
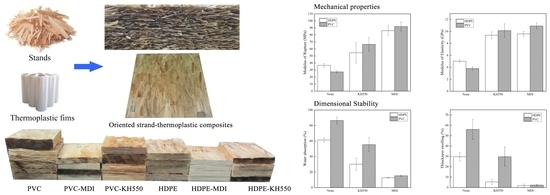
Effects of Coupling Agent and Thermoplastic on the Interfacial Bond Strength and the Mechanical Properties of Oriented Wood Strand–Thermoplastic Composites

Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
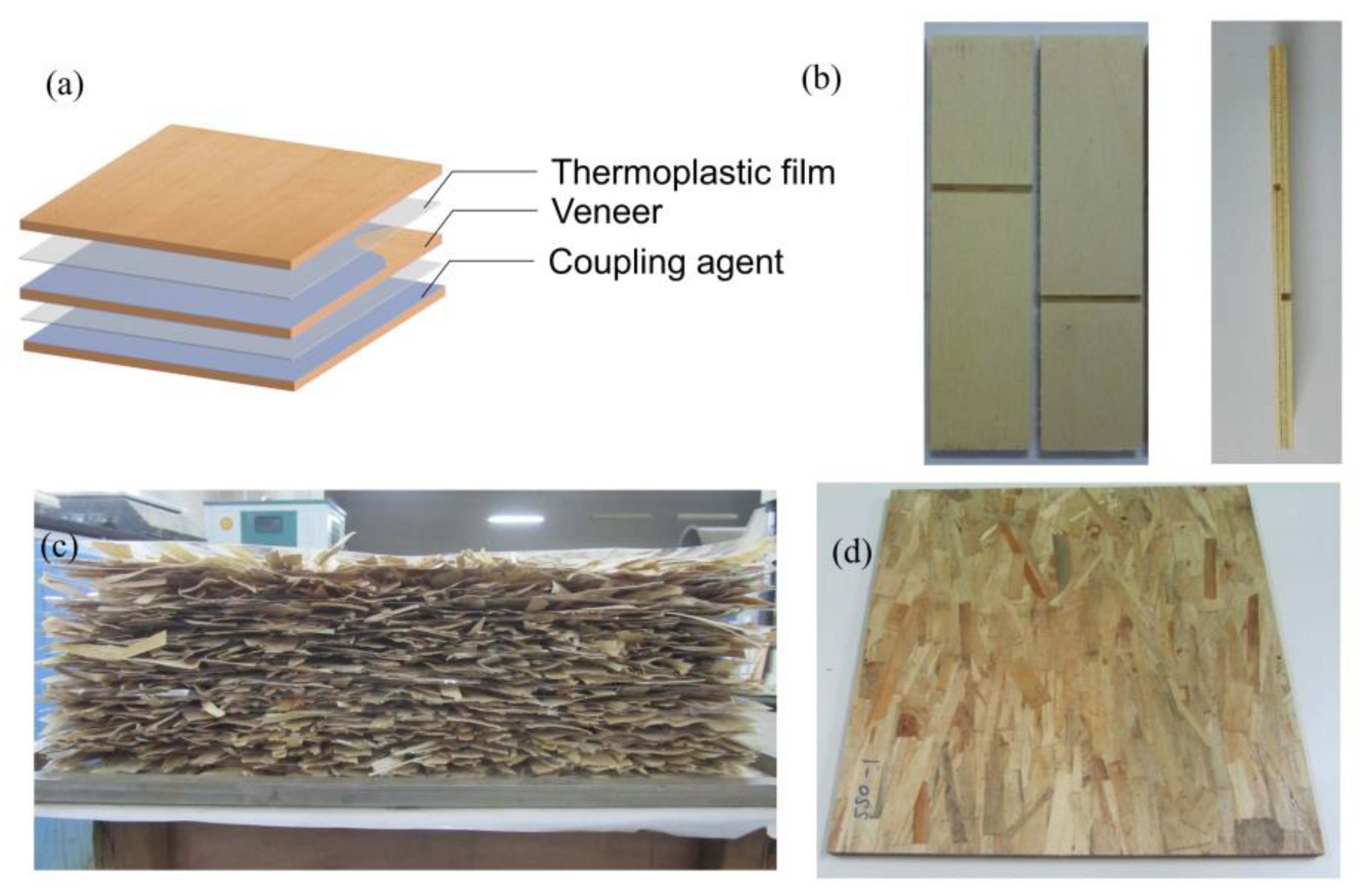
2.2.1. Preparation of Veneer–Plastic Film Composites
2.2.2. Preparation of Oriented Strand–Thermoplastic Composites
2.3. Characterization
2.3.1. Mechanical Strength
2.3.2. Dynamic Mechanical Analysis (DMA)
2.3.3. Morphological Examination
2.3.4. Dimensional Stability
3. Results and Discussion
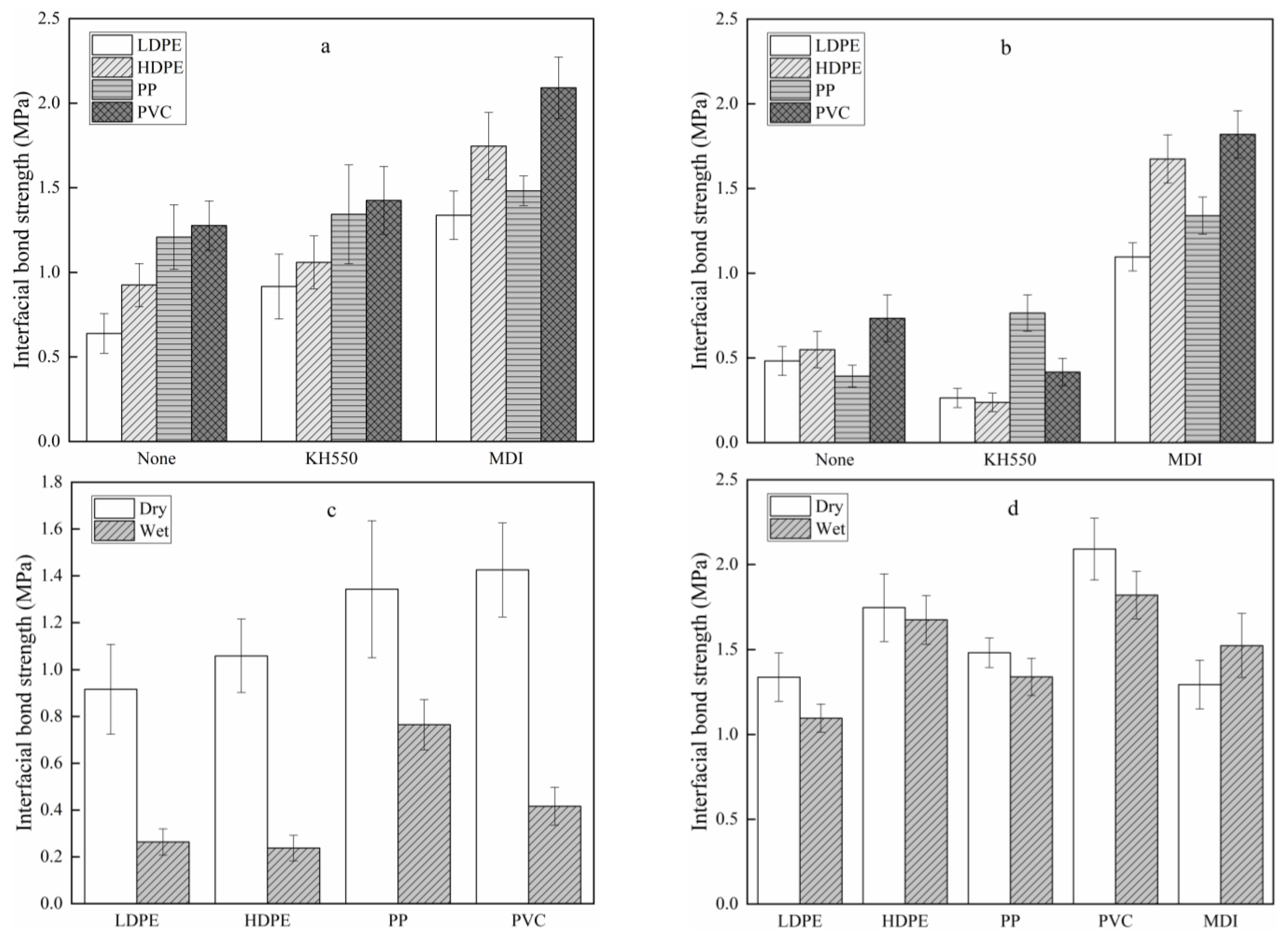
3.1. Interfacial Bond Strength of VPC
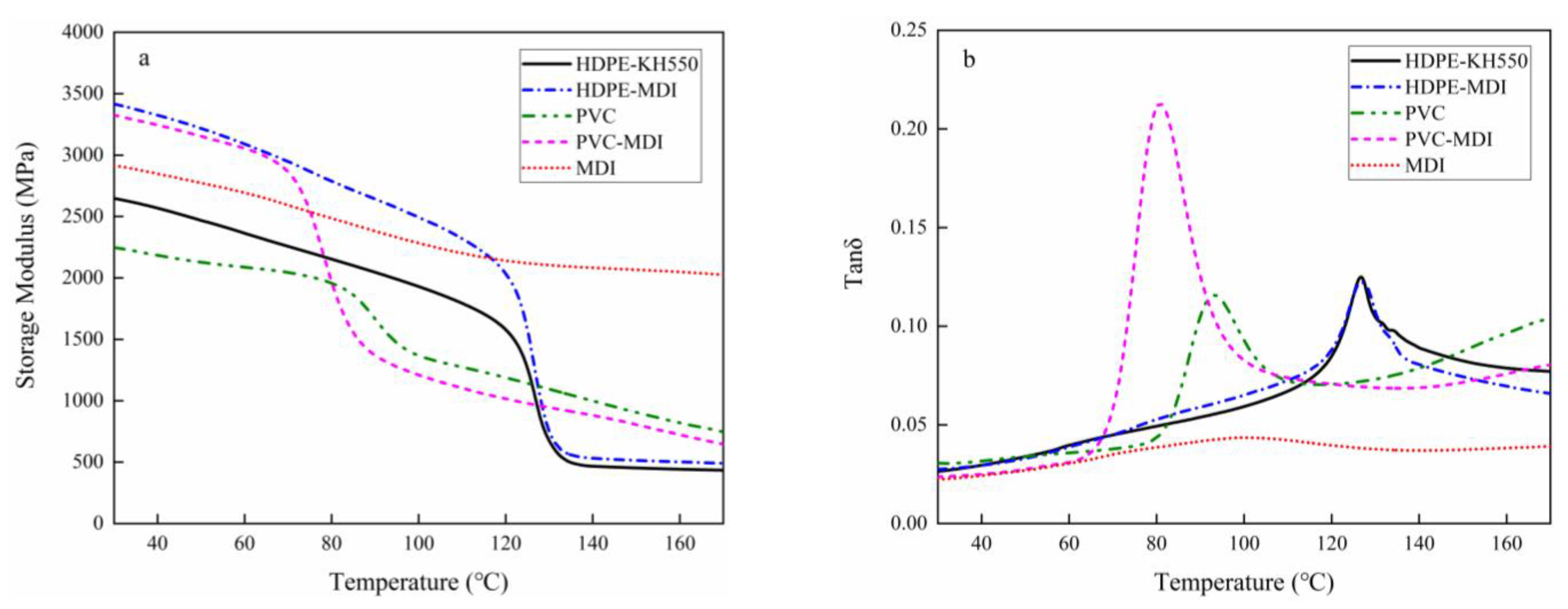
3.2. Dynamic Mechanical Analysis of VPC
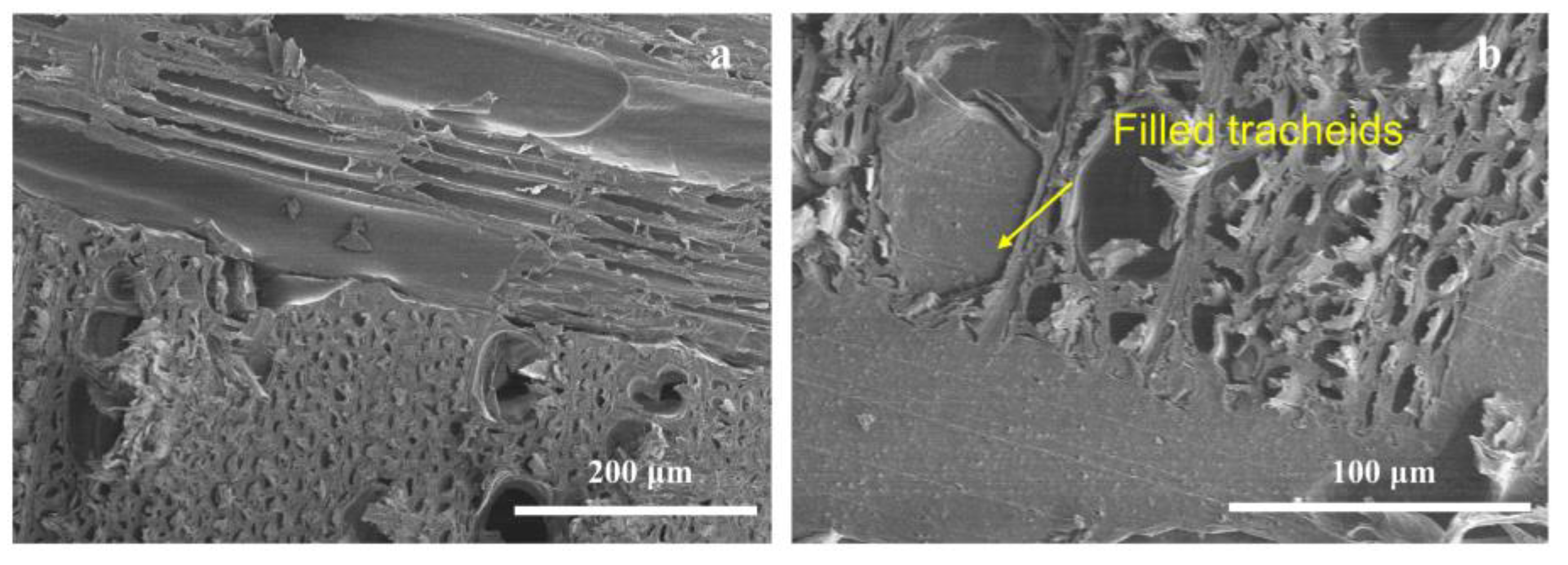
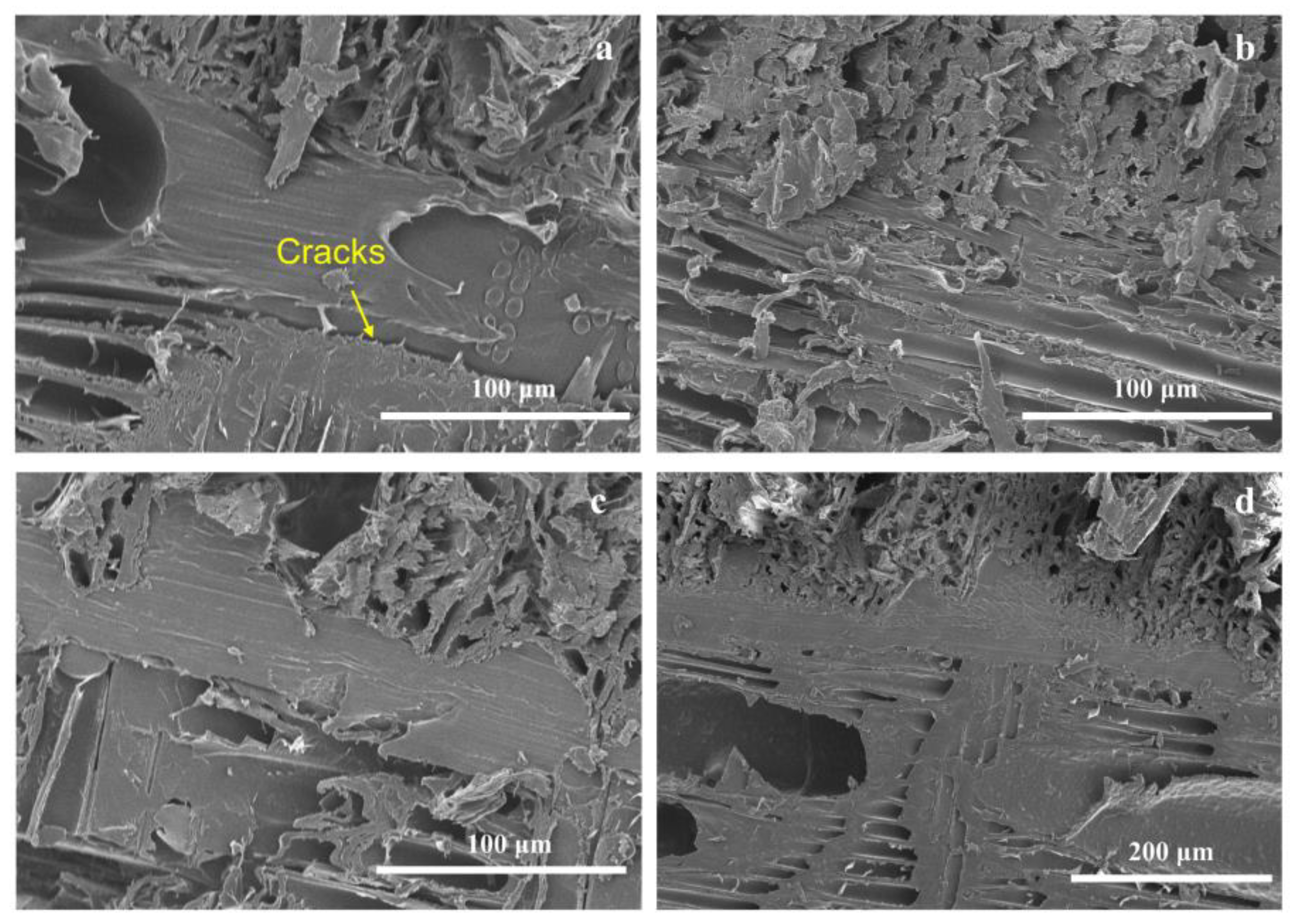
3.3. Morphological Structure of VPC
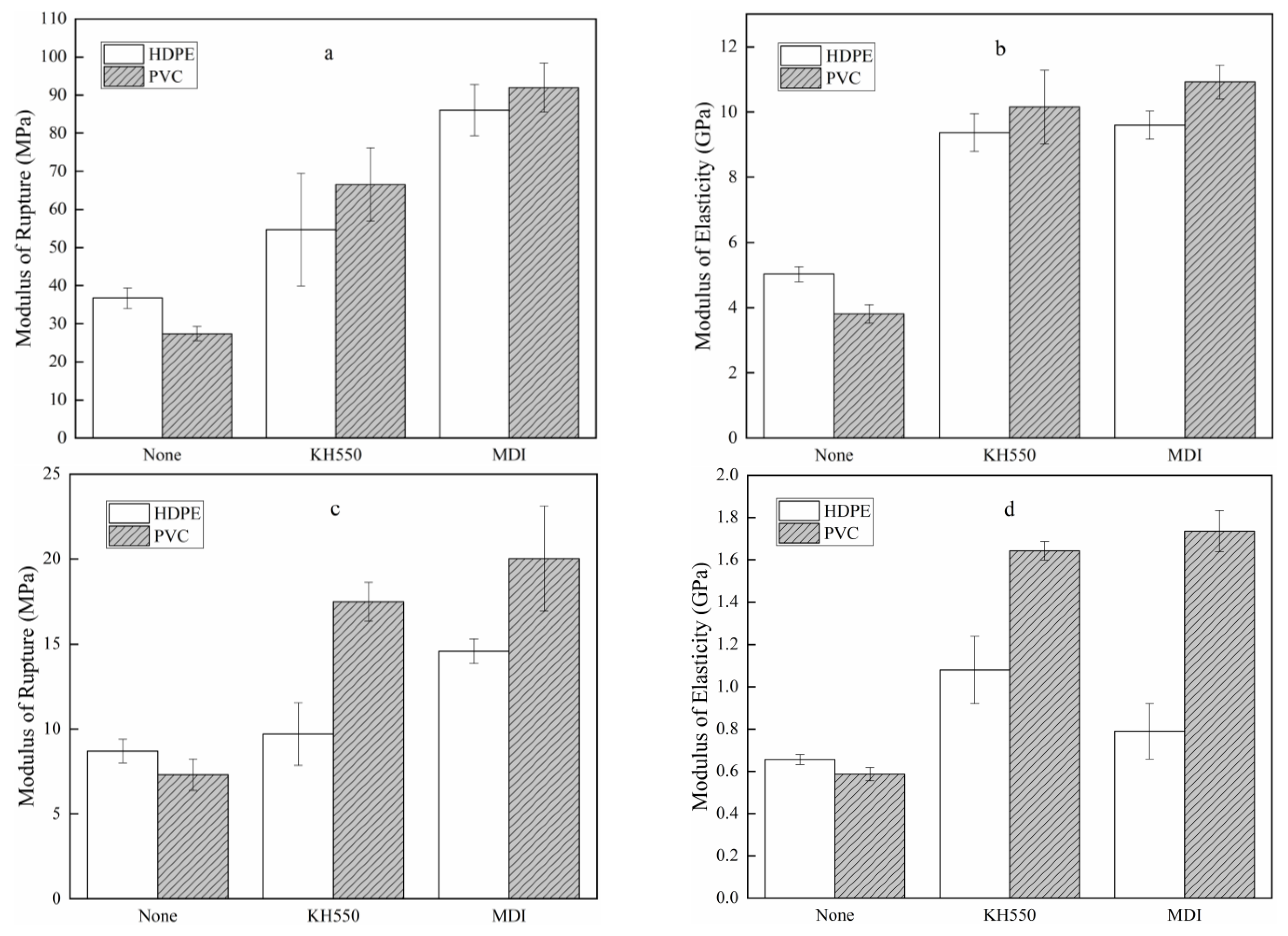
3.4. Mechanical Properties of OSPC
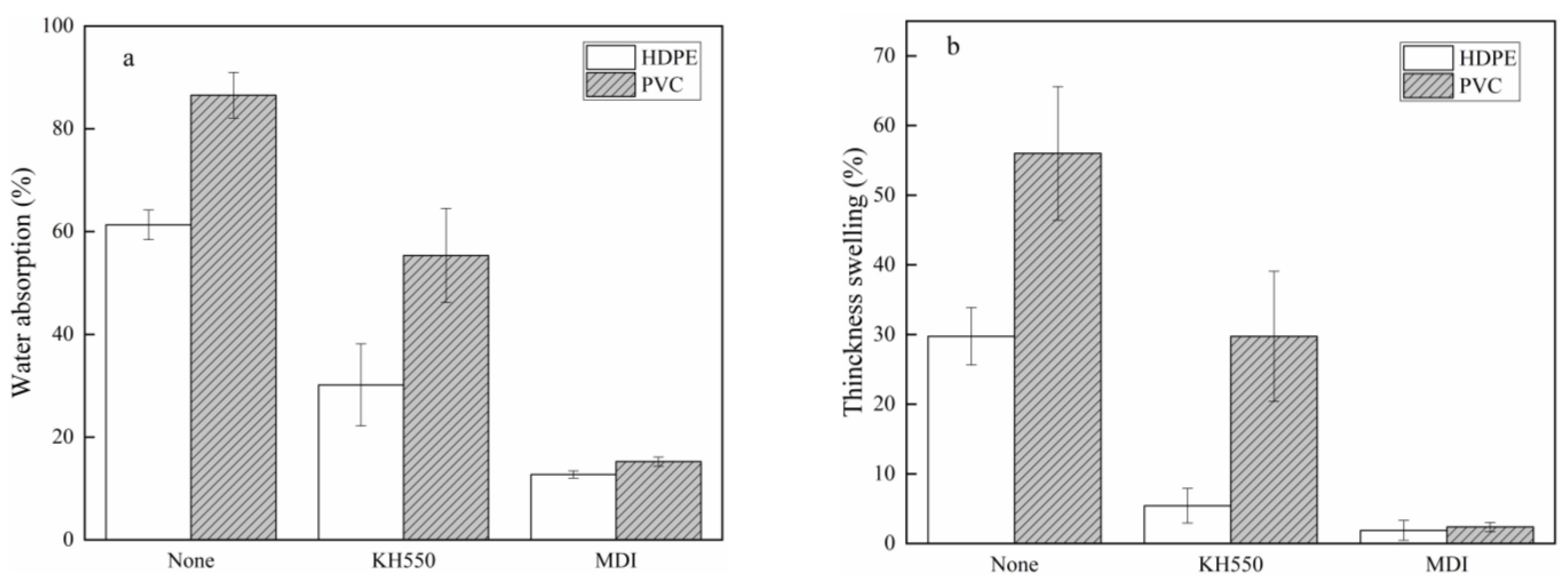
3.5. OSPC Dimensional Stability
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sohn, J.S.; Cha, S.W. Effect of Chemical Modification on Mechanical Properties of Wood-Plastic Composite Injection-Molded Parts. Polymers 2018, 10, 1391. [Google Scholar] [CrossRef] [Green Version]
