
Recycling of Plastics from Cable Waste from Automotive Industry in Poland as an Approach to the Circular Economy

 ,
, 
 ,
,  ,
,
Abstract
1. Introduction
2. Materials and Methods
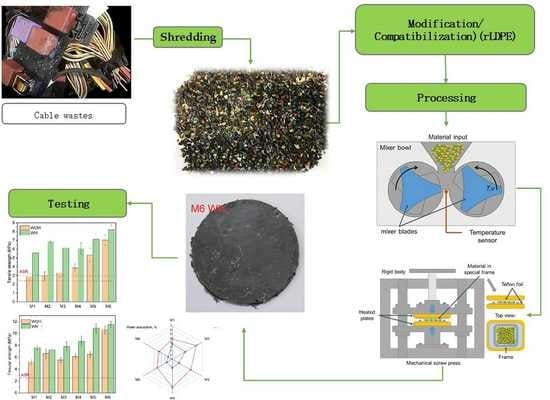
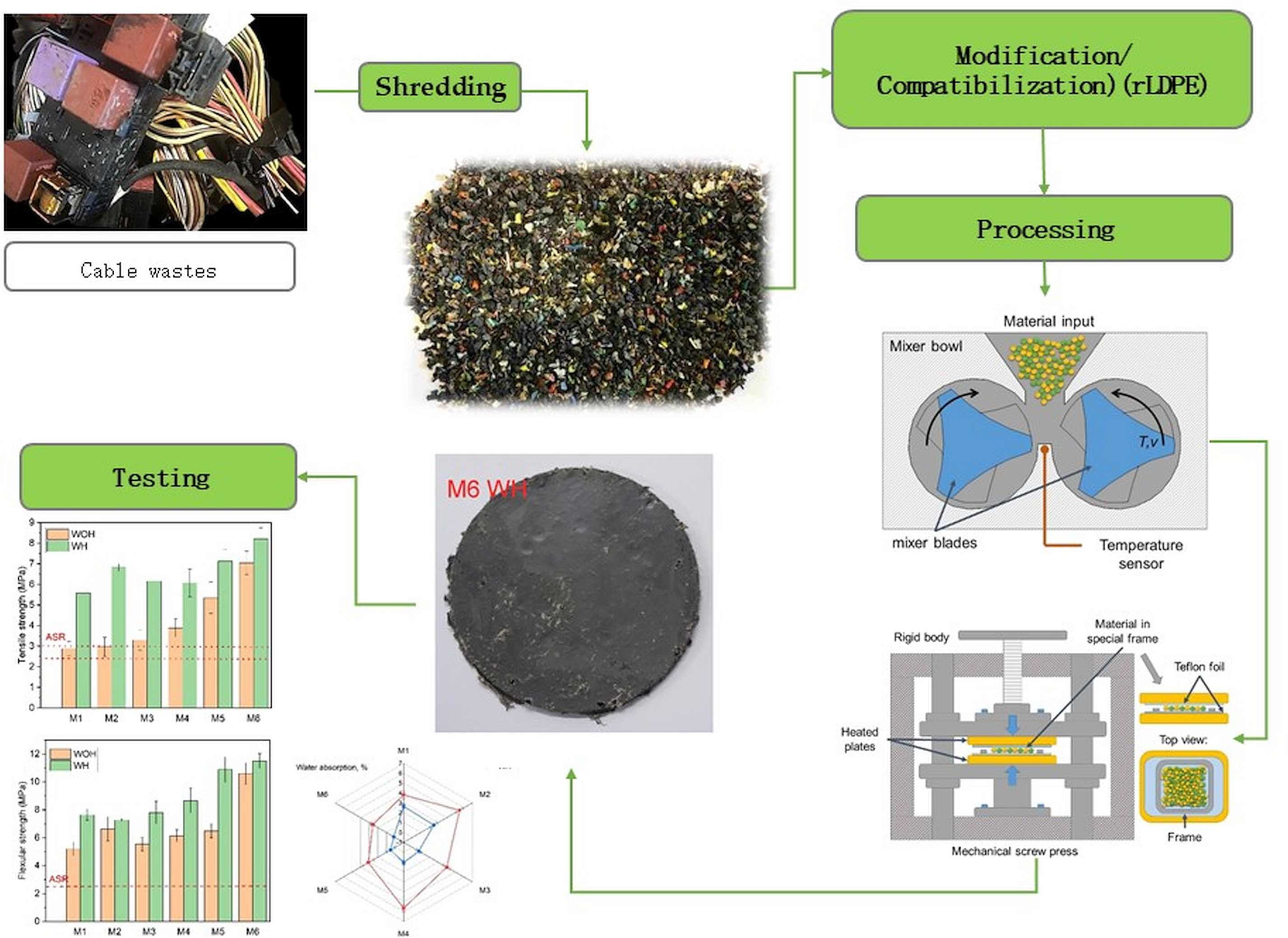
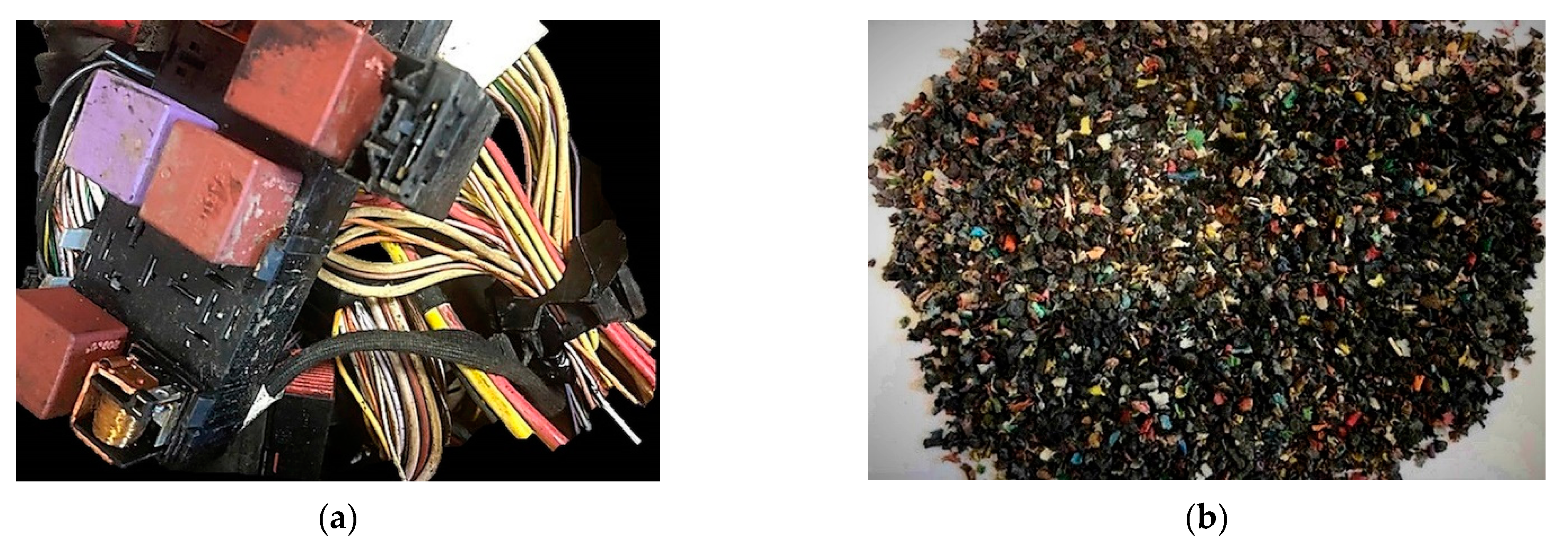
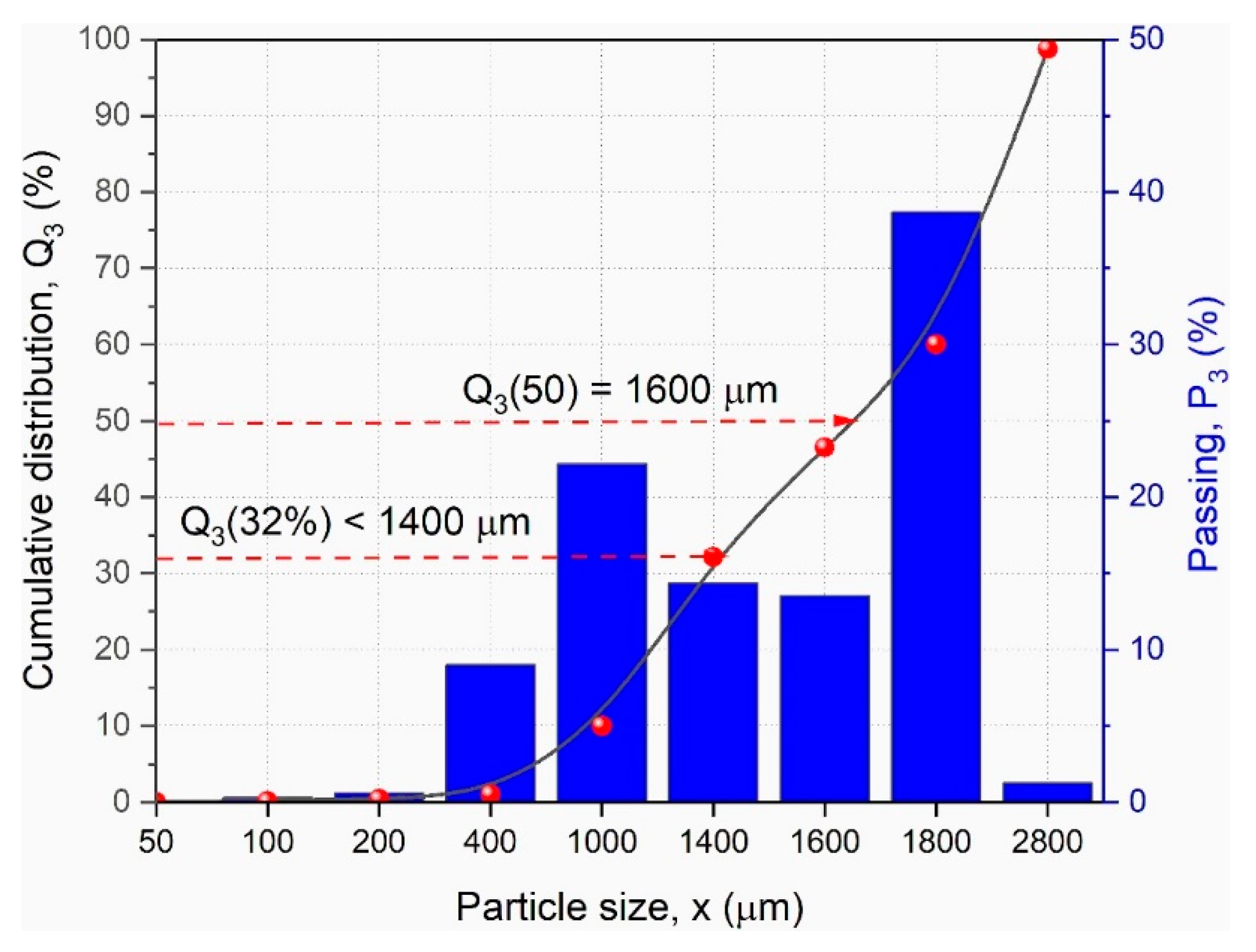
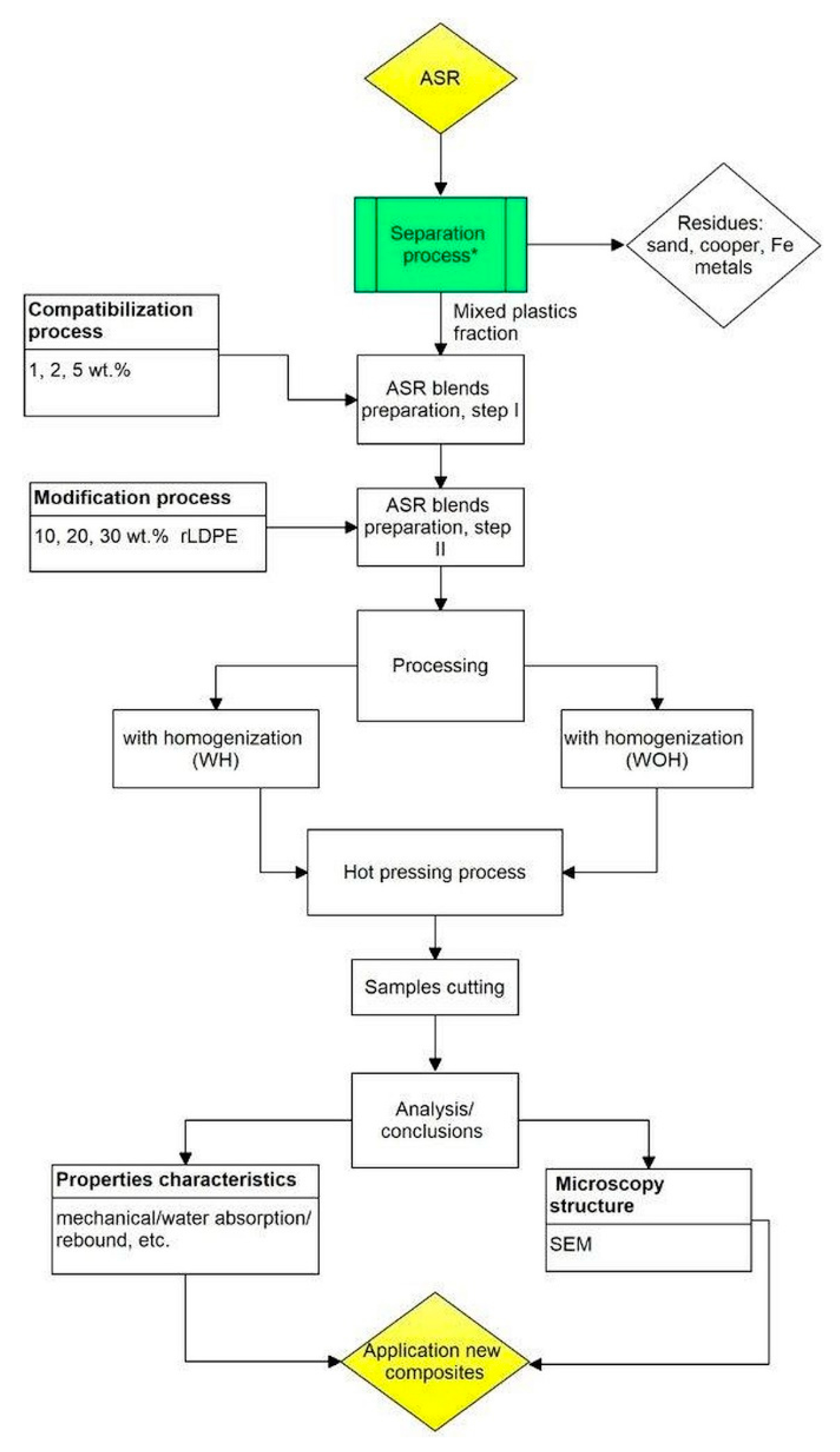
2.1. Material Preprocessing and Identification
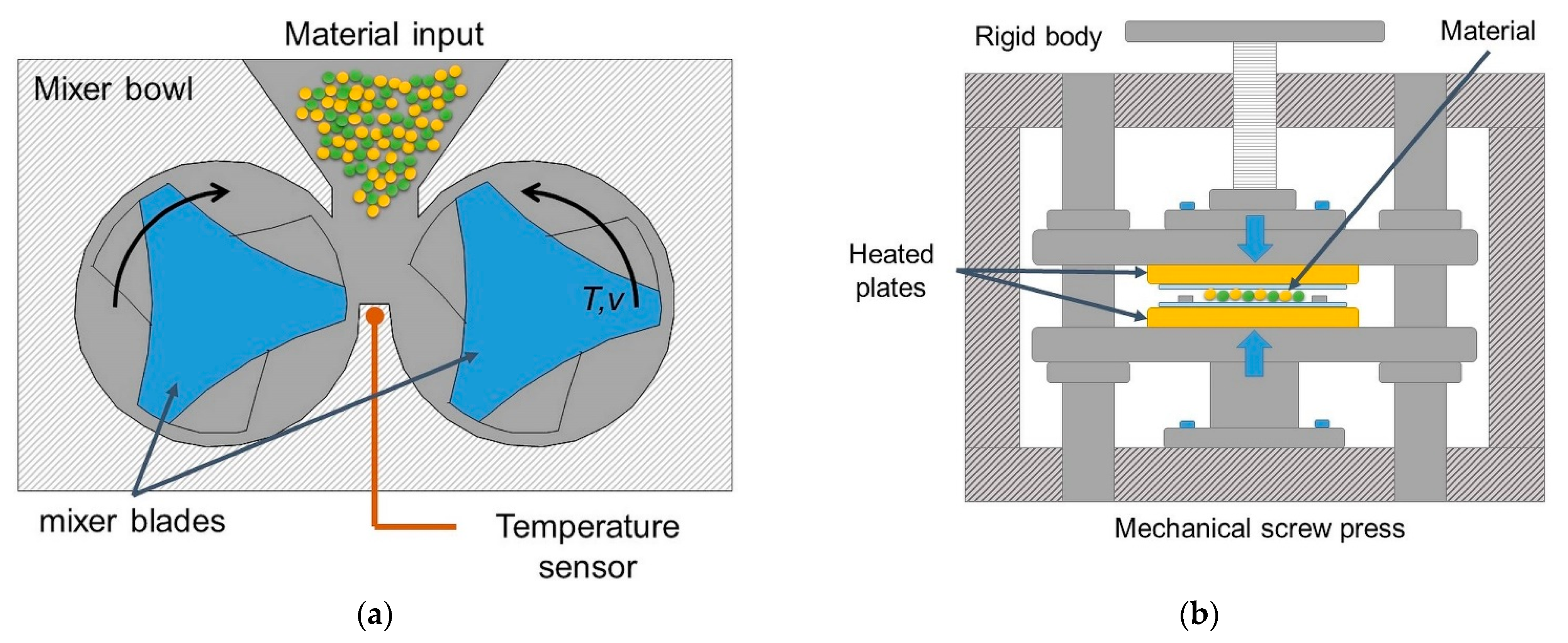
2.2. Melt Processing and Sample Preparation
2.3. Characterization of ASR-Based Compositions
2.3.1. Density and Water Absorption
2.3.2. Tensile and Hardness Testing
2.3.3. SEM Morphology Testing
2.3.4. Thermomechanical Analysis
2.3.5. Rebound Resilience
2.3.6. Acoustic Properties
3. Results and Discussions
3.1. Density and Water Absorption Analysis
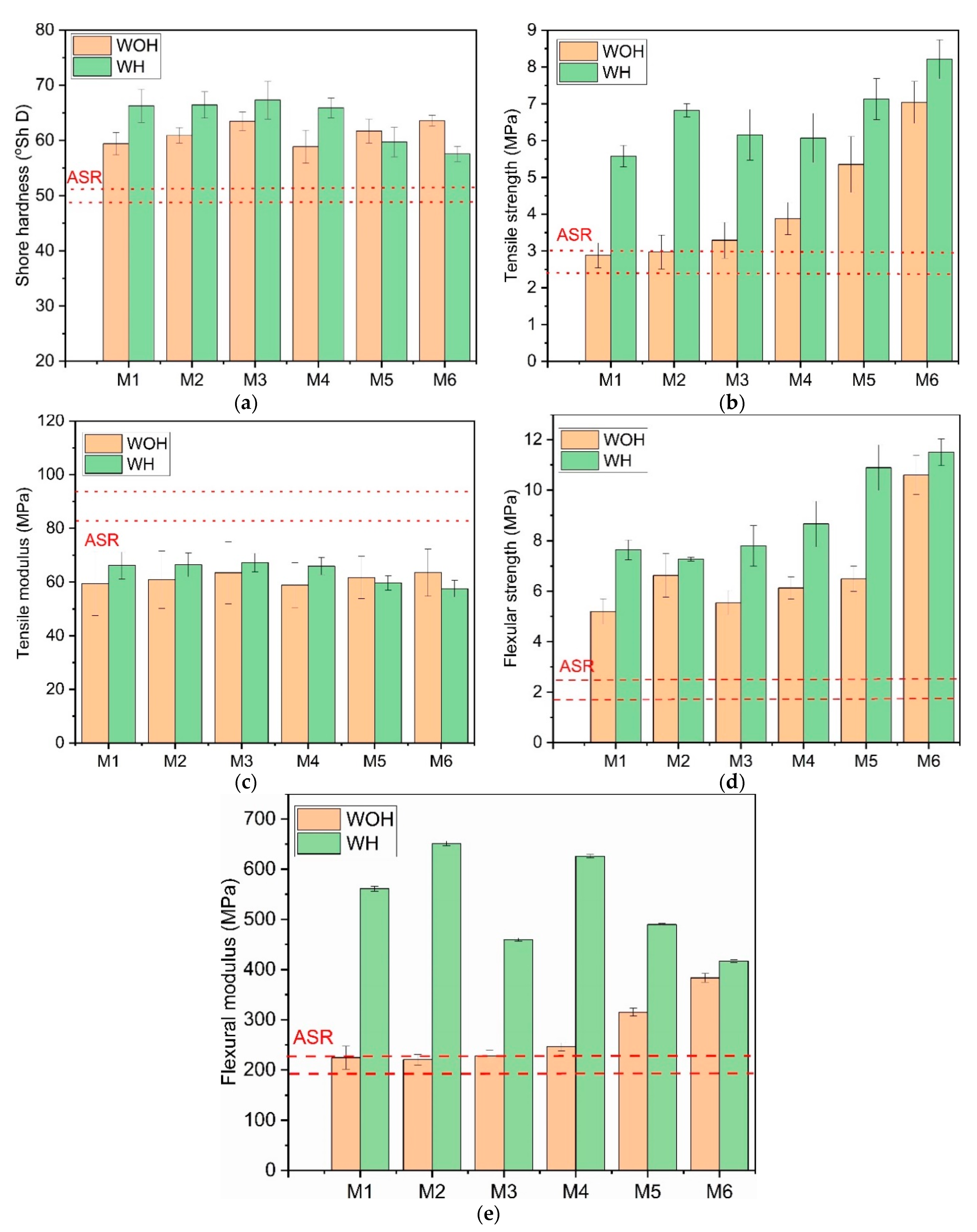
3.2. Mechanical Properties
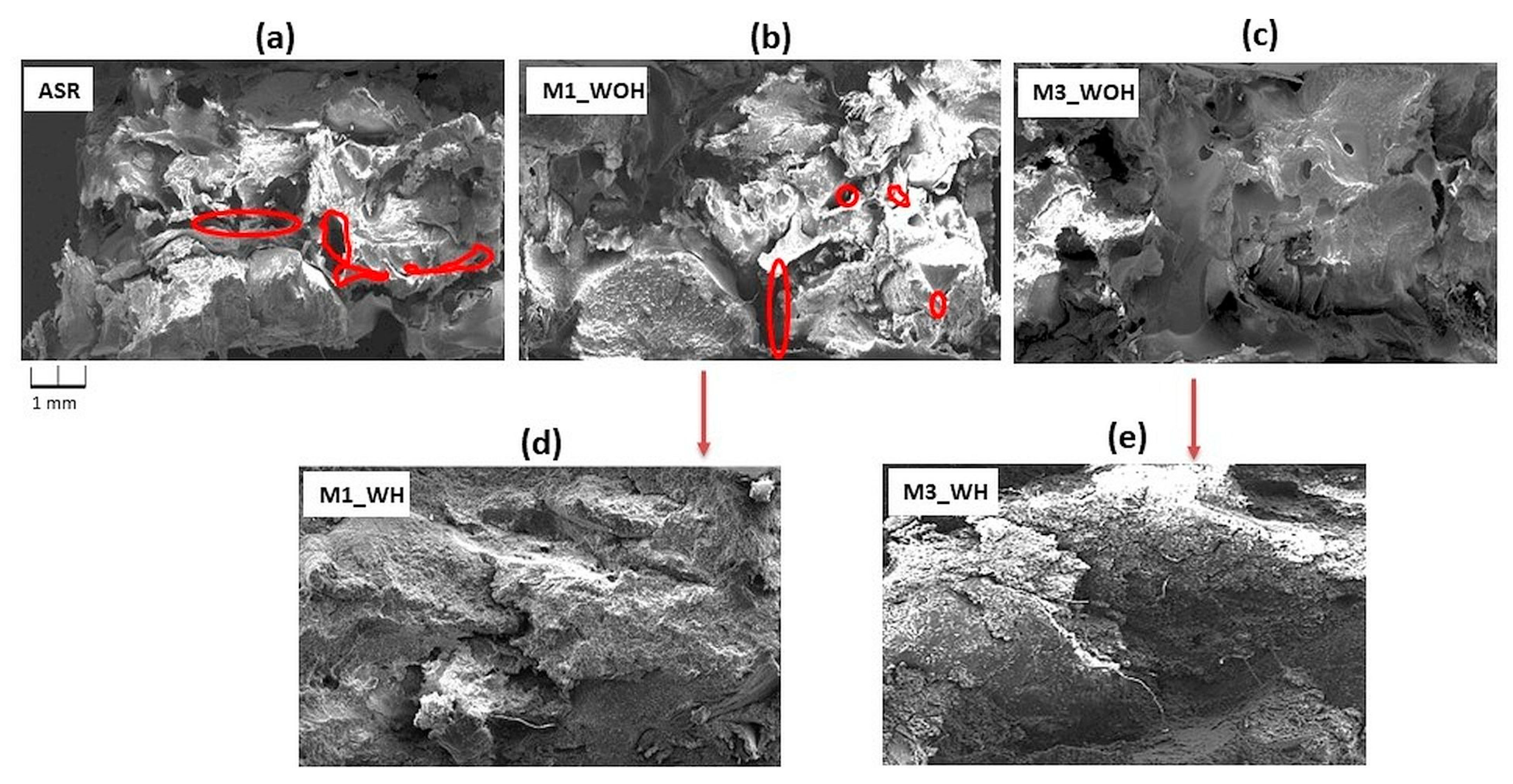
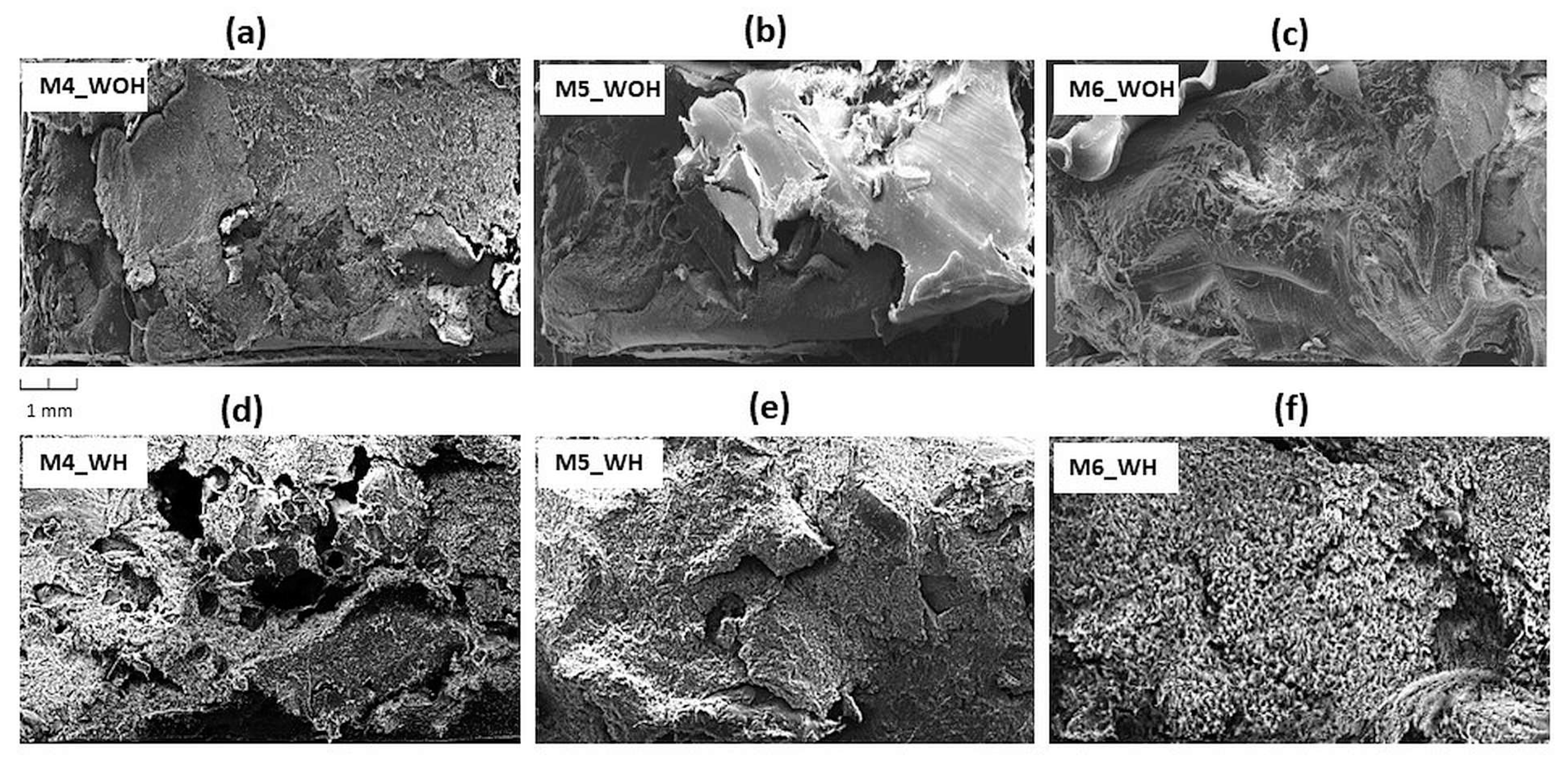
3.3. Macroscopic Surface Morphology Analysis
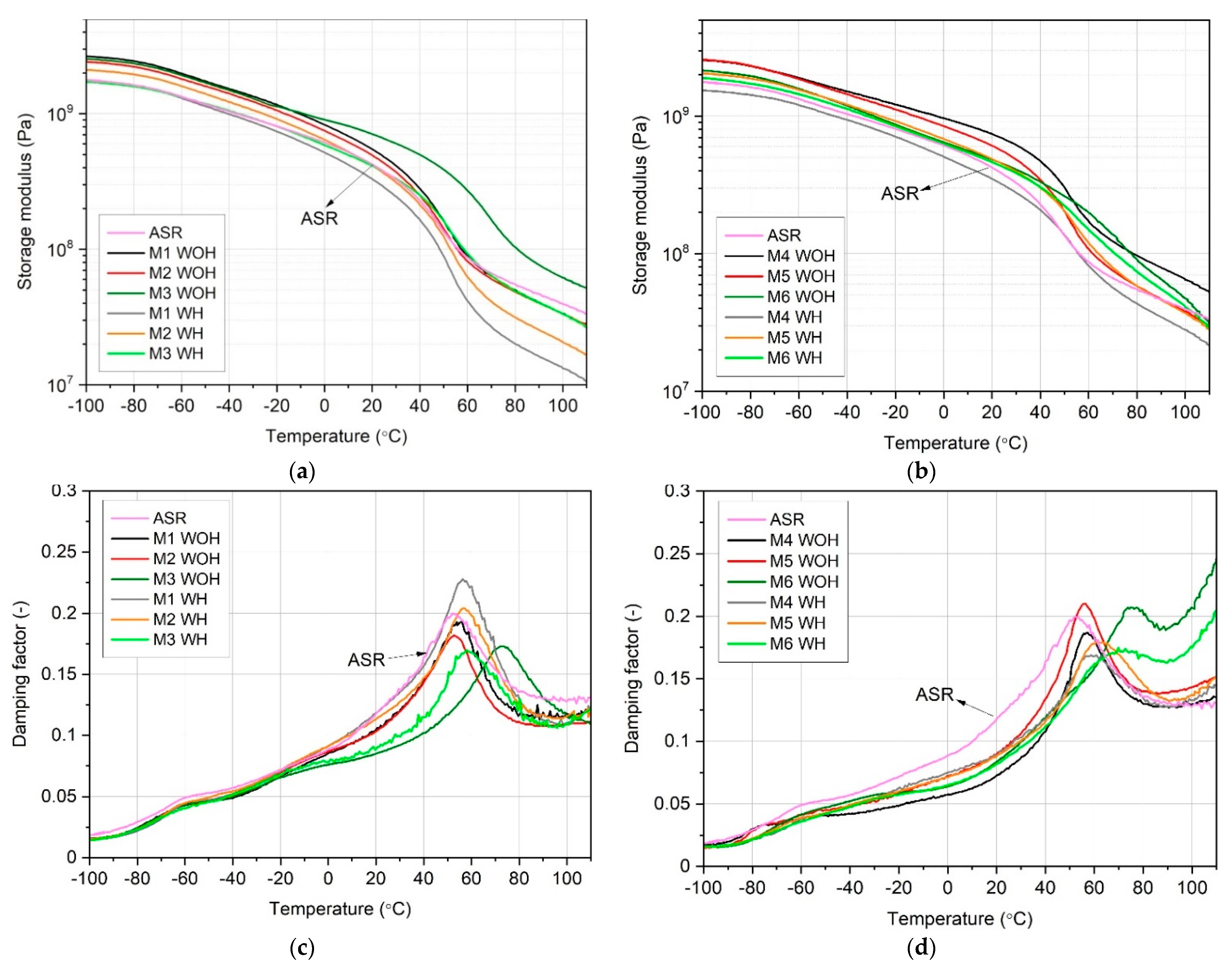
3.4. Thermomechanical Behavior
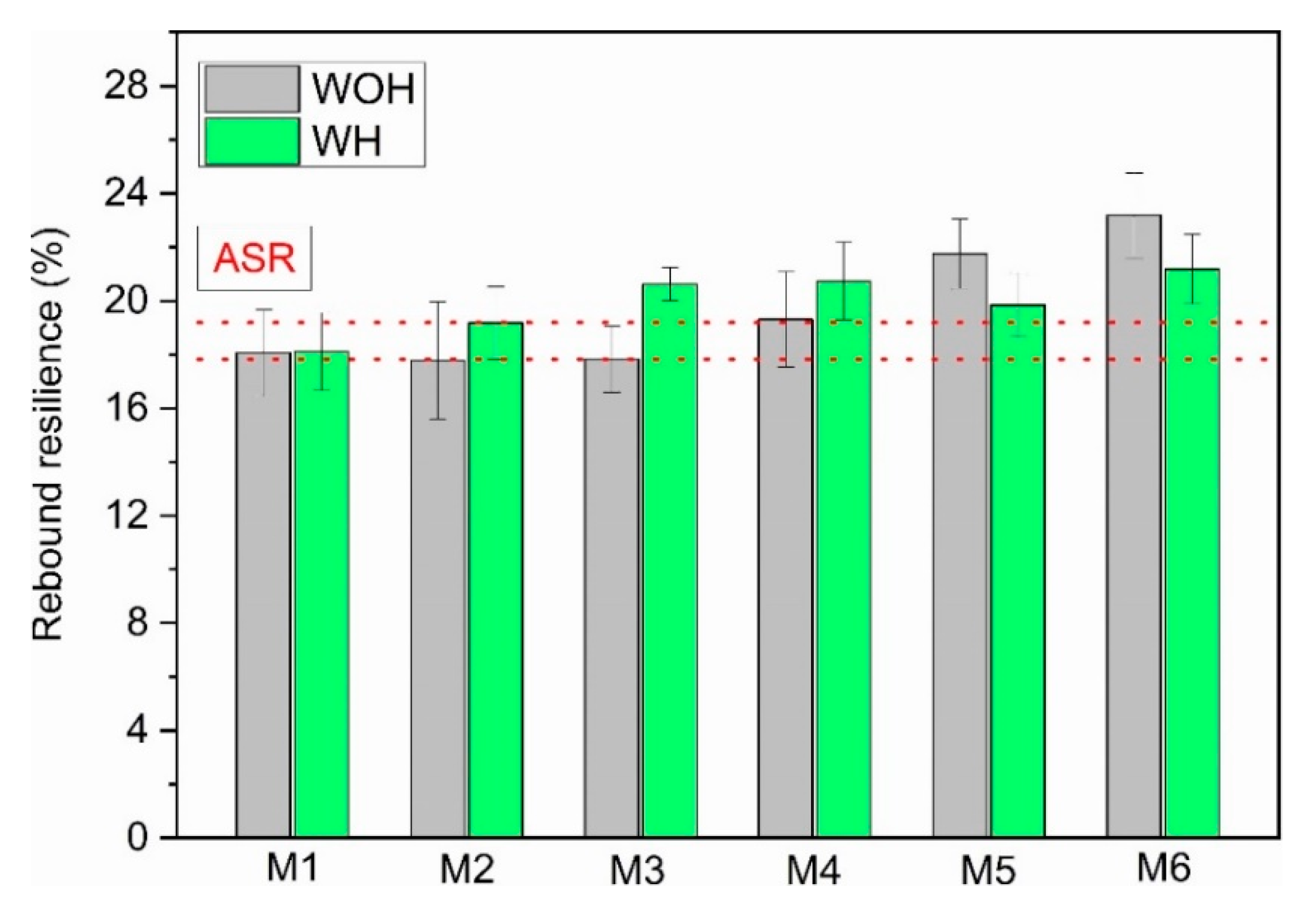
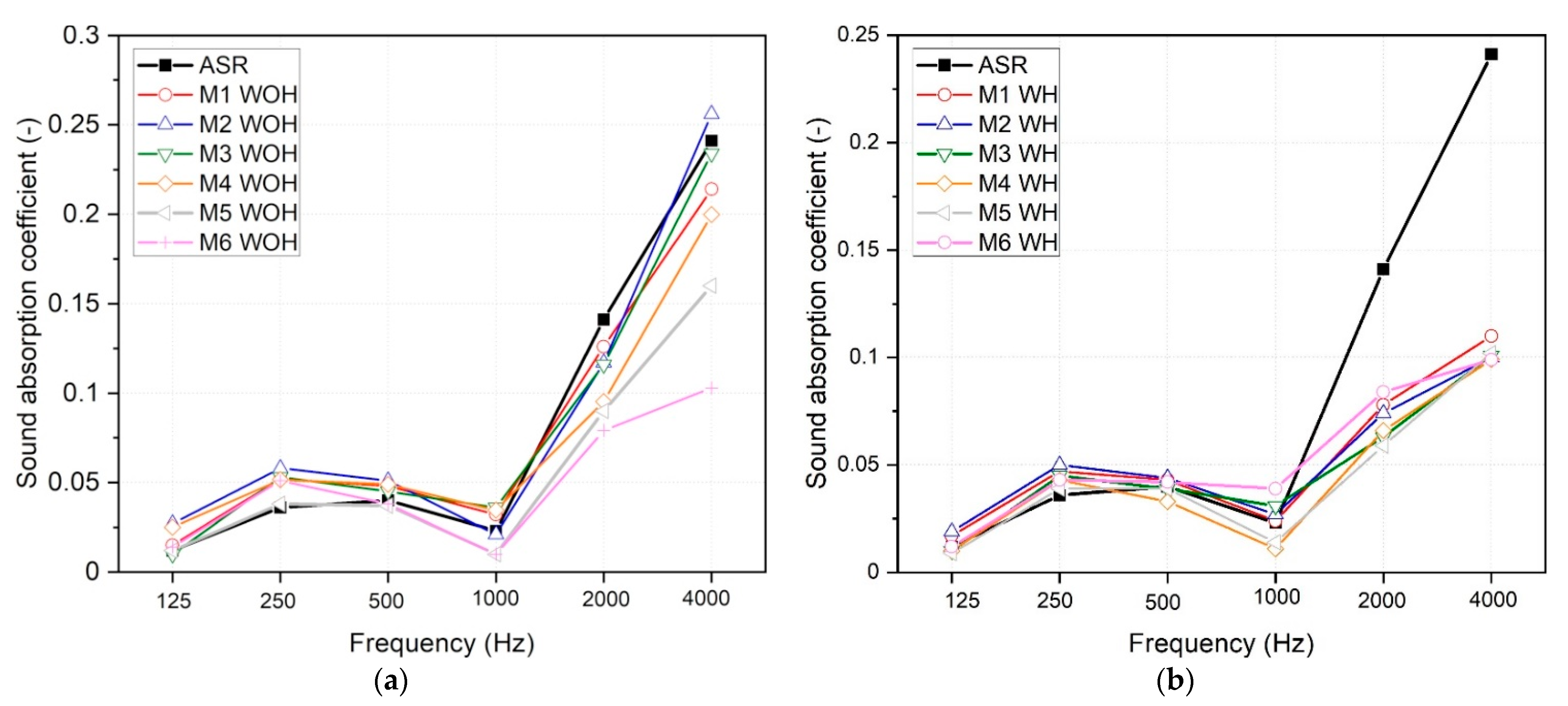
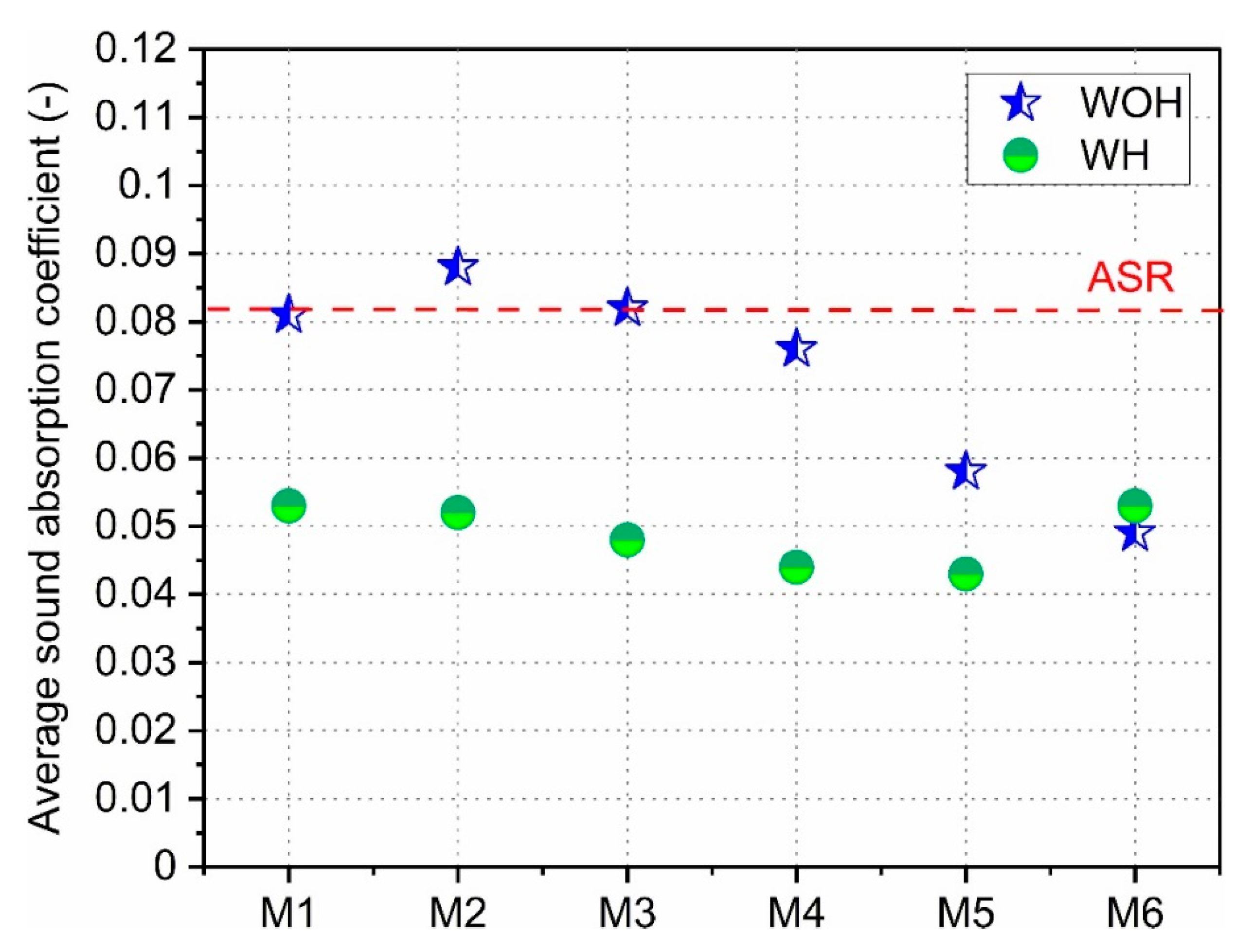
3.5. Mechanical Damping and Acoustic Properties
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Warguła, Ł.; Kukla, M.; Lijewski, P.; Dobrzyński, M.; Markiewicz, F. Influence of Innovative Woodchipper Speed Control Systems on Exhaust Gas Emissions and Fuel Consumption in Urban Areas. Energies 2020, 13, 3330. [Google Scholar] [CrossRef]
