
Effect of Lignin Modifier on Engineering Performance of Bituminous Binder and Mixture



 ,
,  and
and 
Abstract

1. Introduction
2. Materials and Methods
2.1. Raw Materials and Preparation of Sample
2.1.1. Materials
2.1.2. Sample Preparation
2.2. Methods
2.2.1. Rheological Tests
Penetration and Softening Point Test
Rotational Viscosity Test
Rutting Parameter Test
Fatigue Parameter Test
Bending Beam Rheometer (BBR) Test
Multiple Stress Creep Recovery (MSCR) Test
Linear Amplitude Sweep (LAS) Test
Frequency Sweep Test
2.2.2. Chemical Tests
Gel Permeation Chromatography (GPC) Test
Fourier-Transform Infrared Spectroscopy (FTIR) Test
2.2.3. Mechanical Property Tests
Marshall Test of Stability and Flow Value
Moisture Susceptibility Test
Indirect Tensile Stiffness Modulus Test (ITSM)
3. Results and Discussion
3.1. Rheological Tests
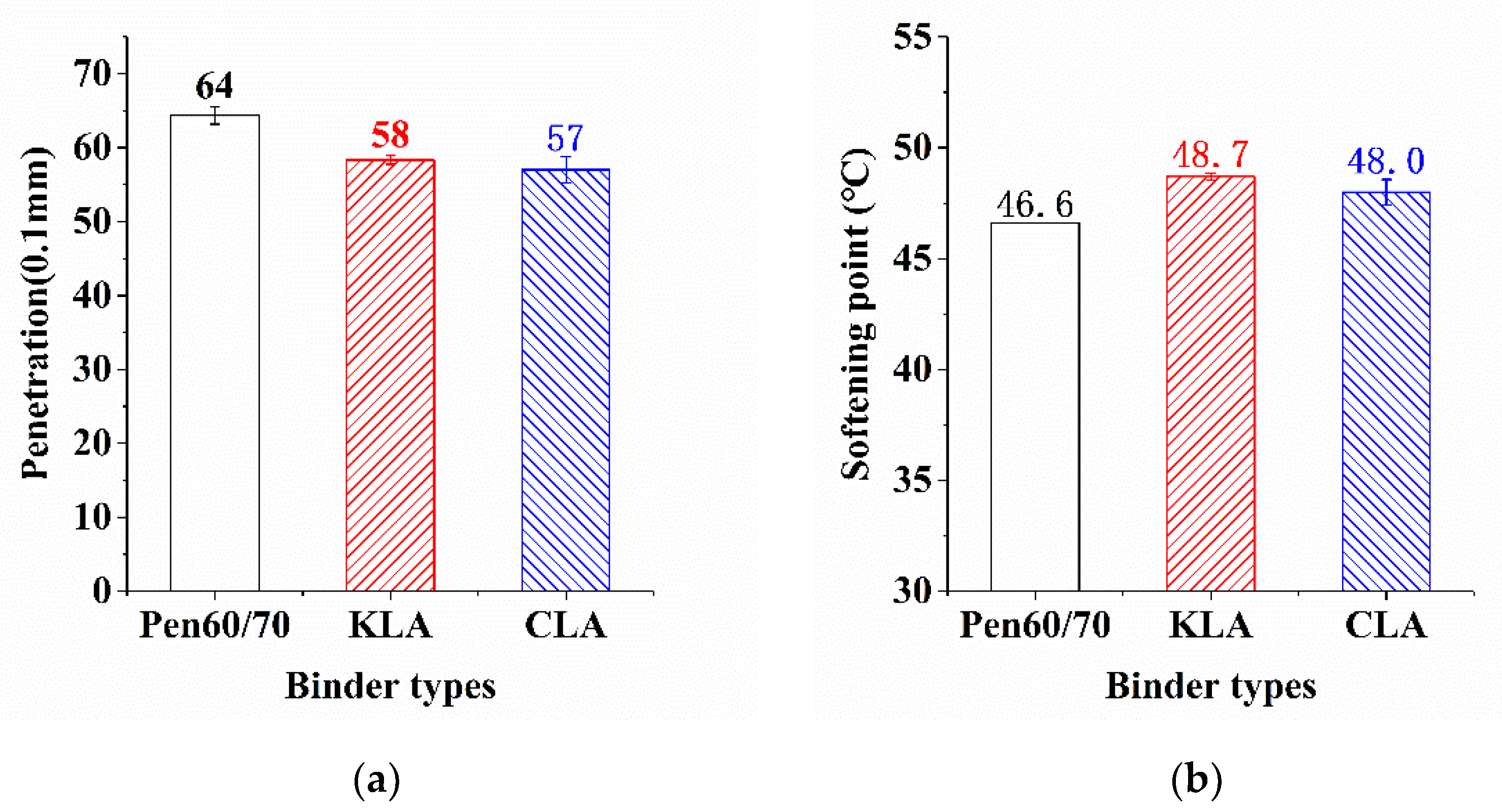
3.1.1. Softening Point and Penetration
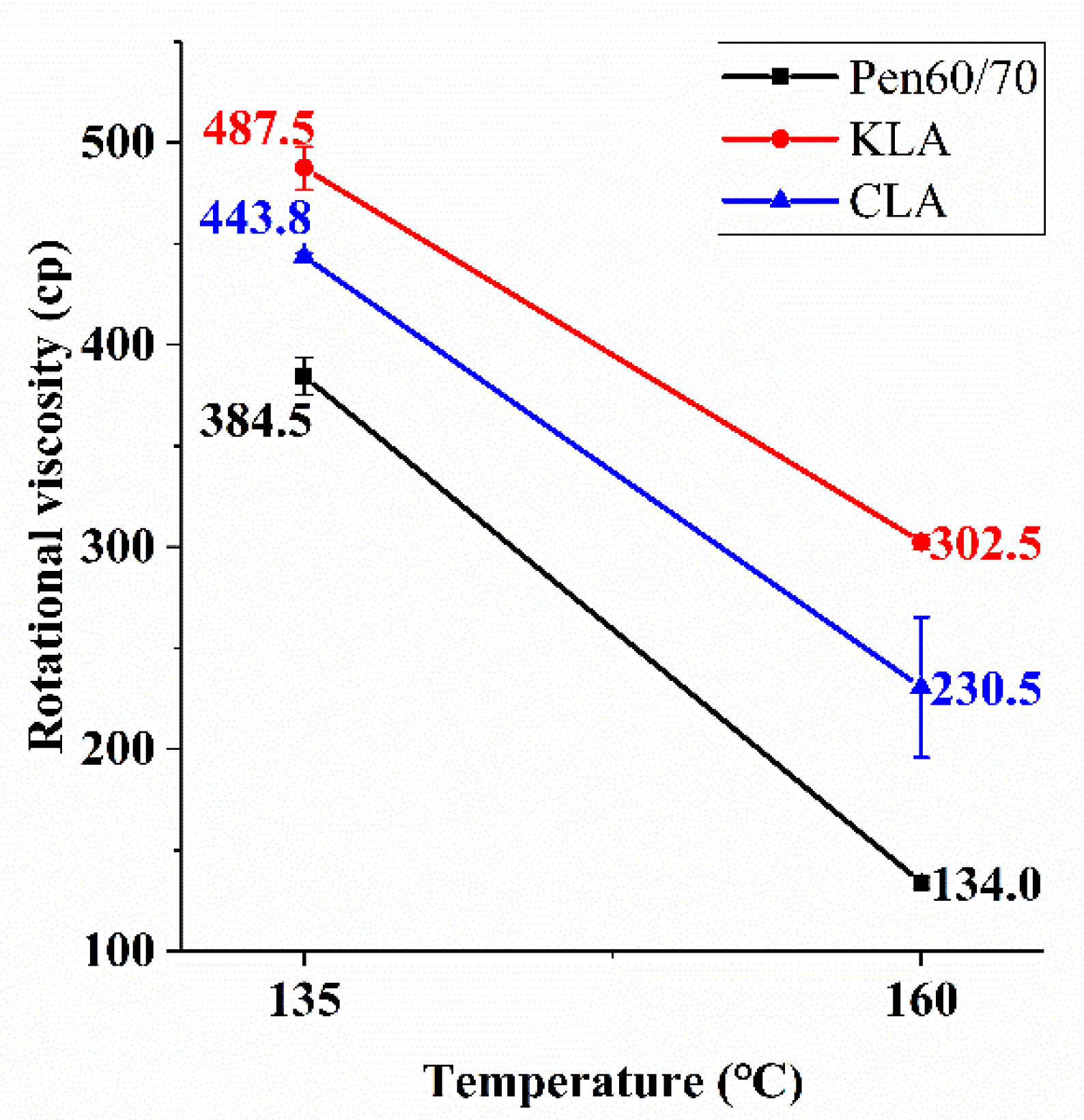
3.1.2. Workability
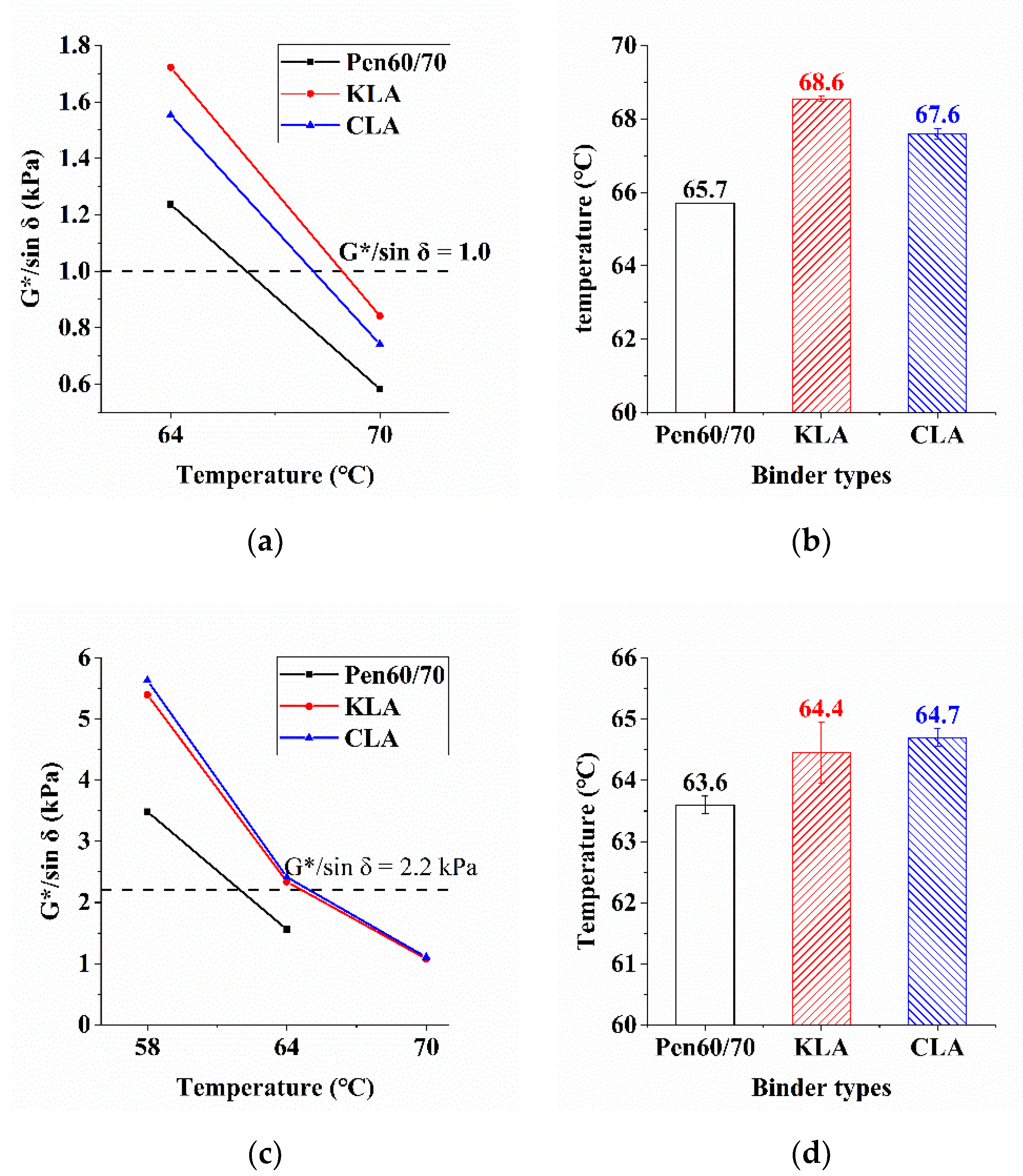
3.1.3. Rutting Resistance