- Feng, C.X.; Li, Z.W.; Wang, Z.Y.; Wang, B.R.; Wang, Z. Optimizing torque rheometry parameters for assessing the rheological characteristics and extrusion processability of wood plastic composites. J. Thermoplast. Compos. Mater. 2019, 32, 123–140. [Google Scholar] [CrossRef]
- Qi, C.S.; Yadama, V.; Guo, K.Q.; Wolcott, M.P. Preparation and properties of oriented sorghum-thermoplastic composites using flat hot-pressing technology. J. Reinf. Plast. Compos. 2015, 34, 1241–1252. [Google Scholar] [CrossRef]
- Qi, C.; Wang, J.; Yadama, V. Heat Transfer Modeling of Oriented Sorghum Fibers Reinforced High-Density Polyethylene Film Composites during Hot-Pressing. Polymers 2021, 13, 3631. [Google Scholar] [CrossRef]
- Ashori, A. Wood-plastic composites as promising green-composites for automotive industries! Bioresour. Technol. 2008, 99, 4661–4667. [Google Scholar] [CrossRef] [PubMed]
- Gao, X.; Li, Q.; Cheng, W.; Han, G.; Xuan, L. Effects of moisture content, wood species, and form of raw materials on fiber morphology and mechanical properties of wood fiber-HDPE composites. Polym. Compos. 2018, 39, 3236–3246. [Google Scholar] [CrossRef] [Green Version]
