1. Introduction
Additive manufacturing (AM) represents a versatile set of technologies that can be used conveniently in product development. All parts are manufactured layer by layer directly from the digital 3D data [
1,
2]. AM comprises a wide range of technologies, materials, and according to ISO 17296-2: 2015, they can be categorised in the following seven groups vat photopolymerisation (VP), material jetting (MJ), binder jetting (BJ), powder bed fusion (PBF), material extrusion (ME), direct energy deposition (DED), and sheet lamination (SL) [
3]. Each of these categories contains more than one manufacturing technology. Due to this fact, there is a wide range of available materials such as plastic, metals, and ceramics in liquid, powder, or solid-state [
2,
4]. The AM process can produce prototypes, tools, and fully functional parts. Besides engineering applications, AM technologies are interdisciplinary and are used in many fields such as medicine, architecture, archaeology [
5,
6], and many others.
Fused filament fabrication (FFF) or fused deposition modelling (FDM) is a ME technique that uses molten thermoplastic materials to produce parts. As an advantage, FFF disposes of a wide variety of materials from conventional to high-performance polymers with various equipment designs and performances [
7].
A drawback of FFF is that the part’s performance is highly influenced by print orientation. For this reason, printed parts are characterised by high anisotropy, and depending on the load direction or the part’s growth direction (z-direction), the behaviour under stress can vary significantly [
8]. This downside has led to the need to develop new specimens that better describe the properties of additively manufactured parts. Watschke et al. (2018) developed such samples to characterise the layer bond quality for ME [
9].
The appearance of multi-material extrusion systems introduced new opportunities in 3D printing, boosting the quality of the parts (e.g., by using soluble support structure) or the part’s performance under stress (e.g., by producing multi-material components) [
10] and has led to new research in the layer bond formation of parts made of similar and dissimilar materials [
11]. Besides these, introducing composite materials (e.g., particle reinforced, short carbon, glass, or aramid fibre reinforced) improved the mechanical properties, giving more stability to the components [
8,
10,
12].
The development of co-extrusion equipment allowed parts’ reinforcement with continuous fibres of glass, aramid, or carbon. This way, the mechanical properties of the component produced via FFF registered a significant performance improvement [
7,
12,
13], but implies the acquisition of new hardware.
Besides co-extrusion printing, the use of core-shell filaments was explored, which can be used on conventional FFF 3D printers.
Peng et al. (2018) studied the impact resistance of 3D printed samples made of a bisphenol-A PC core and an ionomer of partially zinc-neutralised polyethene-co- methacrylic acid shell filament produced via conventional extrusion. They concluded that a simple core-shell filament enhances the impact performance by generating new pathways to energy dissipation [
14].
The research was continued and in 2019 by studying the tensile properties and impact resistance of filaments with a PC-ABS blend core, with low-density polyethene (LDPE) and high-density polyethene (HDPE) shell produced via screw extrusion. The results show a change in the mechanical properties from brittle, for the PC-ABS material, to a ductile behaviour for the core-shell materials for the tensile test. As for the impact test, samples made from the same filament led to a significant improvement [
