
Thermal and Flame Retardant Behavior of Neem and Banyan Fibers When Reinforced with a Bran Particulate Epoxy Hybrid Composite


 ,
, 
 ,
,  ,
, 

Abstract
:1. Introduction
2. Materials and Methods
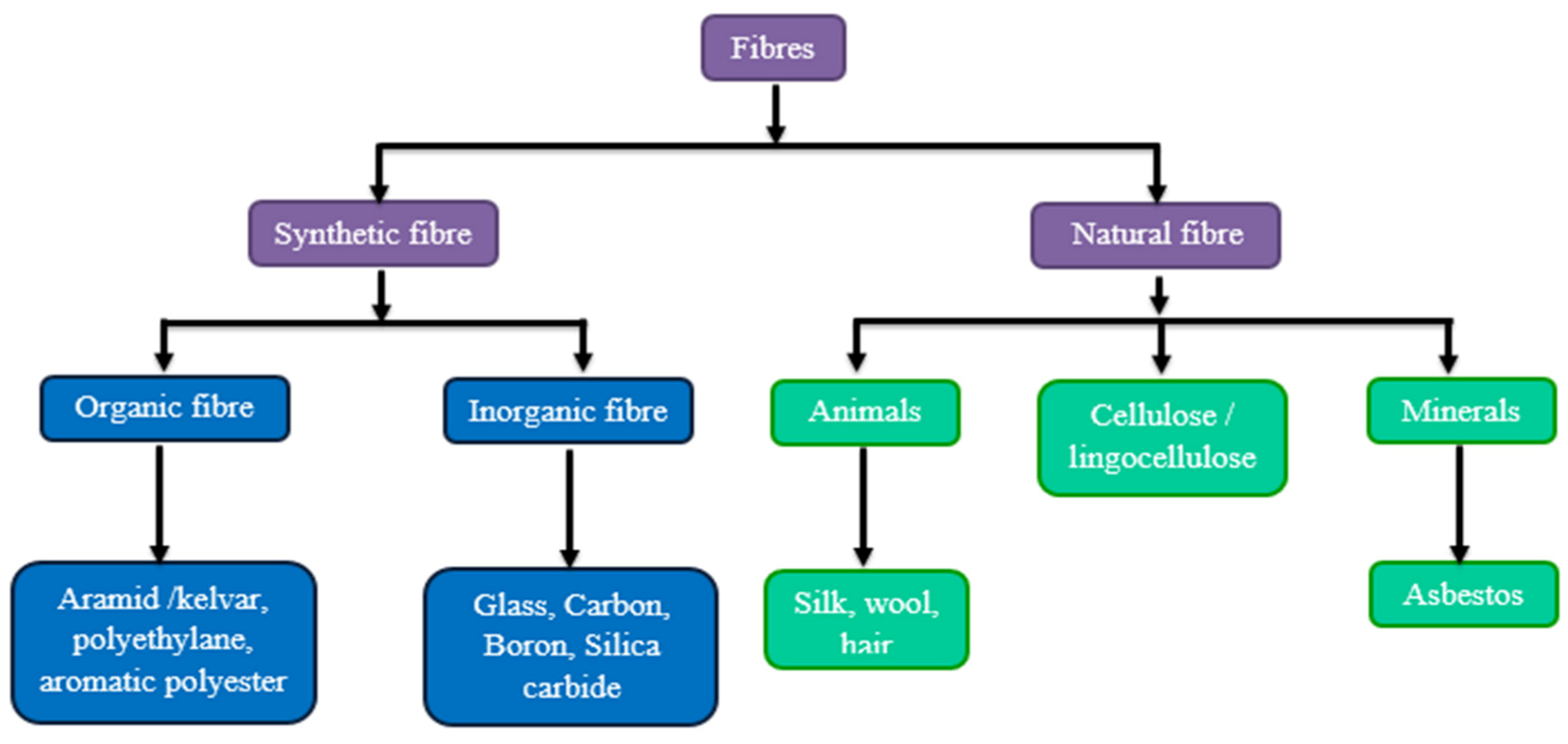
2.1. Materials Overview
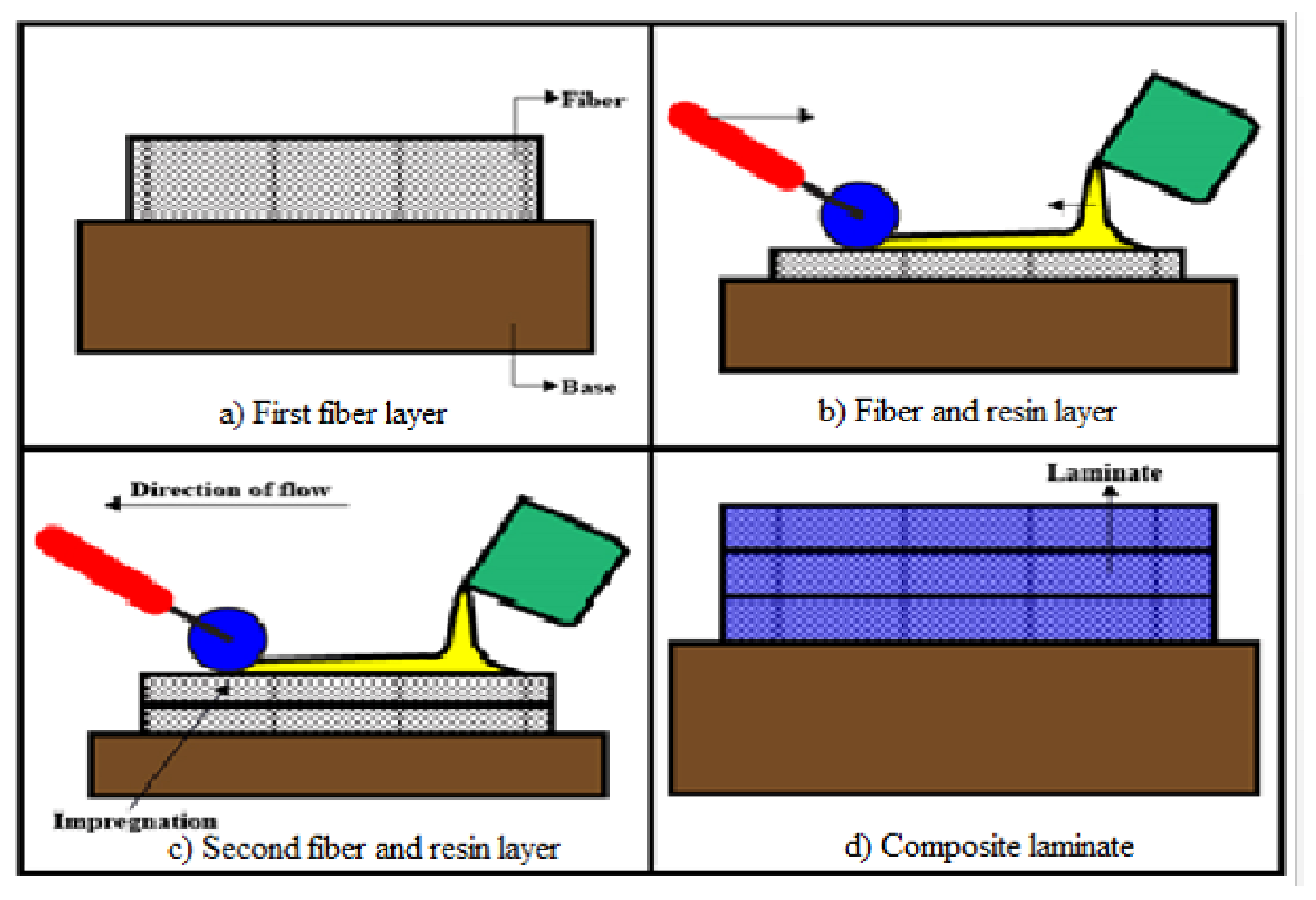
2.2. Experimental Method
3. Result and Discussion
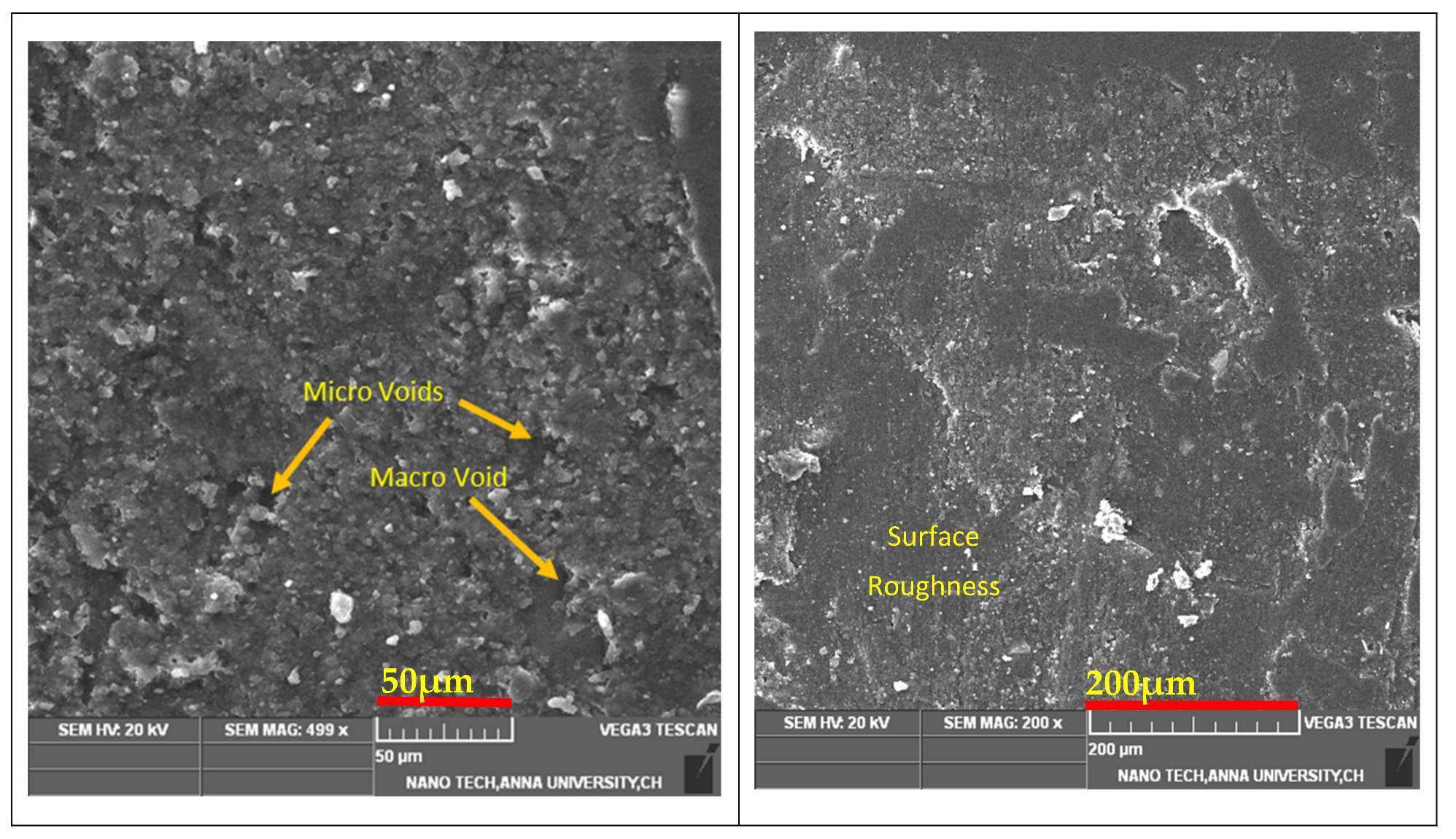
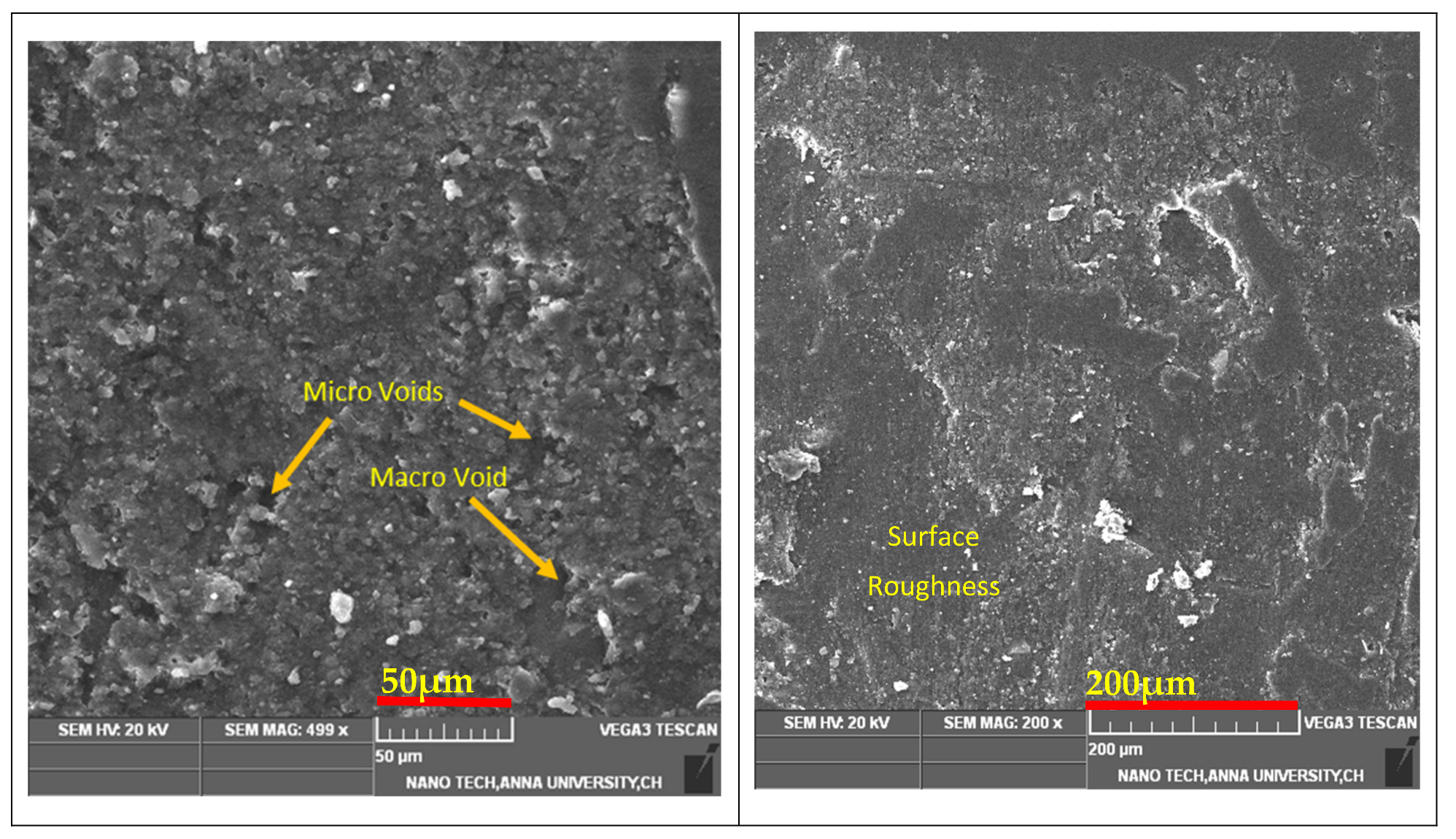
3.1. Surface Morphology of a Hybrid Composite
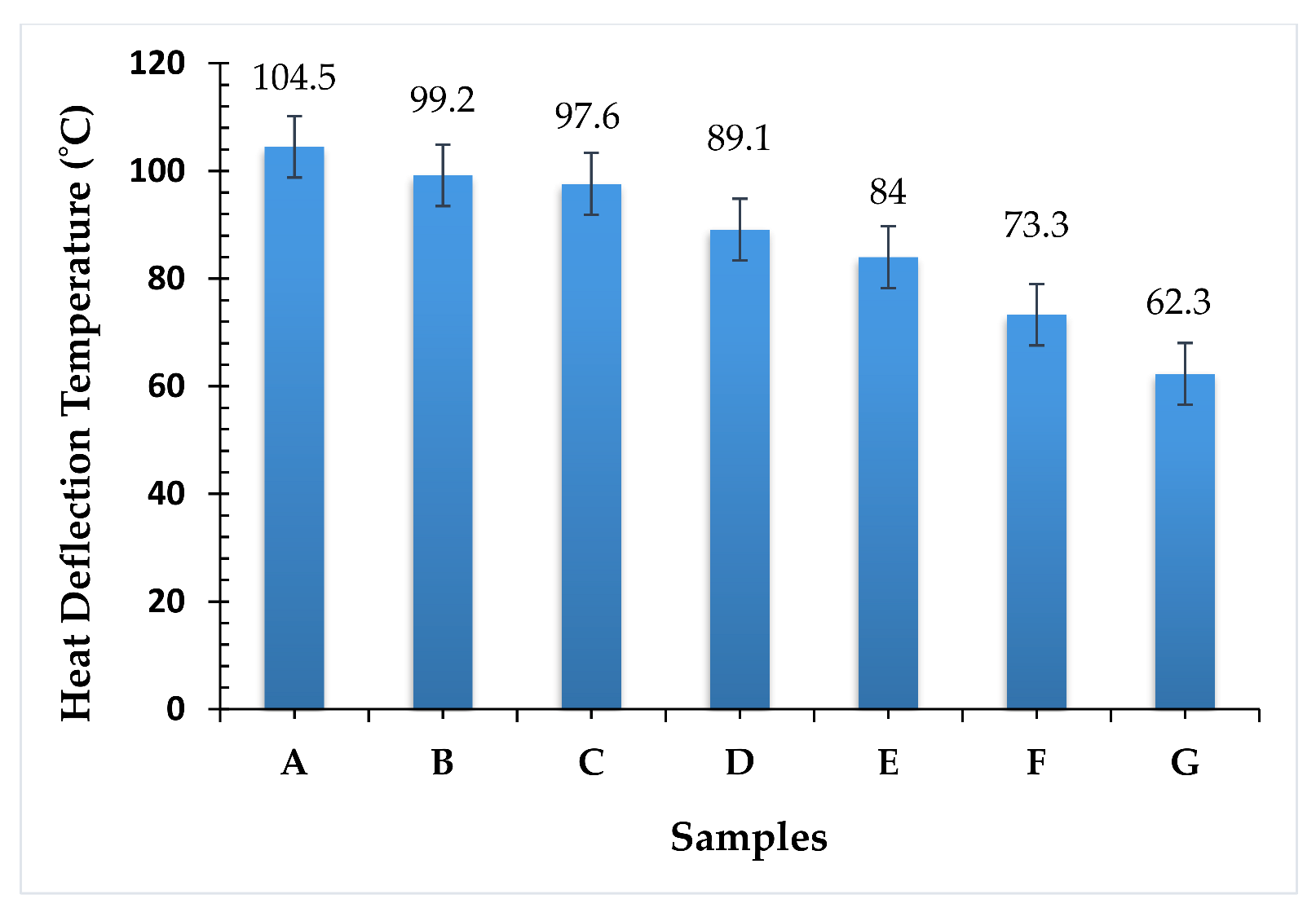
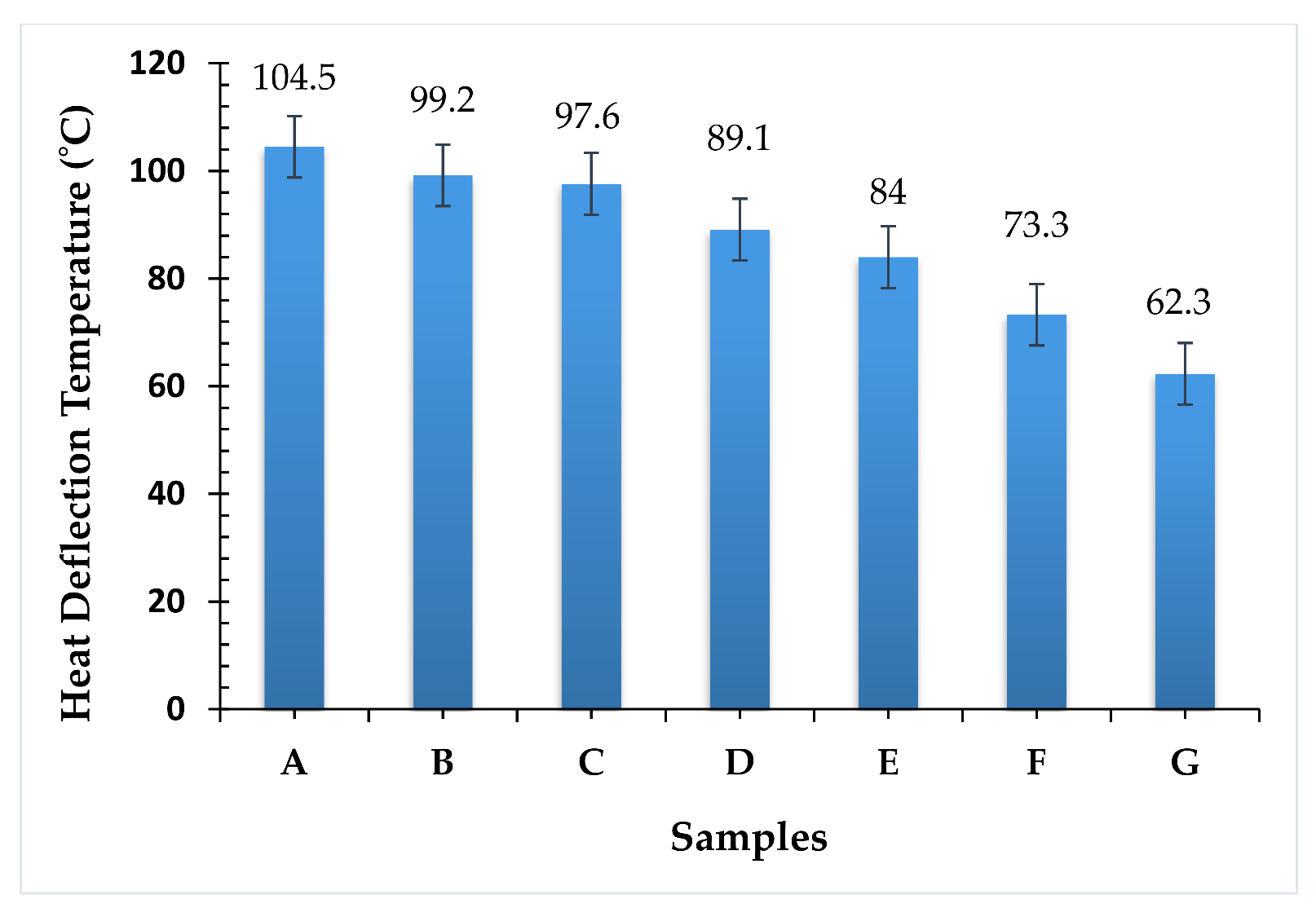
3.2. Heat Deflection Temperature of an Epoxy Composite
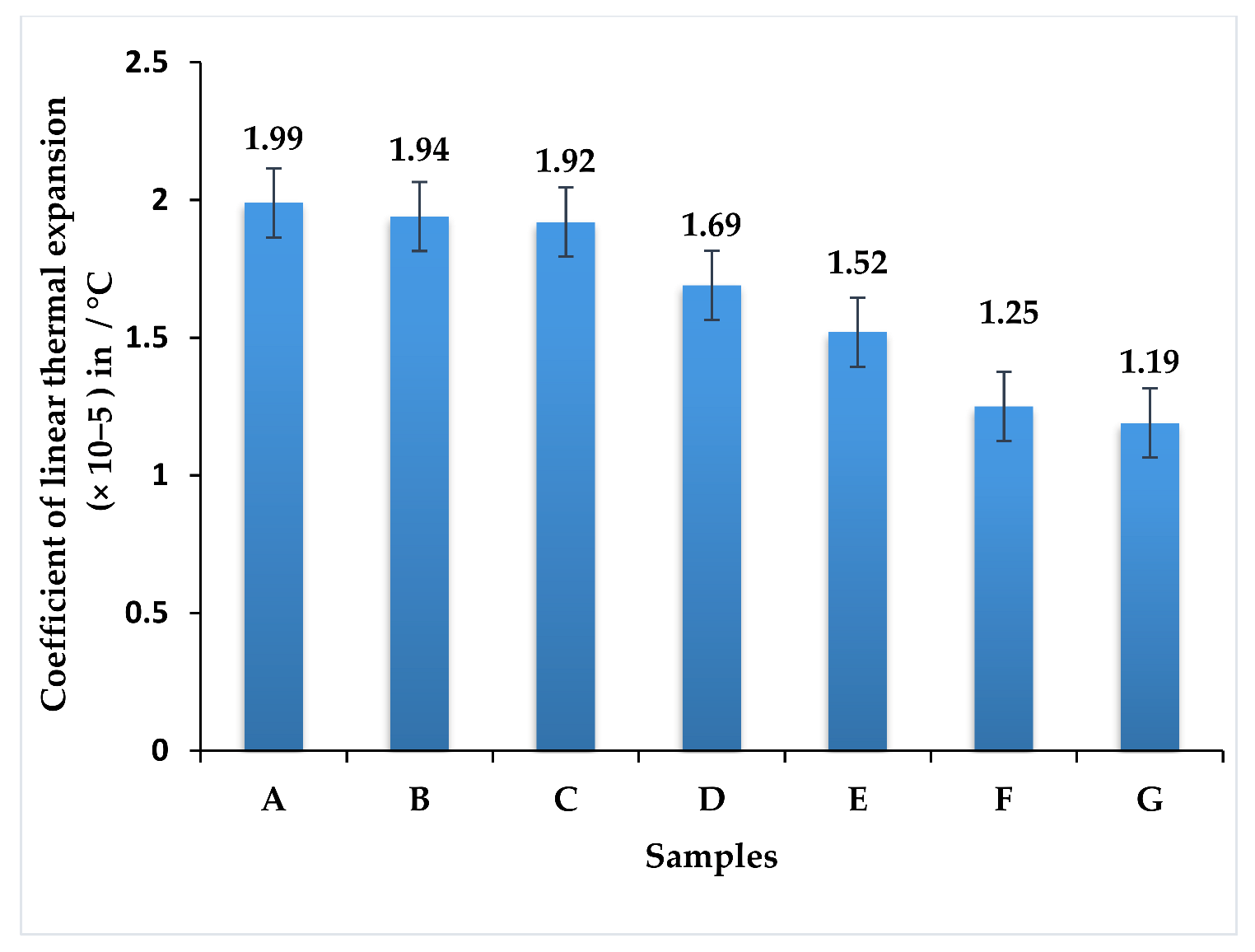
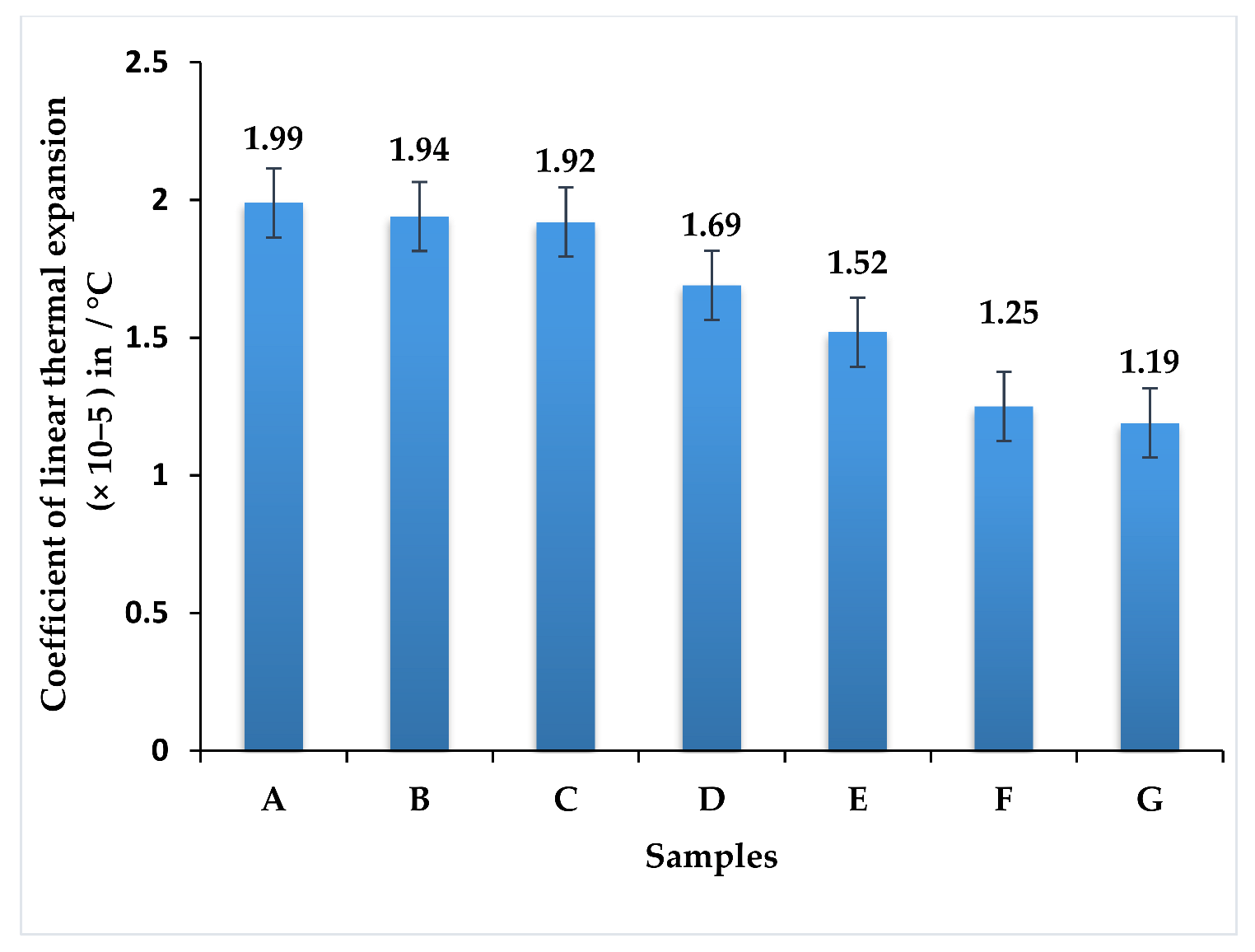
3.3. Co-Efficient of Linear Thermal Expansion of Hybrid Epoxy Composite
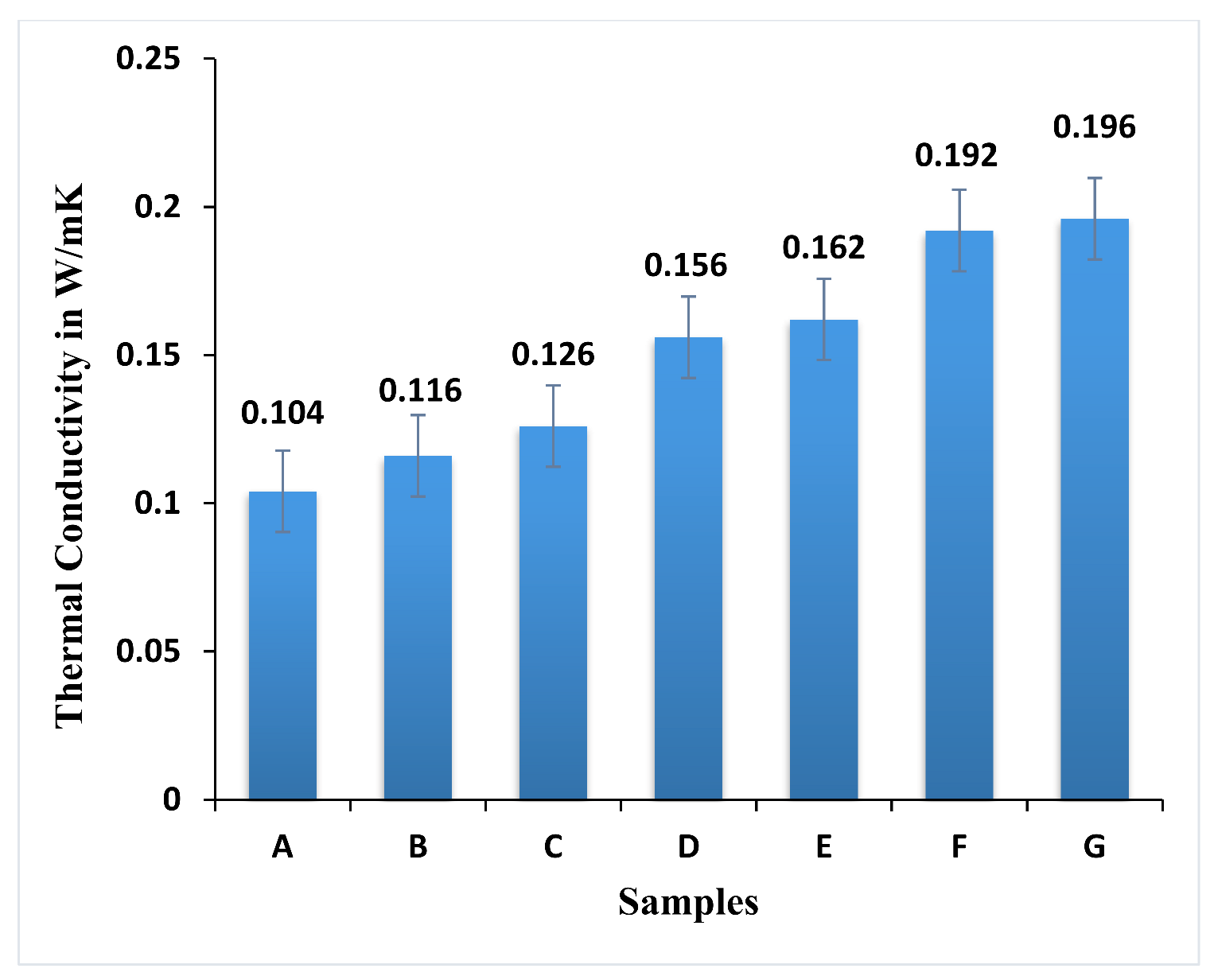
3.4. Thermal Conductivity of the Hybrid Epoxy Composite
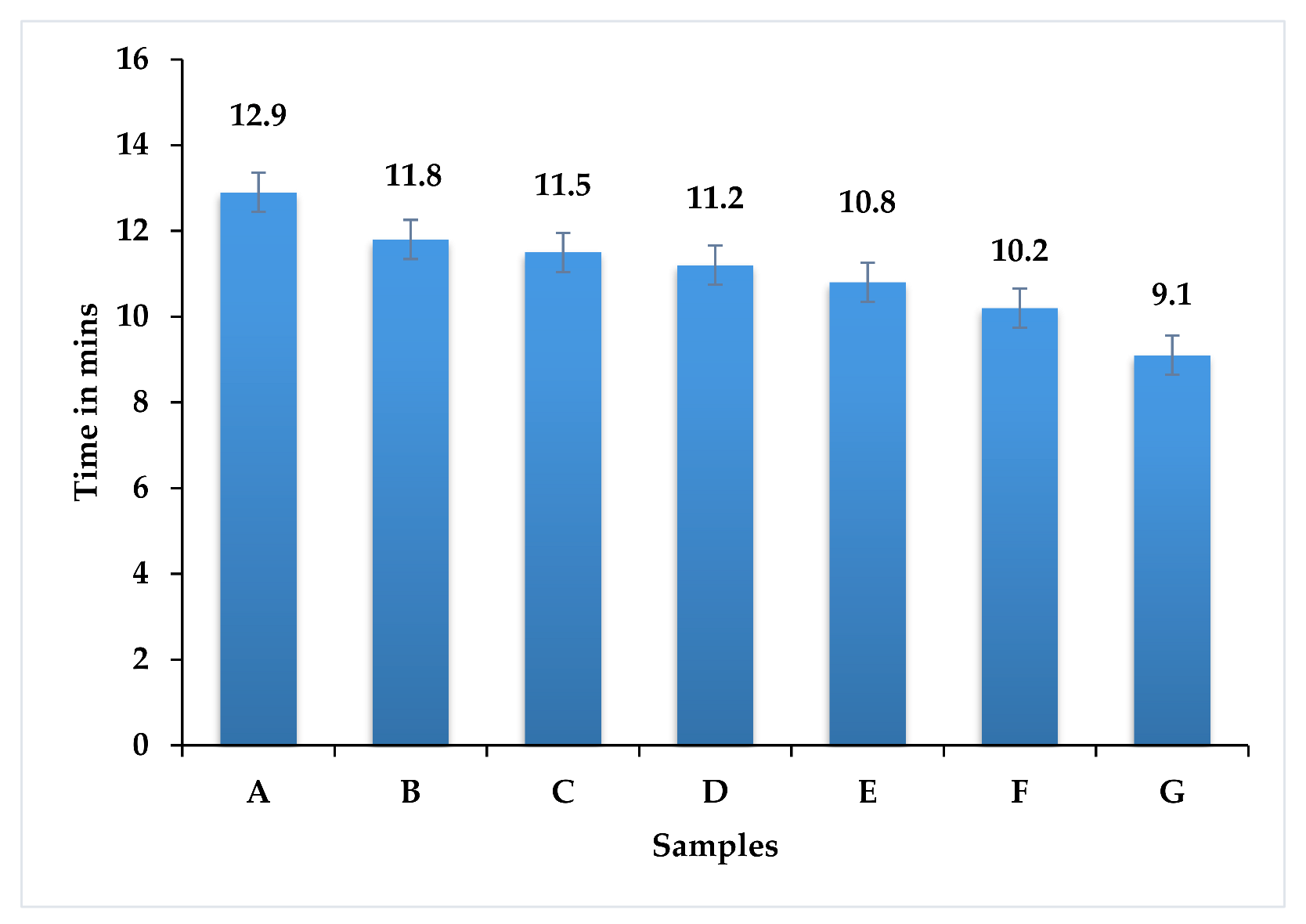
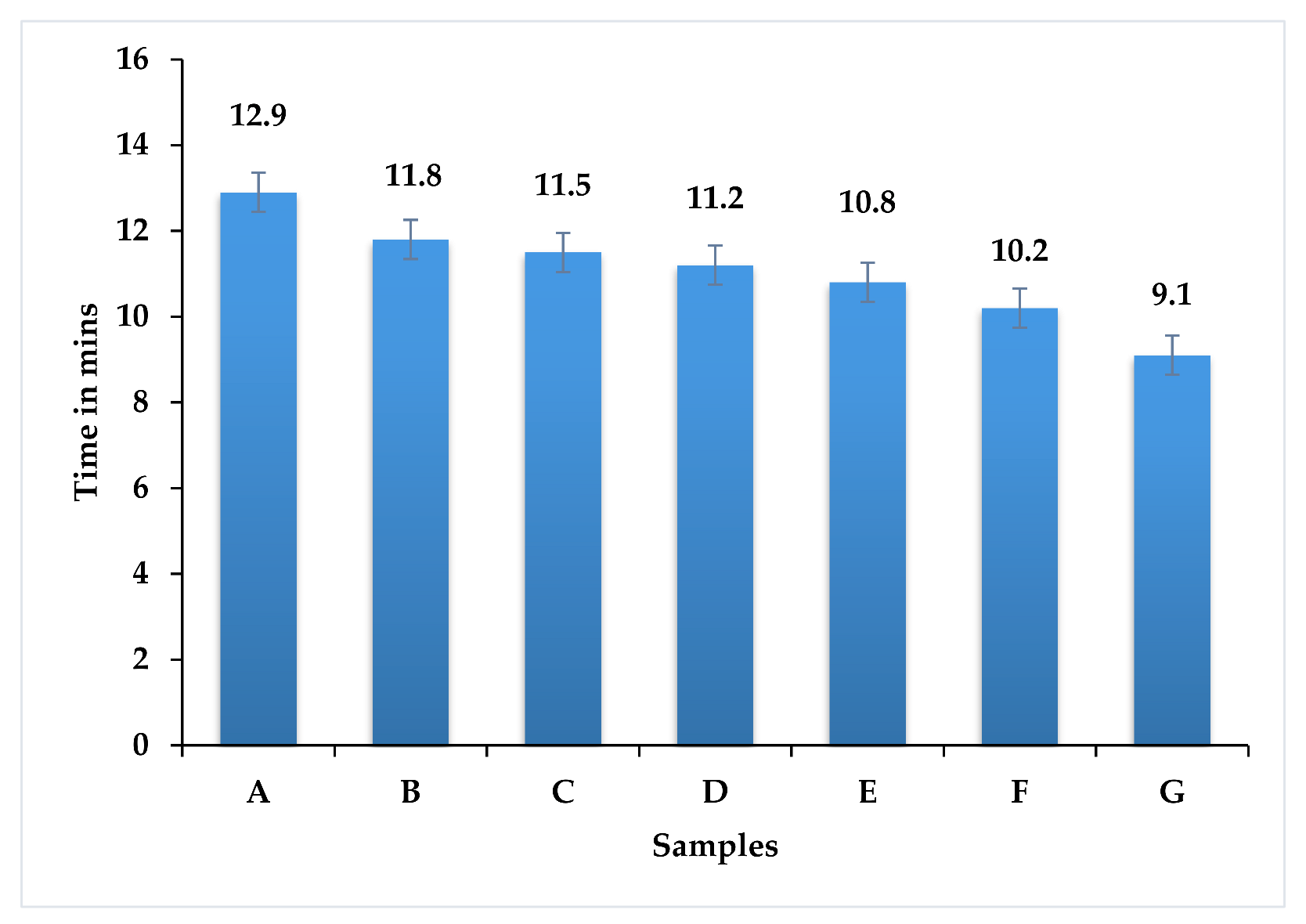