- Youssef, P.; Zahran, K.; Nassar, K.; Darwish, M.; El Haggar, S. Manufacturing of Wood-Plastic Composite Boards and Their Mechanical and Structural Characteristics. J. Mater. Civ. Eng. 2019, 31, 04019232. [Google Scholar] [CrossRef]
- Luedtke, J.; Gaugler, M.; Grigsby, W.J.; Krause, A. Understanding the development of interfacial bonding within PLA/wood-based thermoplastic sandwich composites. Ind. Crop. Prod. 2019, 127, 129–134. [Google Scholar] [CrossRef]
- Umar, K.; Yaqoob, A.; Ibrahim, M.; Parveen, T.; Safian, M. Environmental applications of smart polymer composites. Smart Polym. Nanocompos. Biomed. Environ. Appl. 2020, 15, 295–320. [Google Scholar]
- Liu, Y.A.; Li, X.M.; Wang, W.H.; Sun, Y.A.; Wang, H.G. Decorated wood fiber/high density polyethylene composites with thermoplastic film as adhesives. Int. J. Adhes. Adhes. 2019, 95, 102391. [Google Scholar] [CrossRef]
- Bekhta, P.; Müller, M.; Hunko, I. Properties of Thermoplastic-Bonded Plywood: Effects of the Wood Species and Types of the Thermoplastic Films. Polymers 2020, 12, 2582. [Google Scholar] [CrossRef] [PubMed]
- Stadlmann, A.; Mautner, A.; Pramreiter, M.; Bismarck, A.; Muller, U. Interfacial Adhesion and Mechanical Properties of Wood-Polymer Hybrid Composites Prepared by Injection Molding. Polymers 2021, 13, 2849. [Google Scholar] [CrossRef]