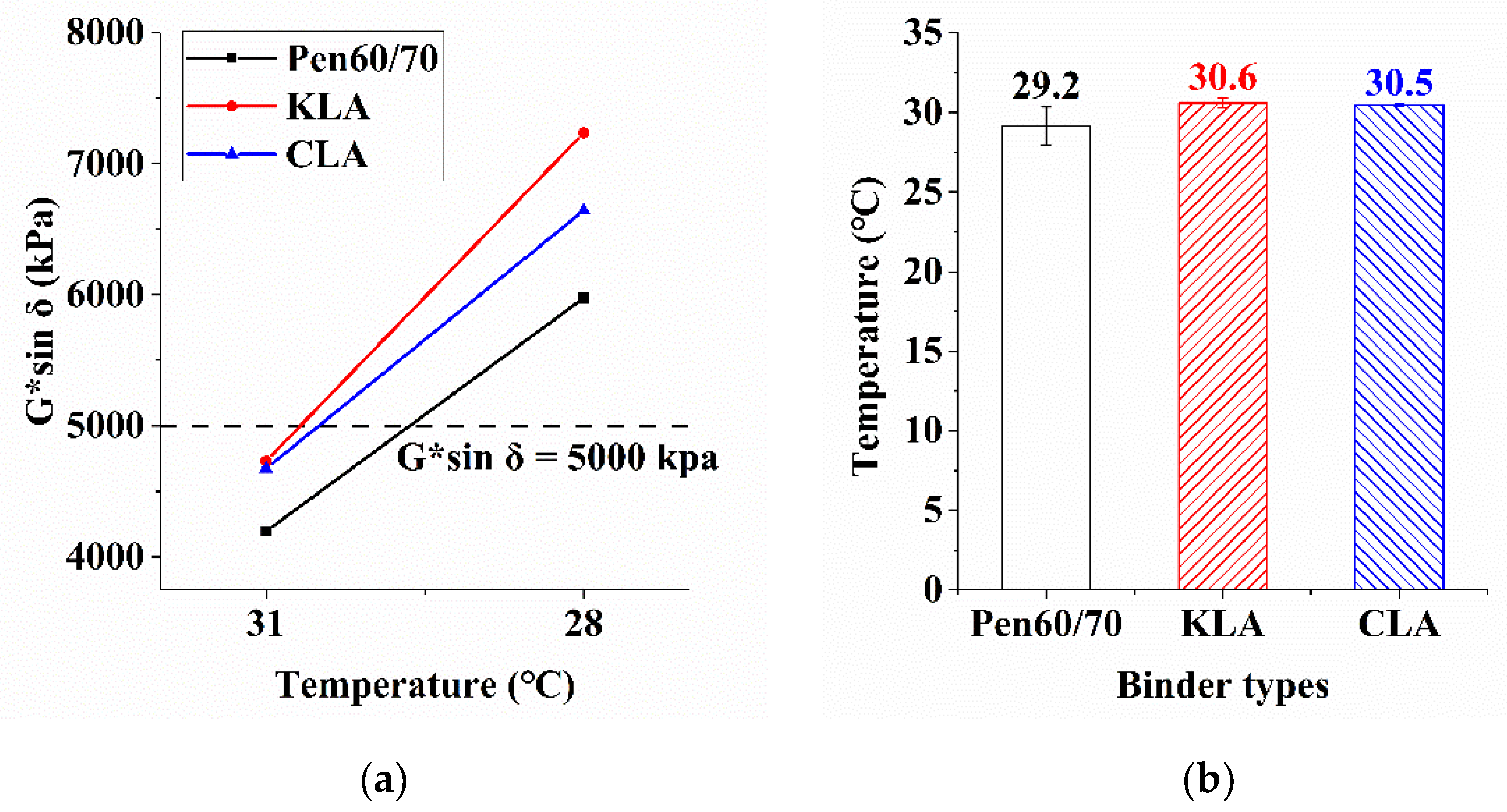
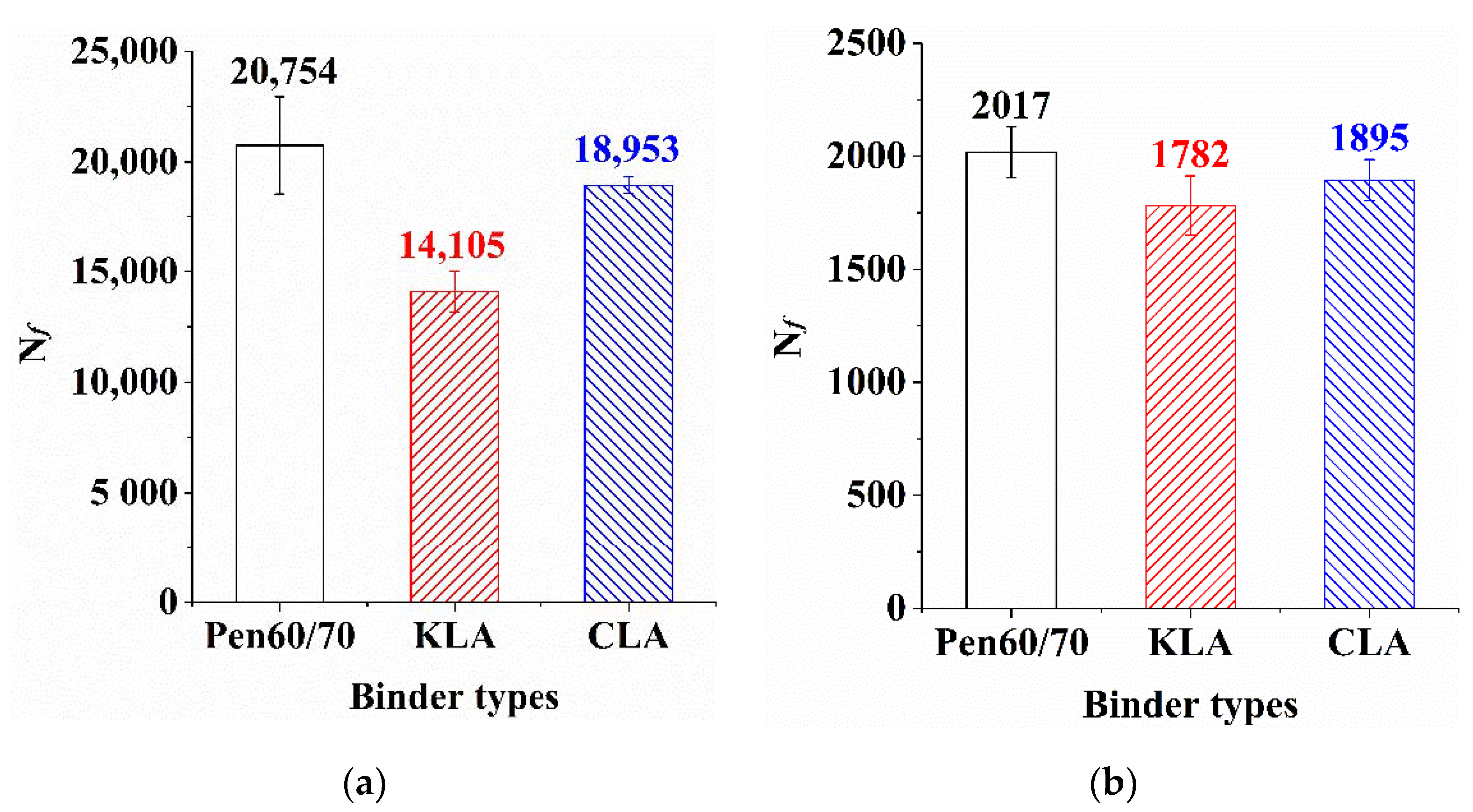
3.1.4. Fatigue Resistance
3.1.5. Low Temperature Performance
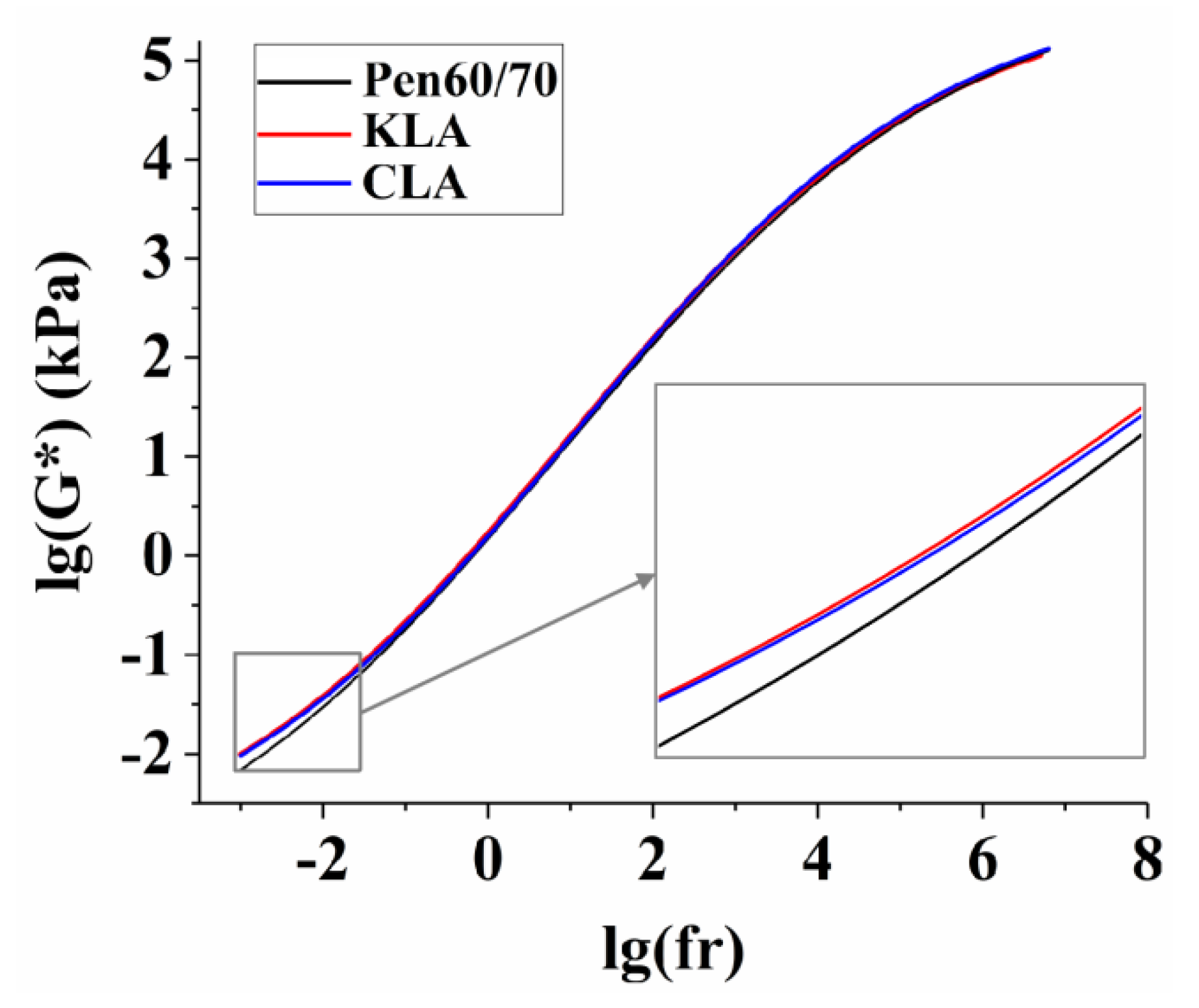
3.1.6. Overall Rheological Behavior
3.2. Chemical Tests
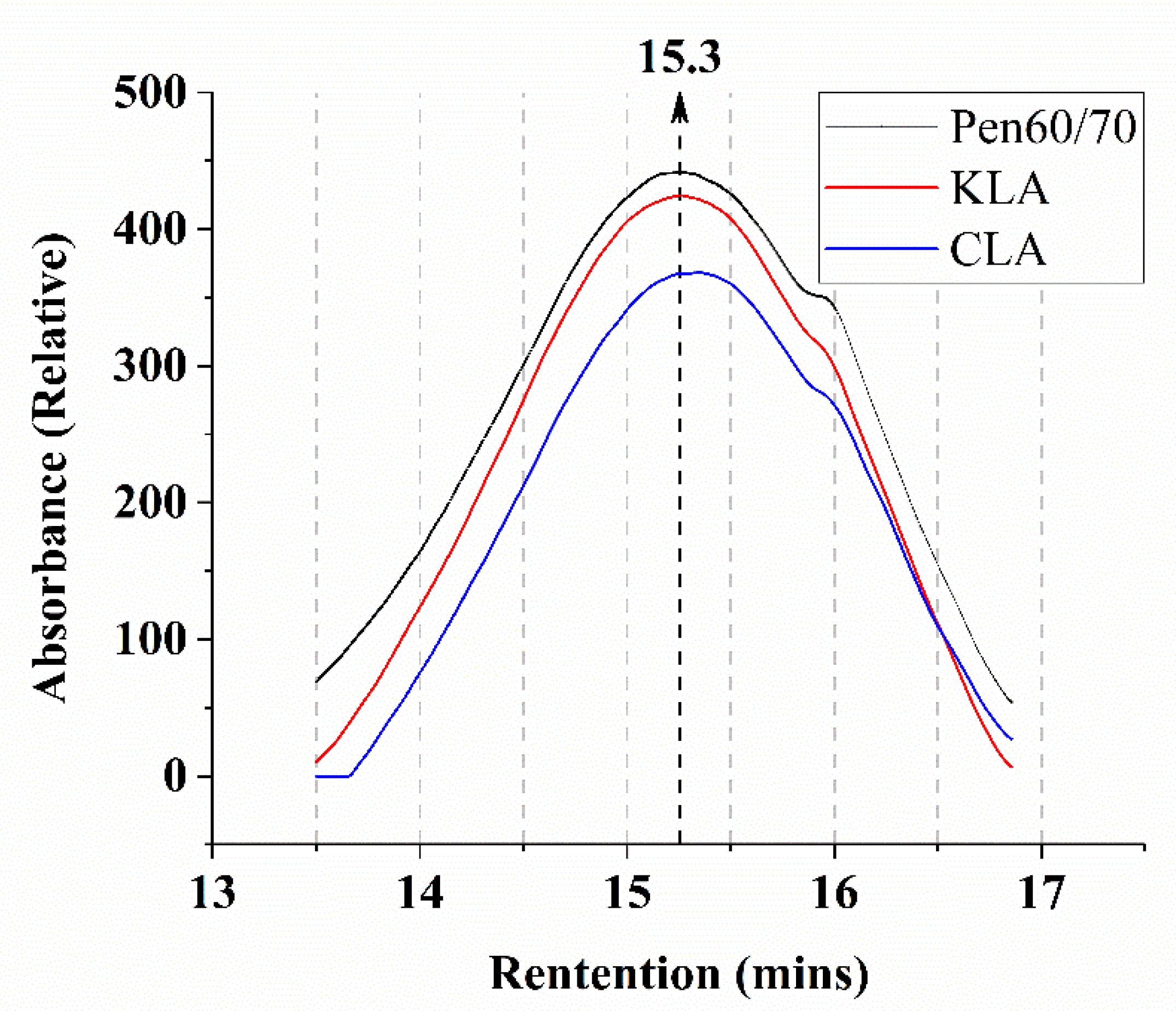
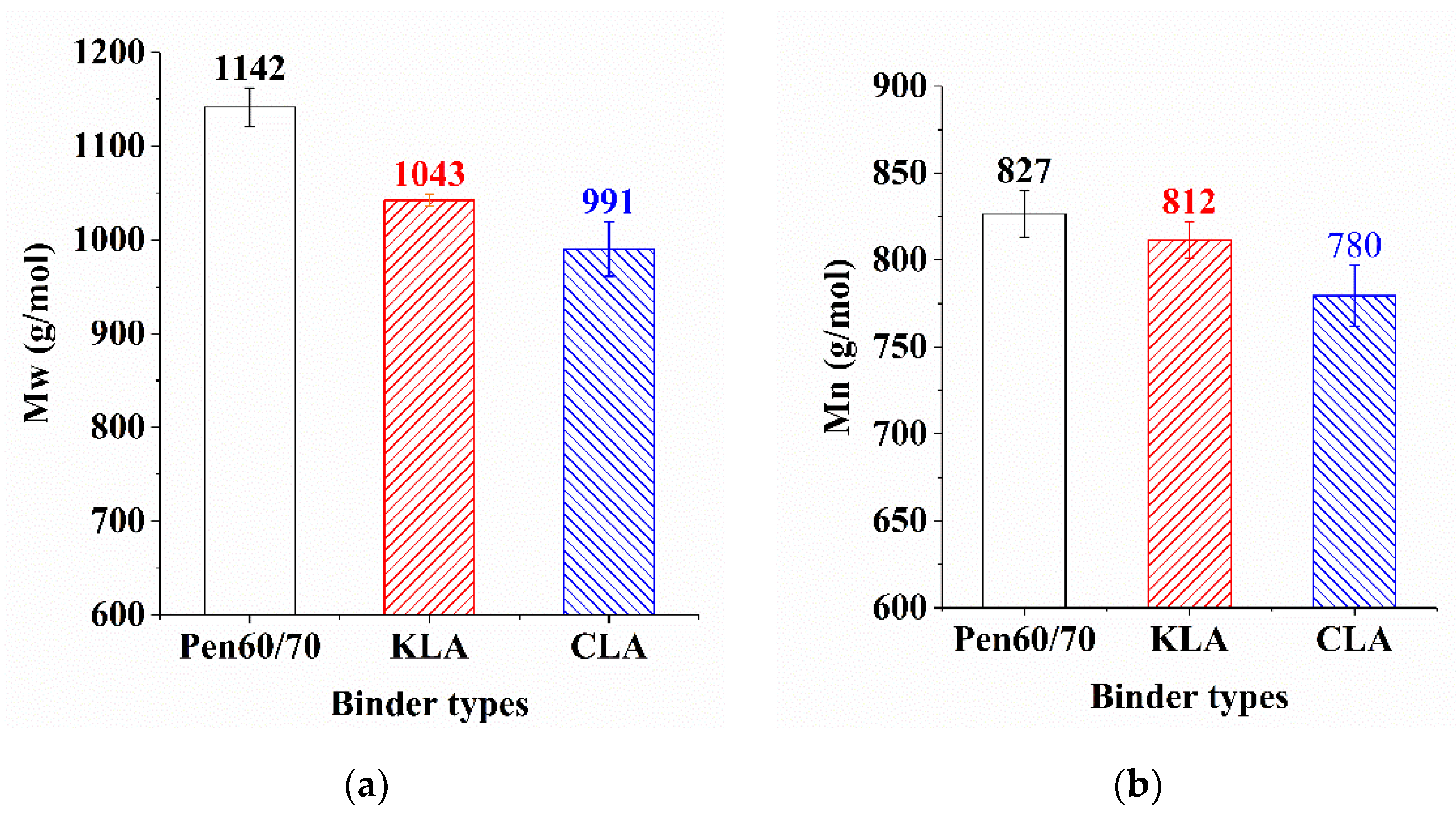
3.2.1. MWD (Molecular Weight Distribution)
- Mn = number-average molecular weight (g/mol);
- Mp = peak molecular weight (g/mol);
- Mz = z-average molecular weight (g/mol);