15].
Ai et al. (2021) extended the work from [
15] by studying the dimensional accuracy of core-shell filaments of bisphenol-A PC, copolymer PC (cPC), or PC-ABS core and HDPE shell produced in the same way. Through a higher solidification point, the core acts as a reinforcement, and the shell, due to the lower solidification temperature, offers increased mobility between printed cores, improving the mechanical properties [
16].
Hart et al. (2020) studied a different approach of producing core-shell filaments with a PC core and ABS shell via thermal drawing of a FFF 3D printed preform. The study covered the impact performance of core-shell filaments with different core designs, from a star shape to a simple circle. The study shows that thermal drawing is a potential solution for manufacturing a high-performance filament for FFF [
17].
This paper aimed to study the feasibility of producing a FFF core-shell filament for research purposes using a dual-extrusion 3D printer. The study covered the design of the filaments and printing process with a PC core and ABS shell with different material ratios. In addition, through a Taguchi L9 experimental matrix, the influence of other printing process parameters was studied. These were nozzle input geometry, extrusion temperature, and layer height. Overall, the most significant factor over sample strength is the ratio of the materials. The tensile test result showed that the sample’s behaviour could transition from ductile to brittle depending on PC–ABS ratios. Multi-material 3D printing can be an accessible solution for developing new filaments with a specific structure for research purposes.
3. Results
The results include the study of extruded material homogeneity and the specimens’ tensile strength resulting from the experimental plan with their response discussion. As a result, the main factors of influence were analysed using graphical representation and variance of the responses of the mechanical test. In the end, the fidelity of the linear regression model was validated through empirical trials.
3.1. Mixing Degree Performance
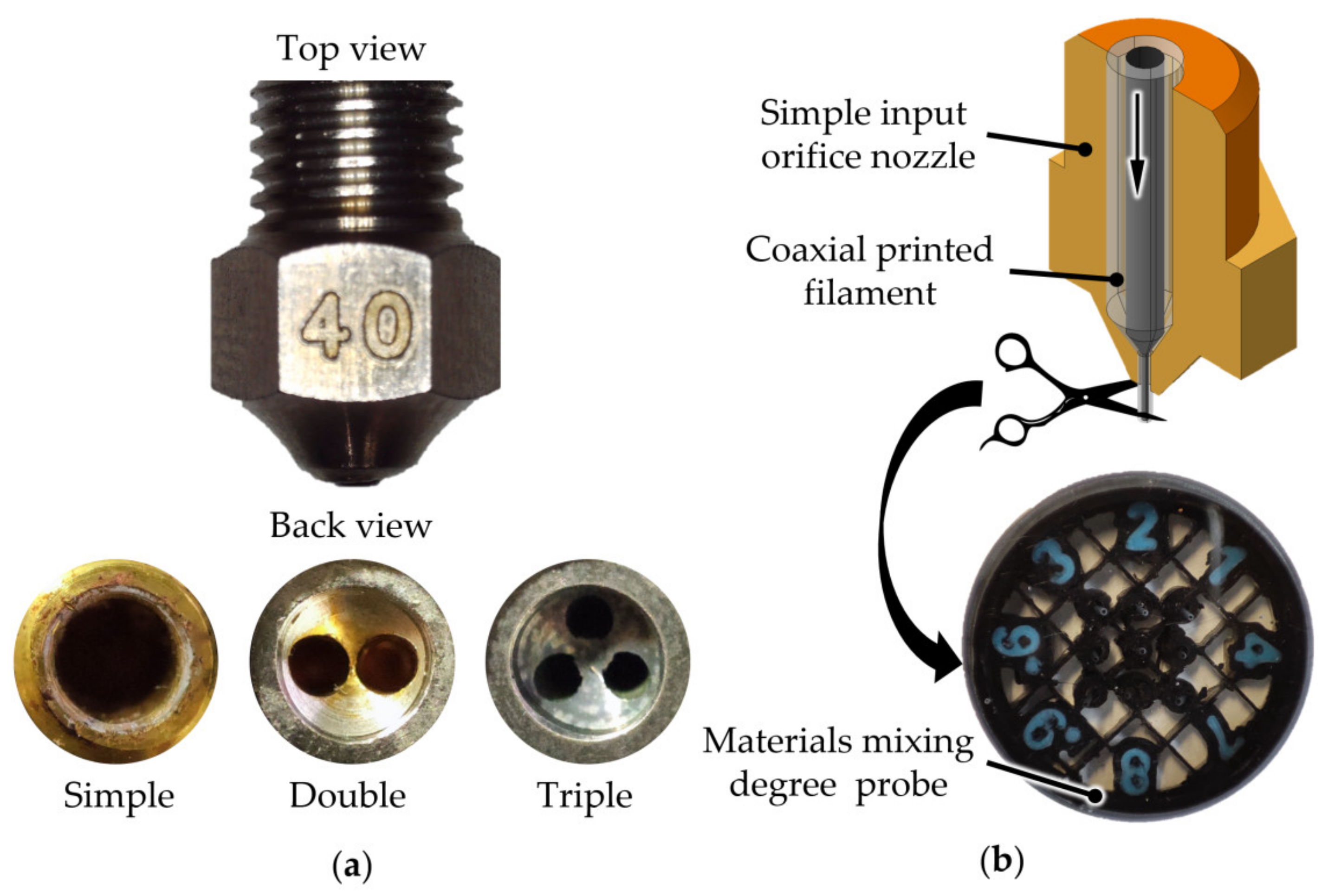
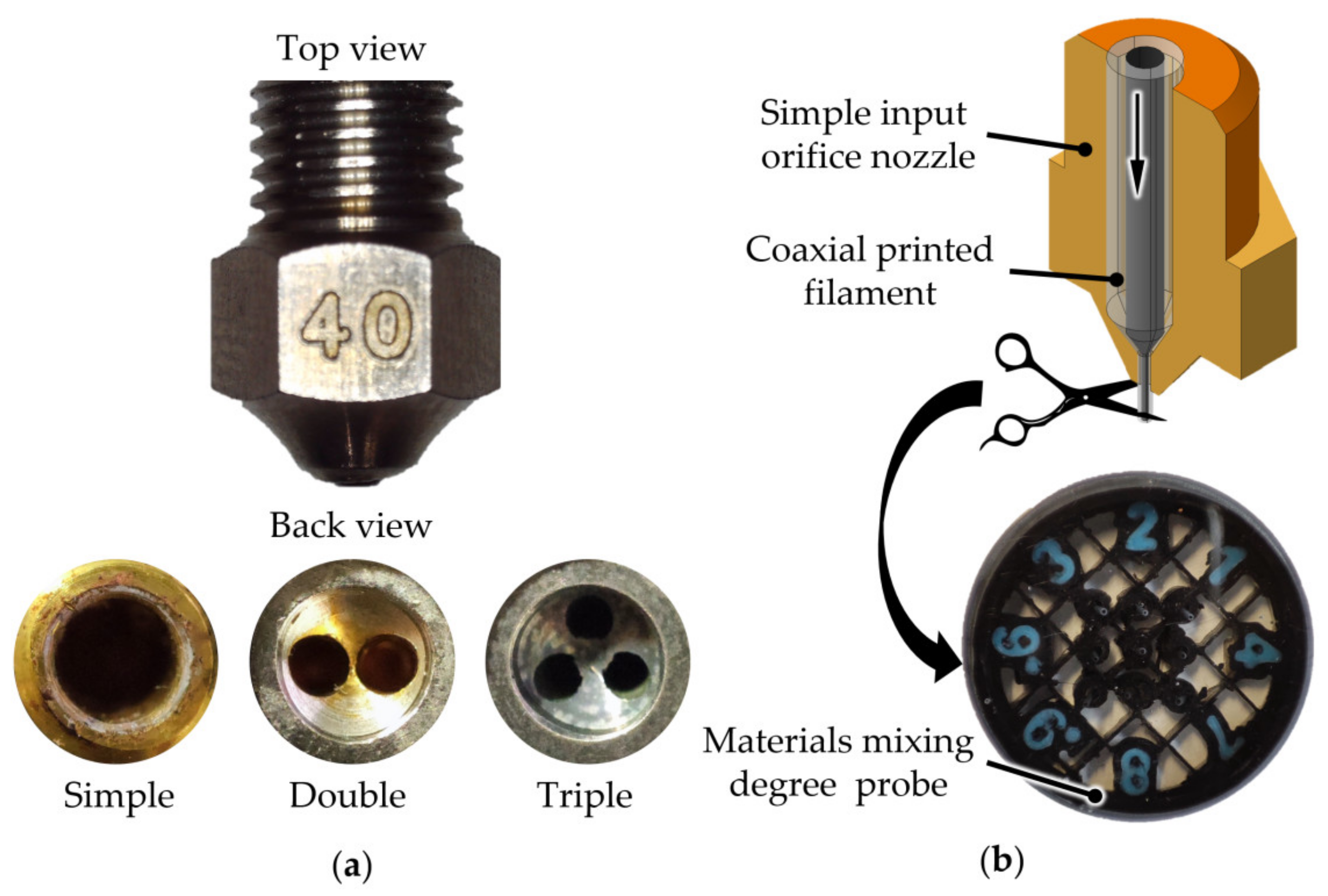
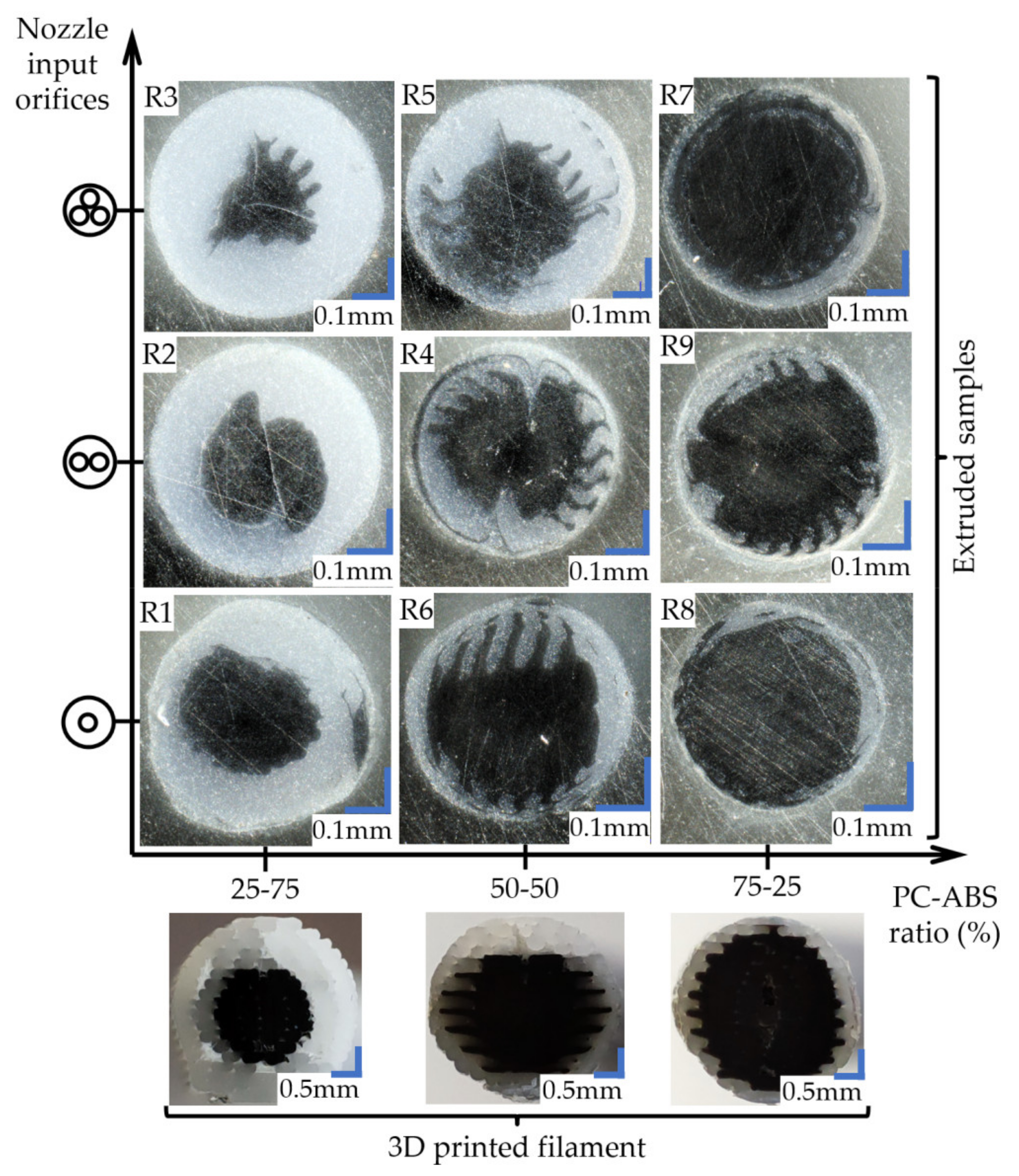
The extruded wires were evaluated under a microscope (
Figure 3) to appreciate the influence of the extrusion temperature and nozzle input geometry over the PC distribution in the ABS mass.
In the case of samples extruded through the nozzle with simple geometry, it can be observed how the extruded section preserves the structure of the input filament regarding the core-shell concentricity and cross-section aspect. The “zig-zag” pattern was kept between layers even after forcing the material through the nozzle (
Figure 3). Furthermore, even with a temperature increase, the proportions of the filament’s cross-section were kept with no noticeable mixing between materials. This aspect suggests that the structure of the 3D printed filament can be maintained during the entire printing process.
Samples extruded through the nozzle with two input orifices showed deformation of the filament’s initial cross-section, giving the PC core more spread in the ABS. In the case of the R2 sample made of 25PC-75ABS and extruded at 255 °C (
Figure 3), the two halves of the initial “circular” core glide, resulting in a double snail cam profile. Even so, the core-shell aspect of the materials was preserved for all three extrusion temperatures. Regarding mixing homogeneity, no significant fuse between materials was observed.
