
4D Printing of Smart Polymer Nanocomposites: Integrating Graphene and Acrylate Based Shape Memory Polymers

 ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
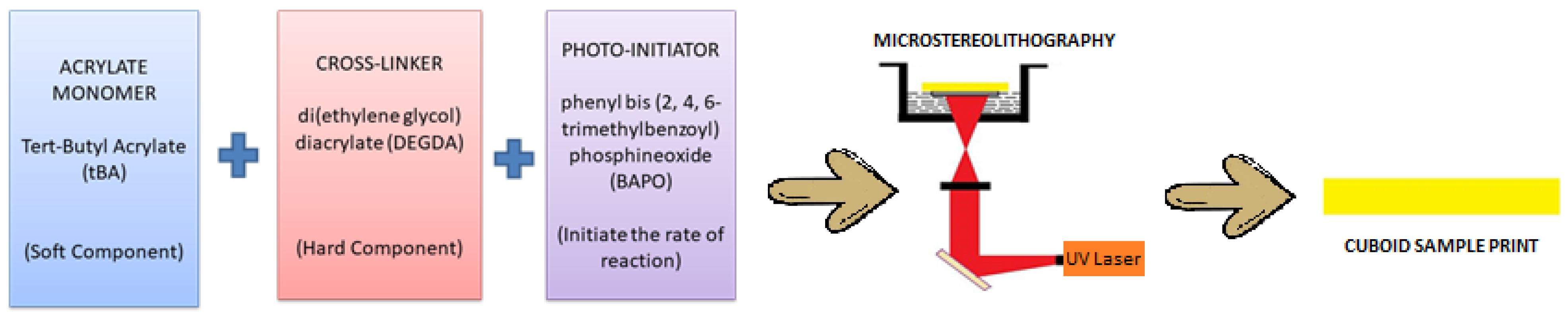
