
Sludge Fiber Waste and Kraft Lignin Powder as Fillers in Polylactic Acid Biocomposites: Physical, Mechanical, and Thermal Properties


 and
and
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Processing of Biocomposites
2.3. Thermal Characterization
2.4. Mechanical Characterization
2.5. Water Absorption
2.6. Morphological Characterization
2.7. Statistical Analysis
3. Results
3.1. Biocomposite Characteristics
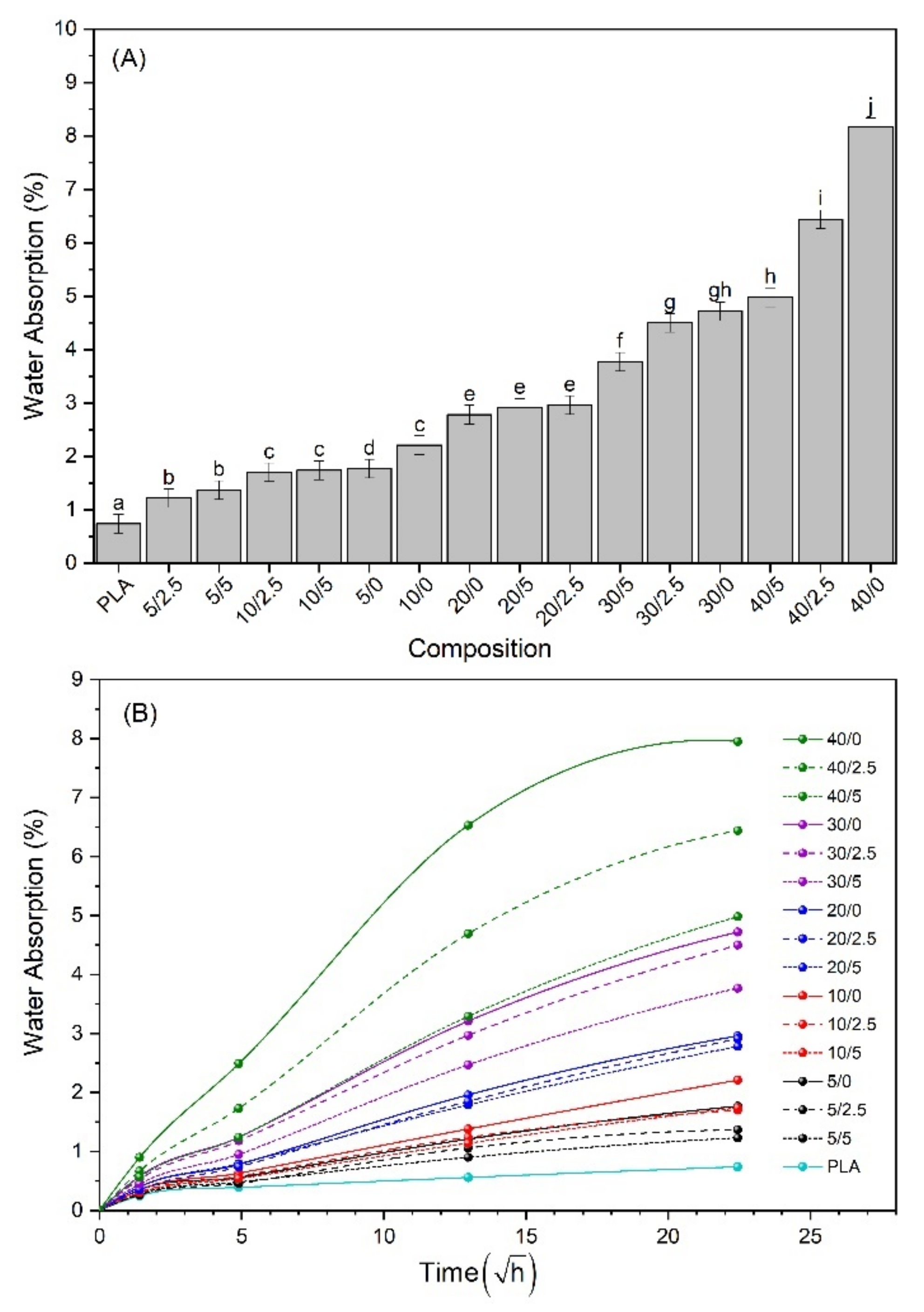
3.2. Water Absorption
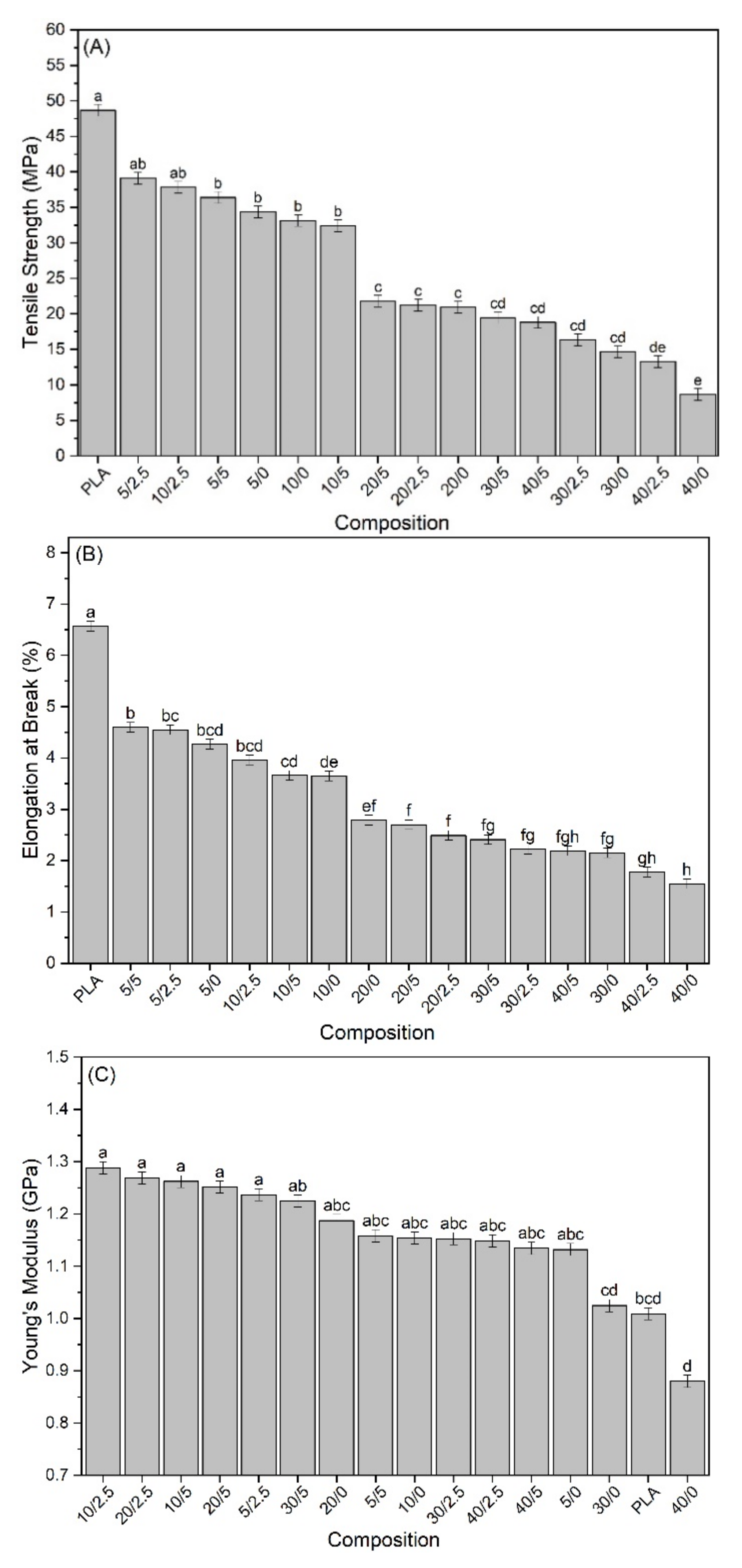
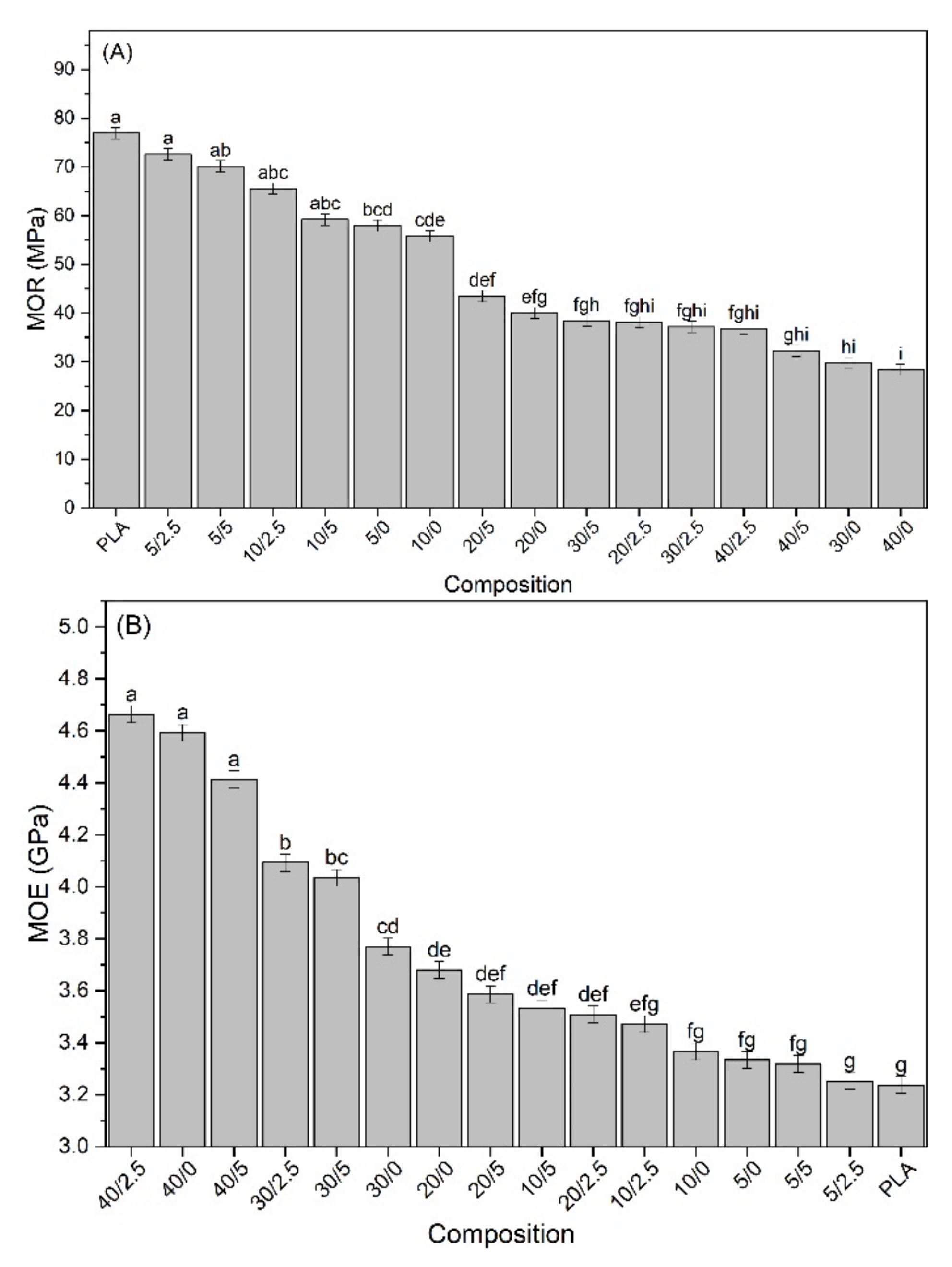
3.3. Mechanical Properties
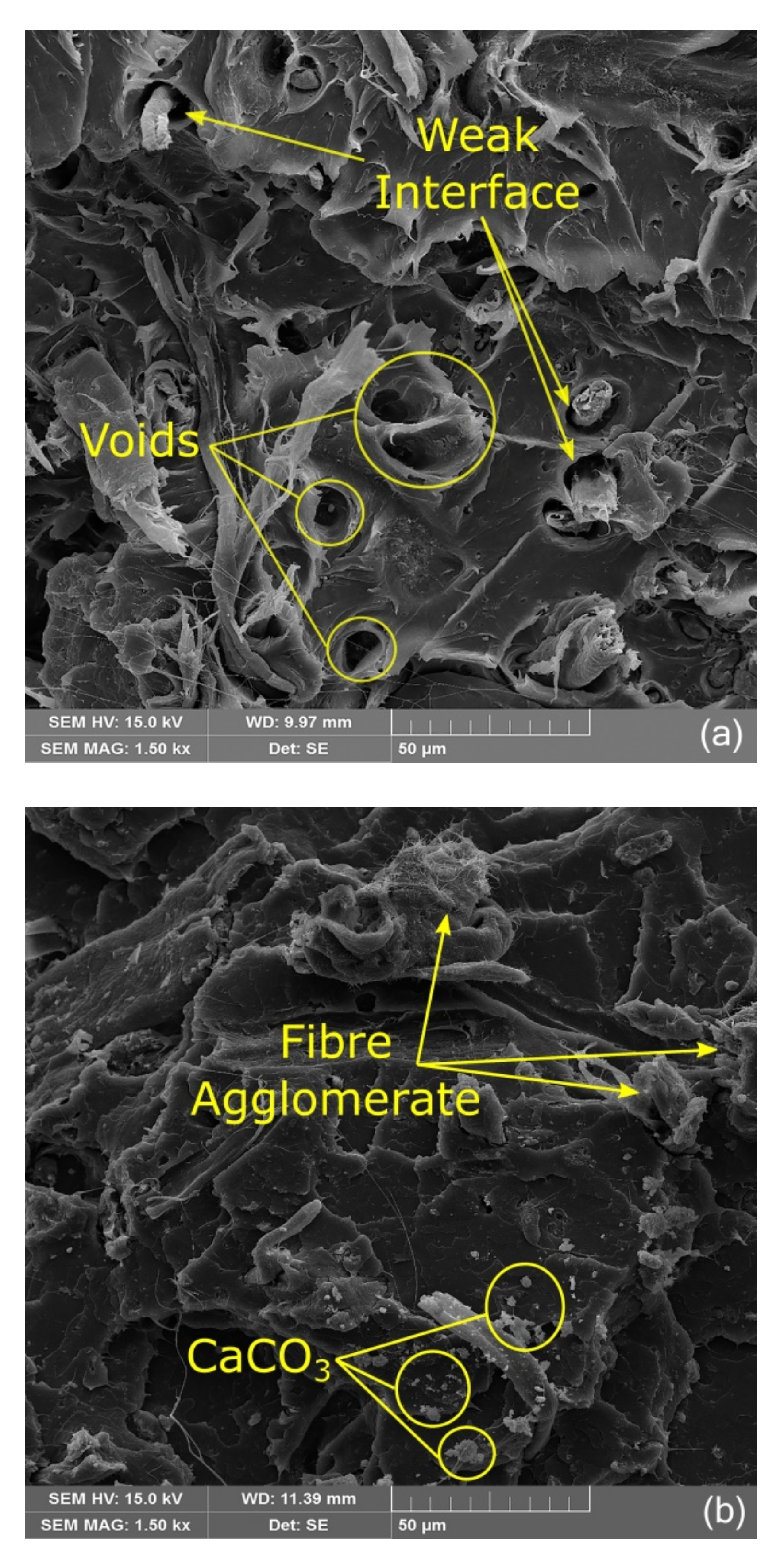
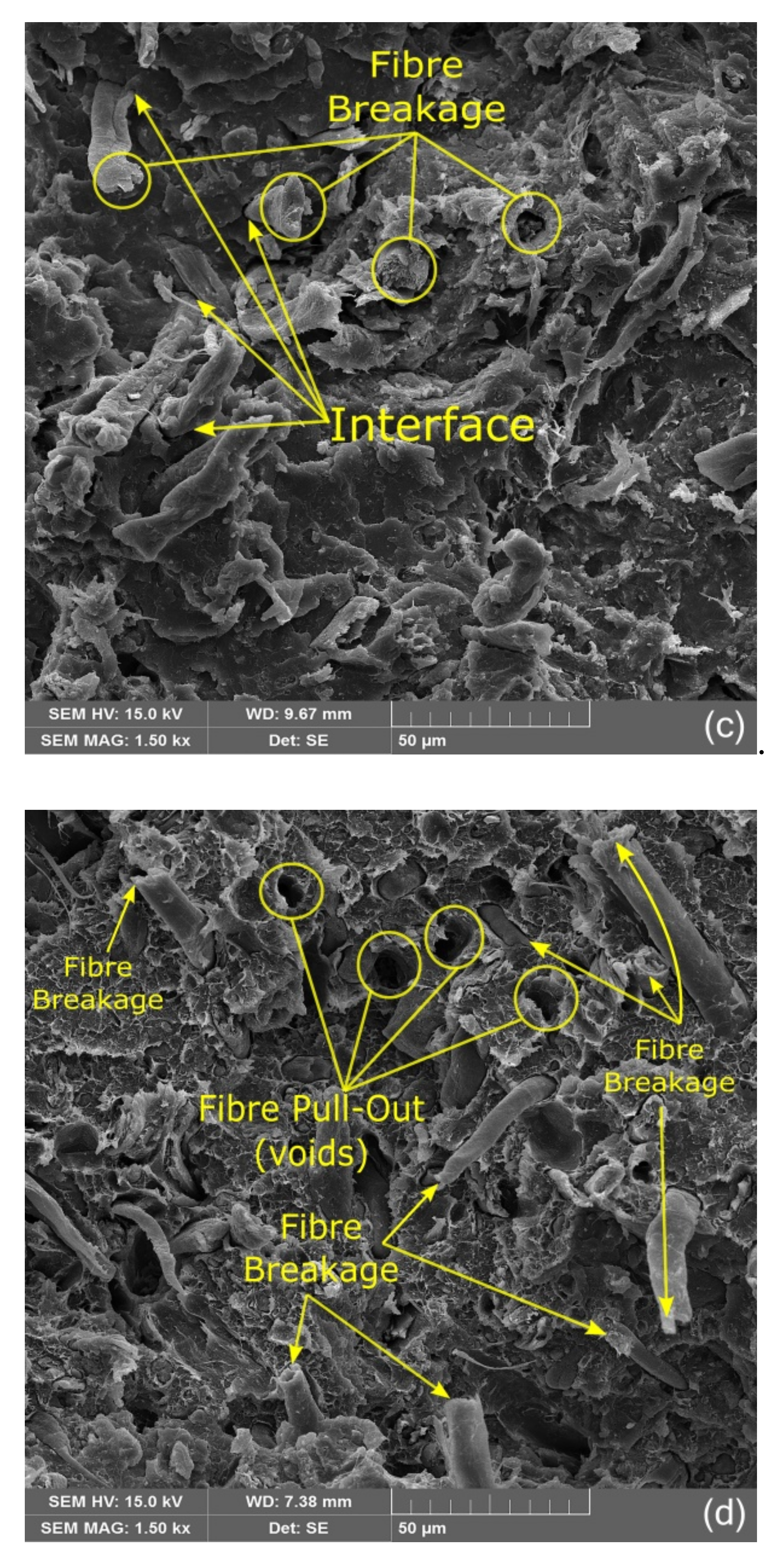
3.4. SEM Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kinnarinen, T.; Golmaei, M.; Jernström, E.; Häkkinen, A. Separation, treatment and utilization of inorganic residues of chemical pulp mills. J. Clean. Prod. 2016, 133, 953–964. [Google Scholar] [CrossRef]
- Rivera, J.A.; López, V.P.; Casado, R.R.; Hervás, J.-M.S. Thermal degradation of paper industry wastes from a recovered paper mill using TGA. Characterization and gasification test. Waste Manag. 2016, 47, 225–235. [Google Scholar] [CrossRef]
- Bajpai, P. Management of Pulp and Paper Mill Waste; Springer International Publishing: London, UK, 2015; ISBN 978-3-319-11787-4. [Google Scholar]
- Likon, M.; Trebe, P. Recent Advances in Paper Mill Sludge Management. In Industrial Waste; InTech: Rijeka, Croatia, 2012; pp. 73–90. [Google Scholar]
- Simão, L.; Jiusti, J.; Lóh, N.; Hotza, D.; Raupp-Pereira, F.; Labrincha, J.A.; Montedo, O. Waste-containing clinkers: Valorization of alternative mineral sources from pulp and paper mills. Process. Saf. Environ. Prot. 2017, 109, 106–116. [Google Scholar] [CrossRef]