3.5. Flame Retardant Capacity of Hybrid Composites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rana, A.S.; Vamshi, M.K.; Naresh, K.; Velmurugan, R.; Sarathi, R. Effect of nanoclay on mechanical, thermal, and morphological properties of silicone rubber and EPDM/silicone rubber hybrid composites. Adv. Mater. Process. Technol. 2021, 7, 109–116. [Google Scholar]
- Begum, S.; Fawzia, S.; Hashmi, M.S.J. Polymer matrix composite with natural and synthetic fibers. Adv. Mater. Process. Technol. 2020, 6, 547–564. [Google Scholar]
- Haque, M.M.; Munshi, M.R.; Alam, S.S.; Rejaul Haque, M.; Hasan, M.; Gafur, M.A.; Ullah, Z.; Sifat, R.S.; Khan, A. Effect of Different Fibers Loading on Palm and Aramid Fiber Reinforced Hybrid Epoxy Composite. Adv. Mater. Process. Technol. 2021, 1878704. Available online: https://www.tandfonline.com/doi/abs/10.1080/2374068X.2021.1878704?journalCode=tmpt20 (accessed on 11 October 2021).
- Rahman, M.; Das, S.; Hasan, M. Mechanical properties of chemically treated banana and pineapple leaf fiber reinforced hybrid polypropylene composites. Adv. Mater. Process. Technol. 2018, 4, 527–537. [Google Scholar] [CrossRef]