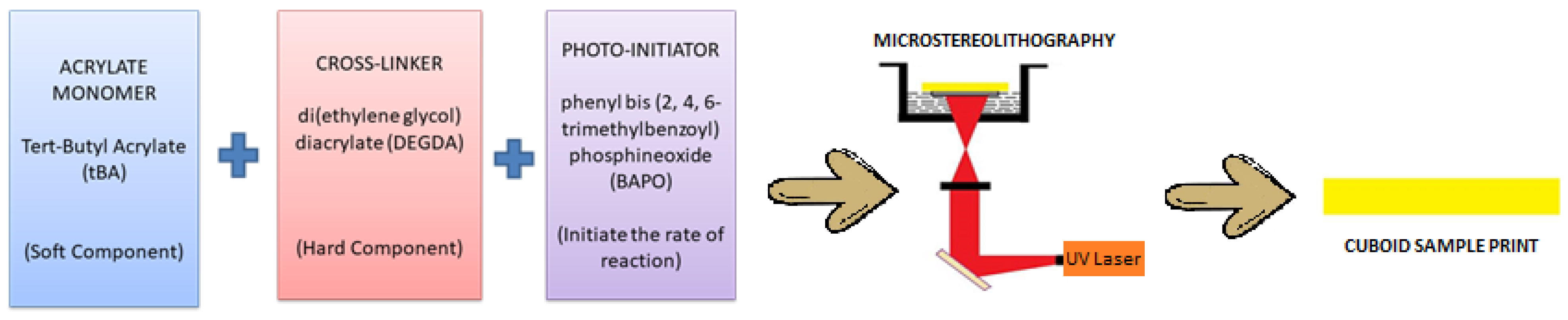
2.1. Preparation of tBA-co-DEGDA Resin
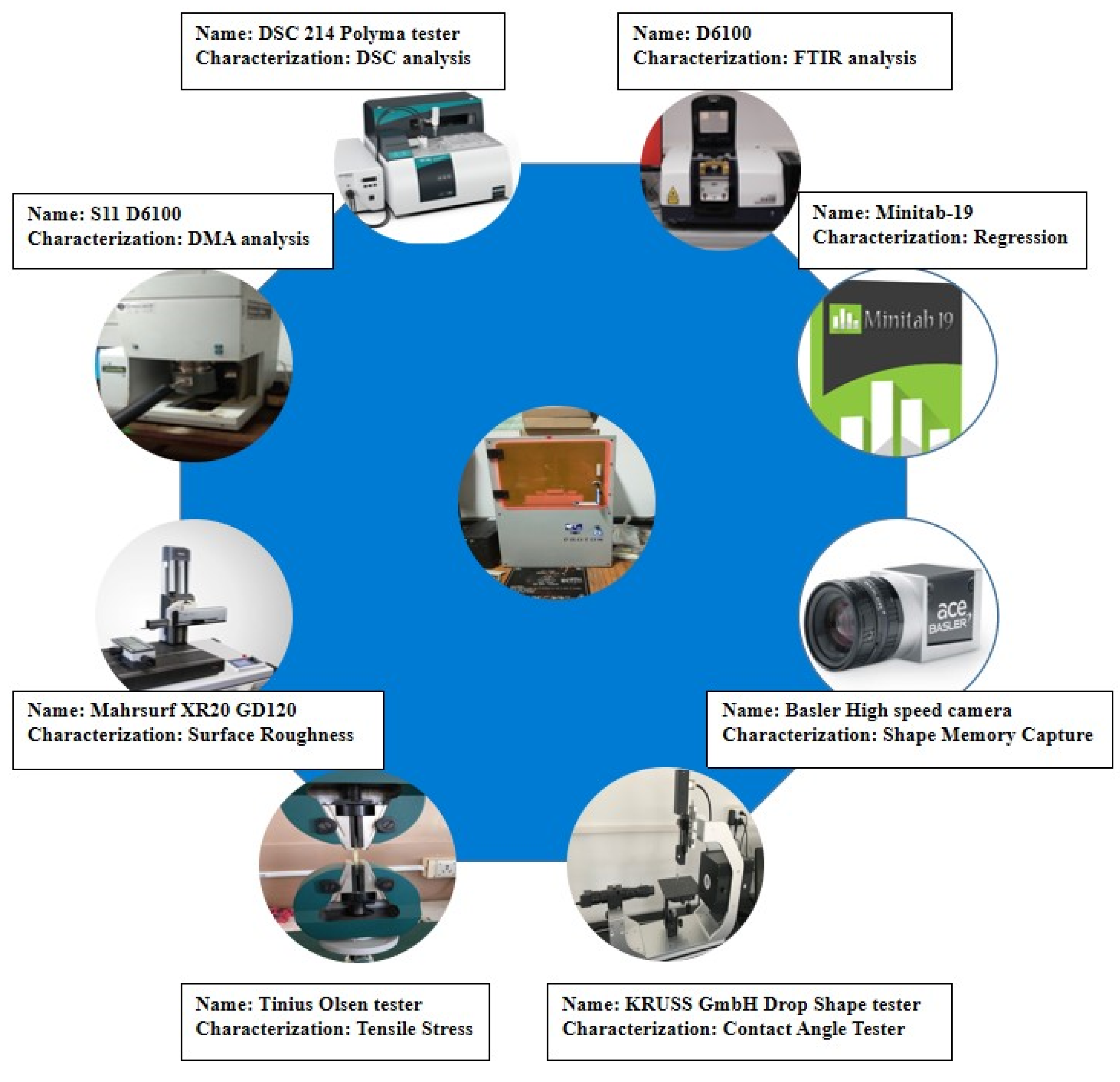
2.2. Resin Characterization
2.3. Addition of Graphene Nanoparticles
3. Results and Discussion
