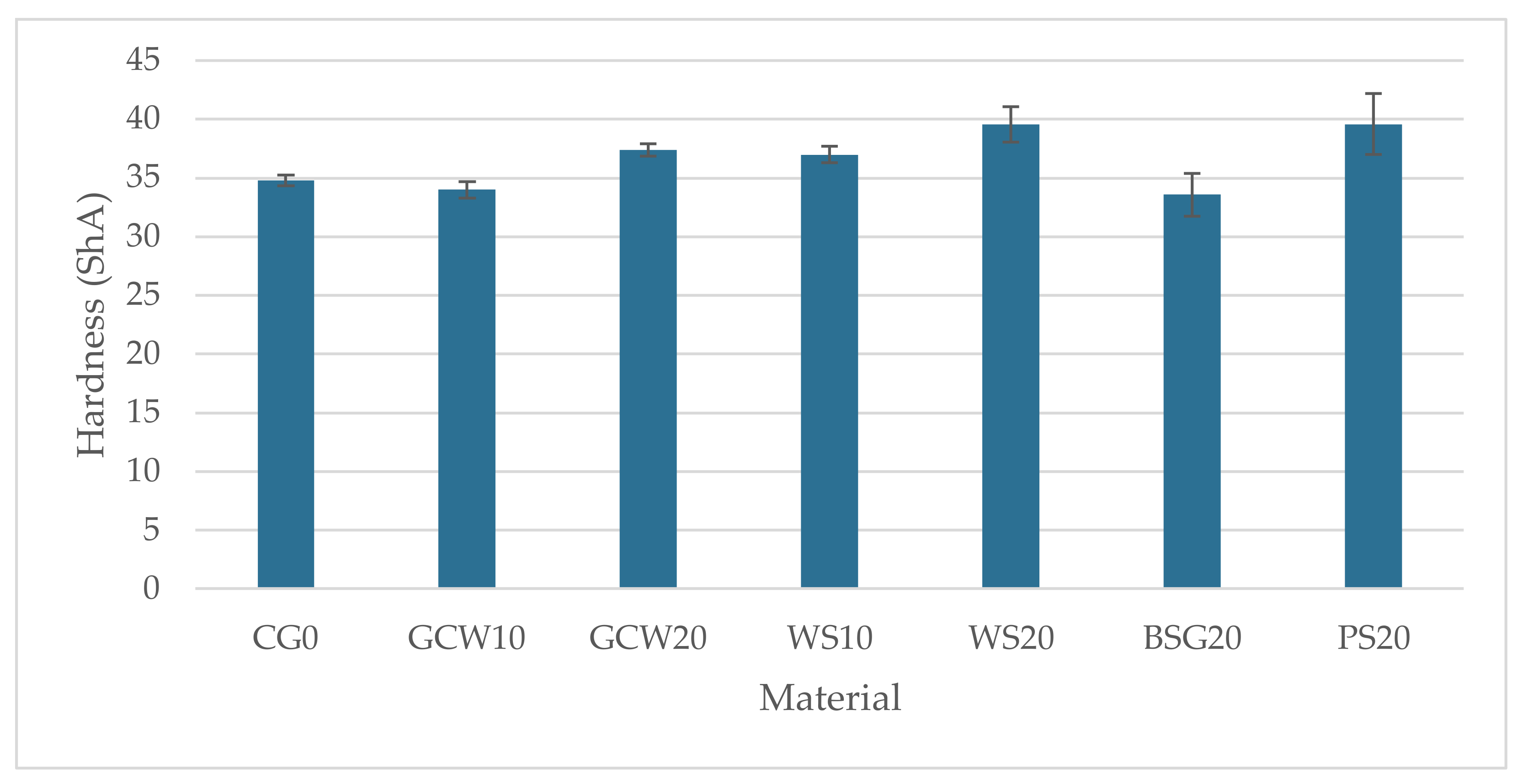
3.3. Hardness Test Results
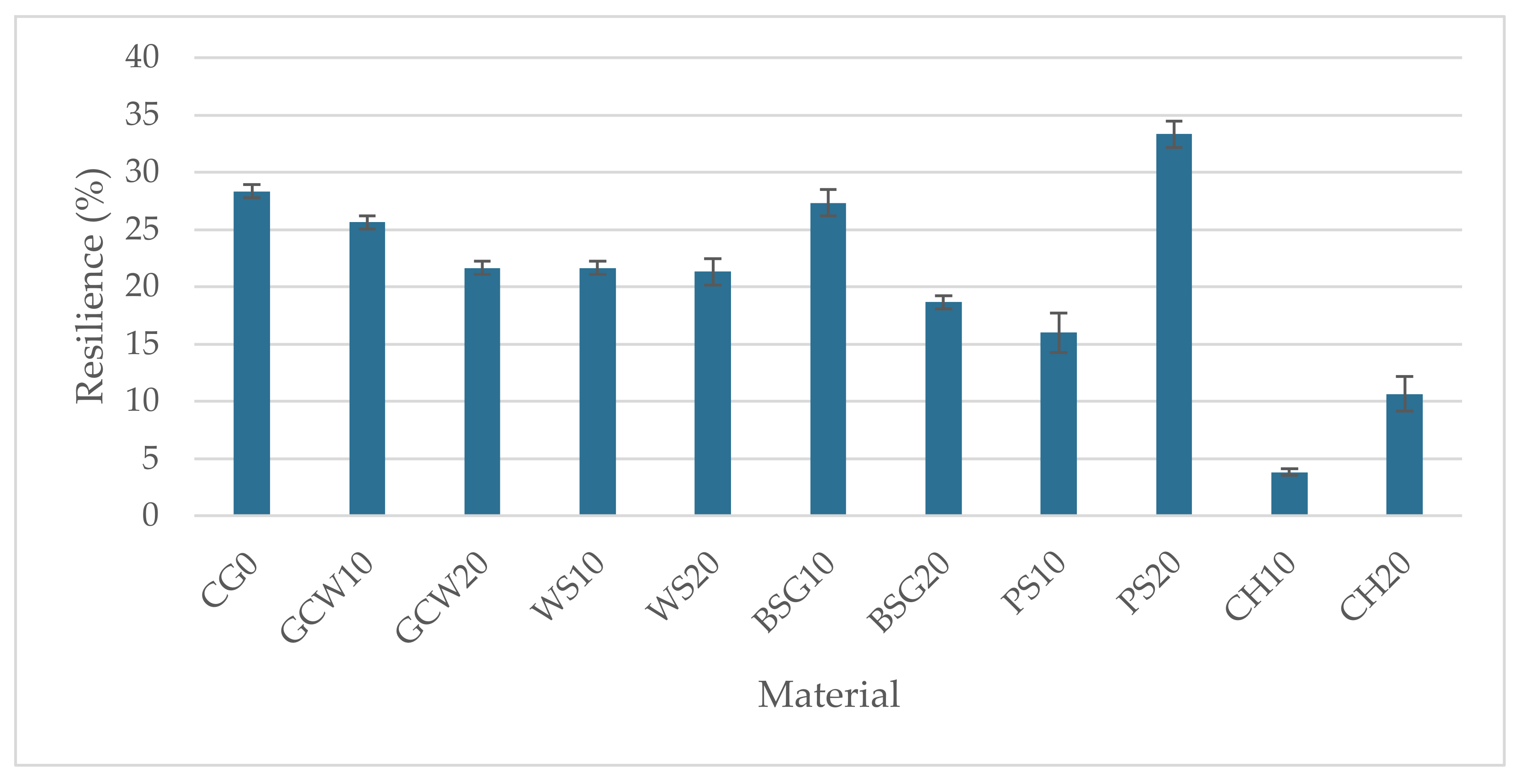
3.4. Rebound Resilience Test Results
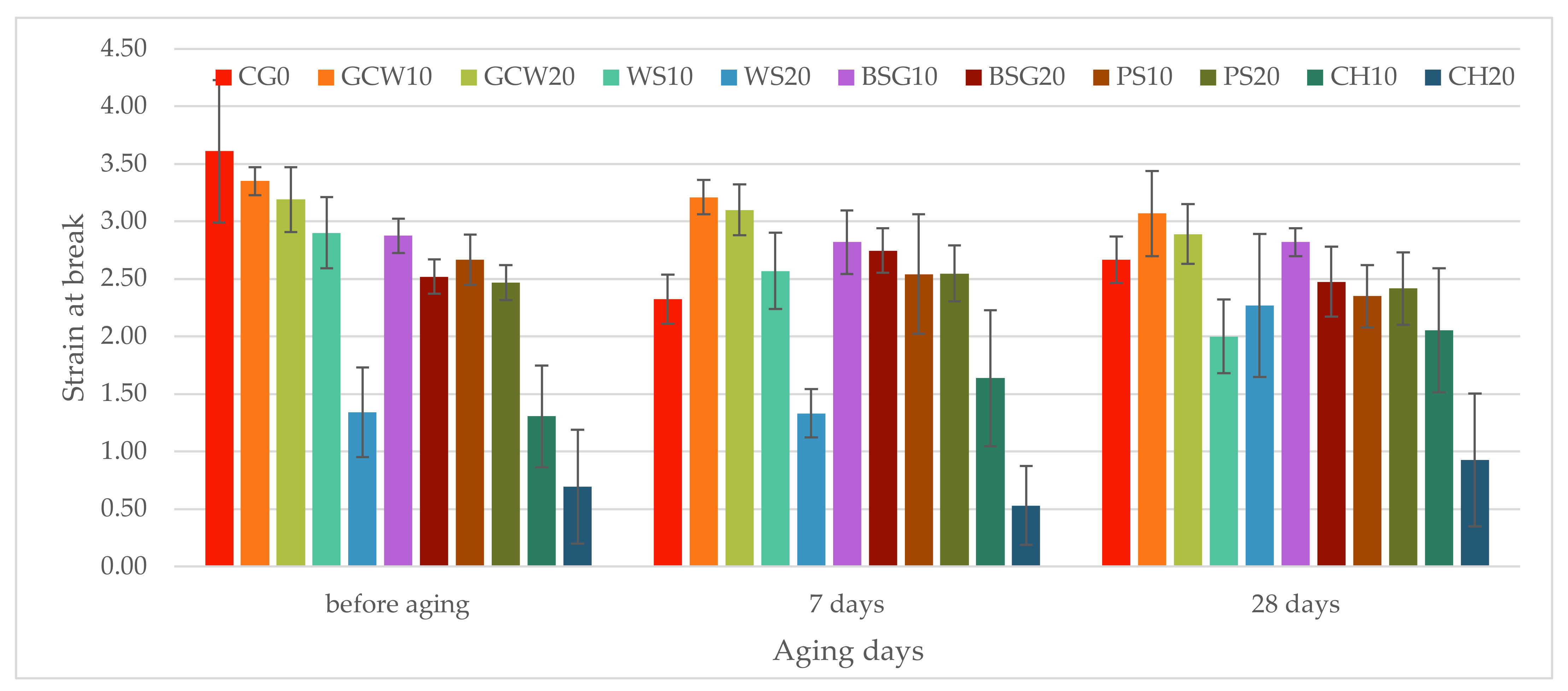
3.5. Tensile Testing Results
3.6. Accelerated Aging Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Keskisaari, A.; Kärki, T. The use of waste materials in wood-plastic composites and their impact on the profitability of the product. Resour. Conserv. Recycl. 2018, 134, 257–261. [Google Scholar] [CrossRef]
- Quitadamo, A.; Massardier, V.; Valente, M. Eco-friendly approach and potential biodegradable polymer matrix for WPC composite materials in outdoor application. Int. J. Polym. Sci. 2019, 2019, 1–9. [Google Scholar] [CrossRef]
- Barczewski, M.; Matykiewicz, D.; Piasecki, A.; Szostak, M. Polyethylene green composites modified with post agricultural waste filler: Thermo-mechanical and damping properties. Compos. Interfaces 2018, 25, 287–299. [Google Scholar] [CrossRef]
- Alsaadi, M.; Erkliğ, A.; Albu-khaleefah, K. Effect of pistachio shell particle content on the mechanical properties of polymer composite. Arab. J. Sci. Eng. 2018, 43, 4689–4696. [Google Scholar] [CrossRef]
- Salasinska, K.; Barczewski, M.; Borucka, M.; Górny, R.L.; Kozikowski, P.; Celiński, M.; Gajek, A. Thermal stability, fire and smoke behaviour of epoxy composites modified with plant waste fillers. Polymers 2019, 11, 1234. [Google Scholar] [CrossRef]
- Sohn, J.S.; Cha, S.W. Effect of chemical modification on mechanical properties of wood-plastic composite injection-molded parts. Polymers 2018, 10, 1391. [Google Scholar] [CrossRef]
- Chan, C.M.; Vandi, L.-J.; Pratt, S.; Halley, P.; Richardson, D.; Werker, A.; Laycock, B. Composites of wood and biodegradable thermoplastics: A review. Polym. Rev. 2018, 58, 444–494. [Google Scholar] [CrossRef]