- Fava, G.; Ruello, M.L.; Corinaldesi, V. Paper Mill Sludge Ash as Supplementary Cementitious Material. J. Mater. Civ. Eng. 2011, 23, 772–776. [Google Scholar] [CrossRef]
- Monte, M.C.; Fuente, E.; Blanco, A.; Negro, C. Waste management from pulp and paper production in the European Union. Waste Manag. 2009, 29, 293–308. [Google Scholar] [CrossRef]
- De Cademartori, P.H.G.; Claro, F.C.; Marinho, N.P.; Zanoni, P.R.S.; Magalhães, W.L.E. Co-production of thermoplastic composites with solid residue from enzymatic hydrolysis of recycled paper sludge. J. Clean. Prod. 2017, 162, 27–33. [Google Scholar] [CrossRef]
- Leão, A.L.; Cherian, B.M.; De Souza, S.F.; Sain, M.; Narine, S.; Caldeira, M.S.; Toledo, M.A.S. Use of Primary Sludge from Pulp and Paper Mills for Nanocomposites. Mol. Cryst. Liq. Cryst. 2012, 556, 254–263. [Google Scholar] [CrossRef]
- Yu, T.; Li, Y.; Ren, J. Preparation and properties of short natural fiber reinforced poly(lactic acid) composites. Trans. Nonferrous Met. Soc. China 2009, 19, s651–s655. [Google Scholar] [CrossRef]
- Murariu, M.; Dubois, P. PLA composites: From production to properties. Adv. Drug Deliv. Rev. 2016, 107, 17–46. [Google Scholar] [CrossRef]
- Gordobil, O.; Delucis, R.; Egüés, I.; Labidi, J. Kraft lignin as filler in PLA to improve ductility and thermal properties. Ind. Crops Prod. 2015, 72, 46–53. [Google Scholar] [CrossRef]
- Raquez, J.-M.; Habibi, Y.; Murariu, M.; Dubois, P. Polylactide (PLA)-based nanocomposites. Prog. Polym. Sci. 2013, 38, 1504–1542. [Google Scholar] [CrossRef]
- Xiao, L.; Wang, B.; Yang, G.; Gauthier, M. Poly(Lactic Acid)-Based Biomaterials: Synthesis, Modification and Applications. In Biomedical Science, Engineering and Technology; IntechOpen: Rijeka, Croatia, 2012; pp. 247–282. [Google Scholar]