- Zafar, M.F.; Siddiqui, M.A. Preparation and characterization of natural fiber-filled polystyrene composite using in situ polymerisation technique. Adv. Mater. Process. Technol. 2020, 2, 1798087. [Google Scholar]
- Bello, C.B.D.C.; Cecchi, A. Experiments on natural fibers: Durability and mechanical properties. Adv. Mater. Process. Technol. 2017, 3, 632–639. [Google Scholar] [CrossRef]
- Puri, S.; Sharma, S.; Kumari, A.; Sharma, M.; Sharma, U.; Kumar, S. Extraction of lignocellulosic constituents from cow dung: Preparation and characterisation of nanocellulose. Biomass Conv. Bioref. 2020. Available online: https://link.springer.com/article/10.1007/s13399-020-01119-9#citeas (accessed on 11 October 2021). [CrossRef]
- Thandavamoorthy, R.; Palanivel, A. Testing and Evaluation of Tensile and Impact Strength of Neem/Banyan Fiber-Reinforced Hybrid Composite. J. Test. Eval. 2020, 48, 647–655. [Google Scholar] [CrossRef]
- Raja, T.; Anand, P. Evaluation of Thermal Stability and Thermal Properties of Neem/Banyan Reinforced Hybrid Polymer Composite. Mater. Perform. Charact. 2019, 8, 481–490. [Google Scholar] [CrossRef]