- Barczewski, M.; Sałasińska, K.; Szulc, J. Application of Sunflower husk, hazelnut shell and walnut shell as waste agricultural fillers for epoxy-based composites: A study into mechanical behavior related to structural and rheological properties. Polym. Test. 2019, 75, 1–11. [Google Scholar] [CrossRef]
- Nayak, S.; Kini, U.; Heckadka, S. Pistachio shell flakes and flax fibers as reinforcement in polyester-based composite. In Proceedings of the International Conference on Engineering and Information Technology, Kuala Lampur, Malaysia, 17–18 March 2017. [Google Scholar]
- Al-Obaidi, A.; Ahmed, S.J.; Abbas, A. Investigation the mechanical properties of epoxy polymer by adding natural materials. J. Eng. Sci. Technol. 2020, 15, 2544–2558. [Google Scholar]
- Zarrinbakhsh, N.; Wang, T.; Rodriguez-Uribe, A.; Misra, M.; Mohanty, A.K. Characterization of wastes and coproducts from the coffee industry for composite material production. BioResources 2016, 11, 7637–7653. [Google Scholar] [CrossRef]
- Song, J.; Huang, Z.; Qin, Y.; Wang, H.; Shi, M. Effects of zirconium silicide on the vulcanization, mechanical and ablation Resistance properties of ceramifiable silicone rubber composites. Polymers 2020, 12, 496. [Google Scholar] [CrossRef] [PubMed]
- Imiela, M.; Anyszka, R.; Bieliński, D.M.; Pędzich, Z.; Zarzecka-Napierała, M.; Szumera, M. Effect of carbon fibers on thermal properties and mechanical strength of ceramizable composites based on silicone rubber. J. Therm. Anal. Calorim. 2016, 124, 197–203. [Google Scholar] [CrossRef]