The filaments extruded via the nozzle with three input orifices displayed the highest deformation of the PC core from the initial shape. For the 25PC-75ABS material extruded at 260 °C, the core deformed in a triangular shape (
Figure 3). The 50PC-50ABS material also presented a high core deformation with an irregular shape, with a higher spread in the ABS mass (
Figure 3). Overall, the core-shell form of the materials was maintained for all samples in the group.
3.2. Tensile Strength
All samples were tested in the same laboratory conditions with 58% humidity and 23 °C room temperature and at a speed of 5 mm/s. In addition, five replicates were tested for each configuration of the experimental setup, including the benchmark materials.
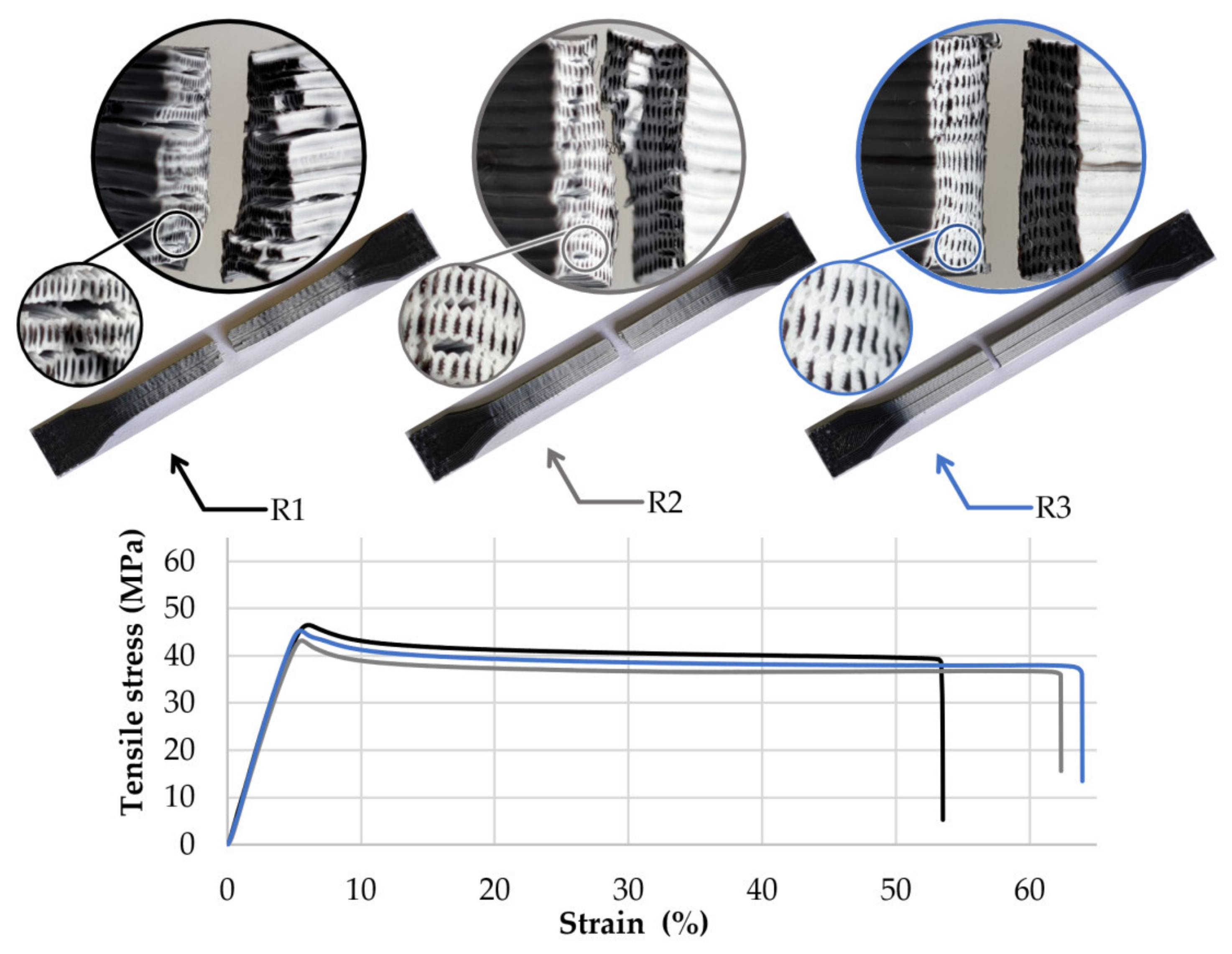
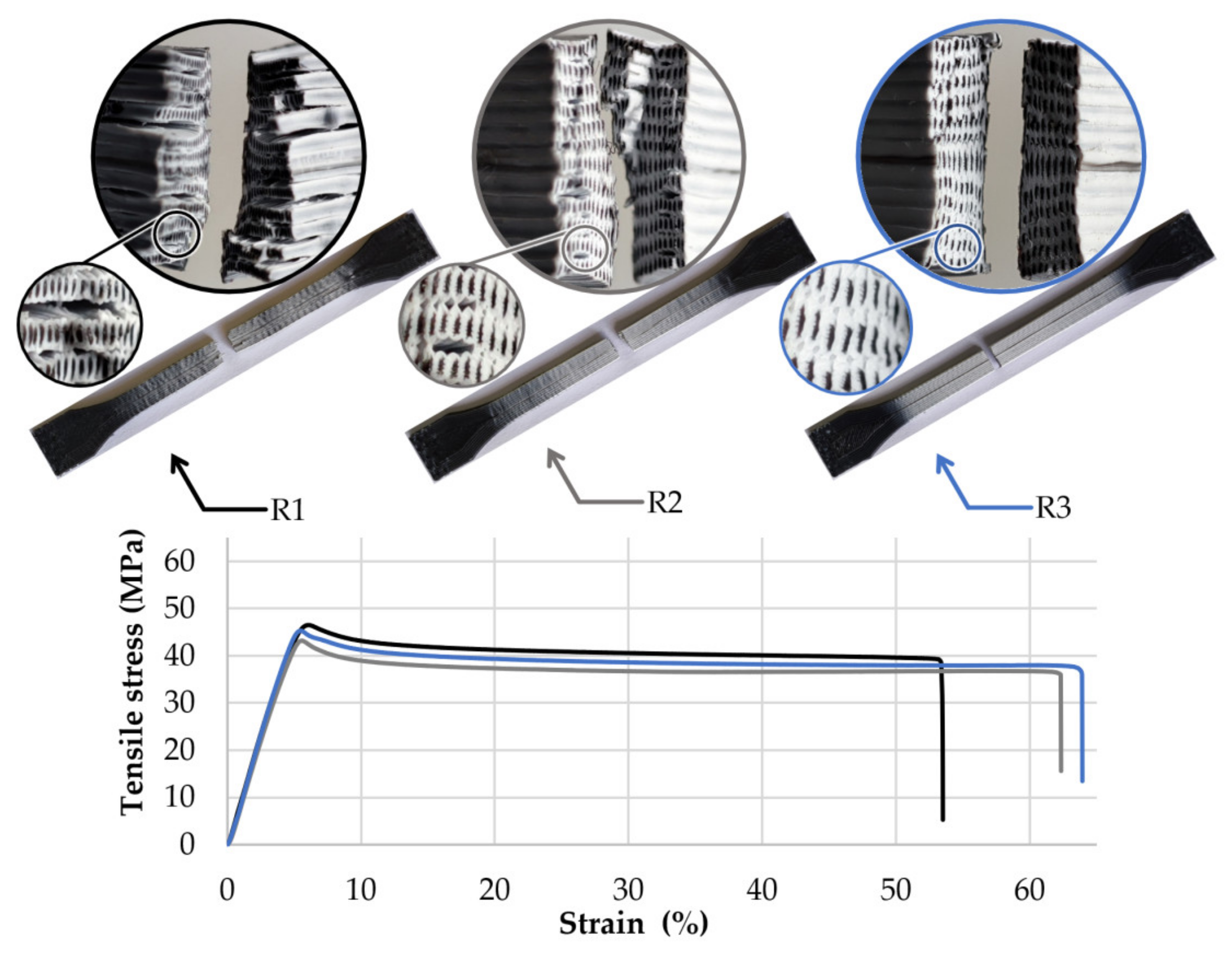
The first group of specimens made of the 25PC-75ABS filament presented similar failure behaviour (
Figure 4), characterised by average stress of 44.8 MPa and an average strain of 5.5% before the peak. After reaching the maximum stress, crazing occurred on the gauge length. All samples from this group showed a high elongation with an average of 56.0% before the final break at 35.0 MPa.
