
Surface Modification of Metallic Inserts for Enhancing Adhesion at the Metal–Polymer Interface

 ,
,  ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Surface Treatment of the Inserts
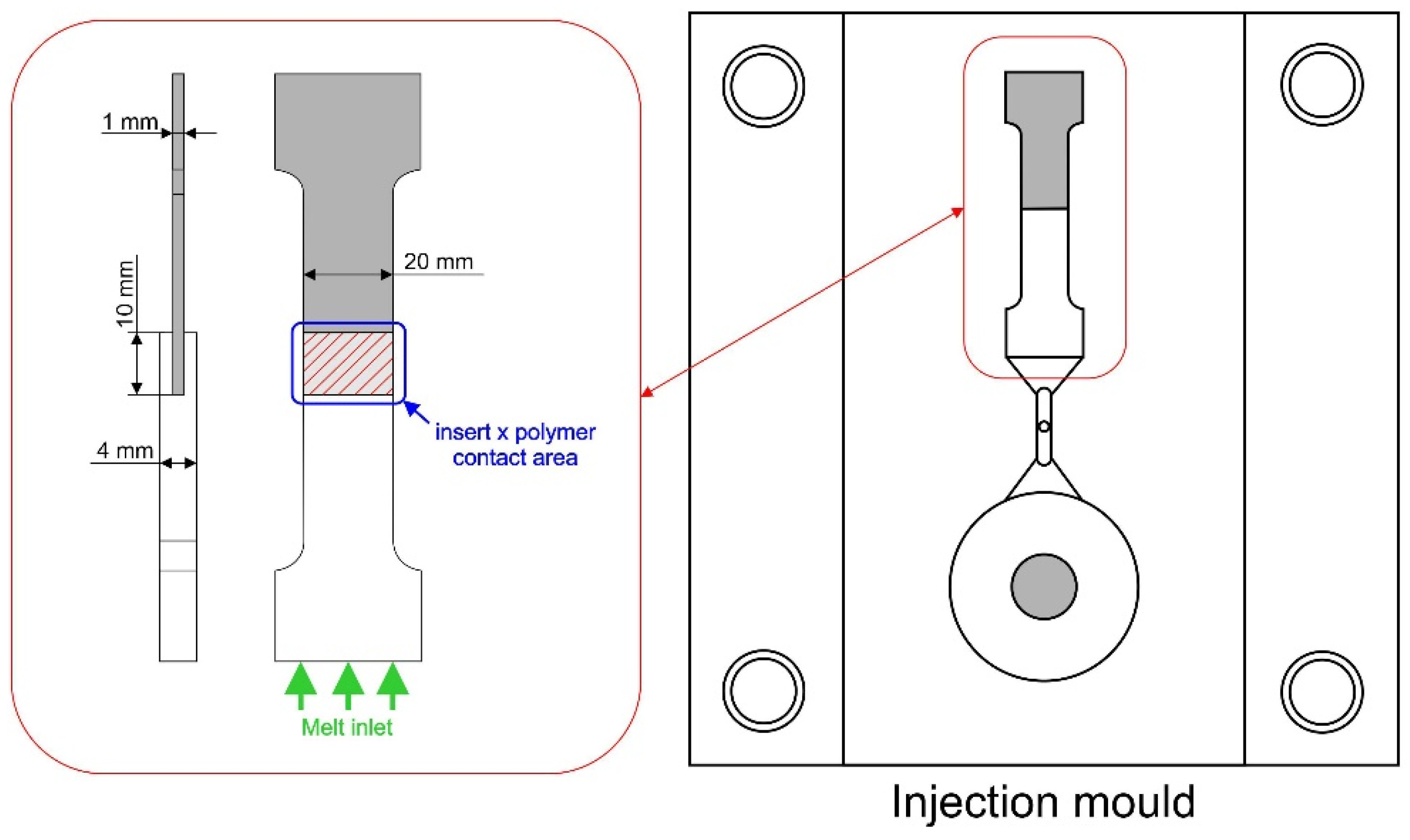
2.3. Preparation of Testing Specimens
2.4. Surface Roughness Analysis
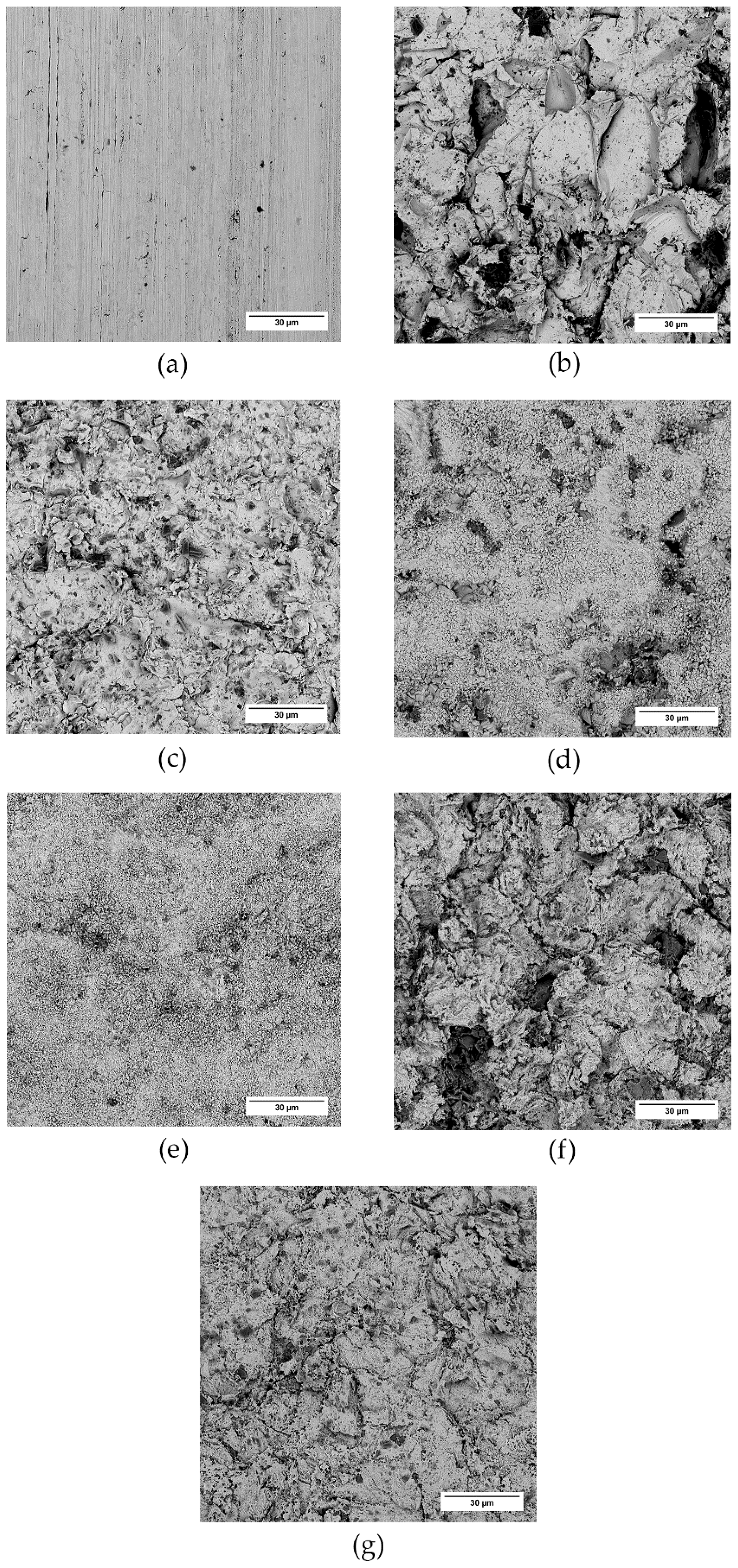
2.5. Scanning Electron Microscopy
2.6. Adhesion Testing
2.7. Statistical Evaluation
3. Results and Discussion
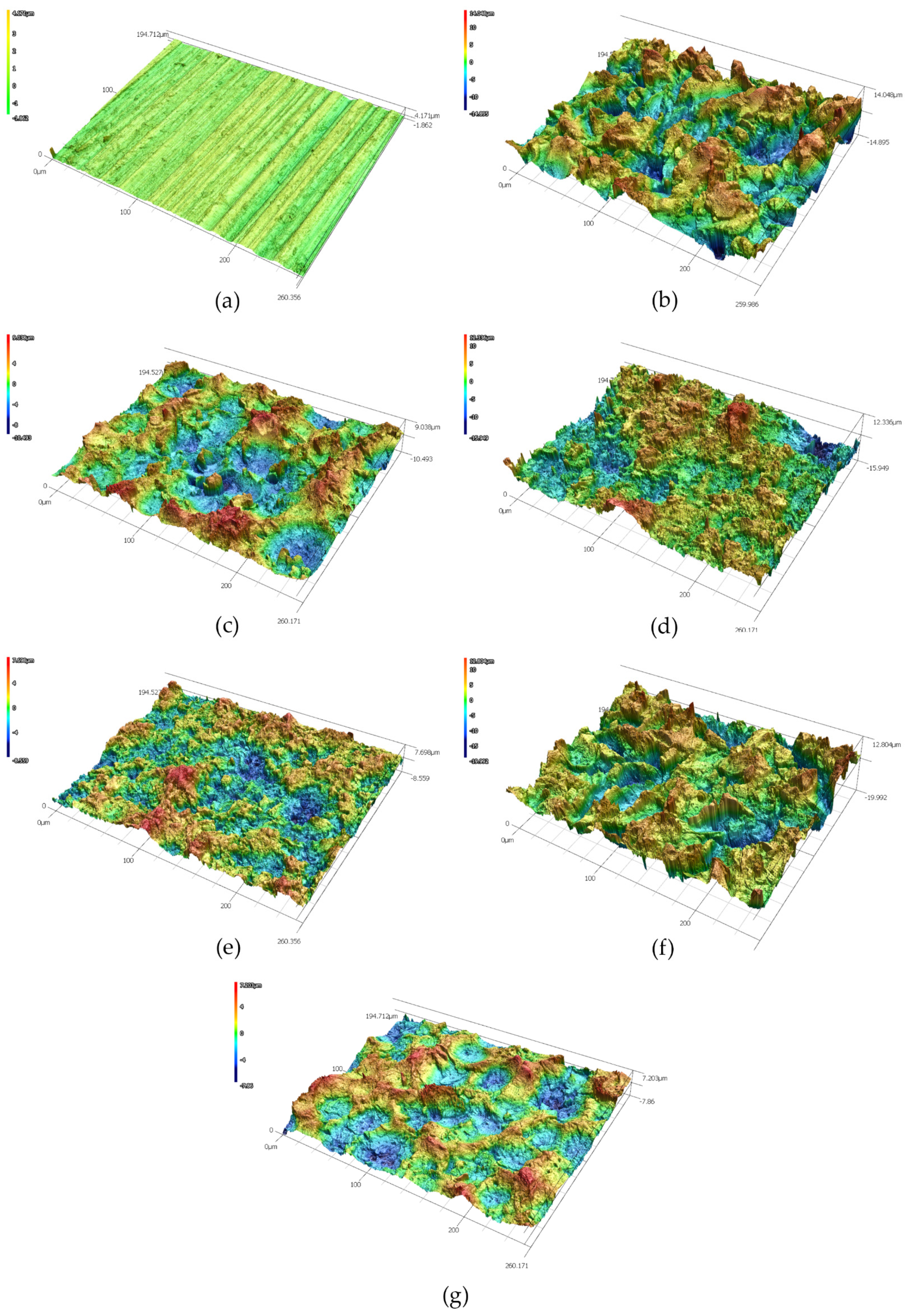
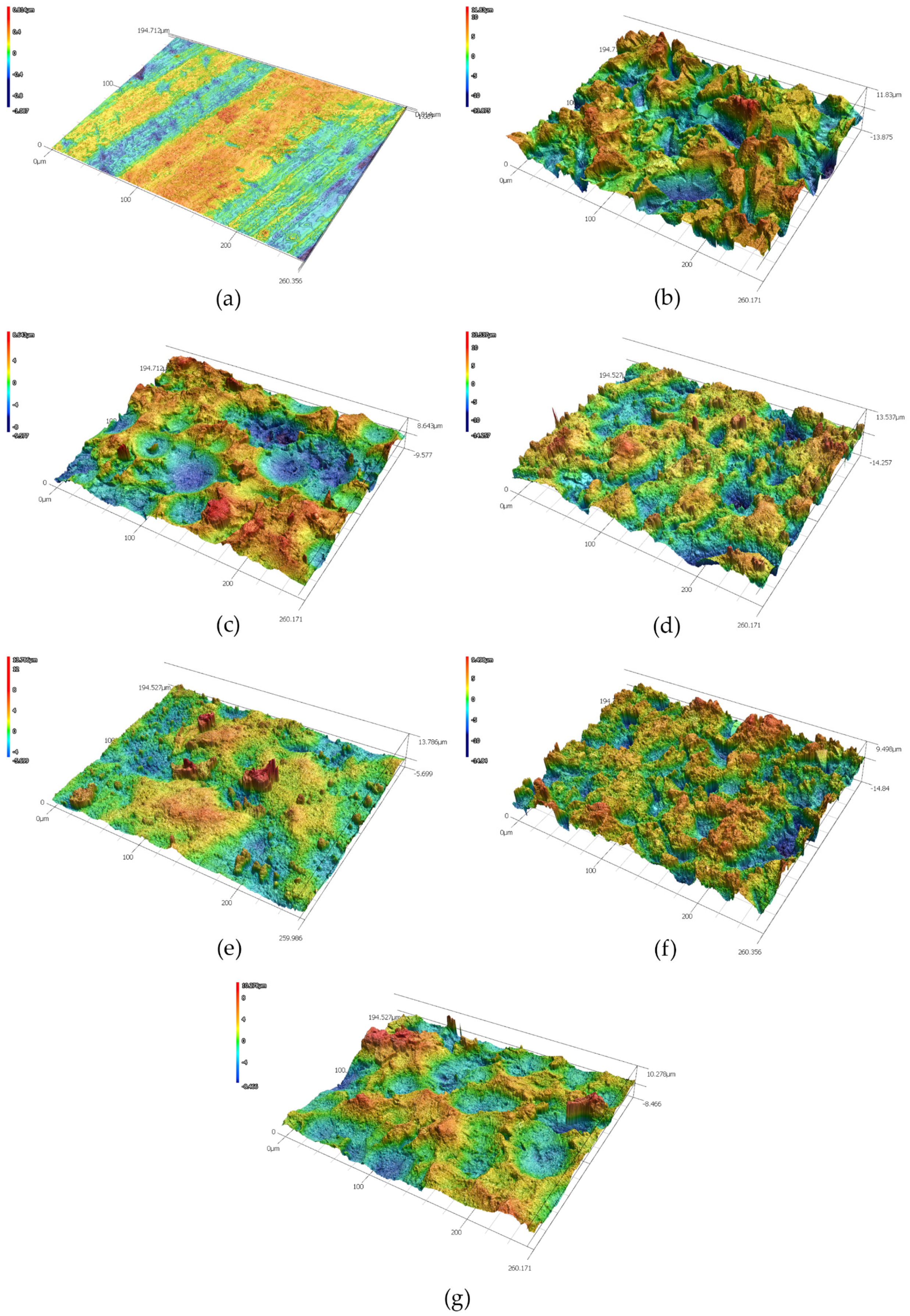
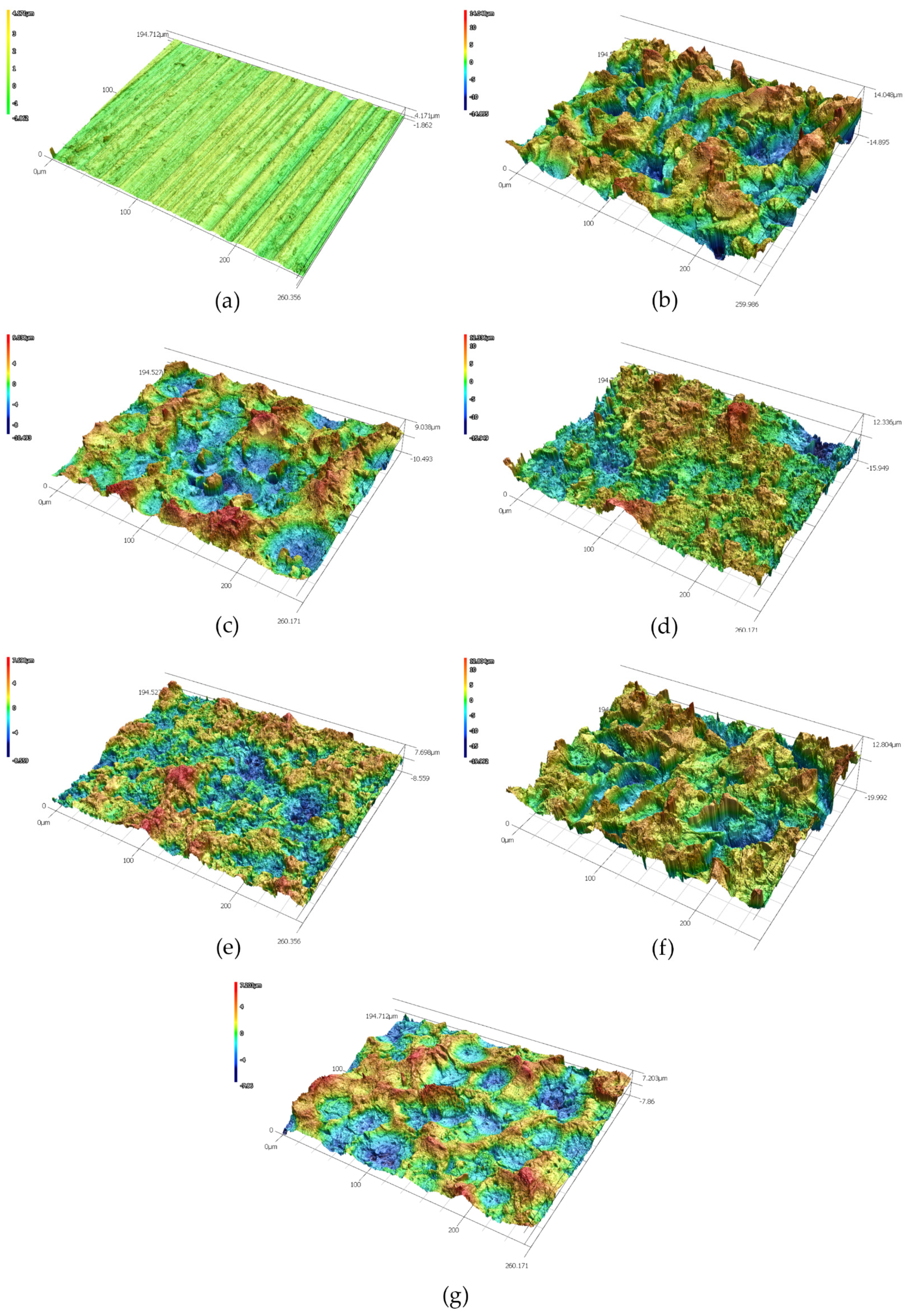
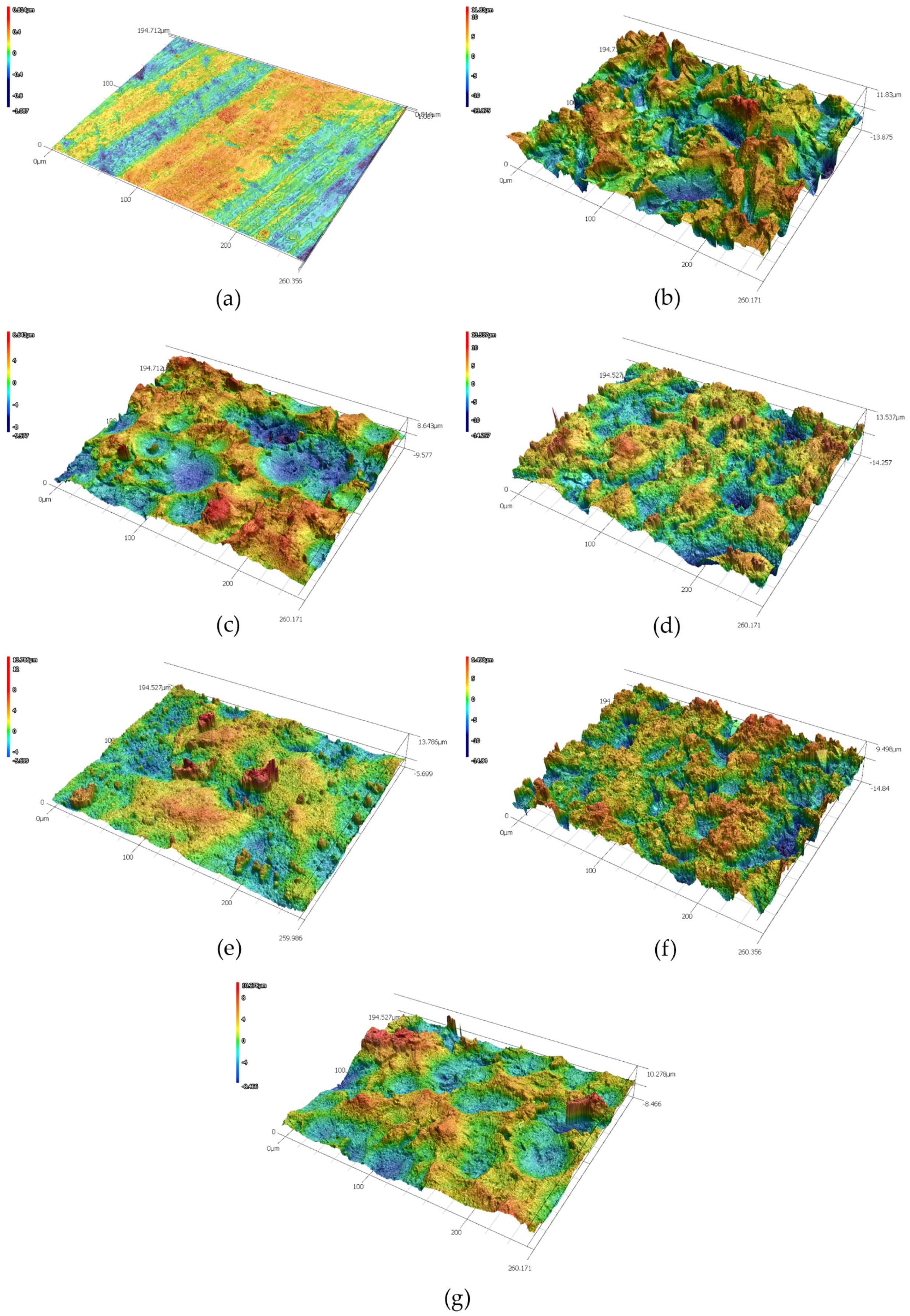
3.1. Surface Treatment of the Inserts and the Resulting Surface Topography
3.2. Adhesion
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Zoellner, O.J.; Evans, J.A. Plastic-metal hybrid. A new development in the injection molding technology. In Proceedings of the ANTEC 2002 Annual Technical Conference, San Francisco, CA, USA, 5–9 May 2002; pp. 1–4. [Google Scholar]