- MR, S.; Siengchin, S.; Parameswaranpillai, J.; Jawaid, M.; Pruncu, C.I.; Khan, A. A Comprehensive Review of Techniques for Natural Fibers as Reinforcement in Composites: Preparation, Processing and Characterization. Carbohydr. Polym. 2018, 207, 108–121. [Google Scholar]
- Yorseng, K.; Sanjay, M.R.; Tengsuthiwat, J.; Pulikkalparambil, H.; Parameswaranpillai, J.; Siengchin, S.; Moure, M.M. Information on United States Patents on works related to Natural Fibers. Curr. Mater. Sci. 2019, 12, 4–76. [Google Scholar] [CrossRef]
- Ghahari, S.; Assi, L.N.; Alsalman, A.; Alyamaç, K.E. Fracture Properties Evaluation of Cellulose Nanocrystals Cement Paste. Materials 2020, 13, 2507. [Google Scholar] [CrossRef]
- Madhu, P.; Sanjay, M.R.; Senthamaraikannan, P.; Pradeep, S.; Saravanakumar, S.S.; Yogesha, B. A review on synthesis and characterization of commercially available natural fibers: Part-I. J. Nat. Fibers 2018, 16, 1132–1144. [Google Scholar] [CrossRef]
- Ramesh, M.; Atreya, T.S.A.; Aswin, U.S.; Eashwar, H.; Deepa, C. Processing and mechanical property evaluation of banana fiber reinforced polymer composites. Procedia Eng. 2014, 97, 563–572. [Google Scholar] [CrossRef] [Green Version]