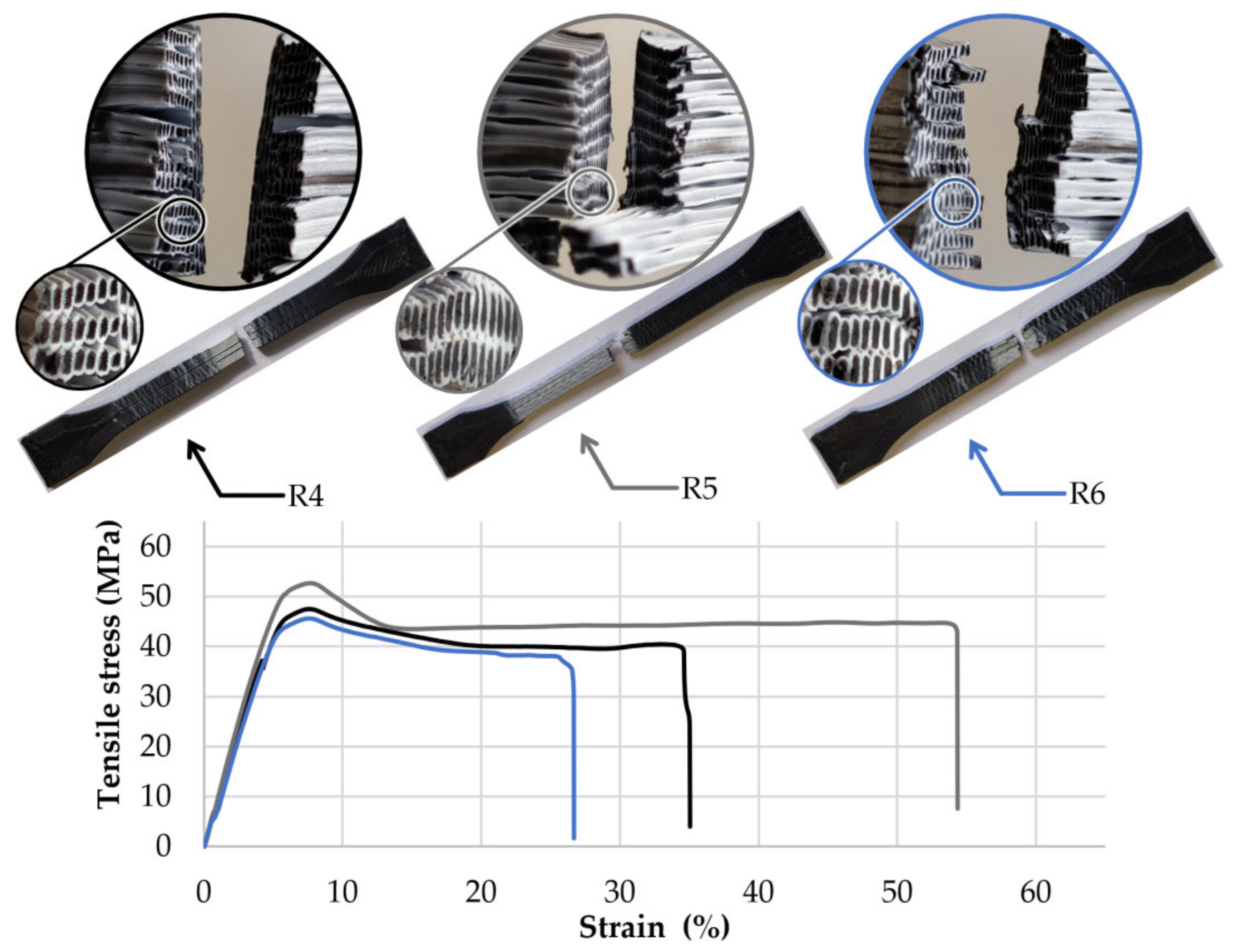
The second group of samples made of 50PC-50ABS filament showed similar breaking behaviour in each set. Their failure modes are presented in
Figure 5. Due to the higher content of PC in the filament, the average maximum stress was 49.1 MPa and 7.4% strain before the peak. On average, samples presented a maximum elongation of 23.1% and a yield strength of 38.0 MPa. As soon as the specimens exceeded the maximum stress limit, microfractures of the ABS material whitened the probes’ skin across the gauge length.
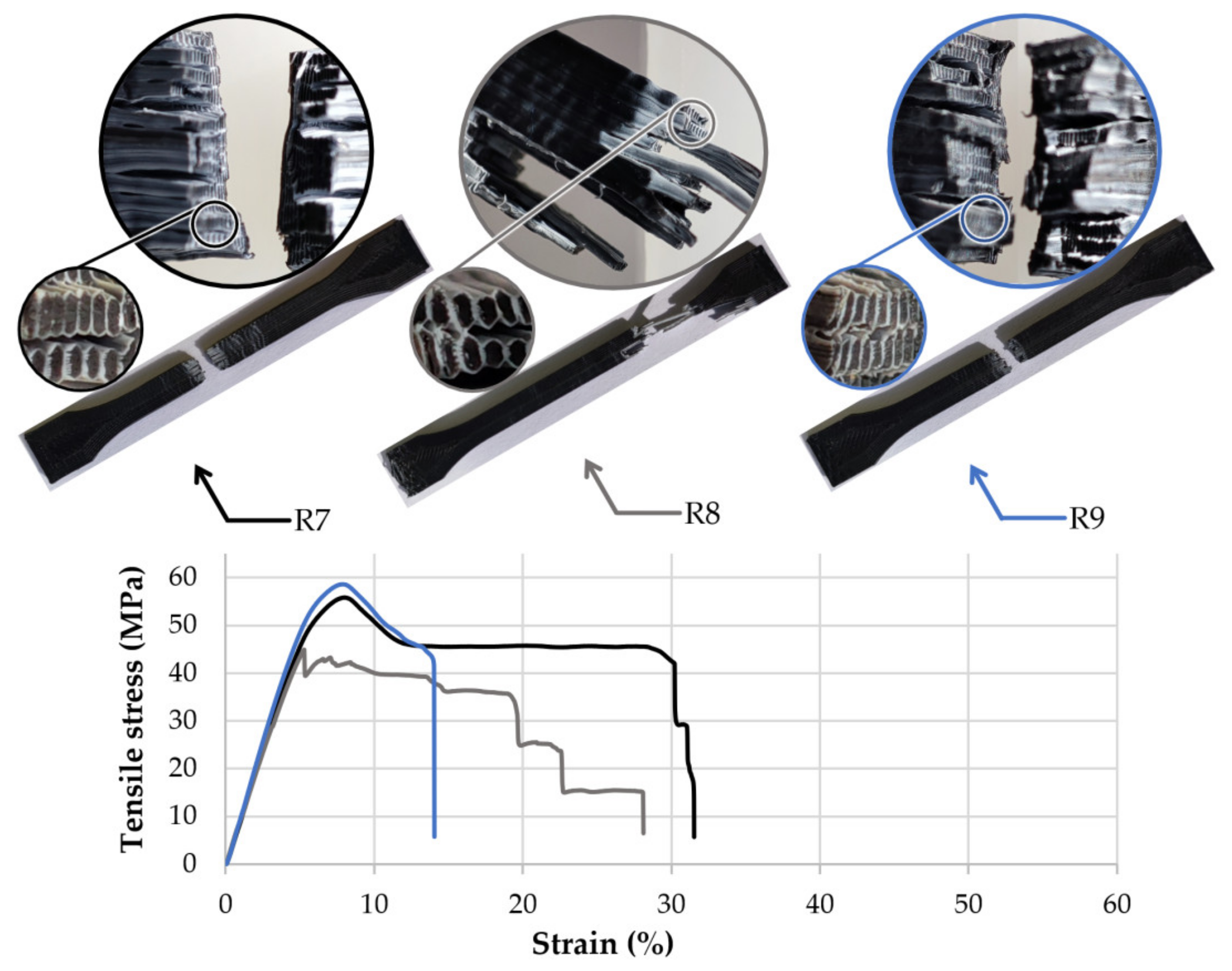
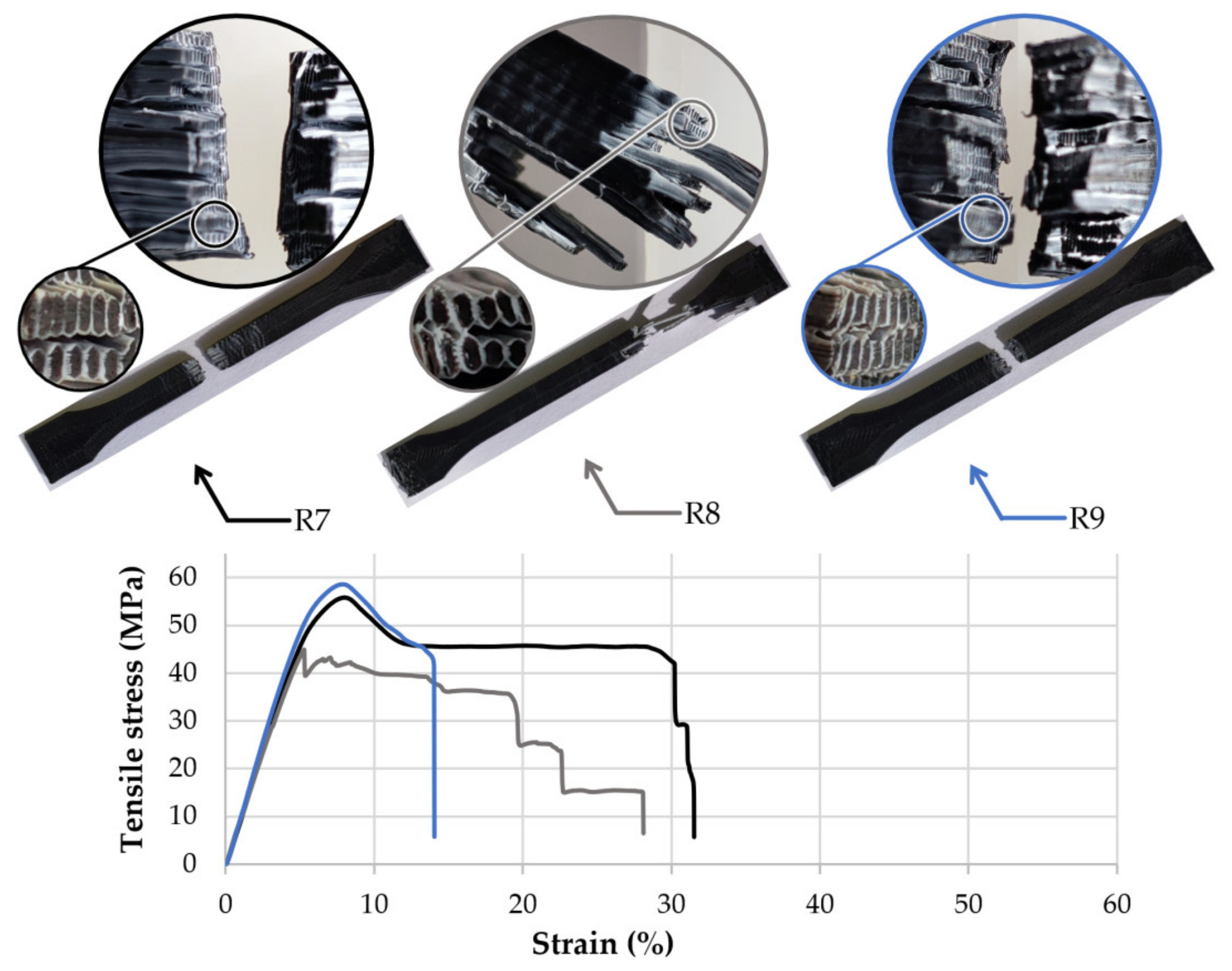
The third group of specimens made of 75PC-25ABS filament (
Figure 6) is characterised by high tensile strength of 54.6 MPa with an average elongation of 7.4%. The failure behaviour was akin in each set of samples. In the case of the R8 group with a 0.2 mm layer thickness, sample yield was outside the gauge length and in the same region of the transition radius. Possible explanations are that improper layers fuse due to low extrusion temperature (i.e., 255 °C) correlated with higher layer thickness than other specimens, or residual tension in the area where the samples’ walls merge with the solid layers. The same results were obtained after testing the second set of R8 probes with three replicates. Because of the higher PC content in the filament, all specimens in this group presented a brittle breaking behaviour characterised by higher strength and rapid failure. Again, crazing occurred but in a smaller degree due to the low ratio of ABS.