- Grujicic, M.; Sellappan, V.; Omar, M.A.; Seyr, N.; Obieglo, A.; Erdmann, M.; Holzleitner, J. An overview of the polymer-to-metal direct-adhesion hybrid technologies for load-bearing automotive components. J. Mater. Process. Technol. 2008, 197, 363–373. [Google Scholar] [CrossRef]
- Pinpathomrat, B.; Mathurosemontri, S.; Uawongsuwan, P.; Thumsorn, S.; Hamada, H. Study on Adhesive Property of Insert Injection Molded Glass Fiber Reinforced Polypropylene Composites. Energy Procedia 2016, 89, 291–298. [Google Scholar] [CrossRef] [Green Version]
- Kajihara, Y.; Tamura, Y.; Kimura, F.; Suzuki, G.; Nakura, N.; Yamaguchi, E. Joining strength dependence on molding conditions and surface textures in blast-assisted metal-polymer direct joining. CIRP Ann. 2018, 67, 591–594. [Google Scholar] [CrossRef]
- Gebhardt, J.; Fleischer, J. Experimental Investigation and Performance Enhancement of Inserts in Composite Parts. Procedia CIRP 2014, 23, 7–12. [Google Scholar] [CrossRef] [Green Version]
- Bonpain, B.; Stommel, M. Influence of surface roughness on the shear strength of direct injection molded plastic-aluminum hybrid-parts. Int. J. Adhes. Adhes. 2018, 82, 290–298. [Google Scholar] [CrossRef]
- Saleema, N.; Sarkar, D.K.; Paynter, R.W.; Gallant, D.; Eskandarian, M. A simple surface treatment and characterization of AA 6061 aluminum alloy surface for adhesive bonding applications. Appl. Surf. Sci. 2012, 261, 742–748. [Google Scholar] [CrossRef] [Green Version]
- Prolongo, S.G.; Urena, A. Effect of surface pre-treatment on the adhesive strength of epoxy-aluminium joints. Int. J. Adhes. Adhes. 2009, 29, 23–31. [Google Scholar] [CrossRef]
- Leena, K.; Athira, K.K.; Bhuvaneswari, S.; Suraj, S.; Rao, V.L. Effect of surface pre-treatment on surface characteristics and adhesive bond strength of aluminium alloy. Int. J. Adhes. Adhes. 2016, 70, 265–270. [Google Scholar] [CrossRef]