- Mw = weight-average molecular weight (g/mol);
- PDI = Mw/Mn = polydispersity Index (-).
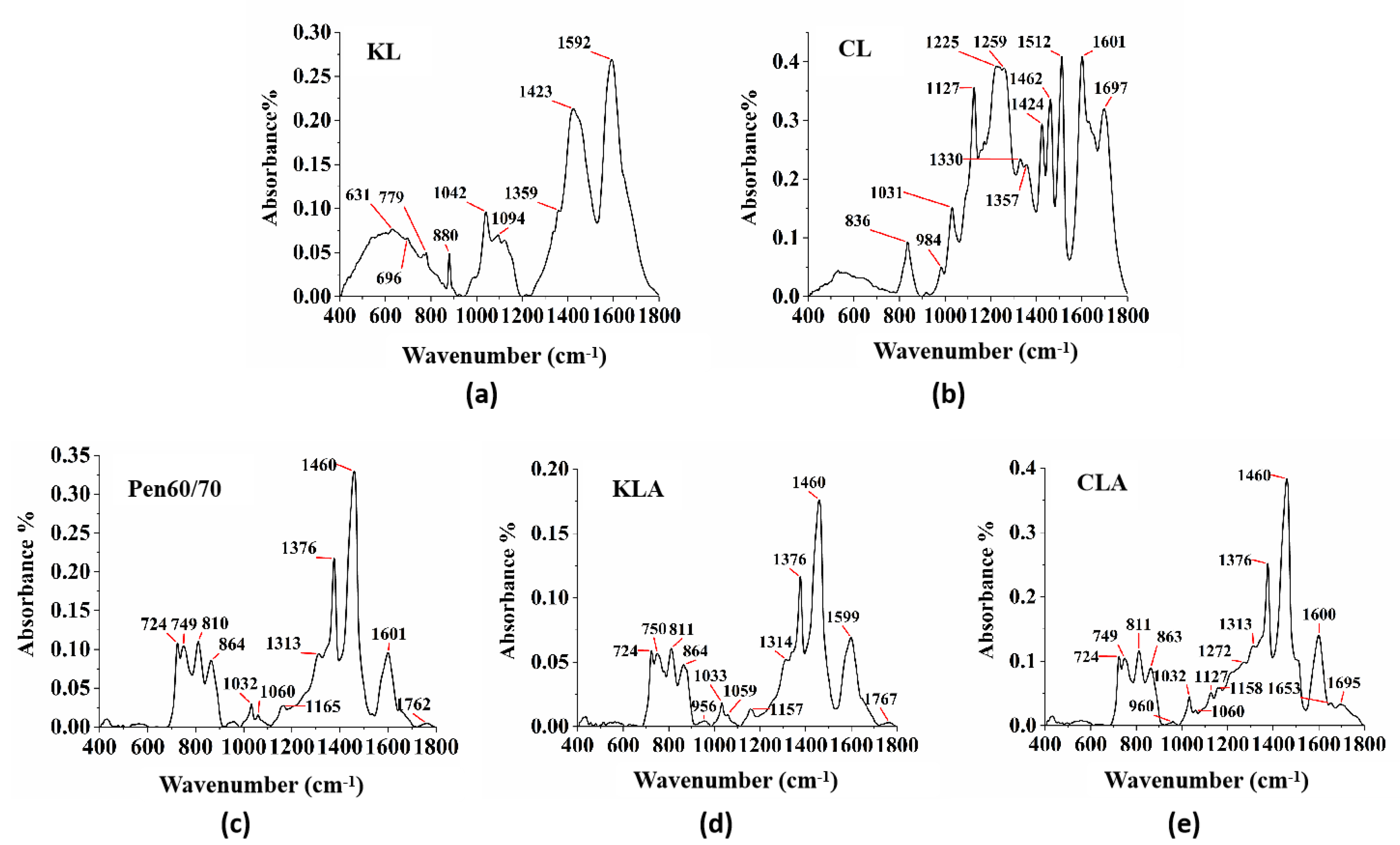
3.2.2. Fourier-Transform Infrared Spectroscopy
3.3. Mixture Test
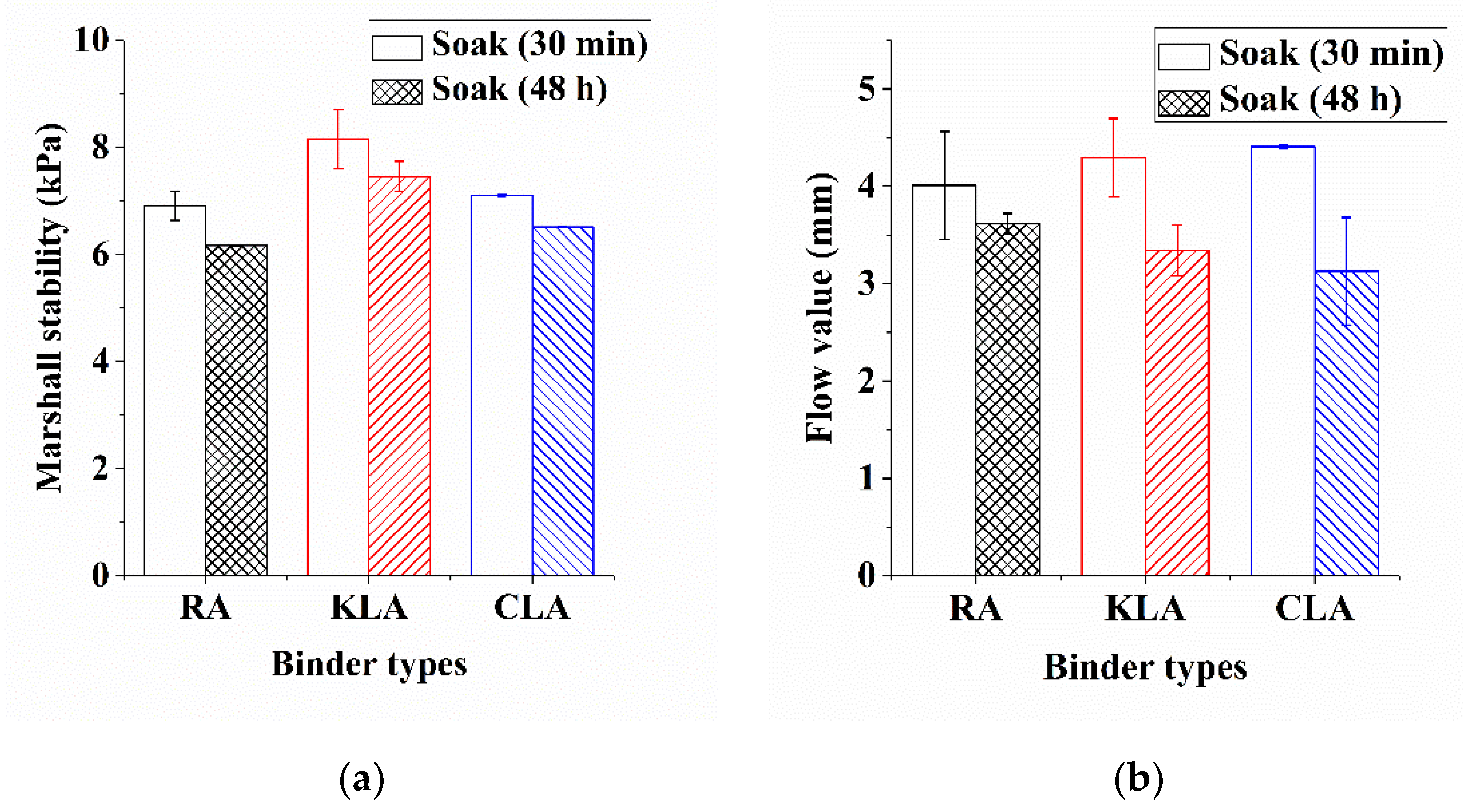
3.3.1. Marshall Test of Stability and Flow Value
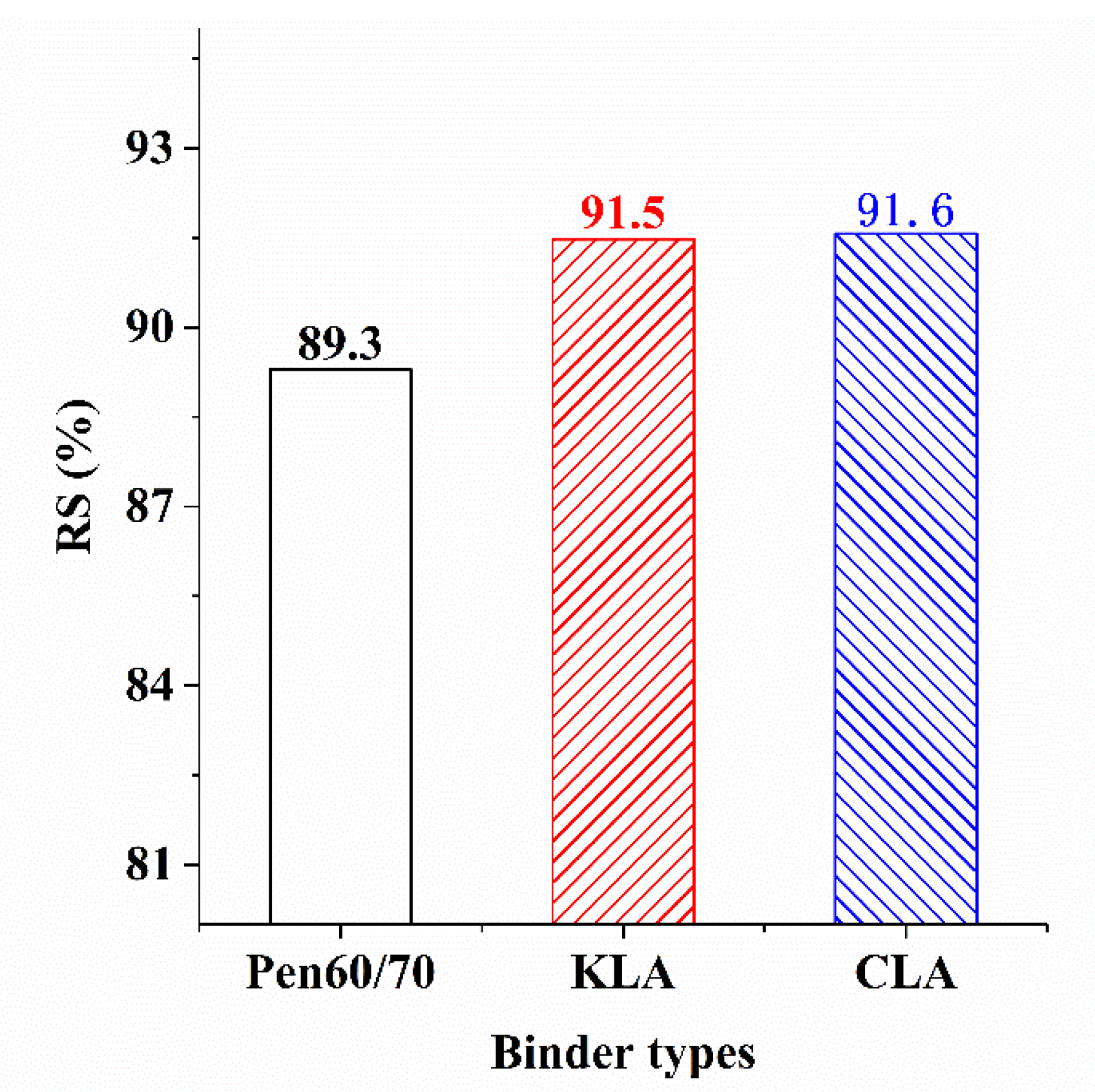
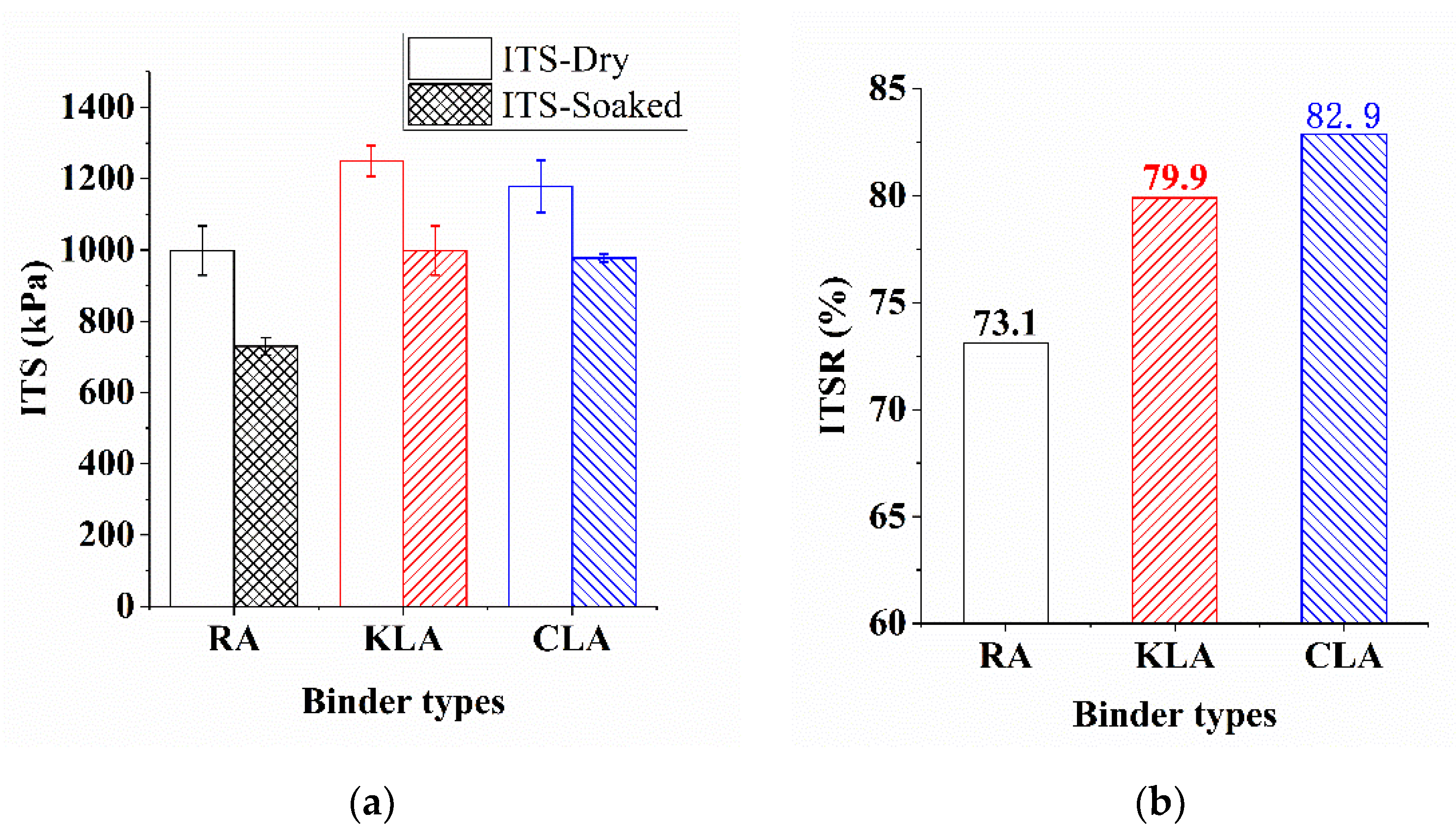
3.3.2. Moisture Susceptibility
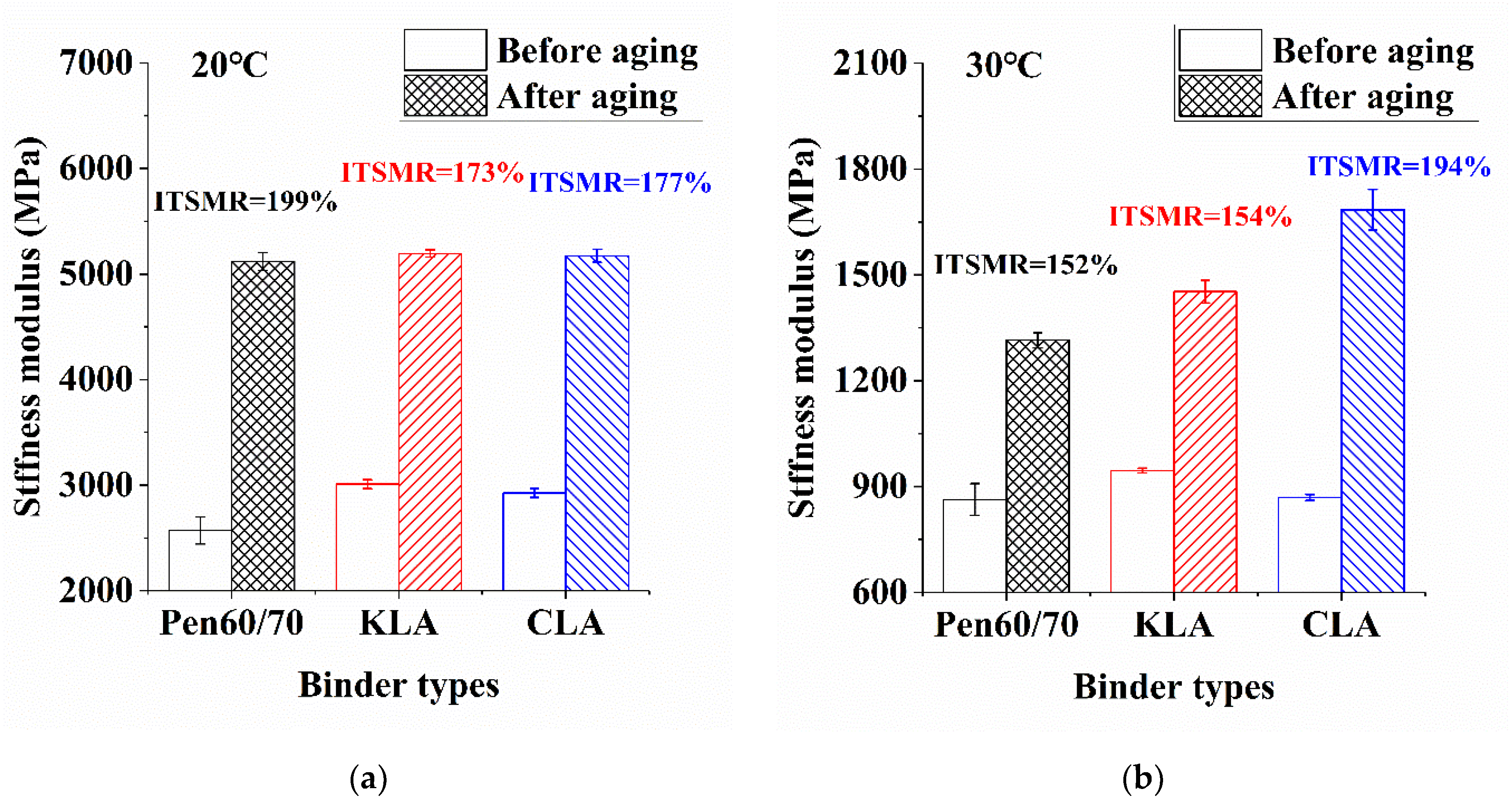
3.3.3. Aging Resistance and Modulus Stiffness
4. Conclusions
- Lignin modified binder (5 wt.% of Pen60/70) showed the insignificantly improved high-temperature performance and low-temperature performance than virgin bitumen binder (Pen60/70).
- The lignin modification improved the viscosity, stiffness, soften point, rutting resistance, and elastic recovery of virgin binder (Pen60/70). However, lignin had slightly negative effects on the fatigue resistance, and reduced the fatigue life of the bitumen binder.
- Bituminous mixture with 5% lignin improved the permanent deformation resistance, moisture susceptibility, and aging resistance. LMA mixtures outperformed bitumen binder (Pen60/70) mixture in low temperature.
- The FTIR results indicate that the application of lignin did not remarkably change functional groups of bitumen binder. Lignin has different chemical bonds depending on lignin sources. KL showed an 880 cm−1 vibration correlated with guaiacyl, while CL showed 1697 cm−1 vibration correlated with carbonyl. The GPC results show that the application of lignin decreased the molecular weight of asphalt binder.