- Warguła, Ł.; Wieczorek, B.; Kukla, M.; Krawiec, P.; Szewczyk, J.W. The Problem of Removing Seaweed from the Beaches: Review of Methods and Machines. Water 2021, 13, 736. [Google Scholar] [CrossRef]
- Åkermark, A.M. Design for Disassembly and Recycling. In Life Cycle Networks; Krause, F.L., Seliger, G., Eds.; Springer: Boston, MA, USA, 1997. [Google Scholar] [CrossRef]
- Knapčíková, L.; Balog, M.; Husár, J.; Szilágyi, E. Material Recycling of Some Automobile Plastics Waste. Przem. Chem. 2016, 95, 1716–1720. [Google Scholar] [CrossRef]
- Rydzkowski, T. Properties of Recycled Polymer Mixtures Obtained in the Screw-Disc Extrusion Process. Polimery 2009, 54, 377–381. [Google Scholar] [CrossRef]
- Czarnecka-Komorowska, D.; Wiszumirska, K. Sustainability Design of Plastic Packaging for the Circular Economy. Polimery 2020, 65, 8–17. [Google Scholar] [CrossRef]
- Corona, B.; Shen, L.; Reike, D.; Rosales Carreón, J.; Worrell, E. Towards Sustainable Development through the Circular Economy—A Review and Critical Assessment on Current Circularity Metrics. Resour. Conserv. Recycl. 2019, 151, 104498. [Google Scholar] [CrossRef]