- Gaugler, M.; Luedtke, J.; Grigsby, W.J.; Krause, A. A new methodology for rapidly assessing interfacial bonding within fibre-reinforced thermoplastic composites. Int. J. Adhes. Adhes. 2019, 89, 66–71. [Google Scholar] [CrossRef]
- Cavdar, A.D.; Kalaycioglu, H.; Mengeloglu, F. Tea mill waste fibers filled thermoplastic composites: The effects of plastic type and fiber loading. J. Reinf. Plast. Compos. 2011, 30, 833–844. [Google Scholar] [CrossRef]
- Yanez-Pacios, A.J.; Martin-Martinez, J.M. Surface modification and improved adhesion of wood-plastic composites (WPCs) made with different polymers by treatment with atmospheric pressure rotating plasma jet. Int. J. Adhes. Adhes. 2017, 77, 204–213. [Google Scholar] [CrossRef]
- Fang, L.; Xiong, X.Q.; Wang, X.H.; Chen, H.; Mo, X.F. Effects of surface modification methods on mechanical and interfacial properties of high-density polyethylene-bonded wood veneer composites. J. Wood Sci. 2017, 63, 65–73. [Google Scholar] [CrossRef] [Green Version]
- Qi, C.; Guo, K. Effects of thermal treatment and maleic anhydride-grafted polyethylene on the interfacial shear stress between cotton stalk and high-density polyethylene. In Proceedings of the 2012 International Conference on Biobase Material Science and Engineering, Changsha, China, 21–23 October 2012; pp. 91–95. [Google Scholar]