- Ramesh, M. Hemp, jute, banana, kenaf, ramie, sisal fibers. In Handbook of Properties of Textile and Technical Fibers; Woodhead Publishing: Sawston, UK, 2018; pp. 300–325. [Google Scholar]
- Mehar, K.; Panda, S.K.; Mahapatra, T.R. Nonlinear Frequency Responses of Functionally Graded Carbon Nanotube-Reinforced Sandwich Curved Panel Under Uniform Temperature Field. Int. J. Appl. Mech. 2018, 10, 1850028. [Google Scholar] [CrossRef]
- Mehar, K.; Panda, S.K.; Patle, B.K. Stress, deflection, and frequency analysis of CNT reinforced graded sandwich plate under uniform and linear thermal environment: A finite element approach. Polym. Compos. 2018, 39, 3792–3809. [Google Scholar] [CrossRef]
- Chee, S.S.; Jawaid, M.; Sultan, M.T.H.; Alothman, O.Y.; Abdullah, L.C. Thermo mechanical and dynamic mechanical properties of bamboo/woven kenaf mat reinforced epoxy hybrid composites. Compos. Part B Eng. 2019, 163, 165–174. [Google Scholar] [CrossRef]
- Balaji, R.; Sasikumar, M.; Elayaperumal, A. Thermal, Thermo oxidative and Ablative behavior of cenosphere filled ceramic/phenolic composites. Polym. Degrad. Stab. 2015, 114, 125–132. [Google Scholar] [CrossRef]
- Jawaid, M.; Khalil, H.A. Effect of layering pattern on the dynamic mechanical properties and thermal degradation of oil palm jute fiber reinforced epoxy hybrid composite. BioResources 2011, 6, 2309–2322. [Google Scholar]
- Mahboob, Z.; El Sawi, I.; Zdero, R.; Fawaz, Z.; Bougherara, H. Tensile and compressive damaged response in Flax fiber reinforced epoxy composites. Compos. Part A Appl. Sci. Manuf. 2017, 92, 118–133. [Google Scholar] [CrossRef]
- Hristozov, D.; Wroblewski, L.; Sadeghian, P. Long-term tensile properties of natural fiber-reinforced polymer composites: Comparison of flax and glass fibers. Compos. Part B Eng. 2016, 95, 82–95. [Google Scholar] [CrossRef]
- Kiruthika, A.V. A review on physico-mechanical properties of bast fiber reinforced polymer composites. J. Build. Eng. 2016, 135, 115–123. [Google Scholar]