- Jiajie, F.; Zhen, W.; Xunwei, Z.; Zhentao, D.; Xuejun, F.; Guoqi, Z. High moisture accelerated mechanical behavior degradation of phosphor/silicone composites used in white light-emitting diodes. Polymers 2019, 11, 1277. [Google Scholar] [CrossRef]
- Luo, X.; Fan, J.; Zhang, M.; Qian, C.; Fan, X.; Zhang, G. Degradation mechanism analysis for phosphor/silicone composites aged under high temperature and high humidity condition. In Proceedings of the 18th International Conference Electronic Packaging Technology, Harbin, China, 16–19 August 2017; pp. 1331–1336. [Google Scholar] [CrossRef]
- Selim, M.S.; Elmarakbi, A.; Azzam, A.M.; Shenashen, M.A.; EL-Saeed, A.M.; El-Safty, S.A. Eco-friendly design of superhydrophobic nano-magnetite/silicone composites for marine foul-release paints. Prog. Org. Coat. 2018, 116, 21–34. [Google Scholar] [CrossRef]
- Selim, M.S.; Yang, H.; Wang, F.Q.; Fatthallah, N.A.; Huang, Y.; Kuga, S. Silicone/ZnO nanorod composite coating as a marine antifouling surface. Appl. Surf. Sci. 2019, 466, 40–50. [Google Scholar] [CrossRef]
- Jin, H.; Bing, W.; Tian, L.; Wang, P.; Zhao, J. Combined effects of color and elastic modulus on antifouling performance: A study of graphene oxide/silicone rubber composite membranes. Materials 2019, 12, 2608. [Google Scholar] [CrossRef]
- Beter, J.; Schrittesser, B.; Lechner, B.; Mansouri, M.R.; Marano, C.; Fuchs, P.F.; Pinter, G. Viscoelastic behavior of glass-fiber-reinforced silicone composites exposed to cyclic loading. Polymers 2020, 12, 1862. [Google Scholar] [CrossRef]
- Mrówka, M.; Szymiczek, M.; Skonieczna, M. The impact of wood waste on the properties of silicone-based composites. Polymers 2020, 13, 7. [Google Scholar] [CrossRef]