- Auras, R.; Harte, B.R.; Selke, S. An Overview of Polylactides as Packaging Materials. Macromol. Biosci. 2004, 4, 835–864. [Google Scholar] [CrossRef]
- Oksman, K.; Skrifvars, M.; Selin, J.-F. Natural fibres as reinforcement in polylactic acid (PLA) composites. Compos. Sci. Technol. 2003, 63, 1317–1324. [Google Scholar] [CrossRef]
- Mukherjee, T.; Kao, N. PLA Based Biopolymer Reinforced with Natural Fibre: A Review. J. Polym. Environ. 2011, 19, 714–725. [Google Scholar] [CrossRef]
- Anwer, M.A.S.; Naguib, H.E.; Celzard, A.; Fierro, V. Comparison of the thermal, dynamic mechanical and morphological properties of PLA-Lignin & PLA-Tannin particulate green composites. Compos. Part B Eng. 2015, 82, 92–99. [Google Scholar] [CrossRef]
- Jamshidian, M.; Tehrany, E.A.; Imran, M.; Akhtar, M.J.; Cleymand, F.; Desobry, S. Structural, mechanical and barrier properties of active PLA–antioxidant films. J. Food Eng. 2012, 110, 380–389. [Google Scholar] [CrossRef]
- Hendrick, E.; Frey, M. Increasing Surface Hydrophilicity in Poly(Lactic Acid) Electrospun Fibers by Addition of Pla-b-Peg Co-Polymers. J. Eng. Fibers Fabr. 2014, 9, 153–164. [Google Scholar] [CrossRef]
- Wang, F.-F.; Sun, Z.; Yin, J.; Xu, L. Preparation, Characterization and Properties of Porous PLA/PEG/Curcumin Composite Nanofibers for Antibacterial Application. Nanomaterials 2019, 9, 508. [Google Scholar] [CrossRef]
- Yew, G.; Yusof, A.M.; Ishak, Z.M.; Ishiaku, U. Water absorption and enzymatic degradation of poly(lactic acid)/rice starch composites. Polym. Degrad. Stab. 2005, 90, 488–500. [Google Scholar] [CrossRef]
- Tham, W.L.; Ishak, B.T.P.; Mohd, Z.A.; Chow, W.S. Characterisation of Water Absorption of Biodegradable Poly(lactic Acid)/Halloysite Nanotube Nanocomposites at Different Temperatures. J. Eng. Sci. Technol. 2016, 12, 13–25. [Google Scholar]