By analysing the fracture zone of the samples, it can be observed that the core-shell profile of the 3D printed filaments was maintained even after the material was pressed by the nozzle and reshaped in the form of lines (see detail views,
Figure 4,
Figure 5 and
Figure 6).
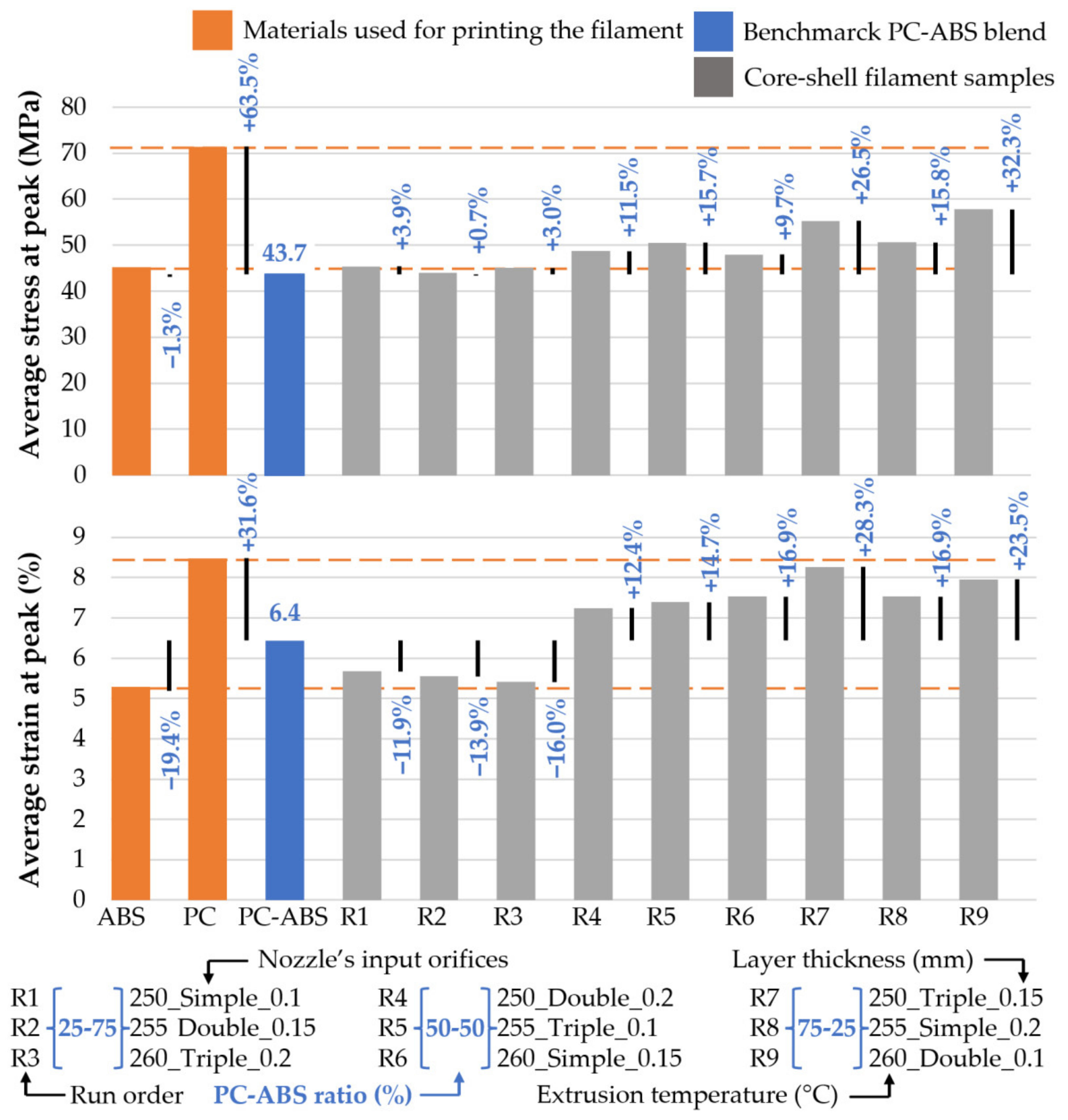
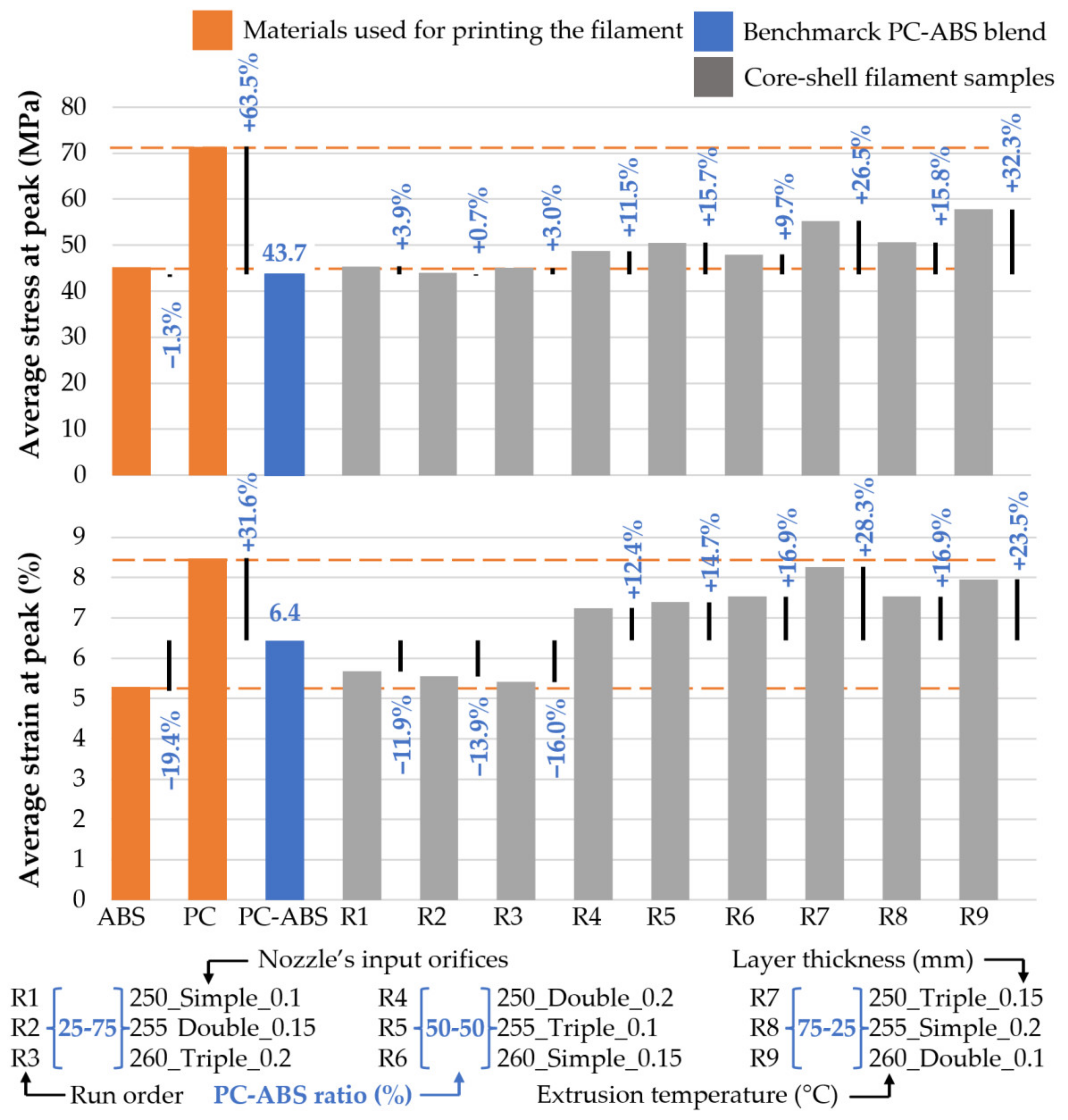
After the mechanical tests, the raw data were used to calculate the average stress and strain at peak for each group of samples, including the benchmark probes and the materials used to produce the 3D printed filaments. The results are relevant, presenting minor standard deviations. Overall, stress averages display a standard deviation included in the range (0.59, 2.32) and the strain whiting the interval (0.06, 1,18). The average results were analysed graphically using clustered column charts (
Figure 7).
In terms of tensile strength, load capacity was augmented by increased PC content in the 3D printed filament. If in the 25PC-75ABS group, the capacity to take loads increased by 3.9% (R1 set made with a 0.1 mm layer height) compared with the benchmark PC-ABS material (43.7 MPa at peak). For the specimens made of 50PC-50ABS filament, the maximum load increased by up to 15.7% (R5 group, printed with 0.1 mm layer thickness). The highest tensile strength was obtained by samples made of 75PC-25ABS, obtaining an improvement of 32.3% for R9 samples with a 0.1 mm layer height. Thus, it can be observed that besides PC-ABS ratios, the layer thickness plays a significant role load capacity undertaken of the samples.