- Mrówka, M.; Woźniak, A.; Prężyna, S.; Sławski, S. The influence of zinc waste filler on the tribological and mechanical properties of silicone-based composites. Polymers 2021, 13, 585. [Google Scholar] [CrossRef]
- Silikon RTV22F. Available online: https://www.progmar.sklep.pl/silikon-rtv22f-1kg-silikon-0-5kg-kat-0-5kg-p-287.html (accessed on 19 January 2021).
- Ballesteros, L.F.; Teixeira, J.A.; Mussatto, S.I. Chemical, functional, and structural properties of spent coffee grounds and coffee silverskin. Food Bioprocess Technol. 2014, 7, 3493–3503. [Google Scholar] [CrossRef]
- Jahanban-Esfahlan, A.; Ostadrahimi, A.; Tabibiazar, M.; Amarowicz, R. A comprehensive review on the chemical constituents and functional uses of walnut (Juglans spp.) husk. Int. J. Mol. Sci. 2019, 20, 3920. [Google Scholar] [CrossRef] [PubMed]
- Mussatto, S.I.; Dragone, G.; Roberto, I.C. Brewers’ spent grain: Generation, characteristics and potential applications. J. Cereal Sci. 2006, 43, 1–14. [Google Scholar] [CrossRef]
- Ertürk, Ü.; Mert, C.; Soylu, A. Chemical composition of fruits of some important chestnut cultivars. Braz. Arch. Biol. Technol. 2006, 49, 183–188. [Google Scholar] [CrossRef]
- EN ISO. 1183-1: 2006 Plastics—Methods for Determining the Density of Non-Cellular Plastics—Part 1: Immersion Method, Liquid Pycnometer Method and Titration Method; International Organization of Standardization: Geneva, Switzerland, 2006. [Google Scholar]
- EN ISO. 7619-1:2010 Rubber, Vulcanized or Thermoplastic—Determination of Indentation Hardness—Part 1: Durometer Method (Shore Hardness); International Organization of Standardization: Geneva, Switzerland, 2010. [Google Scholar]
- ISO. 4662:2017 Rubber, Vulcanized or Thermoplastic—Determination of Rebound Resilience; Springer: Cham, Switzerland, 2017. [Google Scholar]