- Spiridon, I.; Tanase, C.E. Design, characterization and preliminary biological evaluation of new lignin-PLA biocomposites. Int. J. Biol. Macromol. 2018, 114, 855–863. [Google Scholar] [CrossRef]
- Gordobil, O.; Egüés, I.; Llano-Ponte, R.; Labidi, J. Physicochemical properties of PLA lignin blends. Polym. Degrad. Stab. 2014, 108, 330–338. [Google Scholar] [CrossRef]
- Luo, S.; Cao, J.; Sun, W. Evaluation of Kraft lignin as natural compatibilizer in wood flour/polypropylene composites. Polym. Compos. 2015, 38, 2387–2394. [Google Scholar] [CrossRef]
- Polat, Y.; Stojanovska, E.; Negawo, T.A.; Doner, E.; Kilic, A. Lignin as an additive for advanced composites. In Green Biocomposites; Jawaid, M., Sapuan, S.M., Alothman, O.Y., Eds.; Springer: Berlin, Germany, 2017; pp. 71–89. [Google Scholar]
- Da Rosa, T.S.; Trianoski, R.; Michaud, F.; Belloncle, C.; Iwakiri, S. Efficiency of Different Acetylation Methods Applied to Cellulose Fibers Waste from Pulp and Paper Mill Sludge. J. Nat. Fibers 2020, 1–14. [Google Scholar] [CrossRef]
- ASTM. ASTM D638-14, Standard Test Method for Tensile Properties of Plastics; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- ASTM. ASTM D790-17, Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM. ASTM D570 Standard Test Method for Water Absorption of Plastics; ASTM International: West Conshohocken, PA, USA, 1998. [Google Scholar]
- Méndez, A.; Fidalgo, J.; Guerrero, F.; Gascó, G. Characterization and pyrolysis behaviour of different paper mill waste materials. J. Anal. Appl. Pyrolysis 2009, 86, 66–73. [Google Scholar] [CrossRef]
- Kwon, E.E.; Lee, T.; Ok, Y.S.; Tsang, D.C.; Park, C.; Lee, J. Effects of calcium carbonate on pyrolysis of sewage sludge. Energy 2018, 153, 726–731. [Google Scholar] [CrossRef]