Regarding the strain, compared to the PC–ABS blend benchmark (6.4% elongation at peak), the samples made of the 25PC-75PC showed a decrease in the maximum elongation before the peak. The best results were obtained by the R1 set of samples (printed with 0.1 mm layer thickness), having a decrease of 11.9%. On the other hand, the specimens made of 50PC-50ABS material displayed an increase in elongation at peak. The best result was obtained for the R6 group (with 0.15 mm layer height) with 16.0% improvement. The last group of samples, printed with the 75PC-25ABS material, showed an increase of 28.3% for the R7 set of specimens with a 0.15 mm layer thickness.
Overall, besides the comparison with the PC–ABS blend reference material, it can be observed that most of the results of the experimental run lay between the stress and strain values of the materials used for 3D printing the core-shell filaments (
Figure 7).
3.3. Variables Effects
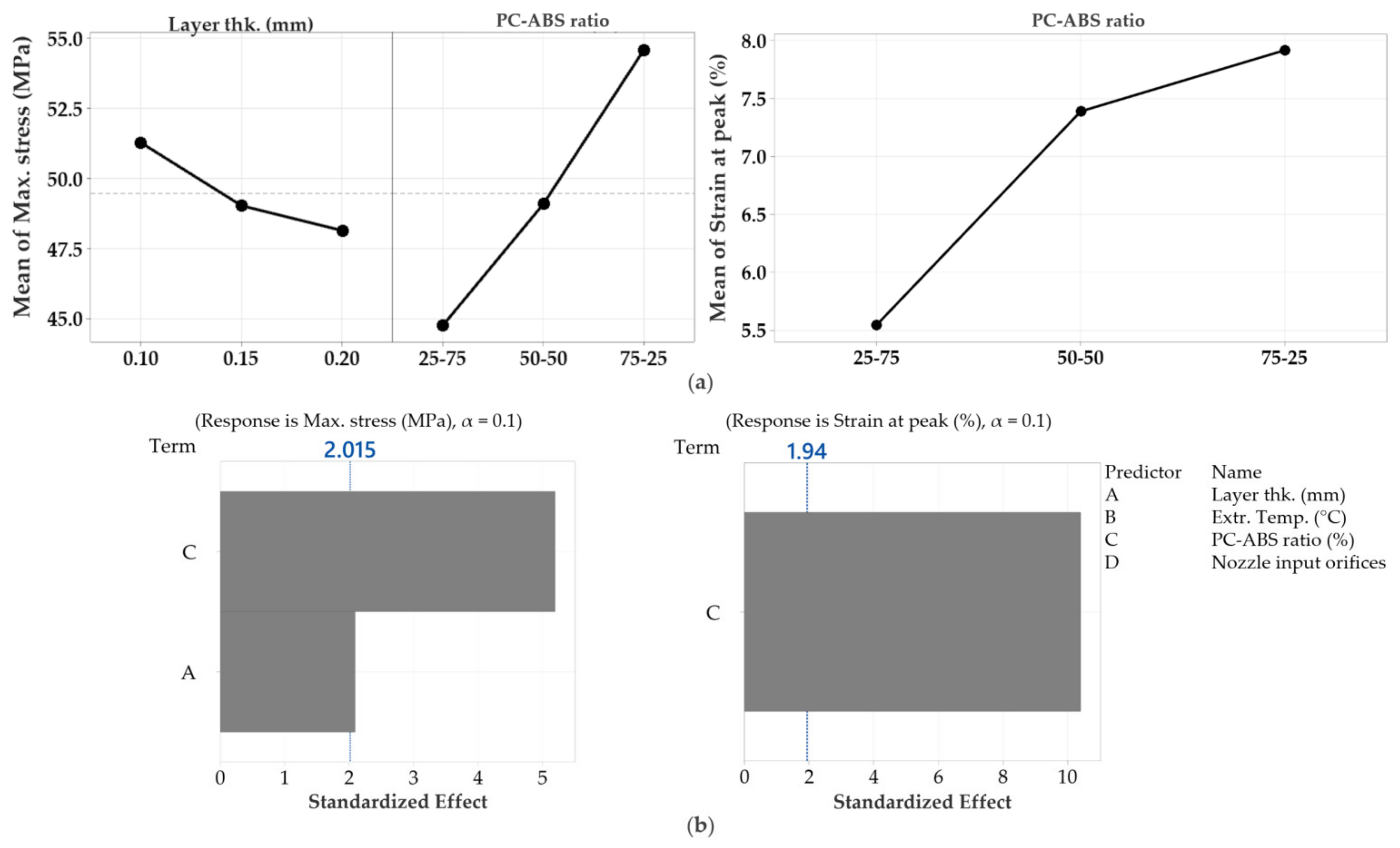
The responses obtained from the experiments were analysed using a graphical representation of the main effects and an analysis of the variance of average tensile properties. Interaction effects between controlled variables were ignored as they were minimal. The response analysis helped identify the variables that had the most significant influence over the tensile strength of the specimens.