3.1. Characterization of Pristine SLA SMP’s
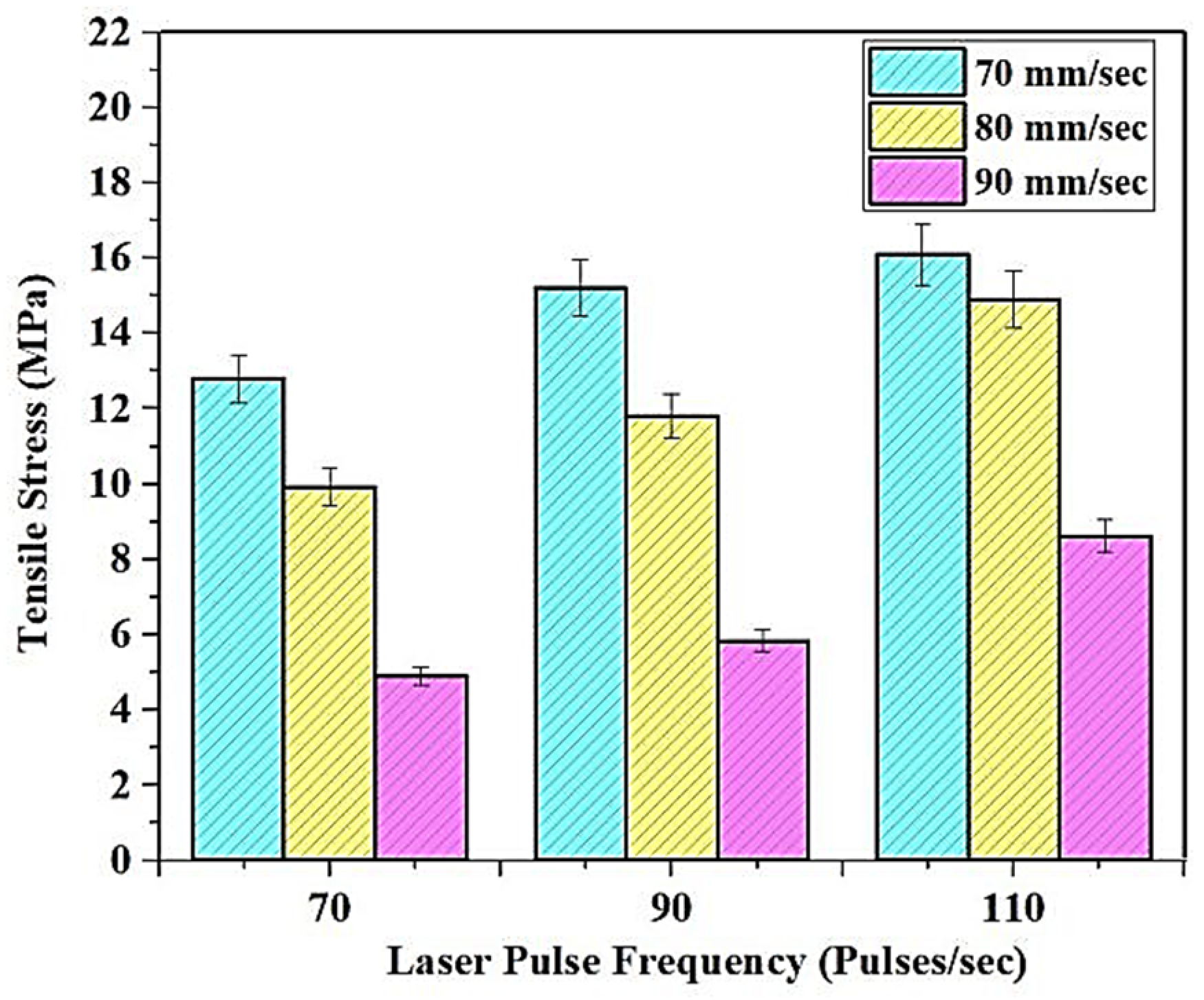
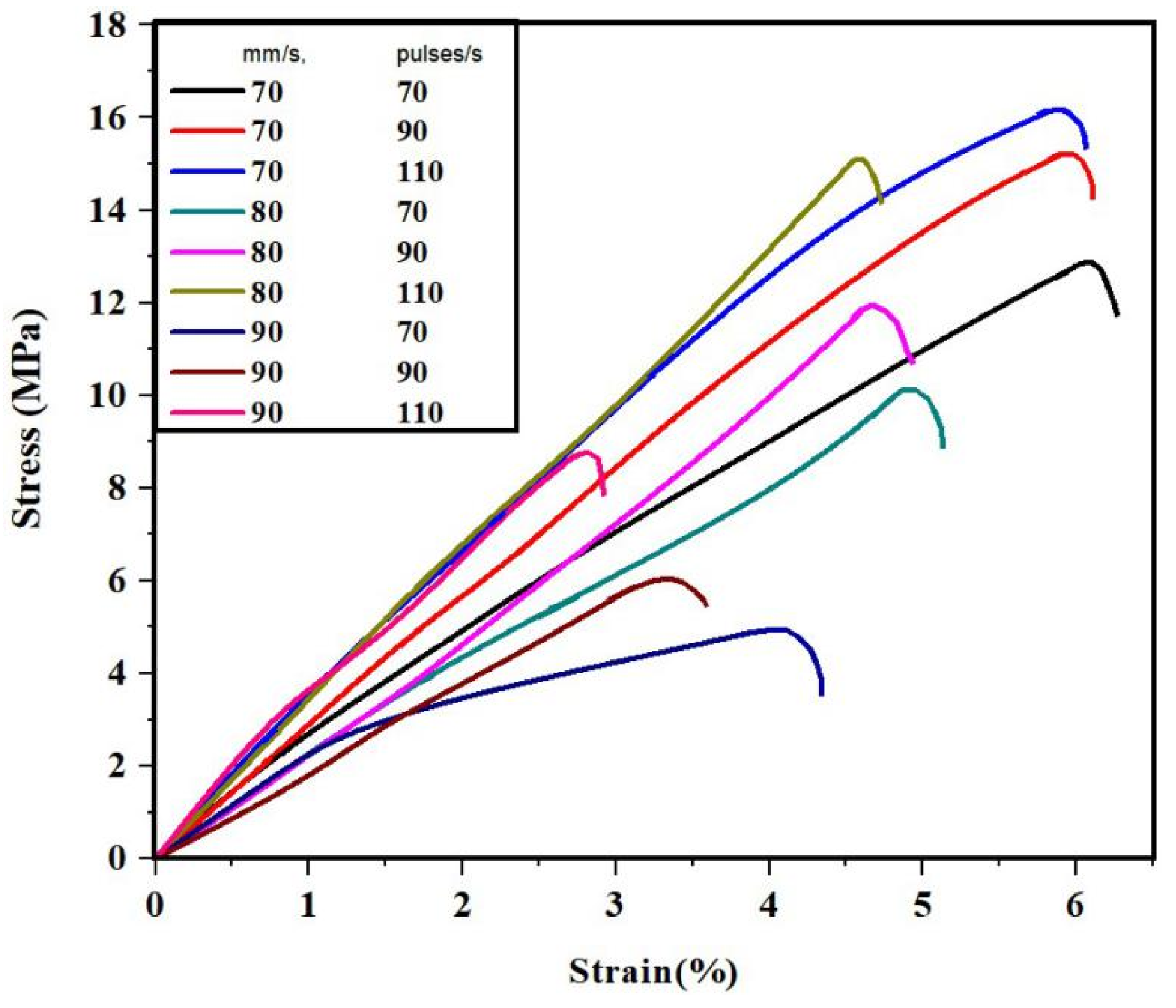
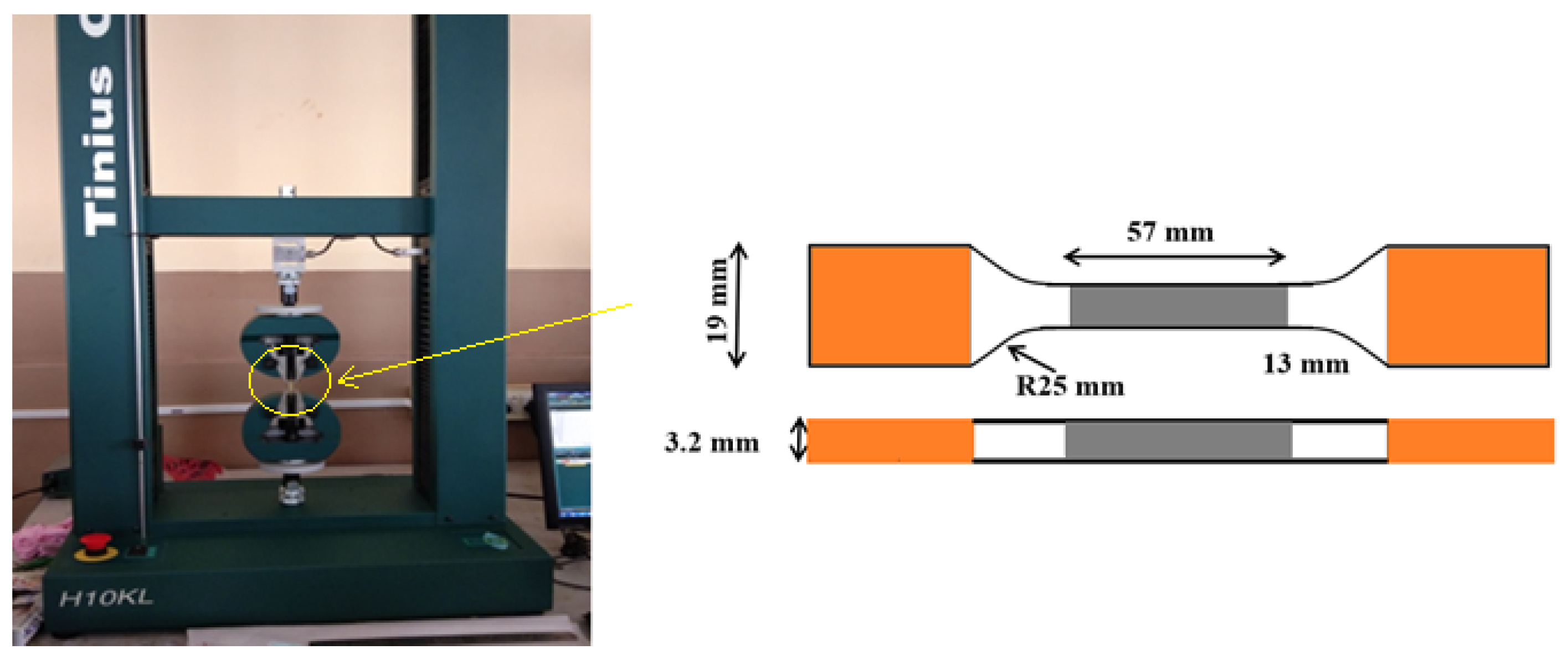
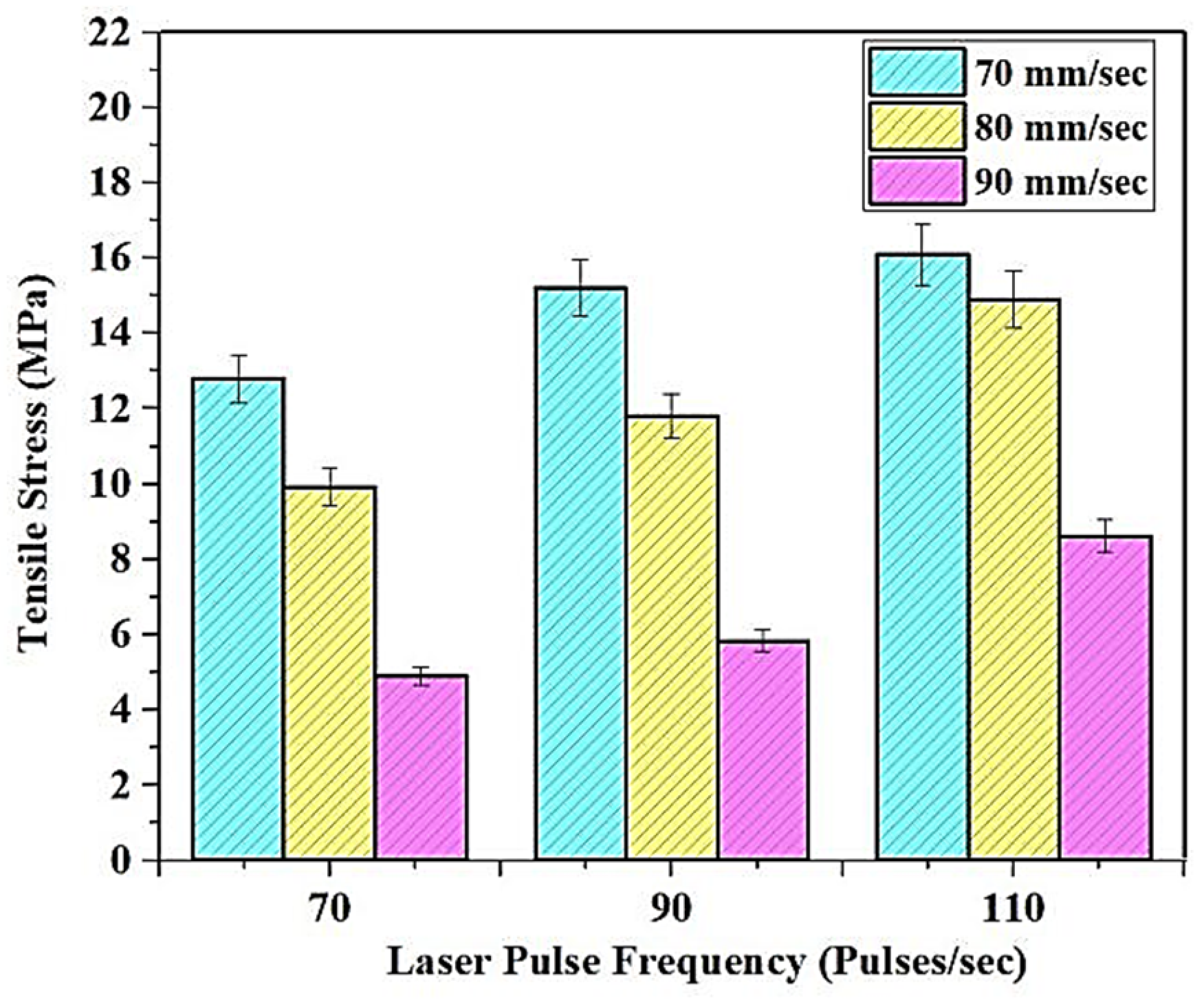