- Ghisellini, P.; Cialani, C.; Ulgiati, S. A Review on Circular Economy: The Expected Transition to a Balanced Interplay of Environmental and Economic Systems. J. Clean. Prod. 2016, 114, 11–32. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, Y. Circular Economy Is Game-Changing Municipal Wastewater Treatment Technology towards Energy and Carbon Neutrality. Chem. Eng. J. 2022, 429, 132114. [Google Scholar] [CrossRef]
- Zhang, C.; Hu, M.; Di Maio, F.; Sprecher, B.; Yang, X.; Tukker, A. An Overview of the Waste Hierarchy Framework for Analyzing the Circularity in Construction and Demolition Waste Management in Europe. Sci. Total Environ. 2022, 803, 149892. [Google Scholar] [CrossRef]
- Czarnecka-Komorowska, D.; Wiszumirska, K.; Garbacz, T. Manufacturing and Properties of Recycled Polyethylene Films with an Inorganic Filler by the Extrusion Blow Moulding Method. In Lecture Notes in Mechanical Engineering; Gapiński, B., Szostak, M., Ivanov, V., Eds.; Springer International Publishing: Berlin/Heidelberg, Germany, 2019; pp. 625–638. ISBN 978-3-030-16942-8. [Google Scholar]
- Czarnecka-Komorowska, D.; Nowak-Grzebyta, J.; Gawdzińska, K.; Mysiukiewicz, O.; Tomasik, M. Polyethylene/Polyamide Blends Made of Waste with Compatibilizer: Processing, Morphology, Rheological and Thermo-Mechanical Behavior. Polymers 2021, 13, 2385. [Google Scholar] [CrossRef]
- Czarnecka-Komorowska, D.; Tomczyk, T. Badania Wpływu Nanonapełniacza Na Właściwości Mechaniczne Recyklatów Gumowych. Arch. Technol. Masz. Autom. 2008, 28, 145–152. [Google Scholar]
- Fazli, A.; Rodrigue, D. Waste Rubber Recycling: A Review on the Evolution and Properties of Thermoplastic Elastomers. Materials 2020, 13, 782. [Google Scholar] [CrossRef] [PubMed]