- EN ISO. 527-1:2012 Plastics—Determination of Tensile Properties—Part 1: General Principles; International Organization of Standardization: Geneva, Switzerland, 2012. [Google Scholar]
- American Society for Testing and Materials. Standard Practice for the Preparation of Substitute Ocean Water; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Silva, A.P.; Oliveira, I.; Silva, M.E.; Guedes, C.M.; Borges, O.; Magalhães, B.; Gonçalves, B. Starch characterization in seven raw, boiled and roasted chestnuts (Castanea Sativa Mill.) cultivars from portugal. J. Food Sci. Technol. 2016, 53, 348–358. [Google Scholar] [CrossRef]
- Shaik, M.G.; Karuppaiyan, V. Investigation of surface degradation of aged High Temperature Vulcanized (HTV) silicone rubber insulators. Energies 2019, 12, 3769. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Unit | Value |
|---|---|---|
| Density | (g/cm3) | 1.1 |
| Viscosity | (mPa⋅s) | 3250 |
| Hardness | (ShA) | 22 |
| Tensile strength | (MPa) | 3 |
| Tensile strain | (%) | 350 |
| Chemical Components | Composition (g/100 g Dry Material) | ||||
|---|---|---|---|---|---|
| Ground Coffee Waste | Walnut Shell | Brewers’ Spent Grains | Pistachio Shell | Chestnut | |
| Cellulose | 12.4 | 23.9 | 17 | 42 | 3.58 |
| Hemicellulose | 39.1 | 22.4 | 27 | - | - |
| Lignin | 23.9 | 50.3 | 28 | 16.61 | - |
| Protein | 17.44 | - | - | - | 4.88 |
| Ash | 1.3 | 3.4 | - | 1.26 | 1.02 |
| Fat | 2.3 | - | - | - | 0.49 |
| Polysaccharides | - | - | 28 | - | 75.32 |
| Filler | Content (%) | Material Code |
|---|---|---|
| Control Group | – | CG0 |
| Ground Coffee Waste | 10 | GCW10 |
| 20 | GCW20 | |
| Walnut Shell | 10 | WS10 |
| 20 | WS20 | |
| Brewers’ Spent Grains | 10 | BSG10 |
| 20 | BSG20 | |