- Yanez-Pacios, A.J.; Martin-Martinez, J.M. Improved Surface and Adhesion Properties of Wood-Polyethylene Composite by Treatment with Argon-Oxygen Low Pressure Plasma. Plasma Chem. Plasma Process. 2018, 38, 871–886. [Google Scholar] [CrossRef]
- Xiao, F.; Zhu, L.Z.; Yu, L.L. Evaluation of interfacial compatibility in wood flour/polypropylene composites by using dynamic thermomechanical analysis. Polym. Compos. 2020, 41, 3606–3614. [Google Scholar] [CrossRef]
- Qi, C.S.; Guo, K.Q.; Liu, Y.Y. Preparation and properties of cotton stalk bundles and high-density polyethylene composites using hot-press molding. J. Reinf. Plast. Compos. 2012, 31, 1017–1024. [Google Scholar] [CrossRef]
- Rao, J.; Zhou, Y.; Fan, M. Revealing the Interface Structure and Bonding Mechanism of Coupling Agent Treated WPC. Polymers 2018, 10, 266. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Guo, L.; Wang, W.; Sun, Y.; Wang, H. Modifying wood veneer with silane coupling agent for decorating wood fiber/high-density polyethylene composite. Constr. Build. Mater. 2019, 224, 691–699. [Google Scholar] [CrossRef]
- Yu, T.; Hu, C.Q.; Chen, X.J.; Li, Y. Effect of diisocyanates as compatibilizer on the properties of ramie/poly(lactic acid) (PLA) composites. Compos. Part A Appl. Sci. Manuf. 2015, 76, 20–27. [Google Scholar] [CrossRef]