- Penava, N.V.; Rek, V.; Houra, I.F. Effect of EPDM as a Compatibilizer on Mechanical Properties and Morphology of PP/LDPE Blends. J. Elastomers Plast. 2013, 45, 391–403. [Google Scholar] [CrossRef]
- Lipatov, Y. Effect of Polymer–Filler Surface Interactions on the Phase Separation in Polymer Blends. Polymer 2002, 43, 875–880. [Google Scholar] [CrossRef]
- Taguet, A.; Cassagnau, P.; Lopez-Cuesta, J.-M. Structuration, Selective Dispersion and Compatibilizing Effect of (Nano)Fillers in Polymer Blends. Prog. Polym. Sci. 2014, 39, 1526–1563. [Google Scholar] [CrossRef]
- Chavalitpanya, K.; Phattanarudee, S. Poly(Lactic Acid)/Polycaprolactone Blends Compatibilized with Block Copolymer. Energy Procedia 2013, 34, 542–548. [Google Scholar] [CrossRef]
- Cser, F.; Jollands, M.; White, P.; Bhattacharya, S. Miscibility Studies on Cross-Linked EVA/LLDPE Blends by TMDSC. J. Therm. Anal. Calorim. 2002, 70, 651–662. [Google Scholar] [CrossRef]
- Seier, M.; Stanic, S.; Koch, T.; Archodoulaki, V.-M. Effect of Different Compatibilization Systems on the Rheological, Mechanical and Morphological Properties of Polypropylene/Polystyrene Blends. Polymers 2020, 12, 2335. [Google Scholar] [CrossRef] [PubMed]
- Ouyang, Y.; Mauri, M.; Pourrahimi, A.M.; Östergren, I.; Lund, A.; Gkourmpis, T.; Prieto, O.; Xu, X.; Hagstrand, P.-O.; Müller, C. Recyclable Polyethylene Insulation via Reactive Compounding with a Maleic Anhydride-Grafted Polypropylene. Am. Chem. Soc. Appl. Polym. Mater. 2020, 2, 2389–2396. [Google Scholar] [CrossRef]