| Pistachio shell | 10 | PS10 |
| 20 | PS20 | |
| Chestnut | 10 | CH10 |
| 20 | CH20 |
| Ingredients | Concentration (g/L) |
|---|---|
| Sodium chloride (NaCl) | 24.53 |
| Magnesium chloride (MgCl2) | 5.2 |
| Sodium sulfate (Na2SO4) | 4 |
| Calcium chloride (CaCl2) | 1.16 |
| Potassium chloride (KCl) | 0.695 |
| Sodium bicarbonate (NaHCO3) | 0.201 |
| Potassium bromide (KBr) | 0.101 |
| Boric acid (H3BO3) | 0.027 |
| Strontium chloride (SrCl2) | 0.025 |
| Sodium fluoride (NaF) | 0.003 |
| Material | Aging Days | ||
|---|---|---|---|
| Before Aging | 7 Days | 28 Days | |
| CG0 |  |  |  |
| GCW10 |  |  |  |
| GCW20 |  |  |  |
| WS10 |  |  |  |
| WS20 |  |  |  |
| BSG10 |  |  |  |
| BSG20 |  |  |  |
| PS10 |  |  |  |
| PS20 |  |  |  |
| CH10 |  |  |  |
| CH20 |  |  |  |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sarraj, S.; Szymiczek, M.; Machoczek, T.; Mrówka, M. Evaluation of the Impact of Organic Fillers on Selected Properties of Organosilicon Polymer. Polymers 2021, 13, 1103. https://doi.org/10.3390/polym13071103
Sarraj S, Szymiczek M, Machoczek T, Mrówka M. Evaluation of the Impact of Organic Fillers on Selected Properties of Organosilicon Polymer. Polymers. 2021; 13(7):1103. https://doi.org/10.3390/polym13071103
Chicago/Turabian StyleSarraj, Sara, Małgorzata Szymiczek, Tomasz Machoczek, and Maciej Mrówka. 2021. "Evaluation of the Impact of Organic Fillers on Selected Properties of Organosilicon Polymer" Polymers 13, no. 7: 1103. https://doi.org/10.3390/polym13071103
APA StyleSarraj, S., Szymiczek, M., Machoczek, T., & Mrówka, M. (2021). Evaluation of the Impact of Organic Fillers on Selected Properties of Organosilicon Polymer. Polymers, 13(7), 1103. https://doi.org/10.3390/polym13071103