- Kadleckova, M.; Minarik, A.; Smolka, P.; Mracek, A.; Wrzecionko, E.; Novak, L.; Musilova, L.; Gajdosik, R. Preparation of Textured Surfaces on Aluminum-Alloy Substrates. Materials 2019, 12, 109. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Heinz, A.; Haszler, A.; Keidel, C.; Moldenhauer, S.; Benedictus, R.; Miller, W.S. Recent development in aluminium alloys for aerospace applications. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2000, 280, 102–107. [Google Scholar] [CrossRef]
- Du, Y.J.; Damron, M.; Tang, G.; Zheng, H.X.; Chu, C.J.; Osborne, J.H. Inorganic/organic hybrid coatings for aircraft aluminum alloy substrates. Prog. Org. Coat. 2001, 41, 226–232. [Google Scholar]
- Boutar, Y.; Naimi, S.; Mezlini, S.; Ali, M.B. Effect of surface treatment on the shear strength of aluminium adhesive single-lap joints for automotive applications. Int. J. Adhes. Adhes. 2016, 67, 38–43. [Google Scholar] [CrossRef]
- Borsellino, C.; Di Bella, G.; Ruisi, V.F. Adhesive joining of aluminium AA6082: The effects of resin and surface treatment. Int. J. Adhes. Adhes. 2009, 29, 36–44. [Google Scholar] [CrossRef]
- Li, X.; Gong, N.; Yang, C.; Zeng, S.; Fu, S.; Zhang, K. Aluminum/polypropylene composites produced through injection molding. J. Mater. Process. Technol. 2018, 255, 635–643. [Google Scholar] [CrossRef]
- Seo, J.S.; Shin, S.Y. Rheological approach to the adhesion property of metal-plated acrylonitrile-butadiene-styrene to secure the driver’s safety. J. Appl. Polym. Sci. 2021, e51735. [Google Scholar] [CrossRef]
- Cuc, S.; Burde, A.; Cosma, C.; Leordean, D.; Rusu, M.; Balc, N.; Prodan, D.; Moldovan, M.; Ene, R. Adhesion between Biocomposites and Different Metallic Structures Additive Manufactured. Coatings 2021, 11, 483. [Google Scholar] [CrossRef]