3.1.1. Effect of Print Parameters on the Tensile Stress
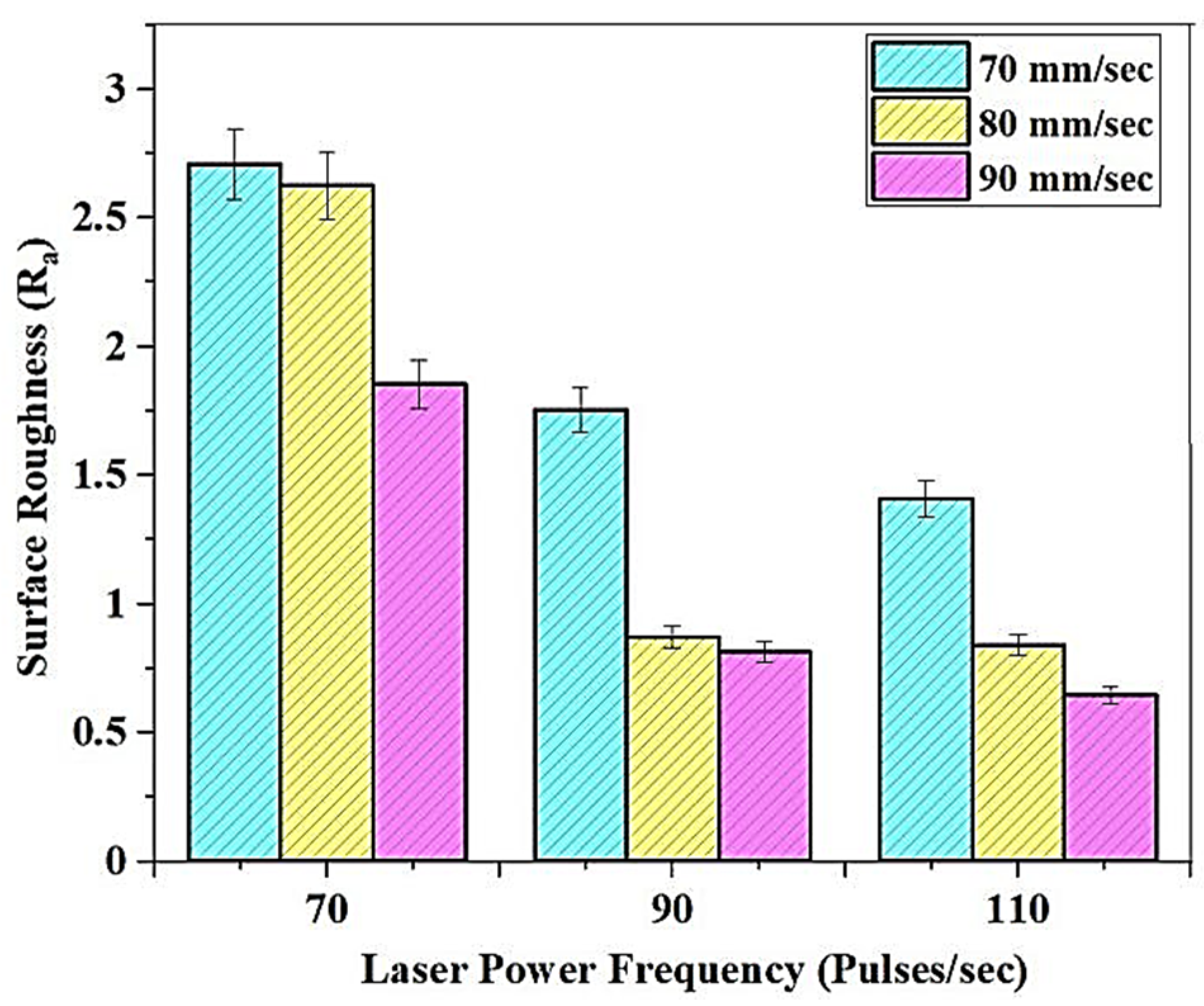
3.1.2. Effect of Print Parameters on the Surface Roughness
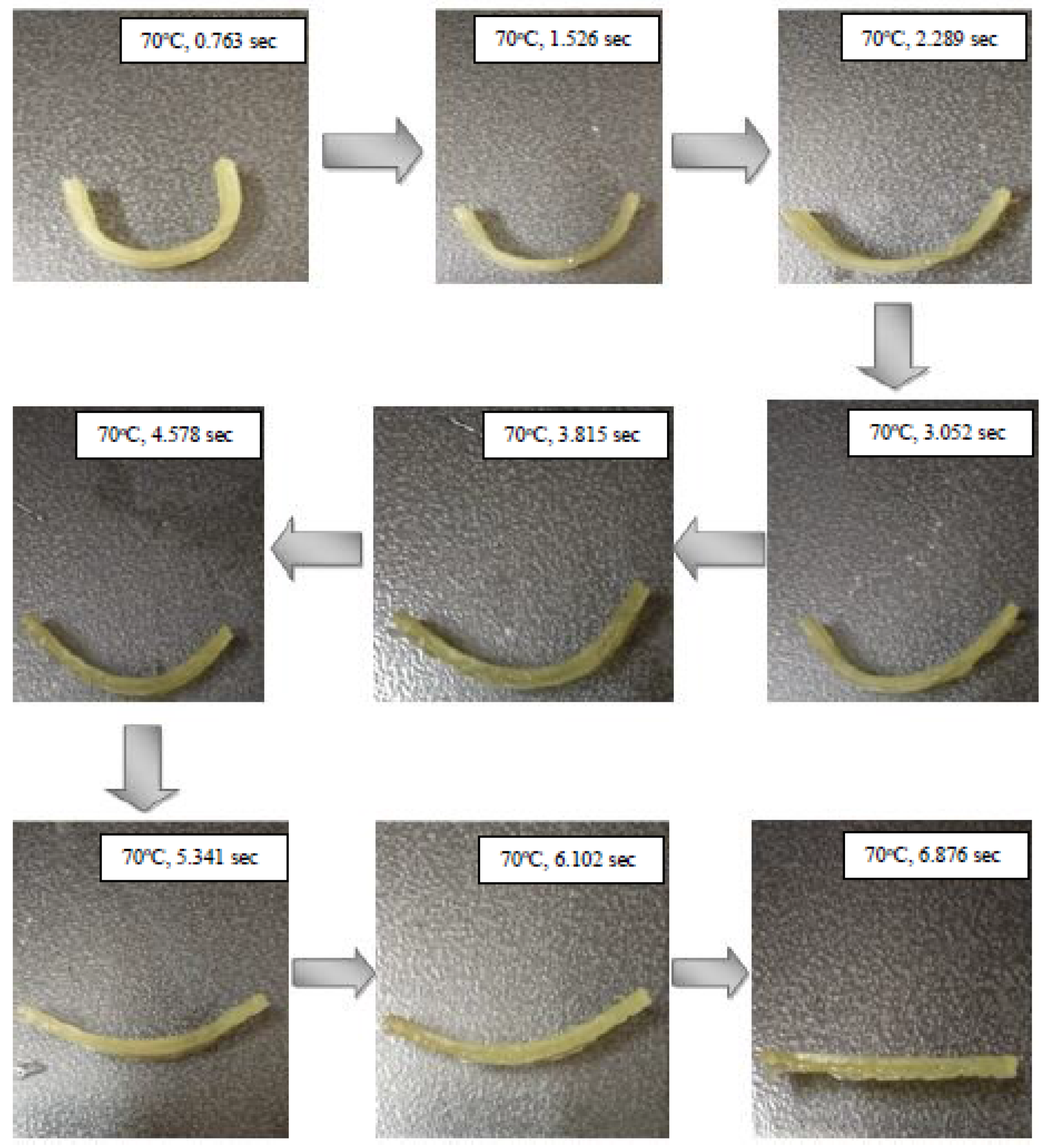
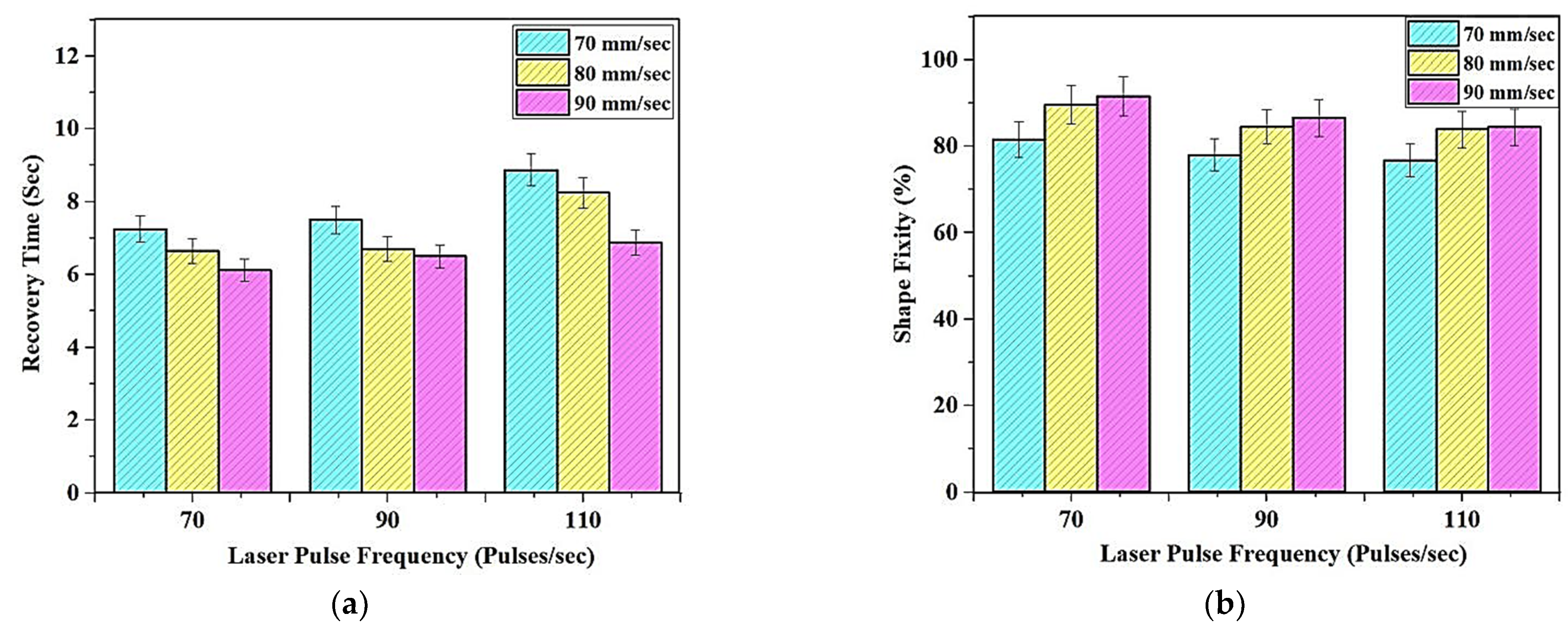