- Li, X.; Lv, Y.; Ma, B.-G.; Wang, W.-Q.; Jian, S.-W. Decomposition kinetic characteristics of calcium carbonate containing organic acids by TGA. Arab. J. Chem. 2017, 10, S2534–S2538. [Google Scholar] [CrossRef]
- Xu, W.; Li, S.; Whitely, N.; Pan, W.-P. Fundamentals of TGA and SDT. 2005. Available online: https://ruc.udc.es/dspace/bitstream/handle/2183/11485/CC-80%20art%201.pdf (accessed on 25 January 2021).
- Li, M.; Fu, Q.-L.; Zhang, Q.; Achal, V.; Kawasaki, S. Bio-grout based on microbially induced sand solidification by means of asparaginase activity. Sci. Rep. 2015, 5, 16128. [Google Scholar] [CrossRef] [PubMed]
- Kai, D.; Chow, L.P.; Loh, X. Lignin and Its Properties. In Solution Combustion Synthesis of Nanostructured Solid Catalysts for Sustainable Chemistry; World Scientific: Singapore, 2018; pp. 1–28. [Google Scholar]
- Schlee, P.; Hosseinaei, O.; Baker, D.; Landmér, A.; Tomani, P.; Mostazo-López, M.J.; Cazorla-Amorós, D.; Herou, S.; Titirici, M.-M. From Waste to Wealth: From Kraft Lignin to Free-standing Supercapacitors. Carbon 2019, 145, 470–480. [Google Scholar] [CrossRef]
- Sahoo, S.; Misra, M.; Mohanty, A.K. Enhanced properties of lignin-based biodegradable polymer composites using injection moulding process. Compos. Part A Appl. Sci. Manuf. 2011, 42, 1710–1718. [Google Scholar] [CrossRef]
- Spiridon, I.; Leluk, K.; Resmerita, A.M.; Darie, R.N. Evaluation of PLA–lignin bioplastics properties before and after accelerated weathering. Compos. Part B Eng. 2015, 69, 342–349. [Google Scholar] [CrossRef]
- Chen, S.; Lin, S.; Hu, Y.; Ma, M.; Shi, Y.; Liu, J.; Zhu, F.; Wang, X. A lignin-based flame retardant for improving fire behavior and biodegradation performance of polybutylene succinate. Polym. Adv. Technol. 2018, 29, 3142–3150. [Google Scholar] [CrossRef]