- Cañavate, J.; Carrillo, F.; Casas, P.; Colom, X.; Suñol, J.J. The Use of Waxes and Wetting Additives to Improve Compatibility Between HDPE and Ground Tyre Rubber. J. Compos. Mater. 2010, 44, 1233–1245. [Google Scholar] [CrossRef]
- Sonnier, R.; Leroy, E.; Clerc, L.; Bergeret, A.; Lopez-Cuesta, J.-M.; Bretelle, A.-S.; Ienny, P. Compatibilizing Thermoplastic/Ground Tyre Rubber Powder Blends: Efficiency and Limits. Polym. Test. 2008, 27, 901–907. [Google Scholar] [CrossRef]
- Mangaraj, D. Role of Compatibilization in Recycling Rubber Waste by Blending with Plastics. Rubber Chem. Technol. 2005, 78, 536–547. [Google Scholar] [CrossRef]
- Nevatia, P.; Banerjee, T.S.; Dutta, B.; Jha, A.; Naskar, A.K.; Bhowmick, A.K. Thermoplastic Elastomers from Reclaimed Rubber and Waste Plastics. J. Appl. Polym. Sci. 2002, 83, 2035–2042. [Google Scholar] [CrossRef]
- Simon-Stőger, L.; Varga, C.S. PE-Contaminated Industrial Waste Ground Tire Rubber: How to Transform a Handicapped Resource to a Valuable One. Waste Manag. 2021, 119, 111–121. [Google Scholar] [CrossRef]
- Formela, K.; Korol, J.; Saeb, M.R. Interfacially Modified LDPE/GTR Composites with Non-Polar Elastomers: From Microstructure to Macro-Behavior. Polym. Test. 2015, 42, 89–98. [Google Scholar] [CrossRef]