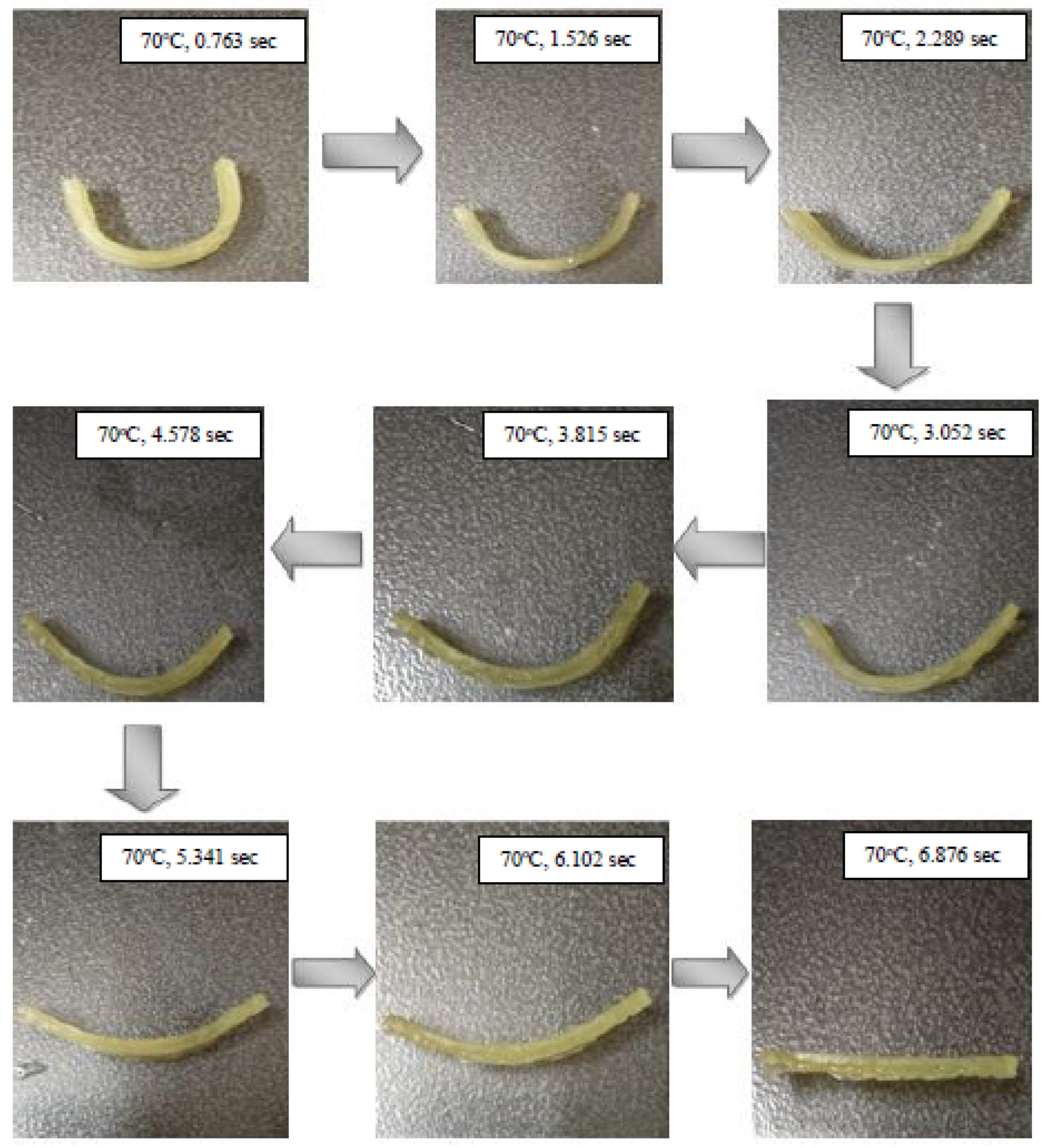
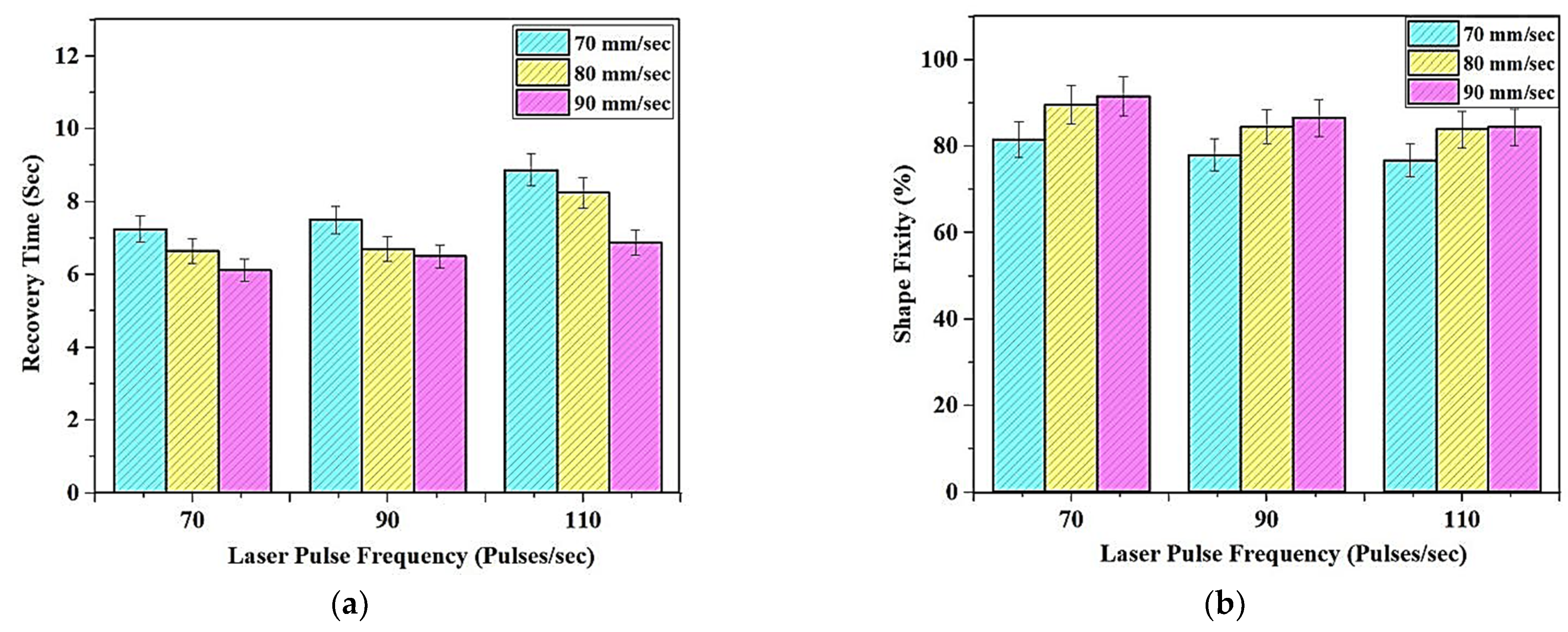
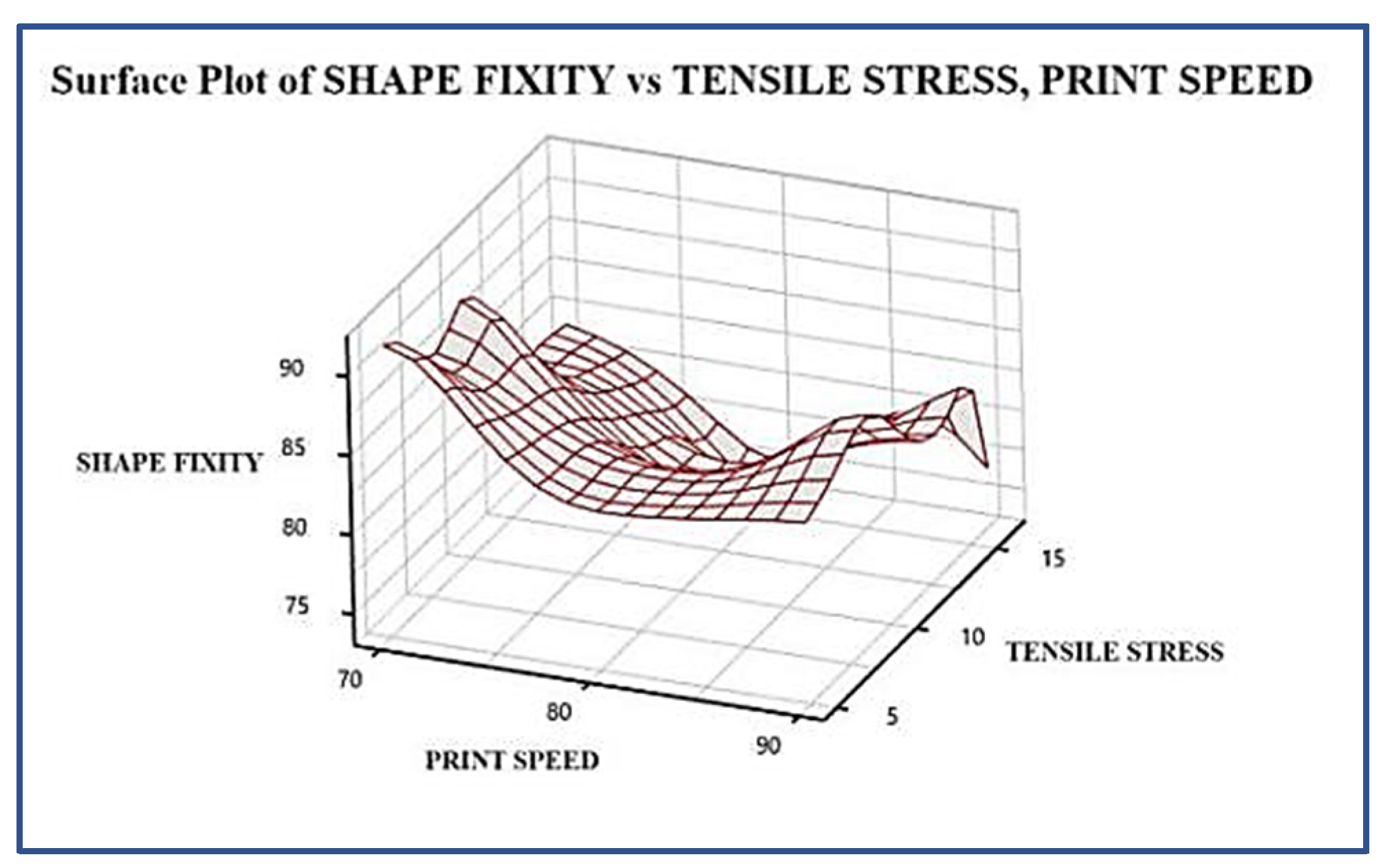
3.1.3. Effect of Print Parameters on Shape Memory Effect
3.1.4. Regression Modelling
