
Gluing Techniques on Bond Performance and Mechanical Properties of Cross-Laminated Timber (CLT) Made from Larix kaempferi

Abstract
1. Introduction
2. Materials and Methods
2.1. Material Preparation
2.2. Surface Sanding Pretreatment
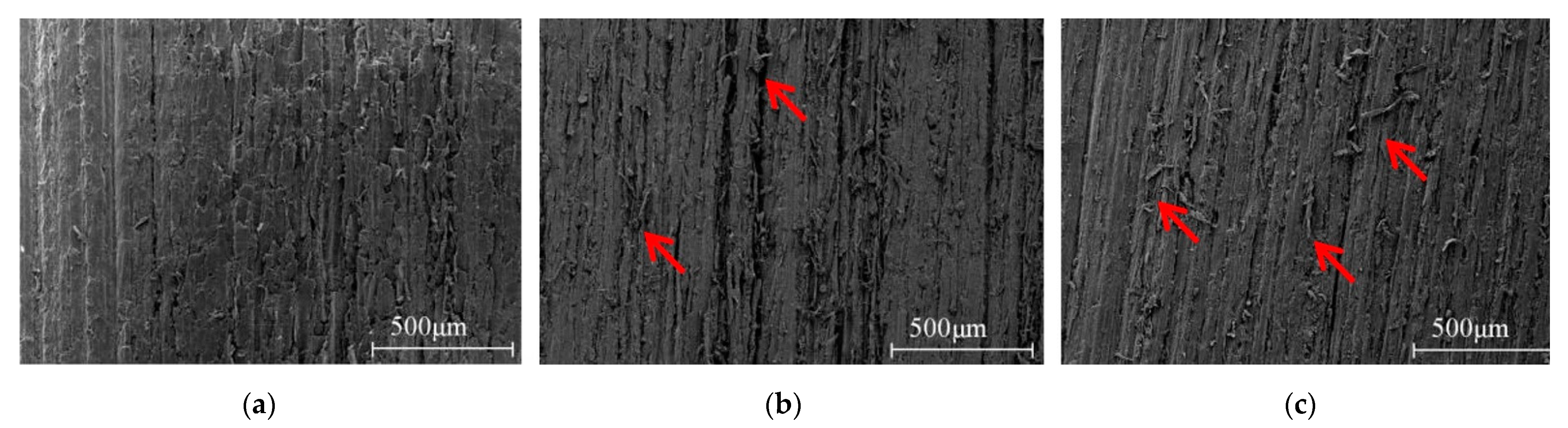
2.3. Surface Microscopy
2.4. Surface Roughness
2.5. CLT Manufacturing
2.6. Test of Permeability of Adhesive
2.7. Block Shear Tests
2.8. Cyclic Delamination Tests
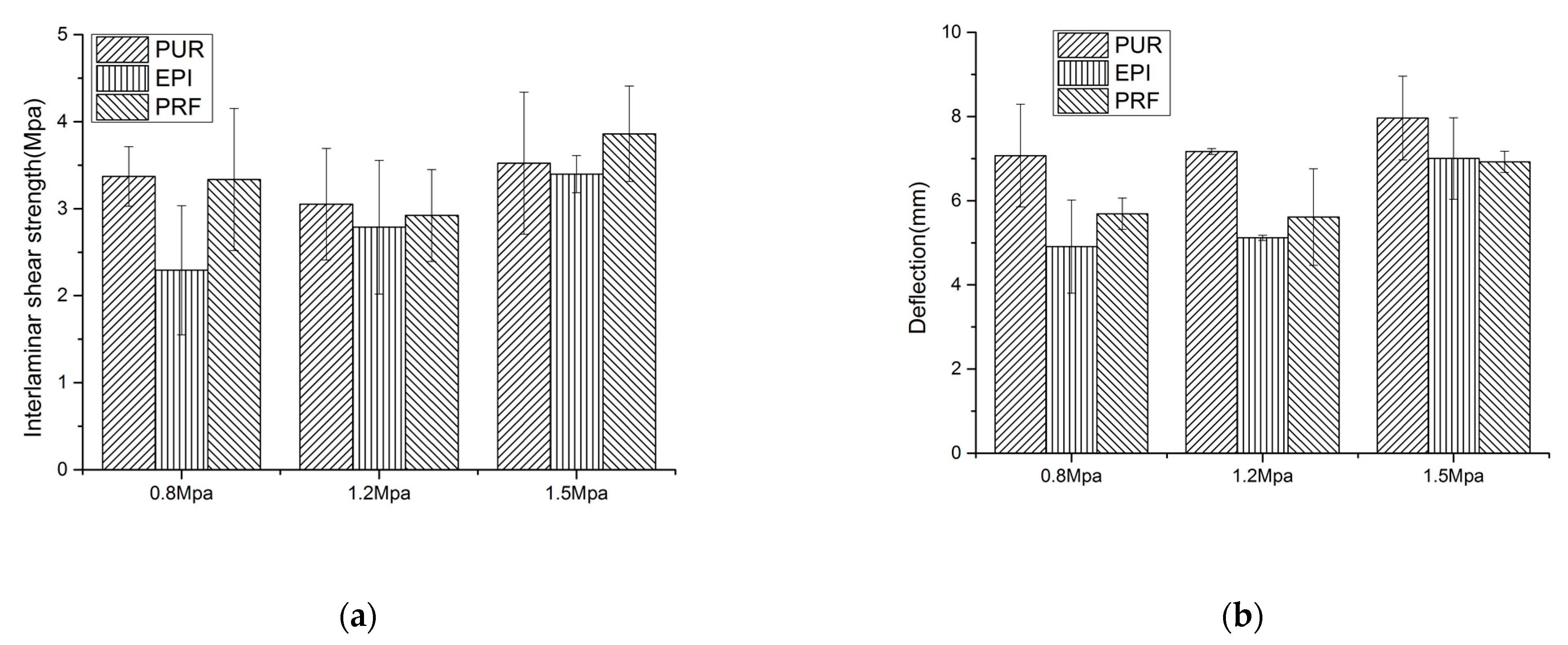
2.9. Short Span Center-Point Bending Tests
3. Results and Discussion
3.1. Effects of Adhesives and Pressures on Bonding Performance of Larix kaempferi CLT
3.1.1. Block Shear Performance
3.1.2. Cyclic Delamination Performance
3.1.3. Interlaminar Shear Strength
3.1.4. Microscopic Characterization of the Bonding Interface
3.2. Effects of Surface Roughness on Bonding Performance of Larix kaempferi CLT
3.2.1. Surface Roughness of Larix kaempferi after Sanding with Different Sand Belt
3.2.2. Block Shear Performance
3.2.3. Cyclic Delamination Performance
4. Conclusions
- 1. Bonding pressure is determined by the permeability of the adhesive and the wood, which is also the main factor affecting the bonding performance, especially for EPI adhesive. It is recommended to use high bonding pressure to control the consistency of product quality for industrial purposes.
- 2. The surface of the treated laminate with different mesh number of sand belts has no obvious influence on the BBS, but has a great influence on the cyclic delamination performance. The cyclic delamination performance is good when the sand belt mesh number is 100. Therefore, suitable sanding pretreatment can be one of the methods to improve the durability of CLT bonding line.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Van De Kuilen, J.W.G.; Ceccotti, A.; Xia, Z.; He, M. Very Tall Wooden Buildings with Cross Laminated Timber. Procedia Eng. 2011, 14, 1621–1628. [Google Scholar] [CrossRef]
- Foraboschi, P.; Vanin, A. Mechanical behavior of the timber–terrazzo composite floor. Constr. Build. Mater. 2015, 80, 295–314. [Google Scholar] [CrossRef]
- Gong, Y.; Wu, G.; Ren, H. Evaluation and Theoretical Calculation of Mechanical Properties of Different Grades of Cross—laminated Timber Fabricated with Plantation Larch. China Wood-Based Panels 2019, 26, 21–25. [Google Scholar]