- Kollár, M.; Zsoldos, G. Investigating Poly-(Vinyl-Chloride)-Polyethylene Blends by Thermal Methods. J. Therm. Anal. Calorim. 2012, 107, 645–650. [Google Scholar] [CrossRef]
- Marossy, K.; Bárczy, P. Improvement of the Properties of Polyethylene with Chlorinated Polyethylene (CPE). 2003. Available online: https://journals.sagepub.com/doi/abs/10.1177/096739110301100206 (accessed on 23 October 2021).
- Arnold, J.C.; Maund, B. The Properties of Recycled PVC Bottle Compounds. 2: Reprocessing Stability. Polym. Eng. Sci. 1999, 39, 1242–1250. [Google Scholar] [CrossRef]
- Fang, Z.; Xu, C.; Bao, S.; Zhao, Y. In Situ Crosslinking and Its Synergism with Compatibilization in Polyvinyl Chloride/Polyethylene Blends. Polymer 1997, 38, 131–133. [Google Scholar] [CrossRef]
- Hou, L.L.; Zhao, M. Studies on the Preparation of Multi-Monomer Grafted PP by One-Step Extrusion and the Blends with PVC. Express Polym. Lett. 2008, 2, 19–25. [Google Scholar] [CrossRef]
- Zárraga, A.; Muñtoz, M.E.; Peña, J.J.; Santamaría, A. Rheological Effects of the Incorporation of Chlorinated Polyethylene Compatibilizers in a HDPE/PVC Blend. Polym. Eng. Sci. 2001, 41, 1893–1902. [Google Scholar] [CrossRef]
- Smol, M.; Duda, J.; Czaplicka-Kotas, A.; Szołdrowska, D. Transformation towards Circular Economy (CE) in Municipal Waste Management System: Model Solutions for Poland. Sustainability 2020, 12, 4561. [Google Scholar] [CrossRef]