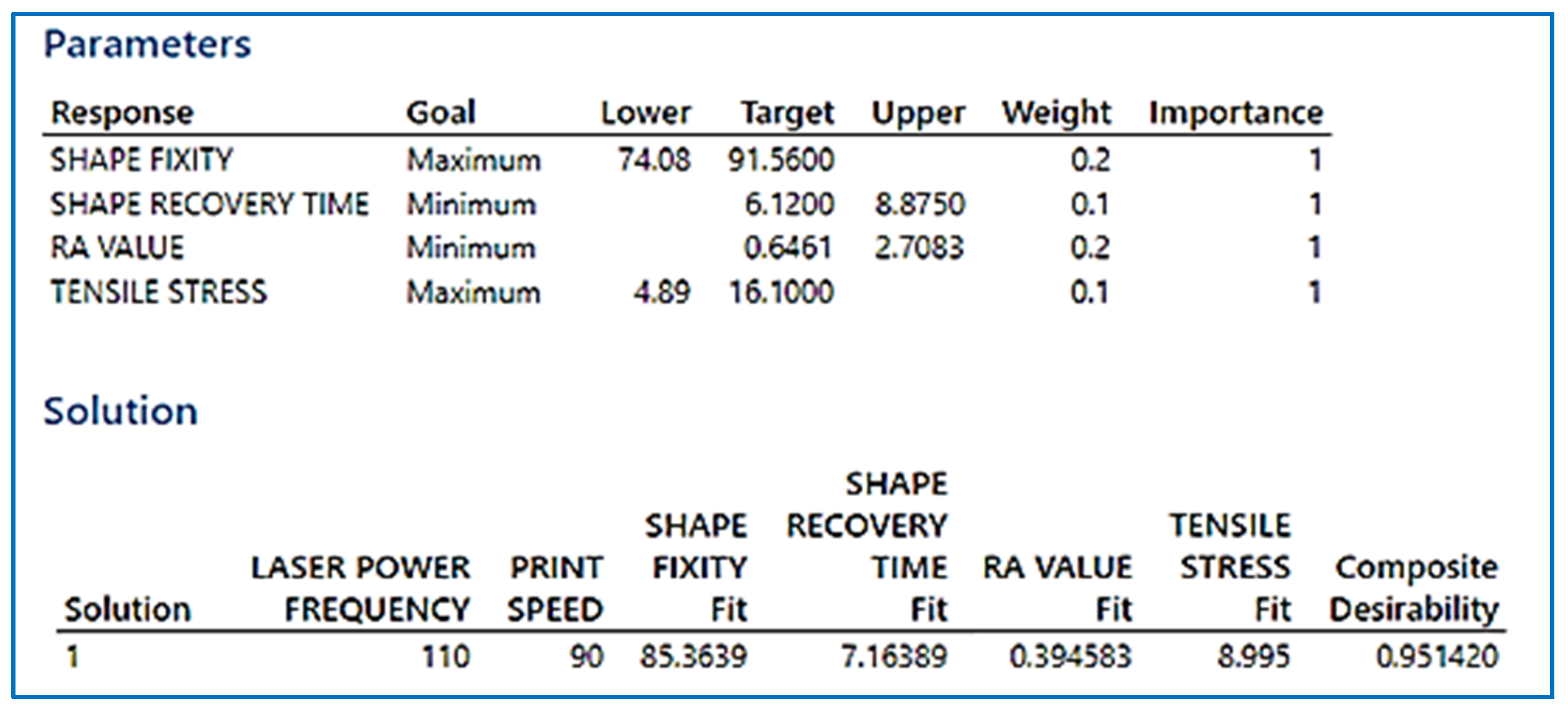
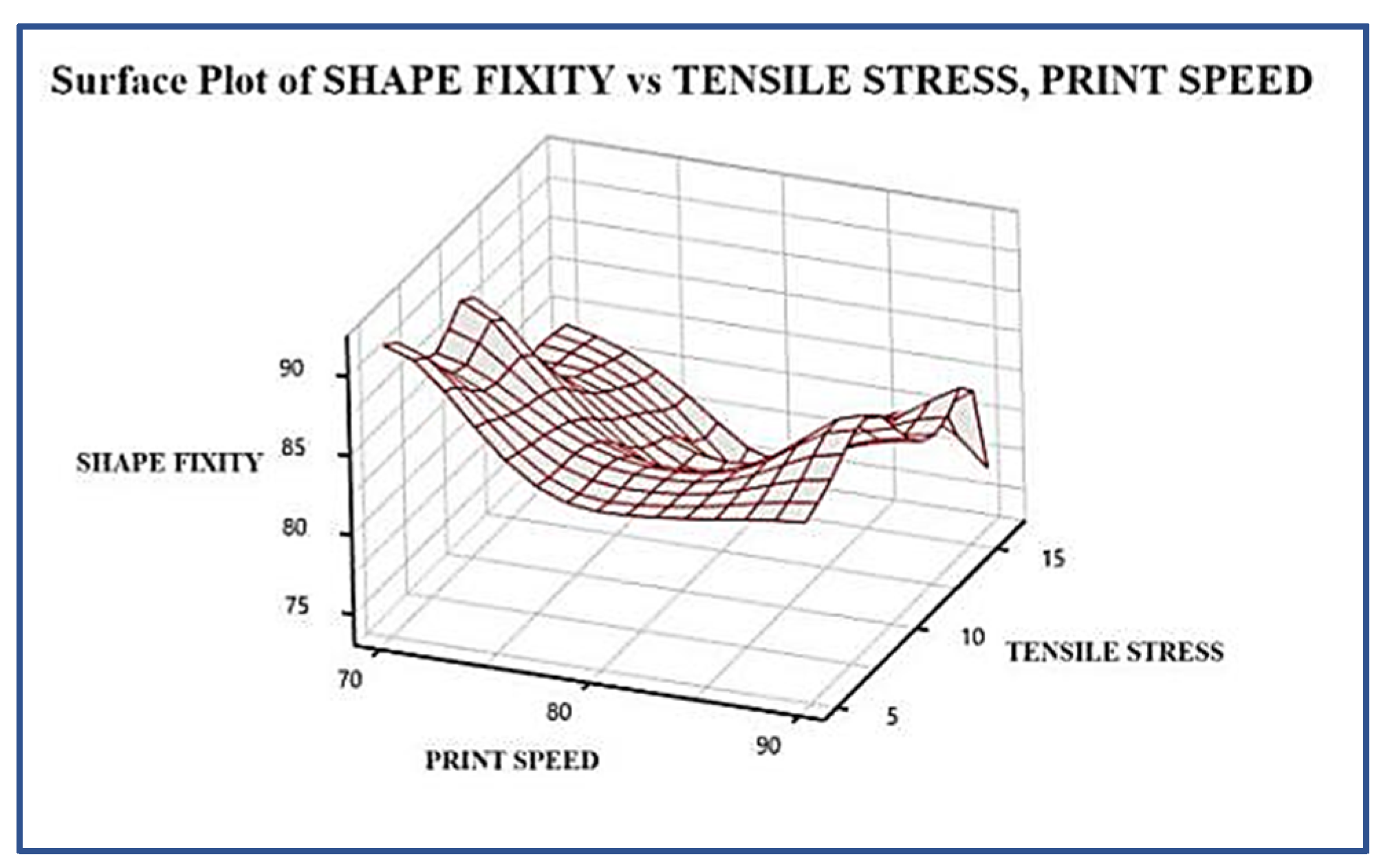
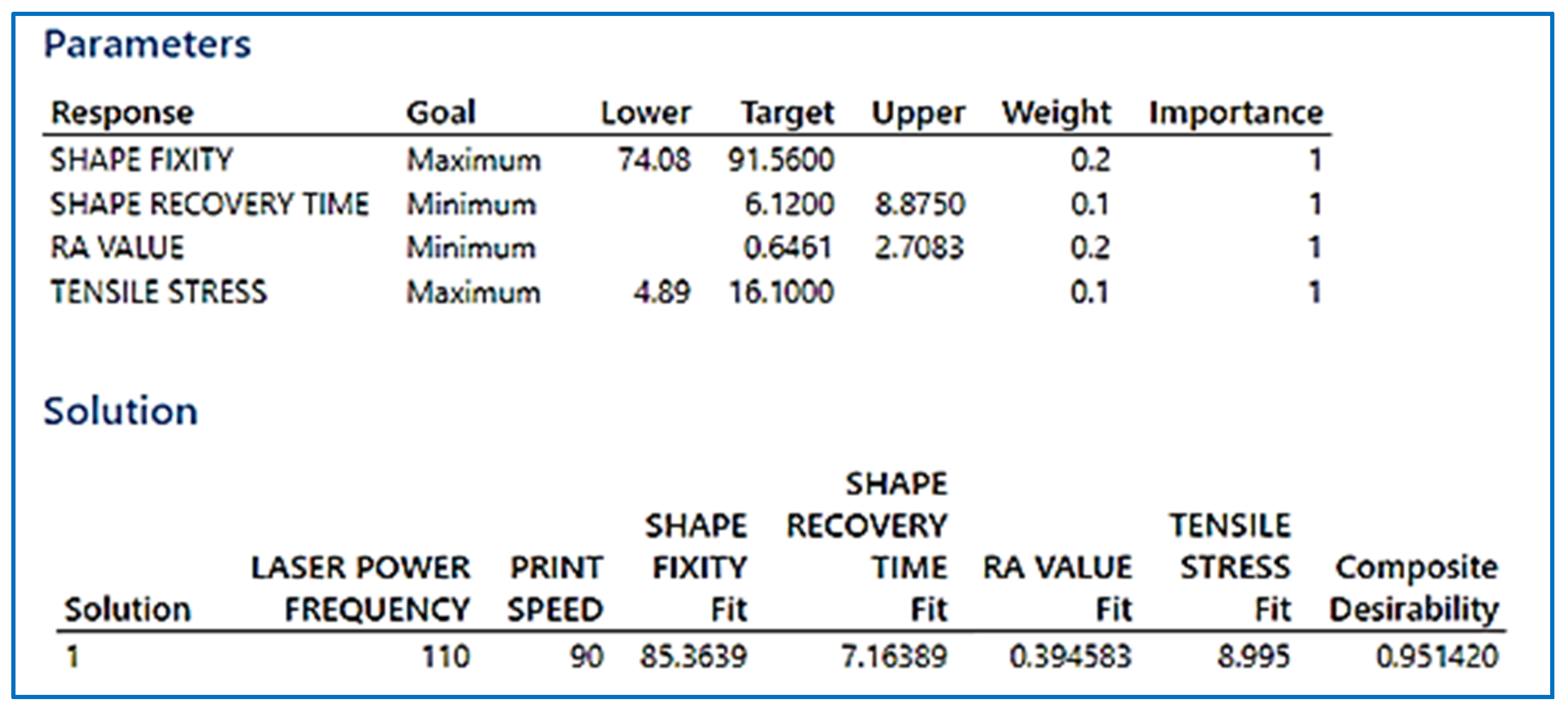
Multi-Objective Optimization Using Composite Desirability Approach
Verification of Regression Modelling