- Zhang, J.; Fleury, E.; Chen, Y.; Brook, M.A. Flame retardant lignin-based silicone composites. RSC Adv. 2015, 5, 103907–103914. [Google Scholar] [CrossRef]
- Xing, W.; Yuan, H.; Zhang, P.; Yangab, H.; Song, L.; Hu, Y. Functionalized lignin for halogen-free flame retardant rigid polyurethane foam: Preparation, thermal stability, fire performance and mechanical properties. J. Polym. Res. 2013, 20, 234. [Google Scholar] [CrossRef]
- Wang, W.; Sain, M.; Cooper, P. Study of moisture absorption in natural fiber plastic composites. Compos. Sci. Technol. 2006, 66, 379–386. [Google Scholar] [CrossRef]
- Lekatou, A.; Faidi, S.; Ghidaoui, D.; Lyon, S.; Newman, R. Effect of water and its activity on transport properties of glass/epoxy particulate composites. Compos. Part A Appl. Sci. Manuf. 1997, 28, 223–236. [Google Scholar] [CrossRef]
- Dhakal, H.; Zhang, Z.; Richardson, M. Effect of water absorption on the mechanical properties of hemp fibre reinforced unsaturated polyester composites. Compos. Sci. Technol. 2007, 67, 1674–1683. [Google Scholar] [CrossRef]
- Tita, S.; Medeiros, R.; Tarpani, J.; Frollini, E.; Tita, V. Chemical modification of sugarcane bagasse and sisal fibers using hydroxymethylated lignin: Influence on impact strength and water absorption of phenolic composites. J. Compos. Mater. 2018, 52, 2743–2753. [Google Scholar] [CrossRef]
- Stiubianu, G.; Nistor, A.; Vlad, A.; Cazacu, M. Modification of water sorption capacity of polydimethylsiloxane based composites by incorporation of lignin. Mater. Plast. 2011, 48, 289–294. [Google Scholar]
- Thielemans, W.; Wool, R. Kraft lignin as fiber treatment for natural fiber-reinforced composites. Polym. Compos. 2005, 26, 695–705. [Google Scholar] [CrossRef]