- Manickam, G.; Bharath, A.; Das, A.N.; Chandra, A.; Barua, P. Thermal buckling behavior of variable stiffness laminated composite plates. Mater. Today Commun. 2018, 3, 10–23. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Filler in Grams | Epoxy Matrix Weight in Grams | Banyan Fiber in Grams | Neem Fiber in Grams | Weight Fraction of Banyan/Neem Fibers in % | Composite Laminate Weight in Grams |
|---|---|---|---|---|---|---|
| A | 25 | 385 | 135 | 0 | 25/0 | 545 |
| B | 25 | 385 | 90 | 45 | 17/8 | 545 |
| C | 25 | 385 | 75 | 60 | 14/11 | 545 |
| D | 25 | 385 | 67.5 | 67.5 | 12.5/12.5 | 545 |
| E | 25 | 385 | 60 | 75 | 11/14 | 545 |
| F | 25 | 385 | 45 | 90 | 8/17 | 545 |
| G | 25 | 385 | 0 | 135 | 0/25 | 545 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Raja, T.; Mohanavel, V.; Sathish, T.; Djearamane, S.; Velmurugan, P.; Karthick, A.; Nasif, O.; Alfarraj, S.; Shing Wong, L.; Sureshkumar, S.; et al. Thermal and Flame Retardant Behavior of Neem and Banyan Fibers When Reinforced with a Bran Particulate Epoxy Hybrid Composite. Polymers 2021, 13, 3859. https://doi.org/10.3390/polym13223859