- Seo, Y.R.; Bae, S.U.; Gwon, J.; Wu, Q.L.; Kim, B.J. Effects of Methylenediphenyl 4,4′-Diisocyanate and Maleic Anhydride as Coupling Agents on the Properties of Polylactic Acid/Polybutylene Succinate/Wood Flour Biocomposites by Reactive Extrusion. Materials 2020, 13, 1660. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Khamedi, R.; Hajikhani, M.; Ahmaditabar, K. Investigation of maleic anhydride effect on wood plastic composites behavior. J. Compos. Mater. 2019, 53, 1955–1962. [Google Scholar] [CrossRef]
- Yuan, Q.; Wu, D.Y.; Gotama, J.; Bateman, S. Wood fiber reinforced polyethylene and polypropylene composites with high modulus and impact strength. J. Thermoplast. Compos. Mater. 2008, 21, 195–208. [Google Scholar] [CrossRef] [Green Version]
- Cao, J.-X.; Liu, W.; Zhang, T.; Zhang, L. Preparation and characterization of eucalyptus wood flour/polypropylene composites by subcritical ethanol and 3-Aminopropyltriethoxysilane as cosolvent. Polym. Compos. 2018, 39, 3594–3604. [Google Scholar] [CrossRef]
- Gregorova, A.; Hrabalova, M.; Wimmer, R.; Saake, B.; Altaner, C. Poly(lactide acid) composites reinforced with fibers obtained from different tissue types ofPicea sitchensis. J. Appl. Polym. Sci. 2009, 114, 2616–2623. [Google Scholar] [CrossRef]