Overall, for both responses, stress and strain, the main effect plots showed that the PC–ABS ratio had the most significant influence over the tensile properties of the specimens (
Figure 8).
The regression analysis was performed with a confidence level of 90% for both responses with the forward selection method to exclude the insignificant factors. For maximum stress, the regression equation is expressed as a function of materials ratios and layer thickness (Equation (1)) and strain as a function of materials ratios (Equation (2)),
where Lt is the Layer thickness in mm, and (25–75), (50–50), and (75–25) are the PC–ABS ratios.
3.4. Model Validation
In order to validate the regression models, three supplementary trials were conducted, which included all materials ratios, printed at a 0.2 mm layer thickness at 260 °C, and with a regular nozzle. All resulting values fit the confidence and prediction intervals with a confidence level of 95%. The prediction data and results are available in
Table 3.
4. Discussion
For the experimental setup, it was considered that the nozzles’ geometry and extrusion temperature could significantly influence the material flow behaviour and homogeneity. As a result, regardless of the PC–ABS ratios, nozzle input geometry, extrusion temperature, or layer height, the fracture zones showed the same pattern, characterised by a PC core and an ABS envelope similar to the initial core-shell structure of the 3D printed filaments (
Figure 4,
Figure 5 and
Figure 6). These facts, correlated with the microscope analysis, showed that the filaments’ core-shell profile is maintained during the 3D printing process.
Except for R2 and R3 printing setups, which registered a lower tensile strength, the average strength and strain fit into the limits of materials used for printing the core-shell filament (
Figure 7). Therefore, we assumed extrusion inconsistency or improper layer fusing affected R2 and R3 samples’ strength.
Peng et al. (2019) studied the impact and tensile properties of core-shell filaments of a PC–ABS core and an LDPE and HDPE shell produced through a normal extrusion process [