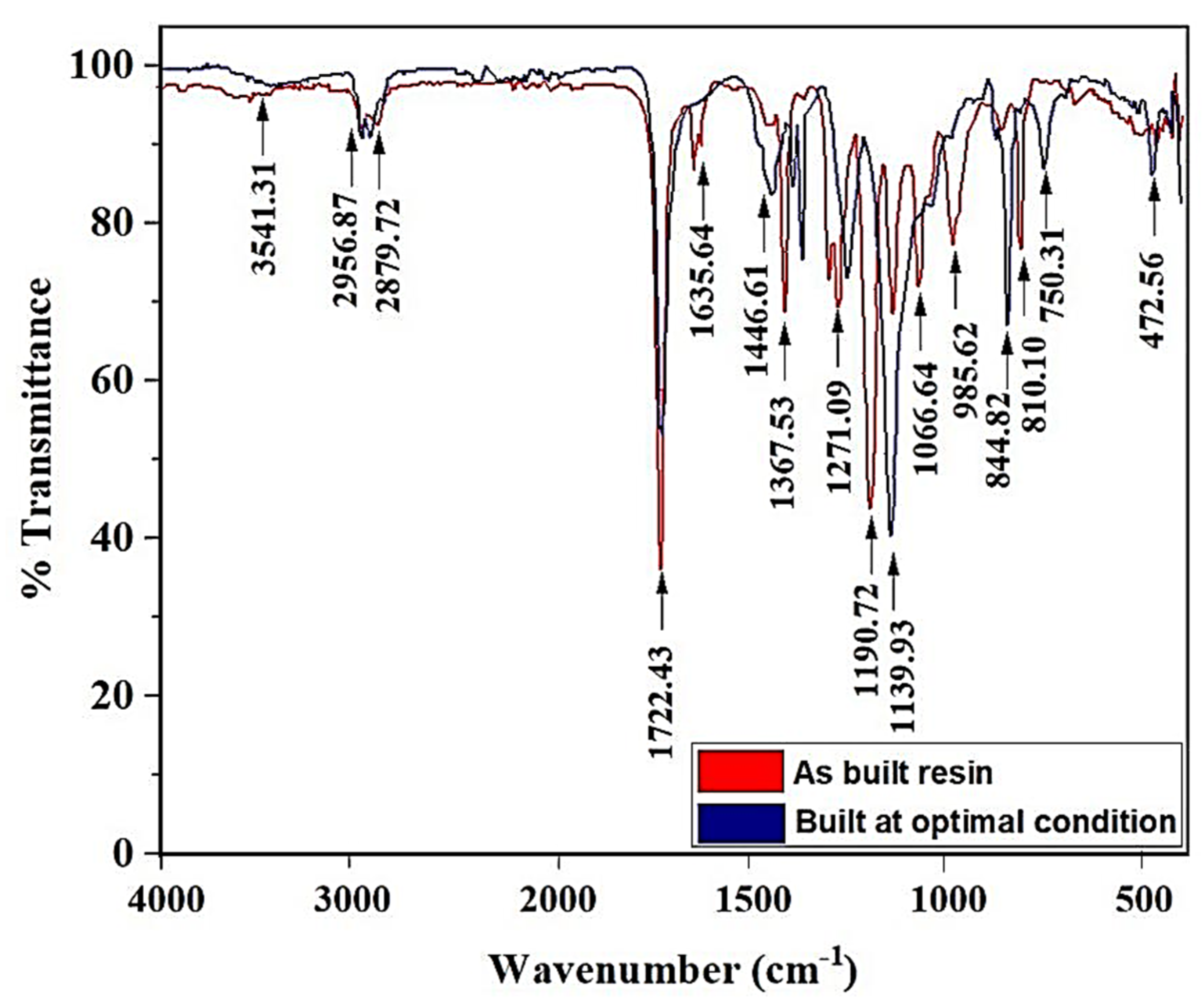
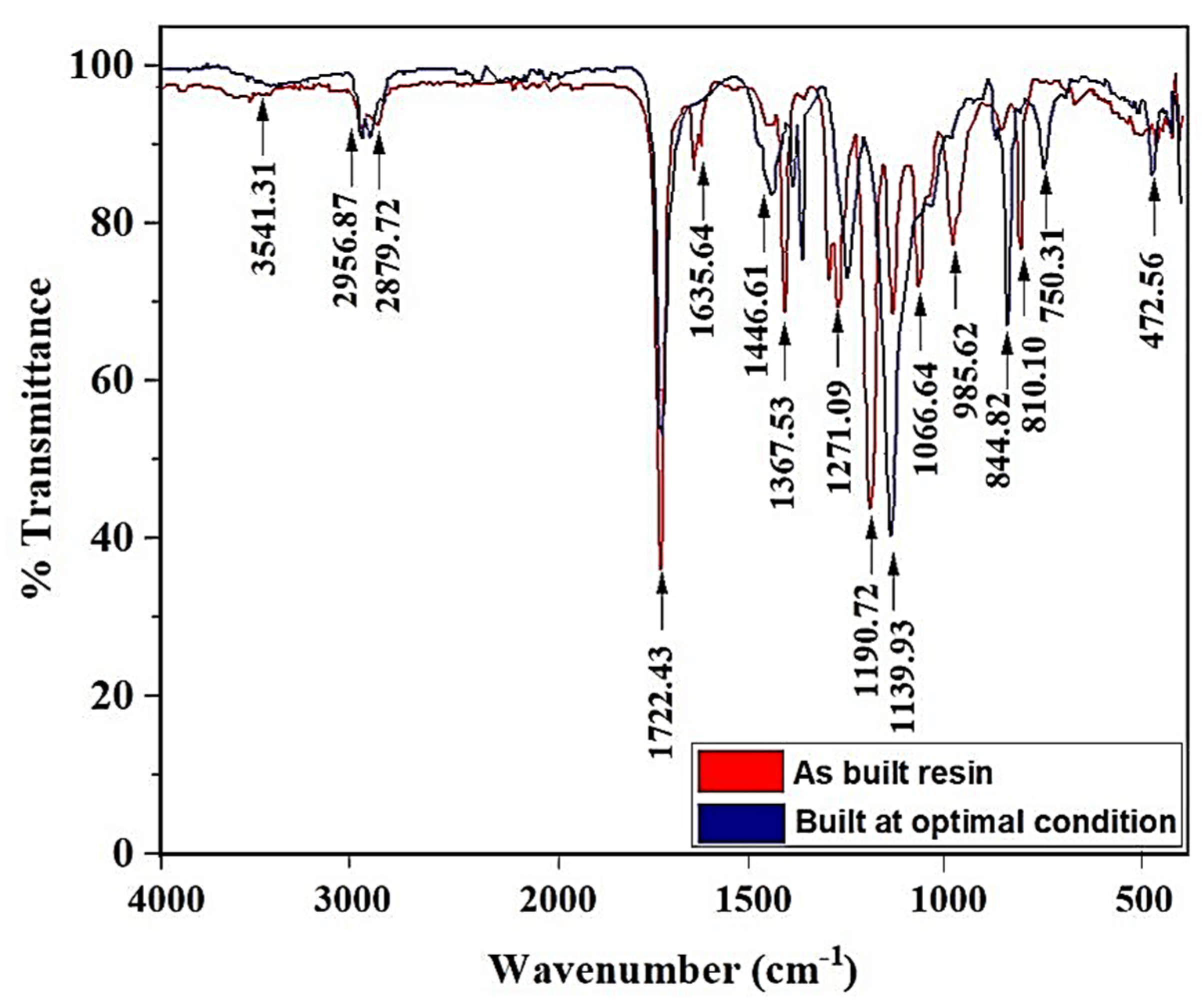
3.1.5. FTIR Analysis Comparing the Initial Resin and Resin Printed Using Optimal Condition
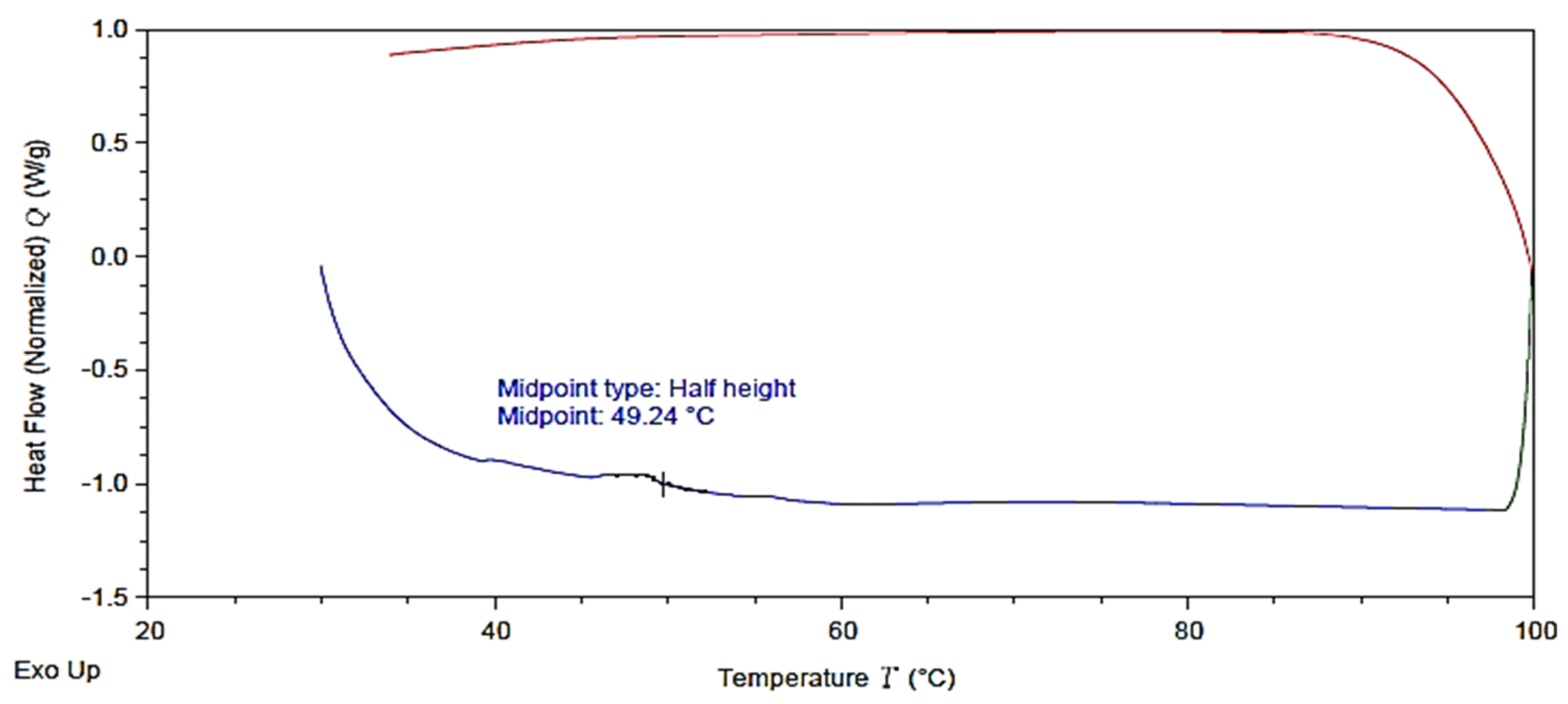