- Li, Q.; Shen, F.; Ji, J.; Zhang, Y.; Muhammad, Y.; Huang, Z.; Hu, H.; Zhu, Y.; Qin, Y. Fabrication of graphite/MgO-reinforced poly(vinyl chloride) composites by mechanical activation with enhanced thermal properties. RSC Adv. 2019, 9, 2116–2124. [Google Scholar] [CrossRef] [Green Version]
- Ratanawilai, T.; Taneerat, K. Alternative polymeric matrices for wood-plastic composites: Effects on mechanical properties and resistance to natural weathering. Constr. Build. Mater. 2018, 172, 349–357. [Google Scholar] [CrossRef]
- Englund, K.; Villechevrolle, V. Flexure and Water Sorption Properties of Wood Thermoplastic Composites Made with Polymer Blends. J. Appl. Polym. Sci. 2011, 120, 1034–1039. [Google Scholar] [CrossRef]
- Wang, H.; Chang, R.; Sheng, K.C.; Adl, M.; Qian, X.Q. Impact Response of Bamboo-Plastic Composites with the Properties of Bamboo and Polyvinylchloride (PVC). J. Bionic Eng. 2008, 5, 28–33. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Products | Factors | Materials | Coupling Agent Content |
|---|---|---|---|
| VPC | Coupling agent | None | 60.0 g/m2 |
| MDI | |||
| KH550 | |||
| Thermoplastic type | HDPE | ||
| LDPE | |||