15]. The results showed that the samples’ behaviour transitioned from brittle in the PC-ABS blend to ductile with the core-shell filament. Furthermore, similar properties were obtained for the 25PC-75ABS and 50PC-50ABS samples.
Ai et al. (2021) continued the previous work [
12] by studying the dimensional accuracy of core-shell filaments of PC, cPC, or PC-ABS core and HDPE shell produced via conventional extrusion. The study highlights that the extrusion temperature does not significantly influence the tensile properties of the core-shell filaments [
17]. This statement confirms the result of the regression equations (Equations (1) and (2)).
Producing filaments via 3D printing could be a potential solution in designing and testing new material blends at affordable prices but is not free of limitations and risks.
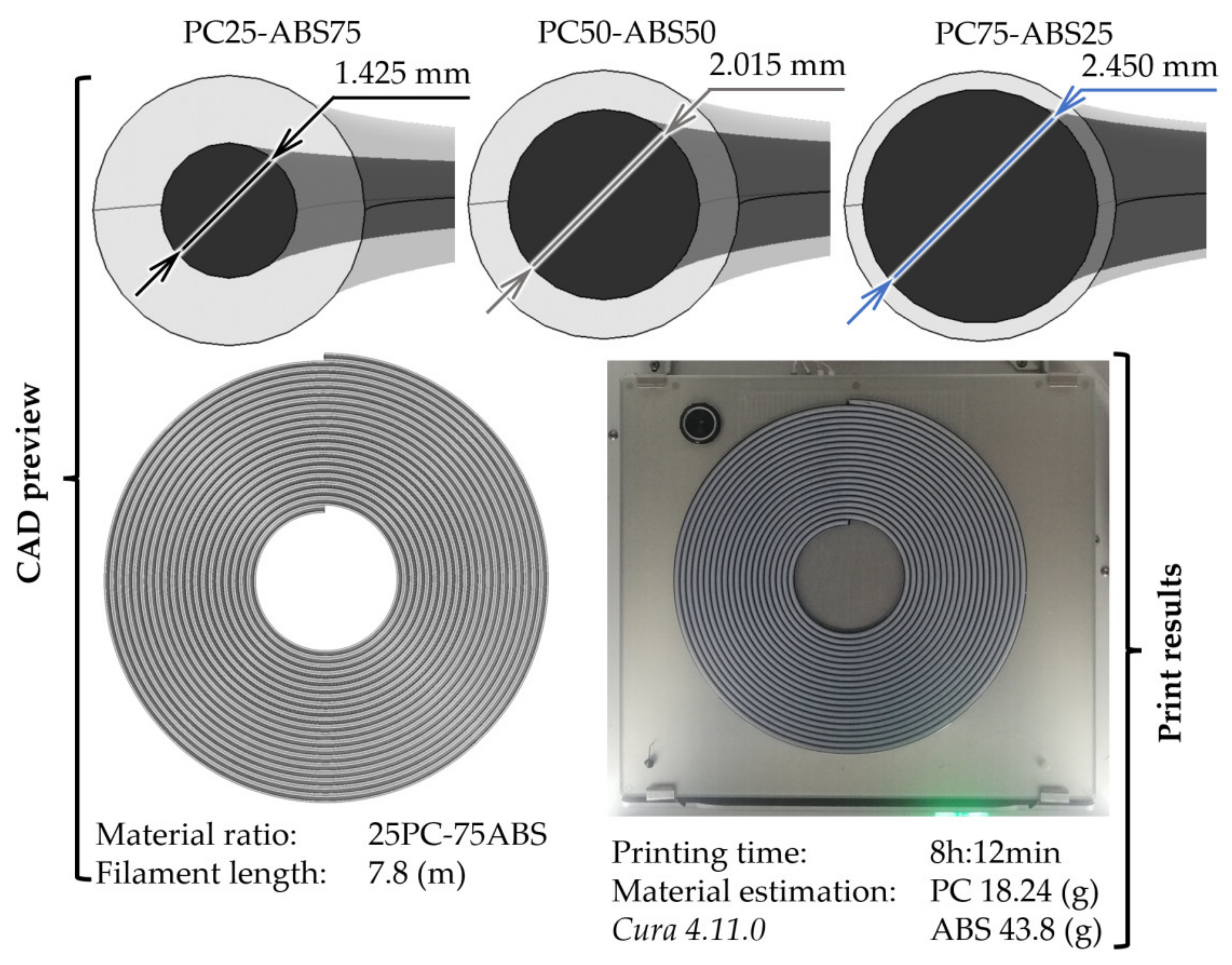
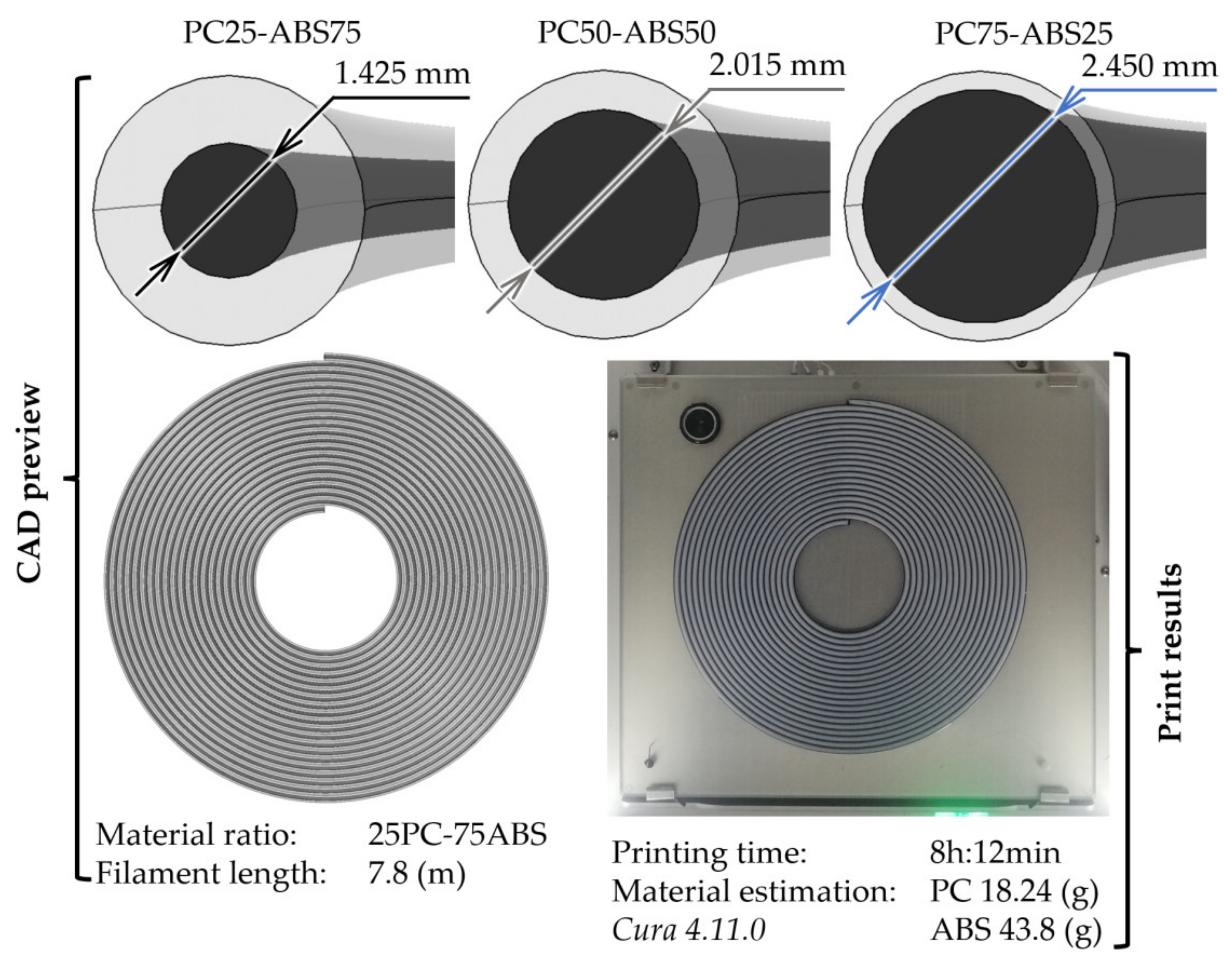
The first limitation is related to the maximum quantity of filament that can be produced in a printing process. It is dependent on printer build area (i.e., for Ultimaker 3, the maximum printable filament length was ≈8 m), and depending on the material ratios and feature size (e.g., shell thickness), smaller nozzles can be necessary (i.e., 75PC-25ABS was printed with a 0.25 mm nozzle), resulting in a higher printing time (i.e., ≈15 h).
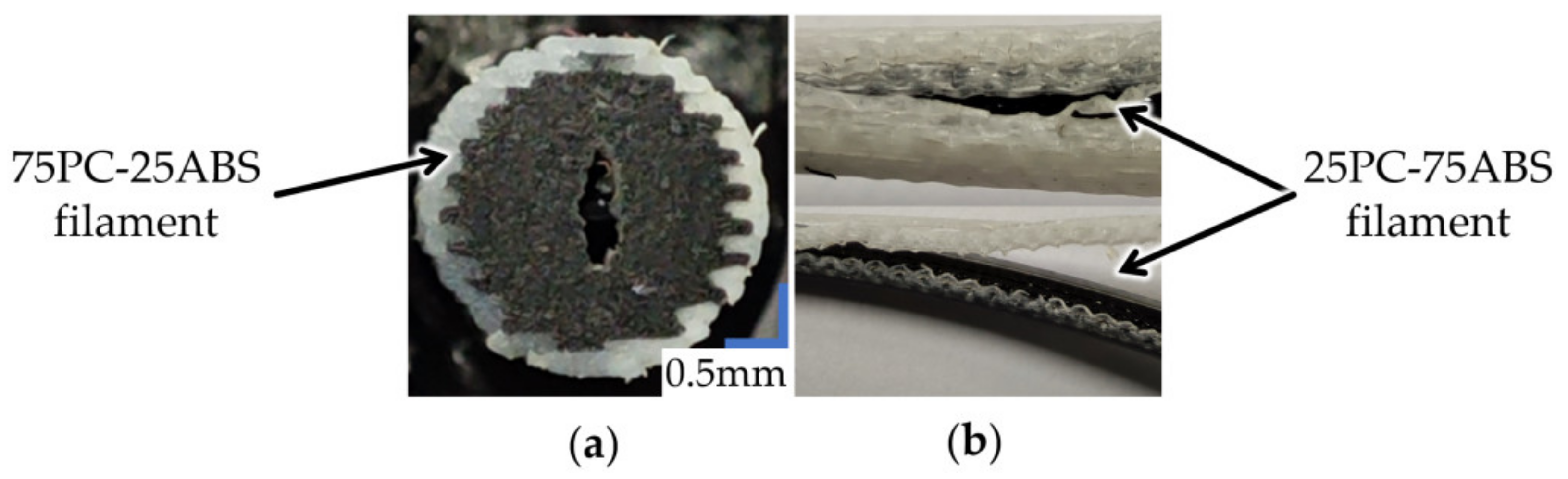
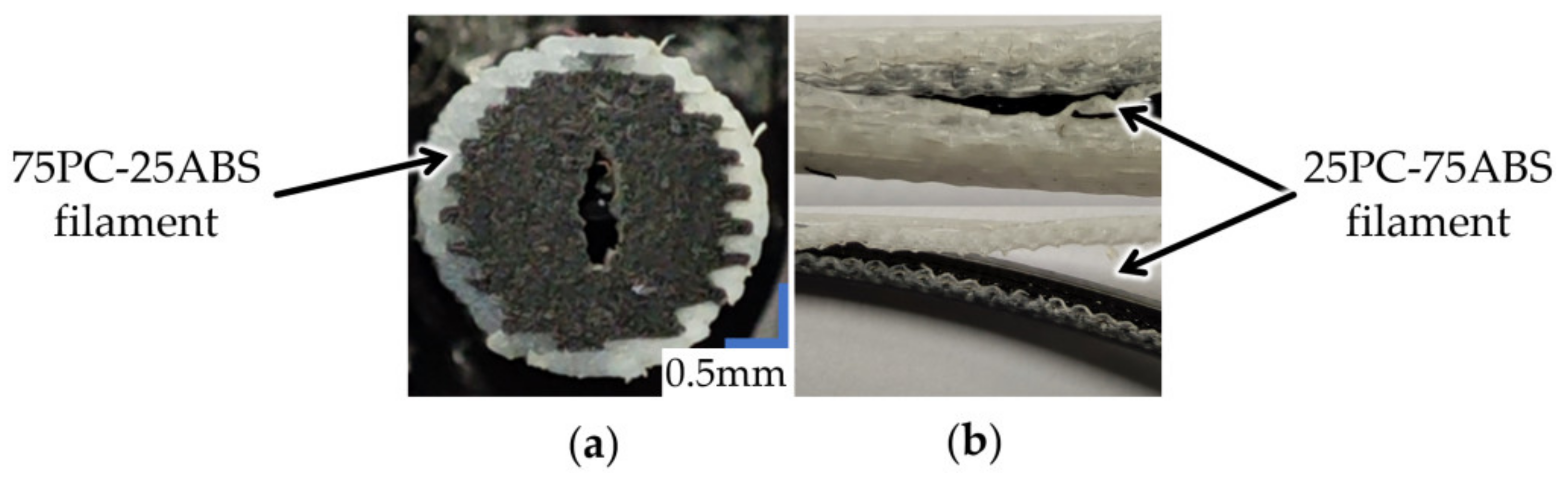
Although the resulting average diameter was satisfactory (2.85 ± 0.1 mm), filament diameter could be affected during the brim removal. Another possible issue is print gaps that could appear in the filament structure (
Figure 9a). As a precaution, an extrusion flow of ≈105% should be adopted to avoid the under-extrusion during printing.
During the printing process, shell detaching from the core (
Figure 9b) can lead to filaments sticking in the printer Bowden tube. This defect may occur if the feeding mechanism presses the filament too hard.
Further research must be undertaken to characterise the performance of these materials for impact and bending strength, along with increasing the extrusion temperature to the upper limit of the used PC material (i.e., 270 °C).


 ,
, 



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}