- Shanmugam, L.; Kazemi, M.E.; Qiu, C.; Rui, M.; Yang, L.; Yang, J. Influence of UHMWPE fiber and Ti6Al4V metal surface treatments on the low-velocity impact behavior of thermoplastic fiber metal laminates. Adv. Compos. Hybrid Mater. 2020, 3, 508–521. [Google Scholar] [CrossRef]
- Zhuang, J.; Sun, J.; Wu, D.; Liu, Y.; Patil, R.R.; Pan, D.; Guo, Z. Multi-factor analysis on thermal conductive property of metal-polymer composite microstructure heat exchanger. Adv. Compos. Hybrid Mater. 2021, 4, 27–35. [Google Scholar] [CrossRef]
- Liu, Y.D.; Shigemoto, Y.; Hanada, T.; Miyamae, T.; Kawasaki, K.; Horiuchi, S. Role of Chemical Functionality in the Adhesion of Aluminum and Isotactic Polypropylene. Acs Appl. Mater. Interfaces 2021, 13, 11497–11506. [Google Scholar] [CrossRef] [PubMed]
- Aver’yanova, I.O.; Bogomolov, D.Y.; Poroshin, V.V. ISO 25178 standard for three-dimensional parametric assessment of surface texture. Russ. Eng. Res. 2017, 37, 513–516. [Google Scholar] [CrossRef]
- ISO 16610-61:2015: Geometrical Product Specifications (GPS), Filtration. Part 61: Linear Areal Filters: Gaussian Filters; International Organization for Standardization: Geneva, Switzerland, 2015.
- ISO/R 468: Surface Roughness: Parameters, Their Values and General Rules for Specifying Requirements; International Organization for Standardization: Geneva, Switzerland, 1982.
- ISO 25178-2:2012: Geometric Product Specification (GPS). Surface Texture: Areal. Part 2: Terms, Definitions and Surface Texture Parameters; International Organization for Standardization: Geneva, Switzerland, 2012.
- GOST. GOST (State Standard) 2789-73: Surface Roughness. Parameters and Characteristics; Izd. Standartov: Moscow, Russia, 1975. [Google Scholar]
- ISO 4287:1997: Geometric Product Specification (GPS). Surface Texture Profile Method: Terms, Definition and Surface Texture Parameters; International Organization for Standardization: Geneva, Switzerland, 1997.