- Hamdan, H.; Anwar, U. Cross-lamianted timber production of panel using sesenduk timber species. Timber Technol. Bul. 2016, 59, 1–6. [Google Scholar]
- Frangi, A.; Fontana, M.; Hugi, E.; Jübstl, R. Experimental analysis of cross-laminated timber panels in fire. Fire Saf. J. 2009, 44, 1078–1087. [Google Scholar] [CrossRef]
- Gong, Y.; Wu, G.; Ren, H. Interlamination Shear Properties of Cross-laminated Timber Made from Domestic Japanese Larch in China. China Wood Ind. 2018, 32, 6–9. [Google Scholar]
- Zhu, J.; Tan, M.; Yan, P.; Liu, X. Selection of Adhesive for Larix Gmelinii Glulam. China For. Prod. Ind. 2017, 44, 33–36. [Google Scholar] [CrossRef]
- Lu, Z.; Zhou, H.; Liao, Y.; Hu, C. Effects of surface treatment and adhesives on bond performance and mechanical properties of cross-laminated timber (CLT) made from small diameter Eucalyptus timber. Constr. Build. Mater. 2018, 161, 9–15. [Google Scholar] [CrossRef]
- Zhang, Y.; Fu, F. Research on Gluing Performance of Poor-bonding Plantation Wood. China Wood Ind. 2005, 19, 4–7. [Google Scholar]
- Mohd Yusof, N.; Md Tahir, P.; Lee, S.H.; Khan, M.A.; Mohammad Suffian James, R. Mechanical and physical properties of Cross-Laminated Timber made from Acacia mangium wood as function of adhesive types. J. Wood Sci. 2019, 65. [Google Scholar] [CrossRef]
- Kurt, R. The strength of press-glued and screw-glued wood-plywood joints. Holz Als Roh Werkst. 2003, 61, 269–272. [Google Scholar] [CrossRef]
- de Moura, L.F.; Hernández, R.E. Effects of abrasive mineral, grit size and feed speed on the quality of sanded surfaces of sugar maple wood. Wood Sci. Technol. 2006, 40, 517–530. [Google Scholar] [CrossRef]
- Kläusler, O.; Rehm, K.; Elstermann, F.; Niemz, P. Influence of wood machining on tensile shear strength and wood failure percentage of one-component polyurethane bonded wooden joints after wetting. Int. Wood Prod. J. 2013, 5, 18–26. [Google Scholar] [CrossRef]
- de Moura, L.F.H.R. Evaluation of varnish coating performance for threesurfacing methods on sugar. Wood Fiber Sci. 2005, 37, 355–366. [Google Scholar]
- Cool, J.H.R. Improving the Sanding Process of Black Spruce Wood forSurface Quality and Water. For. Prod. J. 2011, 61, 372–380. [Google Scholar]
- Knorz, M.; Neuhaeuser, E.; Torno, S.; van de Kuilen, J.-W. Influence of surface preparation methods on moisture-related performance of structural hardwood–adhesive bonds. Int. J. Adhes. Adhes. 2015, 57, 40–48. [Google Scholar] [CrossRef]