Raja T, Mohanavel V, Sathish T, Djearamane S, Velmurugan P, Karthick A, Nasif O, Alfarraj S, Shing Wong L, Sureshkumar S, et al. Thermal and Flame Retardant Behavior of Neem and Banyan Fibers When Reinforced with a Bran Particulate Epoxy Hybrid Composite. Polymers. 2021; 13(22):3859. https://doi.org/10.3390/polym13223859
Chicago/Turabian StyleRaja, Thandavamoorthy, Vinayagam Mohanavel, Thanikodi Sathish, Sinouvassane Djearamane, Palanivel Velmurugan, Alagar Karthick, Omaima Nasif, Saleh Alfarraj, Ling Shing Wong, Shanmugam Sureshkumar, and et al. 2021. "Thermal and Flame Retardant Behavior of Neem and Banyan Fibers When Reinforced with a Bran Particulate Epoxy Hybrid Composite" Polymers 13, no. 22: 3859. https://doi.org/10.3390/polym13223859
APA StyleRaja, T., Mohanavel, V., Sathish, T., Djearamane, S., Velmurugan, P., Karthick, A., Nasif, O., Alfarraj, S., Shing Wong, L., Sureshkumar, S., & Ravichandran, M. (2021). Thermal and Flame Retardant Behavior of Neem and Banyan Fibers When Reinforced with a Bran Particulate Epoxy Hybrid Composite. Polymers, 13(22), 3859. https://doi.org/10.3390/polym13223859