- KL had better improvements in rutting resistance of binder, permanent deformation resistance and aging resistance of mixture than CL. However, CL was slightly better at improving the workability and low-temperature performance of mixture. Overall, the Kraft lignin derived from wood chips showed superior performance in bitumen modification than that extracted from corn stalk residue.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Watkins, D.; Nuruddin, M.; Hosur, M.; Tcherbi-Narteh, A.; Jeelani, S. Extraction and characterization of lignin from different biomass resources. J. Mater. Res. Technol. 2015, 4, 26–32. [Google Scholar] [CrossRef]
- Figueiredo, P.; Lintinen, K.; Hirvonen, J.T.; Kostiainen, M.A.; Santos, H.A. Properties and chemical modifications of lignin: Towards lignin-based nanomaterials for biomedical applications. Prog. Mater. Sci. 2018, 93, 233–269. [Google Scholar] [CrossRef]
- Ogunkoya, D.; Li, S.; Rojas, O.J.; Fang, T. Performance, combustion, and emissions in a diesel engine operated with fuel-in-water emulsions based on lignin. Appl. Energy 2015, 154, 851–861. [Google Scholar] [CrossRef]
- Yang, Z.; Zhang, X.; Zhang, Z.; Zou, B.; Zhu, Z.; Lu, G.; Xu, W.; Yu, J.; Yu, H. Effect of Aging on Chemical and Rheological Properties of Bitumen. Polymers 2018, 10, 1345. [Google Scholar] [CrossRef] [PubMed]
- Han, M.; Zeng, X.; Muhammad, Y.; Li, J.; Yang, J.; Yang, S.; Wei, Y.; Meng, F. Preparation of Octadecyl Amine Grafted over Waste Rubber Powder (ODA-WRP) and Properties of Its Incorporation in SBS-Modified Asphalt. Polymers 2019, 11, 665. [Google Scholar] [CrossRef]
- Li, J.; Han, M.; Muhammad, Y.; Liu, Y.; Su, Z.; Yang, J.; Yang, S.; Duan, S. Preparation and Properties of SBS-g-GOs-Modified Asphalt Based on a Thiol-ene Click Reaction in a Bituminous Environment. Polymers 2018, 10, 1264. [Google Scholar] [CrossRef]
- Yu, H.; Leng, Z.; Dong, Z.; Tan, Z.; Guo, F.; Yan, J. Workability and mechanical property characterization of asphalt rubber mixtures modified with various warm mix asphalt additives. Constr. Build. Mater. 2018, 175, 392–401. [Google Scholar] [CrossRef]
- Yu, H.; Leng, Z.; Zhou, Z.; Shih, K.; Xiao, F.; Gao, Z. Optimization of preparation procedure of liquid warm mix additive modified asphalt rubber. J. Clean. Prod. 2017, 141, 336–345. [Google Scholar] [CrossRef]
- Yu, H.; Zhu, Z.; Leng, Z.; Wu, C.; Zhang, Z.; Wang, D.; Oeser, M. Effect of mixing sequence on asphalt mixtures containing waste tire rubber and warm mix surfactants. J. Cleaner Produc. 2019, 246, 119008. [Google Scholar] [CrossRef]
- Yu, H.; Zhu, Z.; Zhang, Z.; Yu, J.; Oeser, M.; Wang, D. Recycling waste packaging tape into bituminous mixtures towards enhanced mechanical properties and environmental benefits. J. Clean. Prod. 2019, 229, 22–31. [Google Scholar] [CrossRef]
- Chen, H.; Xu, Q. Experimental study of fibers in stabilizing and reinforcing asphalt binder. Fuel 2010, 89, 1616–1622. [Google Scholar] [CrossRef]
- Jin, J.; Gao, Y.; Wu, Y.; Li, R.; Liu, R.; Wei, H.; Qian, G.; Zheng, J. Performance evaluation of surface-organic grafting on the palygorskite nanofiber for the modification of asphalt. Constr. Build. Mater. 2021, 268, 121072. [Google Scholar] [CrossRef]
- Jin, J.; Gao, Y.; Wu, Y.; Liu, S.; Liu, R.; Wei, H.; Qian, G.; Zheng, J. Rheological and adhesion properties of nano-organic palygorskite and linear SBS on the composite modified asphalt. Powder Technol. 2021, 377, 212–221. [Google Scholar] [CrossRef]
- Yu, H.; Leng, Z.; Zhang, Z.; Li, D.; Zhang, J. Selective absorption of swelling rubber in hot and warm asphalt binder fractions. Constr. Build. Mater. 2020, 238, 117727. [Google Scholar] [CrossRef]
- Sun, D.; Lu, T.; Xiao, F.; Zhu, X.; Sun, G. Formulation and aging resistance of modified bio-asphalt containing high percentage of waste cooking oil residues. J. Clean. Prod. 2017, 161, 1203–1214. [Google Scholar] [CrossRef]
- Norgbey, E.; Huang, J.; Hirsch, V.; Liu, W.J.; Wang, M.; Ripke, O.; Li, Y.; Takyi Annan, G.E.; Ewusi-Mensah, D.; Wang, X.; et al. Unravelling the efficient use of waste lignin as a bitumen modifier for sustainable roads. Constr. Build. Mater. 2020, 230, 116957. [Google Scholar] [CrossRef]
- Xu, G.; Wang, H.; Zhu, H. Rheological properties and anti-aging performance of asphalt binder modified with wood lignin. Constr. Build. Mater. 2017, 151, 801–808. [Google Scholar] [CrossRef]
- McCready, N.S.; Williams, R.C. Utilization of Biofuel Coproducts as Performance Enhancers in Asphalt Binder. Transp. Res. Rec. J. Transp. Res. Board 2008, 2051, 8–14. [Google Scholar] [CrossRef]
- Pan, T. A first-principles based chemophysical environment for studying lignins as an asphalt antioxidant. Constr. Build. Mater. 2012, 36, 654–664. [Google Scholar] [CrossRef]
- Batista, K.B.; Padilha, R.P.L.; Castro, T.O.; Silva, C.F.S.C.; Araújo, M.F.A.S.; Leite, L.F.M.; Pasa, V.M.D.; Lins, V.F.C. High-temperature, low-temperature and weathering aging performance of lignin modified asphalt binders. Ind. Crop. Prod. 2018, 111, 107–116. [Google Scholar] [CrossRef]
- Arafat, S.; Kumar, N.; Wasiuddin, N.M.; Owhe, E.O.; Lynam, J.G. Sustainable lignin to enhance asphalt binder oxidative aging properties and mix properties. J. Clean. Prod. 2019, 217, 456–468. [Google Scholar] [CrossRef]
- Xie, S.; Li, Q.; Karki, P.; Zhou, F.; Yuan, J. Lignin as Renewable and Superior Asphalt Binder Modifier. ACS Sustain. Chem. Eng. 2017, 5. [Google Scholar] [CrossRef]
- Gao, J.; Wang, H.; Liu, C.; Ge, D.; You, Z.; Yu, M. High-temperature rheological behavior and fatigue performance of lignin modified asphalt binder. Constr. Build. Mater. 2020, 230, 117063. [Google Scholar] [CrossRef]
- Chen, Z.; Chen, Z.; Yi, J.; Feng, D. Preparation Method of Corn Stalk Fiber Material and Its Performance Investigation in Asphalt Concrete. Sustainability 2019, 11, 4050. [Google Scholar] [CrossRef]
- AASHTO M332-19. Standard Specification for Performance-Graded Asphalt Binder Using Multiple Stress Creep Recovery (MSCR) Test; American Association of State Highway and Transportation Officials: Washington, DC, USA, 2019. [Google Scholar]
- AASHTO T315-19. Standard Method of Test for Determining the Rheological Properties of Asphalt Binder Using a Dynamic Shear Rheometer (DSR); American Association of State Highway and Transportation Officials: Washington, DC, USA, 2019. [Google Scholar]
- AASHTO T350-19. Standard Method of Test for Multiple Stress Creep Recovery (MSCR) Test of Asphalt Binder Using a Dynamic Shear Rheometer (DSR); American Association of State Highway and Transportation Officials: Washington, DC, USA, 2019. [Google Scholar]
- AASHTO TP101-14. Standard Method of Test for Estimating Fatigue Resistance of Asphalt Binders Using the Linear Amplitude Sweep; American Association of State Highway and Transportation Officials: Washington, DC, USA, 2014. [Google Scholar]
- Nciri, N.; Cho, N. A Thorough Study on the Molecular Weight Distribution in Natural Asphalts by Gel Permeation Chromatography (GPC): The Case of Trinidad Lake Asphalt and Asphalt Ridge Bitumen. Mater. Today Proc. 2018, 5, 23656–23663. [Google Scholar] [CrossRef]
- Bora, B.; Das, A. Estimation of binder quantity in a binary blend of asphalt binders using FTIR. Transp. Res. Procedia 2020, 48, 3756–3763. [Google Scholar] [CrossRef]
- ASTM D6927-15. Standard Test Method for Marshall Stability and Flow of Asphalt Mixtures; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- British Standards Institution. BS EN 12697-26-Bituminous Mixtures—Test Methods for Hot Mix Asphalt—Part 26: Stiffness; European Committee for Standardization (CEN): Brussels, Belgium, 2004. [Google Scholar]
- AASHTO T283-14. Standard Method of Test for Resistance of Compacted Asphalt Mixtures to Moisture-Induced Damage; American Association of State Highway and Transportation Officials: Washington, DC, USA, 2014. [Google Scholar]
- ASTM D946/D946M-15. Standard Specification for Penetration-Graded Asphalt Binder for Use in Pavement Construction; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- AASHTO T240-13. Standard Method of Test for Effect of Heat and Air on a Moving Film of Asphalt Binder (Rolling Thin-Film Oven Test); American Association of State Highway and Transportation Officials: Washington, DC, USA, 2013. [Google Scholar]
- AASHTO R28-12. Standard Practice for Accelerated Aging of Asphalt Binder Using a Pressurized Aging Vessel (PAV); American Association of State Highway and Transportation Officials: Washington, DC, USA, 2019. [Google Scholar]
- JTG F40-2004. Technical Specifications for Construction of Highway Asphalt Pavements; Ministry of Transport of the People’s Republic of China: Beijing, China, 2004.