- GB. Visual Grading Rules for Dimension Lumber in Light Wood Frame Construction; Designation GB/T 29897-2013; Standardization Administration of the People’s Republic of China: Beijing, China, 2013. Available online: https://openstd.samr.gov.cn/bzgk/gb/newGbInfo?hcno=93730AD0414442757BEA1BFA9D7EDCCA (accessed on 27 February 2021).
- ASTM. American Society for Testing; Designation D 2559-04; American Society for Testing, Unitied States: West Conshohocken, PA, USA, 2004. [Google Scholar]
- ASTM. Standard Test Method for Strength Properties of Adhesive Bonds in Shear by Compression Loading; Designation D905-08; American Society for Testing and Materials: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Ehrhart, T.; Brandner, R. Rolling shear: Test configurations and properties of some European soft- and hardwood species. Eng. Struct. 2018, 172, 554–572. [Google Scholar] [CrossRef]
- ASTM. Standard Practice for Estimating the Percentage of Wood Failure in Adhesive Bonded Joints; Designation D 5266-13; American Society for Testing and Materials: West Conshohocken, PA, USA, 2020. [Google Scholar]
- AITC. Test Methods for Structural Glued Laminated Timber Cyclic; Delamination T110-2007; American Institute of Timber Construction, Unitied States: West Conshohocken, PA, USA, 2007. [Google Scholar]
- ASTM. Standard Practice for Establishing Allowable Properties for Structural Glued Laminated Timber (Glulam); Designation D 3737-03; American Society for Testing and Materials: West Conshohocken, PA, USA, 2019. [Google Scholar] [CrossRef]
- Wang, Z.; Fu, H.; Chui, Y.H.; Gong, M. Feasibility of using poplar as cross layer to fabricate cross-laminated timber. In Proceedings of the World Conference on Timber Engineering, Quebec City, QC, Canada, 10–14 August 2014. [Google Scholar]
- Zhou, Q.; Gong, M.; Chui, Y.H.; Mohammad, M. Measurement of rolling shear modulus and strength of cross laminated timber fabricated with black spruce. Constr. Build. Mater. 2014, 64, 379–386. [Google Scholar] [CrossRef]
- Kamke, F.A. Adhesive penetration in wood—A review. Wood Fiber Sci. 2007, 39, 205–220. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Adhesives | Spread Rate (g/m2) | Assembly Time (min) | Pressing Time (min) | Curing Temperature (℃) |