- Pikoń, K.; Poranek, N.; Czajkowski, A.; Łaźniewska-Piekarczyk, B. Poland’s Proposal for a Safe Solution of Waste Treatment during the COVID-19 Pandemic and Circular Economy Connection. Appl. Sci. 2021, 11, 3939. [Google Scholar] [CrossRef]
- Soler, T.O. Identification and Segregation of Materials in Mixed Waste. Makromol. Chem. Macromol. Symp. 1992, 57, 123–131. [Google Scholar] [CrossRef]
- Rigamonti, L.; Grosso, M.; Møller, J.; Martinez Sanchez, V.; Magnani, S.; Christensen, T.H. Environmental Evaluation of Plastic Waste Management Scenarios. Resour. Conserv. Recycl. 2014, 85, 42–53. [Google Scholar] [CrossRef]
- Xanthos, M.; Dey, S.K.; Mitra, S.; Yilmazer, U.; Feng, C. Prototypes for Building Applications Based on Thermoplastic Composites Containing Mixed Waste Plastics. Polym. Compos. 2002, 23, 153–163. [Google Scholar] [CrossRef]
- Díaz, S.; Ortega, Z.; McCourt, M.; Kearns, M.P.; Benítez, A.N. Recycling of Polymeric Fraction of Cable Waste by Rotational Moulding. Waste Manag. 2018, 76, 199–206. [Google Scholar] [CrossRef] [PubMed]
- Janajreh, I.; Alshrah, M.; Zamzam, S. Mechanical Recycling of PVC Plastic Waste Streams from Cable Industry: A Case Study. Sustain. Cities Soc. 2015, 18, 13–20. [Google Scholar] [CrossRef]
- Mengual, A.; Juárez, D.; Balart, R.; Ferrándiz, S. PE-g-MA, PP-g-MA and SEBS-g-MA Compatibilizers Used in Material Blends. Procedia Manuf. 2017, 13, 321–326. [Google Scholar] [CrossRef]
- Available online: https://Api.Sigmaaldrich.com (accessed on 10 July 2021).