- Grzesik, W. 20.1 Superficial Layer and Surface Integrity. In Advanced Machining Processes of Metallic Materials—Theory, Modelling and Applications; Elsevier: Amsterdam, The Netherlands, 2017; pp. 405–407. [Google Scholar]
- Giese, V.M. Adhäsive Kunststoff-Metall-und Kunststoff-Kunststoff-Verbindungen im Hinblick auf die Spritzgussverarbeitung; Friedrich-Alexander-Universität: Erlangen-Nürnberg, Germany, 1995. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Designation | Surface Treatment |
|---|---|
| Al-0 | Virgin duralumin |
| Al-1 | SB-corundum |
| Al-2 | SB-glass |
| Al-3 | SB-corundum + Etch I |
| Al-4 | SB-glass + Etch I |
| Al-5 | SB-corundum + Etch II |
| Al-6 | SB-glass + Etch II |
| Cu-0 | Virgin copper |
| Cu-1 | SB-corundum |
| Cu-2 | SB-glass |
| Cu-3 | SB-corundum + Etch III |
| Cu-4 | SB-glass + Etch III |
| Cu-5 | SB-corundum + Etch IV |
| Cu-6 | SB-glass + Etch IV |
| Designation | Sa (µm) | Sz (µm) | Sdr (-) |
|---|---|---|---|
| Al-0 | 0.398 ± 0.013 | 5.218 ± 0.302 | 0.051 ± 0.004 |
| Al-1 | 3.139 ± 0.026 | 25.665 ± 1.003 | 1.833 ± 0.130 |
| Al-2 | 2.386 ± 0.145 | 17.497 ± 1.055 | 0.694 ± 0.060 |
| Al-3 | 2.278 ± 0.192 | 21.930 ± 1.834 | 1.392 ± 0.043 |
| Al-4 | 1.665 ± 0.086 | 13.779 ± 1.099 | 0.718 ± 0.026 |
| Al-5 | 3.411 ± 0.110 | 28.960 ± 1.641 | 2.310 ± 0.016 |
| Al-6 | 1.738 ± 0.067 | 12.729 ± 0.676 | 0.383 ± 0.012 |
| Cu-0 | 0.154 ± 0.008 | 1.499 ± 0.128 | 0.053 ± 0.003 |
| Cu-1 | 3.007 ± 0.024 | 21.805 ± 1.140 | 1.155 ± 0.014 |
| Cu-2 | 1.984 ± 0.217 | 14.367 ± 1.347 | 0.397 ± 0.009 |
| Cu-3 | 2.144 ± 0.071 | 20.895 ± 2.336 | 0.748 ± 0.044 |
| Cu-4 | 1.732 ± 0.057 | 15.648 ± 1.111 | 0.661 ± 0.017 |
| Cu-5 | 2.369 ± 0.025 | 20.763 ± 1.115 | 1.414 ± 0.067 |
| Cu-6 | 2.365 ± 0.269 | 16.130 ± 1.004 | 0.479 ± 0.051 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Novák, L.; Fojtl, L.; Kadlečková, M.; Maňas, L.; Smolková, I.; Musilová, L.; Minařík, A.; Mráček, A.; Sedláček, T.; Smolka, P. Surface Modification of Metallic Inserts for Enhancing Adhesion at the Metal–Polymer Interface. Polymers 2021, 13, 4015. https://doi.org/10.3390/polym13224015
Novák L, Fojtl L, Kadlečková M, Maňas L, Smolková I, Musilová L, Minařík A, Mráček A, Sedláček T, Smolka P. Surface Modification of Metallic Inserts for Enhancing Adhesion at the Metal–Polymer Interface. Polymers. 2021; 13(22):4015. https://doi.org/10.3390/polym13224015
Chicago/Turabian StyleNovák, Libor, Ladislav Fojtl, Markéta Kadlečková, Lukáš Maňas, Ilona Smolková, Lenka Musilová, Antonín Minařík, Aleš Mráček, Tomáš Sedláček, and Petr Smolka. 2021. "Surface Modification of Metallic Inserts for Enhancing Adhesion at the Metal–Polymer Interface" Polymers 13, no. 22: 4015. https://doi.org/10.3390/polym13224015
APA StyleNovák, L., Fojtl, L., Kadlečková, M., Maňas, L., Smolková, I., Musilová, L., Minařík, A., Mráček, A., Sedláček, T., & Smolka, P. (2021). Surface Modification of Metallic Inserts for Enhancing Adhesion at the Metal–Polymer Interface. Polymers, 13(22), 4015. https://doi.org/10.3390/polym13224015