|---|---|---|---|---|
| EPI | 300–320 | 30 | 160 | 30 |
| PRF | 380–400 | 50 | 180 | 30 |
| PUR | 180–200 | 70 | 200 | 30 |
| Abrasive Belt Mesh | Adhesive | Pressure | Temperature |
|---|---|---|---|
| P60/P80/P100 | PUR | 1.5 MPa | 30 ℃ |
| Pressure | Adhesives | BSS (COV) | WFP (Number < 75% WFP) | RD (COV) |
|---|---|---|---|---|
| 0.8 MPa | PUR | 1.99 MPa (11.44%) | 83.5% (2) | 17.85% (27.73%) |
| 0.8 MPa | EPI | 1.59 MPa (2.27%) | 45% (5) | 55.6% (55.10%) |
| 0.8 MPa | PRF | 1.52 MPa (3.6%) | 85% (3) | 29.7% (41.35%) |
| 1.2 MPa | PUR | 1.98 MPa (13.25%) | 70% (2) | 15.3% (9.42%) |
| 1.2 MPa | EPI | 1.53 MPa (44.7%) | 37.5% (6) | 43.9% (4.66%) |
| 1.2 MPa | PRF | 2.11 MPa (17.0%) | 77.5% (0) | 17.2% (10.36%) |
| 1.5 MPa | PUR | 2.02 MPa (3.3%) | 97.5% (0) | 8.35% (5.32%) |
| 1.5 MPa | EPI | 2.03 MPa (25.4%) | 94% (0) | 12.1% (1.58%) |
| 1.5 MPa | PRF | 1.96 MPa (20.2%) | 96% (0) | 9.01% (2.02%) |
| Mesh Number of Sand Belts | Rsm (mm) | Ra (μm) | Rz (μm) | Rt (μm) | BSS (COV) | WFP (N < 75%) | RD (COV) |
|---|---|---|---|---|---|---|---|
| P60 | 0.12 | 7.55 | 43.65 | 56.45 | 1.99 MPa (11.4%) | 87% (0) | 12.8% (3.43%) |
| P80 | 0.10 | 6.68 | 40.20 | 51.39 | 2.02 MPa (3.38%) | 93% (0) | 9.02% (2.81%) |
| P100 | 0.09 | 5.55 | 36.76 | 42.87 | 1.98 MPa (13%) | 89% (0) | 5.43% (3.56%) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, M.; Zhang, S.; Gong, Y.; Tian, Z.; Ren, H. Gluing Techniques on Bond Performance and Mechanical Properties of Cross-Laminated Timber (CLT) Made from Larix kaempferi. Polymers 2021, 13, 733. https://doi.org/10.3390/polym13050733
Li M, Zhang S, Gong Y, Tian Z, Ren H. Gluing Techniques on Bond Performance and Mechanical Properties of Cross-Laminated Timber (CLT) Made from Larix kaempferi. Polymers. 2021; 13(5):733. https://doi.org/10.3390/polym13050733
Chicago/Turabian StyleLi, Mingyue, Shuangbao Zhang, Yingchun Gong, Zhaopeng Tian, and Haiqing Ren. 2021. "Gluing Techniques on Bond Performance and Mechanical Properties of Cross-Laminated Timber (CLT) Made from Larix kaempferi" Polymers 13, no. 5: 733. https://doi.org/10.3390/polym13050733
APA StyleLi, M., Zhang, S., Gong, Y., Tian, Z., & Ren, H. (2021). Gluing Techniques on Bond Performance and Mechanical Properties of Cross-Laminated Timber (CLT) Made from Larix kaempferi. Polymers, 13(5), 733. https://doi.org/10.3390/polym13050733