- Goodrich, J.E.; Porter, R.S. A Rheological Interpretation of Torque-Rheometer Data. Polym. Eng. Sci. 1967, 7, 45–51. [Google Scholar] [CrossRef]
- Brüel, P.V. The Standing Wave Apparatus; Brüel & Kjær Technical Review: Nærum, Denmark, 1955; Volume 1, pp. 2–20. [Google Scholar]
- Kurańska, M.; Barczewski, R.; Barczewski, M.; Prociak, A.; Polaczek, K. Thermal Insulation and Sound Absorption Properties of Open-Cell Polyurethane Foams Modified with Bio-Polyol Based on Used Cooking Oil. Materials 2020, 13, 5673. [Google Scholar] [CrossRef]
- Formela, K.; Haponiuk, J. Characterization and Properties of LDPE/(Ground Tire Rubber)/Crosslinked Butyl Rubber Blends. J. Vinyl Addit. Technol. 2014, 20, 237–242. [Google Scholar] [CrossRef]
- Lee, J.K.; Han, C.D. Evolution of Polymer Blend Morphology during Compounding in an Internal Mixer. Polymer 1999, 40, 6277–6296. [Google Scholar] [CrossRef]
- Graziano, A.; Jaffer, S.; Sain, M. Review on Modification Strategies of Polyethylene/Polypropylene Immiscible Thermoplastic Polymer Blends for Enhancing Their Mechanical Behavior. J. Elastomers Plast. 2019, 51, 291–336. [Google Scholar] [CrossRef]
- Nayak, S.; Mohanty, J.R.; Samal, P.R.; Nanda, B.K. Polyvinyl Chloride Reinforced with Areca Sheath Fiber Composites—An Experimental Study. J. Nat. Fibers 2020, 17, 781–792. [Google Scholar] [CrossRef]
- Salasinska, K.; Mizera, K.; Celiński, M.; Kozikowski, P.; Mirowski, J.; Gajek, A. Thermal Properties and Fire Behavior of a Flexible Poly(Vinyl Chloride) Modified with Complex of 3-Aminotriazole with Zinc Phosphate. Fire Saf. J. 2021, 122, 103326. [Google Scholar] [CrossRef]
- Khanna, Y.P.; Turi, E.A.; Taylor, T.J.; Vickroy, V.V.; Abbott, R.F. Dynamic Mechanical Relaxations in Polyethylene. Macromolecules 1985, 18, 1302–1309. [Google Scholar] [CrossRef]
- De Carvalho, A.P.A.; da Silva Sirqueira, A. Effect of Compatibilization in Situ on PA/SEBS Blends. Polímeros 2016, 26, 123–128. [Google Scholar] [CrossRef][Green Version]
- Bassi, A.C. Dynamic Modulus of Rubber by Impact and Rebound Measurements. Polym. Eng. Sci. 1978, 18, 750–754. [Google Scholar] [CrossRef]
- Formela, K.; Haponiuk, J.T. Curing Characteristics, Mechanical Properties and Morphology of Butyl Rubber Filled with Ground Tire Rubber (GTR). Iran. Polym. J. 2014, 23, 185–194. [Google Scholar] [CrossRef]
- Datta, J.; Włoch, M. Morphology and Properties of Recycled Polyethylene/Ground Tyre Rubber/Thermoplastic Poly(Ester-Urethane) Blends. Macromol. Res. 2015, 23, 1117–1125. [Google Scholar] [CrossRef]
- Markiewicz, E.; Borysiak, S.; Paukszta, D. Polypropylene-Lignocellulosic Material Composites as Promising Sound Absorbing Materials. Polimery 2009, 54, 430–435. [Google Scholar] [CrossRef]
- Colom, X.; Cañavate, J.; Carrillo, F.; Lis, M. Acoustic and Mechanical Properties of Recycled Polyvinyl Chloride/Ground Tyre Rubber Composites. J. Compos. Mater. 2014, 48, 1061–1069. [Google Scholar] [CrossRef]
- Zhang, C.; Li, J.; Hu, Z.; Zhu, F.; Huang, Y. Correlation beteen the Acoustic and Porous Cell Morphology of Polyurethane Foam: Effect of Interconnected Porosity. Mater. Des. 2012, 41, 319–325. [Google Scholar] [CrossRef]
- Turkiewicz, J.; Sikora, J. Sound Absorbing Materials from Recycled Rubber Products. Mech. Control 2013, 32, 117–121. [Google Scholar] [CrossRef]
- Seddeq, H.S. Factors Influencing Acoustic Performance of Sound Absorptive Materials. Aust. J. Basic Appl. Sci. 2009, 3, 4610–4617. [Google Scholar]
- Hariprasad, K.; Ravichandran, K.; Jayaseelan, V.; Muthuramalingam, T. Acoustic and Mechanical Characterisation of Polypropylene Composites Reinforced by Natural Fibres for Automotive Applications. J. Mater. Res. Technol. 2020, 9, 14029–14035. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Abbreviation | Sample | Content ASR wt %/K/LDPE |
|---|---|---|
| M0 | ASR | 100/0/0 |
| M1 | ASR +1K | 99/1/0 |
| M2 | ASR + 2K | 98/2/0 |
| M3 | ASR + 5K | 95/5/0 |
| M4 | ASR + 5K + 10 | 85/5/10 |
| M5 | ASR + 5K + 20 | 75/5/20 |
| M6 | ASR + 5K + 50 | 45/5/50 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Czarnecka-Komorowska, D.; Kanciak, W.; Barczewski, M.; Barczewski, R.; Regulski, R.; Sędziak, D.; Jędryczka, C. Recycling of Plastics from Cable Waste from Automotive Industry in Poland as an Approach to the Circular Economy. Polymers 2021, 13, 3845. https://doi.org/10.3390/polym13213845
Czarnecka-Komorowska D, Kanciak W, Barczewski M, Barczewski R, Regulski R, Sędziak D, Jędryczka C. Recycling of Plastics from Cable Waste from Automotive Industry in Poland as an Approach to the Circular Economy. Polymers. 2021; 13(21):3845. https://doi.org/10.3390/polym13213845
Chicago/Turabian StyleCzarnecka-Komorowska, Dorota, Wiktoria Kanciak, Mateusz Barczewski, Roman Barczewski, Roman Regulski, Dariusz Sędziak, and Cezary Jędryczka. 2021. "Recycling of Plastics from Cable Waste from Automotive Industry in Poland as an Approach to the Circular Economy" Polymers 13, no. 21: 3845. https://doi.org/10.3390/polym13213845
APA StyleCzarnecka-Komorowska, D., Kanciak, W., Barczewski, M., Barczewski, R., Regulski, R., Sędziak, D., & Jędryczka, C. (2021). Recycling of Plastics from Cable Waste from Automotive Industry in Poland as an Approach to the Circular Economy. Polymers, 13(21), 3845. https://doi.org/10.3390/polym13213845