- Pääkkönen, E.; Wikström, L.; Peltola, H.; Valta, K.; Retulainen, E. Recycled fibres and fibrous sludge as reinforcement materials in injection moulded polypropylene (PP) and poly(lactic acid) (PLA) composites. J. Bioresour. Bioprod. 2017, 2017, 116–122. [Google Scholar]
- Betancourt, N.G.; Cree, D.E. Mechanical Properties of Poly (lactic acid) Composites Reinforced with CaCO3 Eggshell Based Fillers. MRS Adv. 2017, 2, 2545–2550. [Google Scholar] [CrossRef]
- Guermazi, N.; Haddar, N.; Elleuch, K.; Ayedi, H.F. Effect of filler addition and weathering conditions on the performance of PVC/CaCO3composites. Polym. Compos. 2015, 37, 2171–2183. [Google Scholar] [CrossRef]
- Huda, M.S.; Mohanty, K.; Drzal, L.T.; Schut, E.; Misra, M. “Green” composites from recycled cellulose and poly (lactic acid): Physico-mechanical. J. Mater. Sci. 2005, 40, 4221–4229. [Google Scholar]
- Valente, M.; Tirillò, J.; Quitadamo, A.; Santulli, C. Use of recycled milled-paper in HDPE matrix composites Marco. Compos. Part B Eng. 2016, 110, 520–529. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Proportion (wt.%) | ||
|---|---|---|
| PLA | SFW | KLP |
| 100 | 0 | 0 |
| 95 | 5 | 0 |
| 90 | 10 | 0 |
| 80 | 20 | 0 |
| 70 | 30 | 0 |
| 60 | 40 | 0 |
| 92.5 | 5 | 2.5 |
| 87.5 | 10 | 2.5 |
| 77.5 | 20 | 2.5 |
| 67.5 | 30 | 2.5 |
| 57.5 | 40 | 2.5 |
| 90 | 5 | 5 |
| 85 | 10 | 5 |
| 75 | 20 | 5 |
| 65 | 30 | 5 |
| 55 | 40 | 5 |
| Composition | Tonset (°C) | T1max (°C) | T2max (°C) | CRT1max (%) | CRT2max (%) | CR800 (%) |
|---|---|---|---|---|---|---|
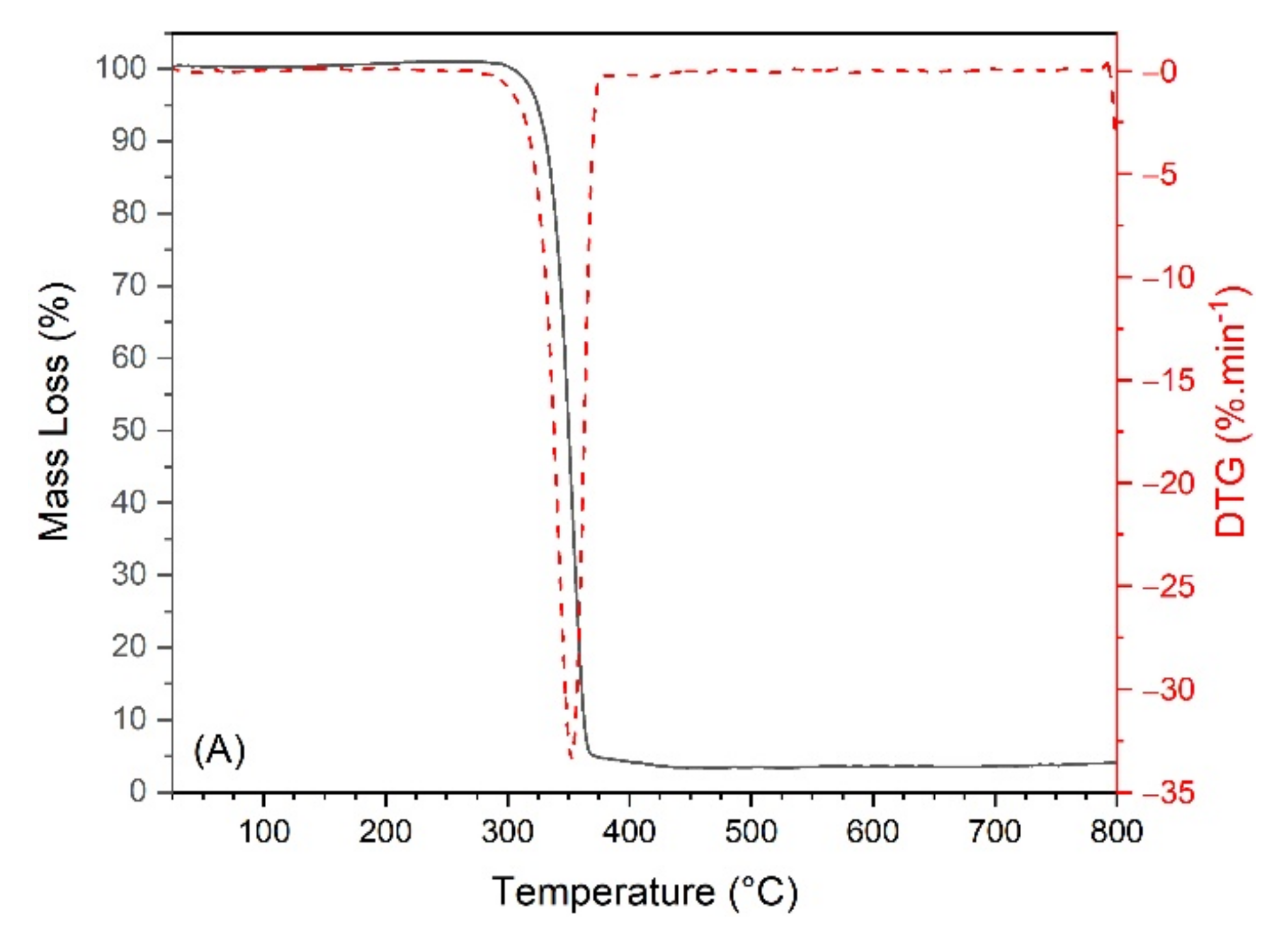
| PLA | 332 | 359 | - | 39.38 | - | 2.18 |
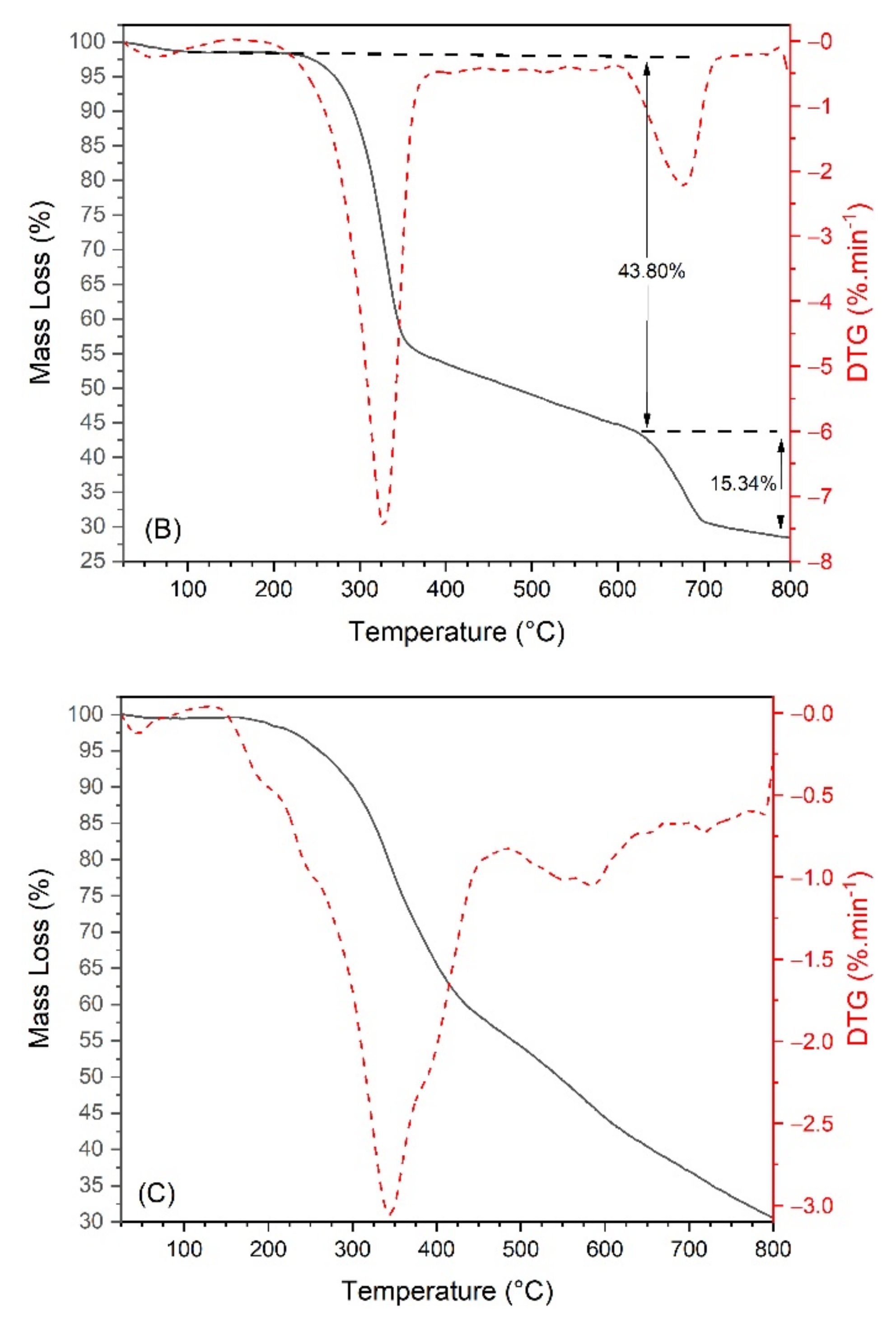
| SFW | 290 | 330 | 679 | 69.46 | 34.51 | 28.46 |
| KLP | 269 | 344 | 582 | 79.52 | 46.29 | 30.67 |
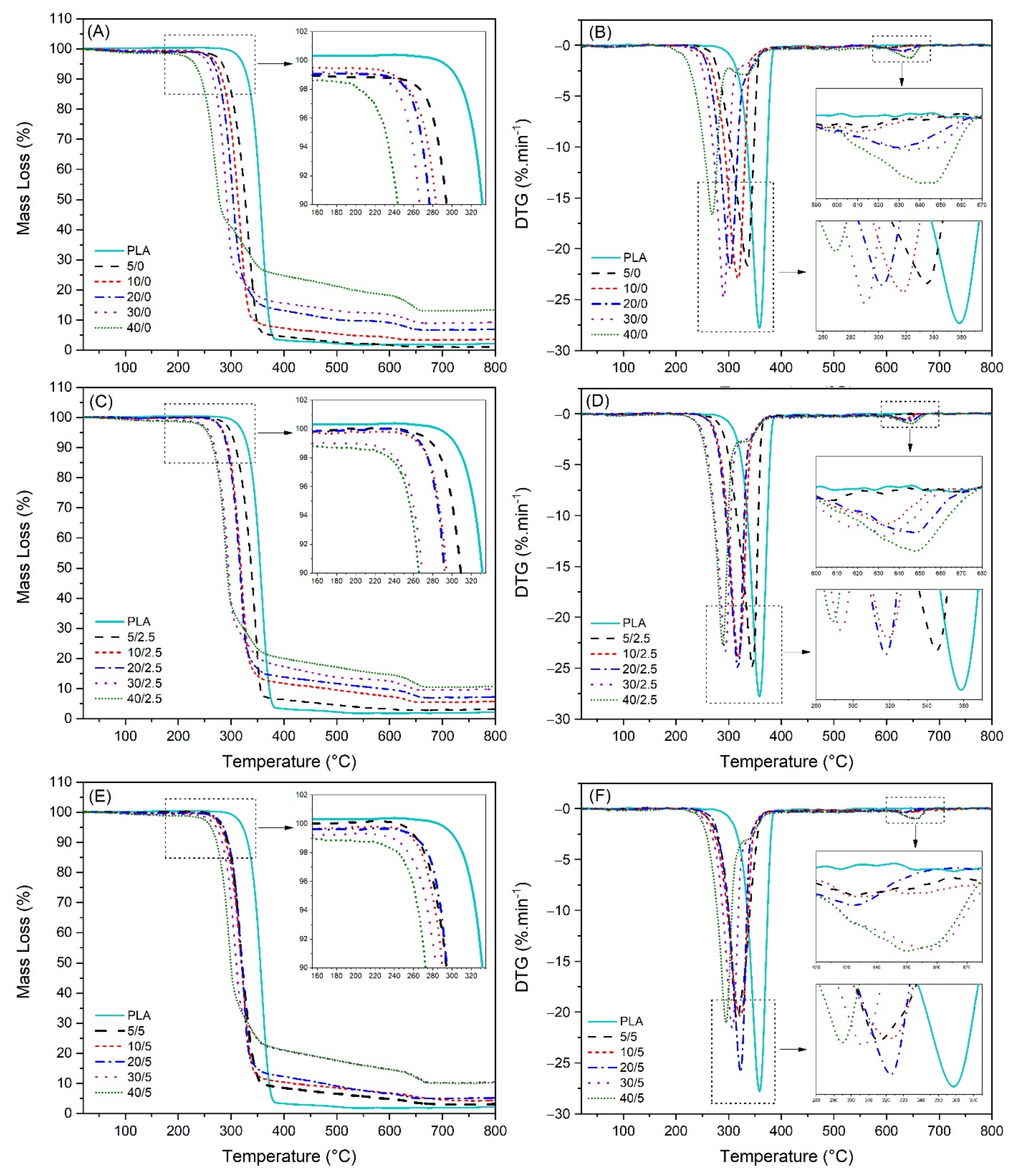
| 5/0 | 298 | 335 | - | 32.91 | - | 1.20 |
| 10/0 | 287 | 319 | 608 | 36.76 | 4.01 | 3.60 |
| 20/0 | 278 | 302 | 627 | 53.88 | 8.03 | 6.98 |