| PP | |||
| PVC | |||
| OSPC | Coupling agent | None | 2.0 wt% |
| MDI | |||
| KH550 | |||
| Thermoplastic type | HDPE | ||
| PVC |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shen, Z.; Ye, Z.; Li, K.; Qi, C. Effects of Coupling Agent and Thermoplastic on the Interfacial Bond Strength and the Mechanical Properties of Oriented Wood Strand–Thermoplastic Composites. Polymers 2021, 13, 4260. https://doi.org/10.3390/polym13234260
Shen Z, Ye Z, Li K, Qi C. Effects of Coupling Agent and Thermoplastic on the Interfacial Bond Strength and the Mechanical Properties of Oriented Wood Strand–Thermoplastic Composites. Polymers. 2021; 13(23):4260. https://doi.org/10.3390/polym13234260
Chicago/Turabian StyleShen, Ziling, Zhi Ye, Kailin Li, and Chusheng Qi. 2021. "Effects of Coupling Agent and Thermoplastic on the Interfacial Bond Strength and the Mechanical Properties of Oriented Wood Strand–Thermoplastic Composites" Polymers 13, no. 23: 4260. https://doi.org/10.3390/polym13234260
APA StyleShen, Z., Ye, Z., Li, K., & Qi, C. (2021). Effects of Coupling Agent and Thermoplastic on the Interfacial Bond Strength and the Mechanical Properties of Oriented Wood Strand–Thermoplastic Composites. Polymers, 13(23), 4260. https://doi.org/10.3390/polym13234260