- ASTM D5/D5M. Standard Test Method for Penetration of Bituminous Material; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar]
- ASTM D36/D36M. Standard Test Method for Softening Point of Bitumen (Ring-and-Ball Apparatus); ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- AASHTO T316-19. Standard Method of Test for Viscosity Determination of Asphalt Binder Using Rotational Viscometer; American Association of State Highway and Transportation Officials: Washington, DC, USA, 2019. [Google Scholar]
- AASHTO T313-19. Standard Method of Test for Determining the Flexural Creep Stiffness of Asphalt Binder Using the Bending Beam Rheometer (BBR); American Association of State Highway and Transportation Officials: Washington, DC, USA, 2019. [Google Scholar]
- Wang, D.; Li, D.; Yan, J.; Leng, Z.; Wu, Y.; Yu, J.; Yu, H. Rheological and chemical characteristic of warm asphalt rubber binders and their liquid phases. Constr. Build. Mater. 2018, 193, 547–556. [Google Scholar] [CrossRef]
- Williams, M.L.; Landel, R.F.; Ferry, J.D. The Temperature Dependence of Relaxation Mechanisms in Amorphous Polymers and Other Glass-forming Liquids. J. Am. Chem. Soc. 1955, 77, 3701–3707. [Google Scholar] [CrossRef]
- Jin, J.; Liu, S.; Gao, Y.; Liu, R.; Huang, W.; Wang, L.; Xiao, T.; Lin, F.; Xu, L.; Zheng, J. Fabrication of cooling asphalt pavement by novel material and its thermodynamics model. Constr. Build. Mater. 2021, 272, 121930. [Google Scholar] [CrossRef]
- Huang, W.; Guo, Y.; Zheng, Y.; Ding, Q.; Sun, C.; Yu, J.; Zhu, M.; Yu, H. Chemical and rheological characteristics of rejuvenated bitumen with typical rejuvenators. Constr. Build. Mater. 2021, 121525. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, X.; Apostolidis, P.; Gard, W.; van de Ven, M.; Erkens, S.; Jing, R. Chemical and Rheological Evaluation of Aged Lignin-Modified Bitumen. Materials 2019, 12, 4176. [Google Scholar] [CrossRef] [PubMed]
- Wang, D.; Cai, Z.; Zhang, Z.; Xu, X.; Yu, H. Laboratory Investigation of Lignocellulosic Biomass as Performance Improver for Bituminous Materials. Polymers 2019, 11, 1253. [Google Scholar] [CrossRef] [PubMed]
- Casas, A.; Alonso, M.V.; Oliet, M.; Rojo, E.; Rodríguez, F. FTIR analysis of lignin regenerated from Pinus radiata and Eucalyptus globulus woods dissolved in imidazolium-based ionic liquids. J. Chem. Technol. Biotechnol. 2012, 87, 472–480. [Google Scholar] [CrossRef]
- Boeriu, C.G.; Fiţigău, F.I.; Gosselink, R.J.A.; Frissen, A.E.; Stoutjesdijk, J.; Peter, F. Fractionation of five technical lignins by selective extraction in green solvents and characterisation of isolated fractions. Ind. Crop. Prod. 2014, 62, 481–490. [Google Scholar] [CrossRef]
- Tejado, A.; Peña, C.; Labidi, J.; Echeverria, J.M.; Mondragon, I. Physico-chemical characterization of lignins from different sources for use in phenol–formaldehyde resin synthesis. Bioresour. Technol. 2007, 98, 1655–1663. [Google Scholar] [CrossRef] [PubMed]
- Adnan, A.M.; Luo, X.; Lü, C.; Wang, J.; Huang, Z. Improving mechanics behavior of hot mix asphalt using graphene-oxide. Constr. Build. Mater. 2020, 254, 119261. [Google Scholar] [CrossRef]
- JTG E20-2011. Standard Test Methods of Bitumen and Bituminous Mixtures for Highway Engineering; China Ministry of Transport: Beijing, China, 2011.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| KL | CL | |
|---|---|---|
| Feature |  |  |
| SEM |  |  |
| Source | Aspen wood chips | Corn stalk residues |
| Production Place | Nanjing China | Jinan China |
| Diameter | Less than 0.15 mm | Less than 0.15 mm |
| PH Value | 8 | 7–8 |
| Ash Content (by weight) | 1.3% | Less than 1% |
| Water Content (by weight) | 5% | Less than 5% |
| Dry Mass Content (by weight) | 95% | More than 90% |
| BS Sieve Size | Percent Passing by Mass (%) | Passing Requirement (%) |
|---|---|---|
| 14 mm | 100 | 100 |
| 10 mm | 96 | 92–100 |
| 5 mm | 35 | 28–42 |
| 2.36 mm | 26 | 19–33 |
| 75 um | 9.8 | 7.8–11.8 (including 2% hydrated lime) |
| Binder Types | % Recovery | Jnr | |||
|---|---|---|---|---|---|
| 0.1 kPa (kPa−1) | 3.2 kPa (kPa−1) | 0.1 kPa (kPa−1) | 3.2 kPa (kPa−1) | Jnr-diff | |
| Pen60/70 | 0.400 ± 0.350 | 0.000 ± 0.000 | 2.578 ± 0.070 | 2.766 ± 0.056 | 7.300 ± 0.700 |
| KLA | 1.350 ± 0.050 | 0.100 ± 0.000 | 2.366 ± 0.041 | 2.552 ± 0.046 | 7.850 ± 0.050 |
| CLA | 1.050 ± 0.050 | 0.200 ± 0.000 | 2.025 ± 0.011 | 2.180 ± 0.010 | 7.650 ± 0.050 |
| Binder Types | −6 °C | −12 °C | −18 °C | |||
|---|---|---|---|---|---|---|
| Stiffness (MPa) | m-Value (×10−2) | Stiffness (MPa) | m-Value (×10−2) | Stiffness (MPa) | m-Value (×10−2) | |
| Pen60/70 | 156 | 34 | 284 | 31 | 441 | 21 |
| KLA | 142 | 35.9 | 233 | 32.5 | 369 | 24.5 |
| CLA | 132 | 37.1 | 226 | 38 | 378 | 29 |
| Parameters | WLF Equation | Sigmoidal Function | |||||
|---|---|---|---|---|---|---|---|
| C1(-) | C2(-) | δ(Pa) | α(Pa) | β(-) | γ (-) | R2@|G*| | |
| Pen60/70 | 13.88 | 191.7 | −3.64 | 9.189 | −0.2065 | −0.4195 | 0.9988 |
| KLA | 11.78 | 176.4 | −4.861 | 10.83 | −0.1006 | −0.3637 | 0.9987 |
| CLA | 15.82 | 222.1 | −3.304 | 9.071 | −0.4636 | −0.445 | 0.9978 |
| Sample ID | Mn (g/mol) | Mp (g/mol) | Mz (g/mol) | Mw (g/mol) | PDI (-) |
|---|---|---|---|---|---|
| Pen60/70 | 827 ± 13 | 920 ± 13 | 1603 ± 111 | 1142 ± 21 | 1.38151 ± 0.0473 |
| KLA | 812 ± 11 | 903 ± 10 | 1326 ± 2 | 1043 ± 6 | 1.28472 ± 0.0089 |
| CLA | 780 ± 18 | 873 ± 26 | 1241 ± 48 | 991 ± 29 | 1.27060 ± 0.0084 |
| Binder Types | Strength (kPa) | RS (%) | Flow Values (mm) | ||
|---|---|---|---|---|---|
| Soak (30 min) | Soak (48 h) | Soak (30 min) | Soak (48 h) | ||
| Pen60/70 | 6.91 ± 0.27 | 6.17 ± 0.01 | 89.3 | 4.01 ± 0.55 | 3.62 ± 0.11 |
| KLA | 8.16 ± 0.54 | 7.46 ± 0.28 | 91.5 | 4.30 ± 0.40 | 3.35 ± 0.26 |
| CLA | 7.12 ± 0.02 | 6.52 ± 0.01 | 91.6 | 4.41 ± 0.01 | 3.13 ± 0.55 |
| Binder Types | Freeze Samples (kPa) | ITSR (%) | Dry Samples (kPa) |
|---|---|---|---|
| Pen60/70 | 729.8 ± 19.7 | 73.1 | 998.2 ± 56.5 |
| KLA | 998.1 ± 56.6 | 79.9 | 1249.6 ± 35.2 |
| CLA | 977.3 ± 9.0 | 82.9 | 1178.3 ± 59.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, C.; Wang, D.; Zhang, S.; Guo, E.; Luo, H.; Zhang, Z.; Yu, H. Effect of Lignin Modifier on Engineering Performance of Bituminous Binder and Mixture. Polymers 2021, 13, 1083. https://doi.org/10.3390/polym13071083
Xu C, Wang D, Zhang S, Guo E, Luo H, Zhang Z, Yu H. Effect of Lignin Modifier on Engineering Performance of Bituminous Binder and Mixture. Polymers. 2021; 13(7):1083. https://doi.org/10.3390/polym13071083
Chicago/Turabian StyleXu, Chi, Duanyi Wang, Shaowei Zhang, Enbei Guo, Haoyang Luo, Zeyu Zhang, and Huayang Yu. 2021. "Effect of Lignin Modifier on Engineering Performance of Bituminous Binder and Mixture" Polymers 13, no. 7: 1083. https://doi.org/10.3390/polym13071083
APA StyleXu, C., Wang, D., Zhang, S., Guo, E., Luo, H., Zhang, Z., & Yu, H. (2021). Effect of Lignin Modifier on Engineering Performance of Bituminous Binder and Mixture. Polymers, 13(7), 1083. https://doi.org/10.3390/polym13071083