| 30/0 | 270 | 291 | 634 | 51.66 | 10.31 | 9.23 |
| 40/0 | 241 | 269 | 640 | 62.82 | 15.19 | 13.40 |
| 5/2.5 | 313 | 346 | - | 31.24 | - | 3.22 |
| 10/2.5 | 295 | 319 | 632 | 48.78 | 6.35 | 5.77 |
| 20/2.5 | 293 | 318 | 647 | 46.60 | 7.80 | 7.27 |
| 30/2.5 | 272 | 293 | 632 | 55.43 | 10.82 | 9.78 |
| 40/2.5 | 270 | 289 | 649 | 57.84 | 11.78 | 10.75 |
| 5/5 | 294 | 316 | - | 59.27 | - | 3.16 |
| 10/5 | 295 | 322 | 636 | 44.76 | 6.01 | 4.34 |
| 20/5 | 298 | 323 | 632 | 43.05 | 5.66 | 5.21 |
| 30/5 | 284 | 307 | 659 | 56.25 | 11.45 | 10.45 |
| 40/5 | 275 | 295 | 649 | 59.86 | 12.05 | 10.27 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rosa, T.S.d.; Trianoski, R.; Michaud, F.; Yamashita, F.; Iwakiri, S. Sludge Fiber Waste and Kraft Lignin Powder as Fillers in Polylactic Acid Biocomposites: Physical, Mechanical, and Thermal Properties. Polymers 2021, 13, 672. https://doi.org/10.3390/polym13050672
Rosa TSd, Trianoski R, Michaud F, Yamashita F, Iwakiri S. Sludge Fiber Waste and Kraft Lignin Powder as Fillers in Polylactic Acid Biocomposites: Physical, Mechanical, and Thermal Properties. Polymers. 2021; 13(5):672. https://doi.org/10.3390/polym13050672
Chicago/Turabian StyleRosa, Thiago Souza da, Rosilani Trianoski, Franck Michaud, Fábio Yamashita, and Setsuo Iwakiri. 2021. "Sludge Fiber Waste and Kraft Lignin Powder as Fillers in Polylactic Acid Biocomposites: Physical, Mechanical, and Thermal Properties" Polymers 13, no. 5: 672. https://doi.org/10.3390/polym13050672
APA StyleRosa, T. S. d., Trianoski, R., Michaud, F., Yamashita, F., & Iwakiri, S. (2021). Sludge Fiber Waste and Kraft Lignin Powder as Fillers in Polylactic Acid Biocomposites: Physical, Mechanical, and Thermal Properties. Polymers, 13(5), 672. https://doi.org/10.3390/polym13050672