3.1.6. Differential Scanning Calorimetry (DSC) Characterization
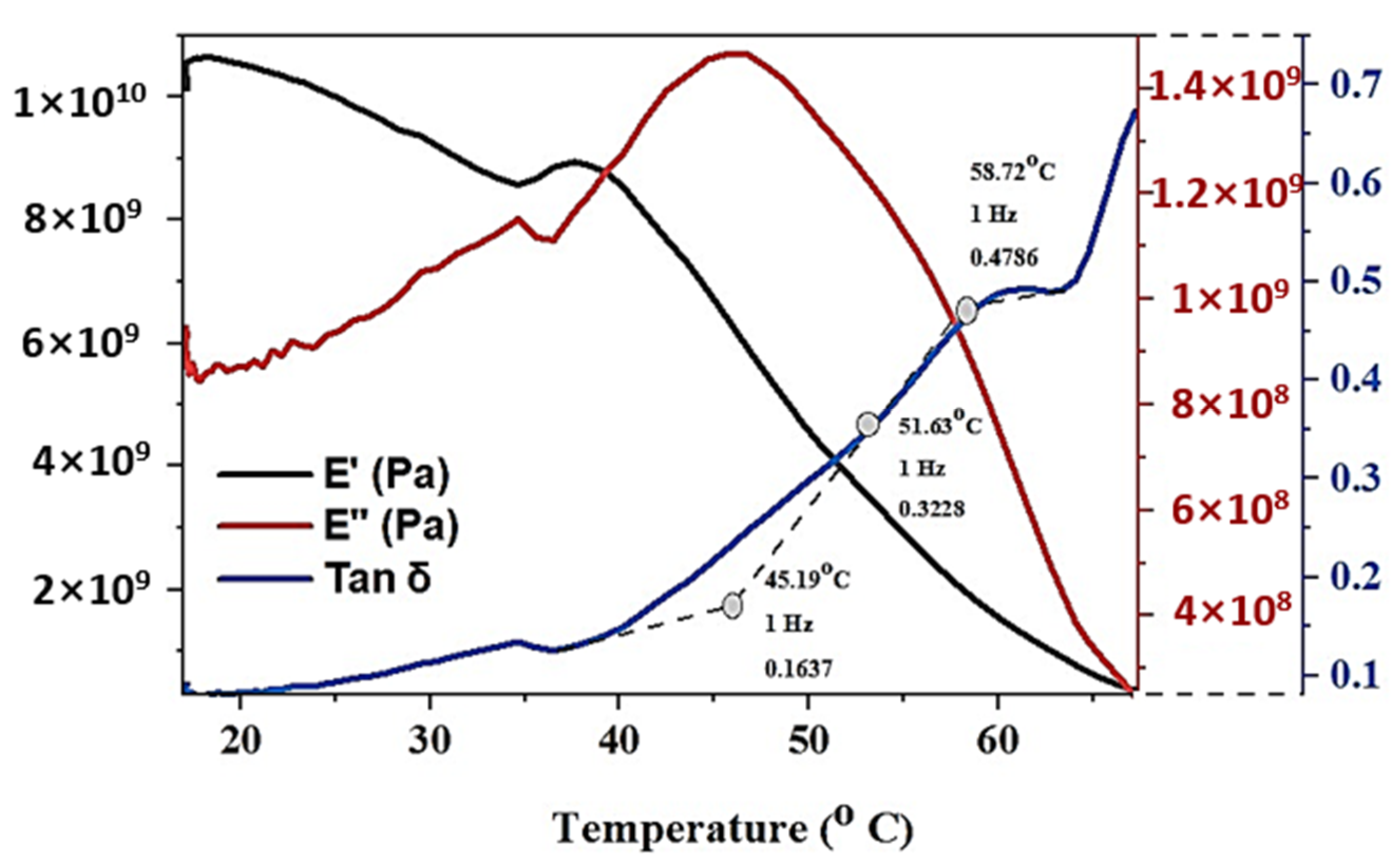
3.1.7. Dynamic Mechanical Analysis (DMA)
3.2. Characterization of a Mixture of SMP and Graphene Nanoparticles
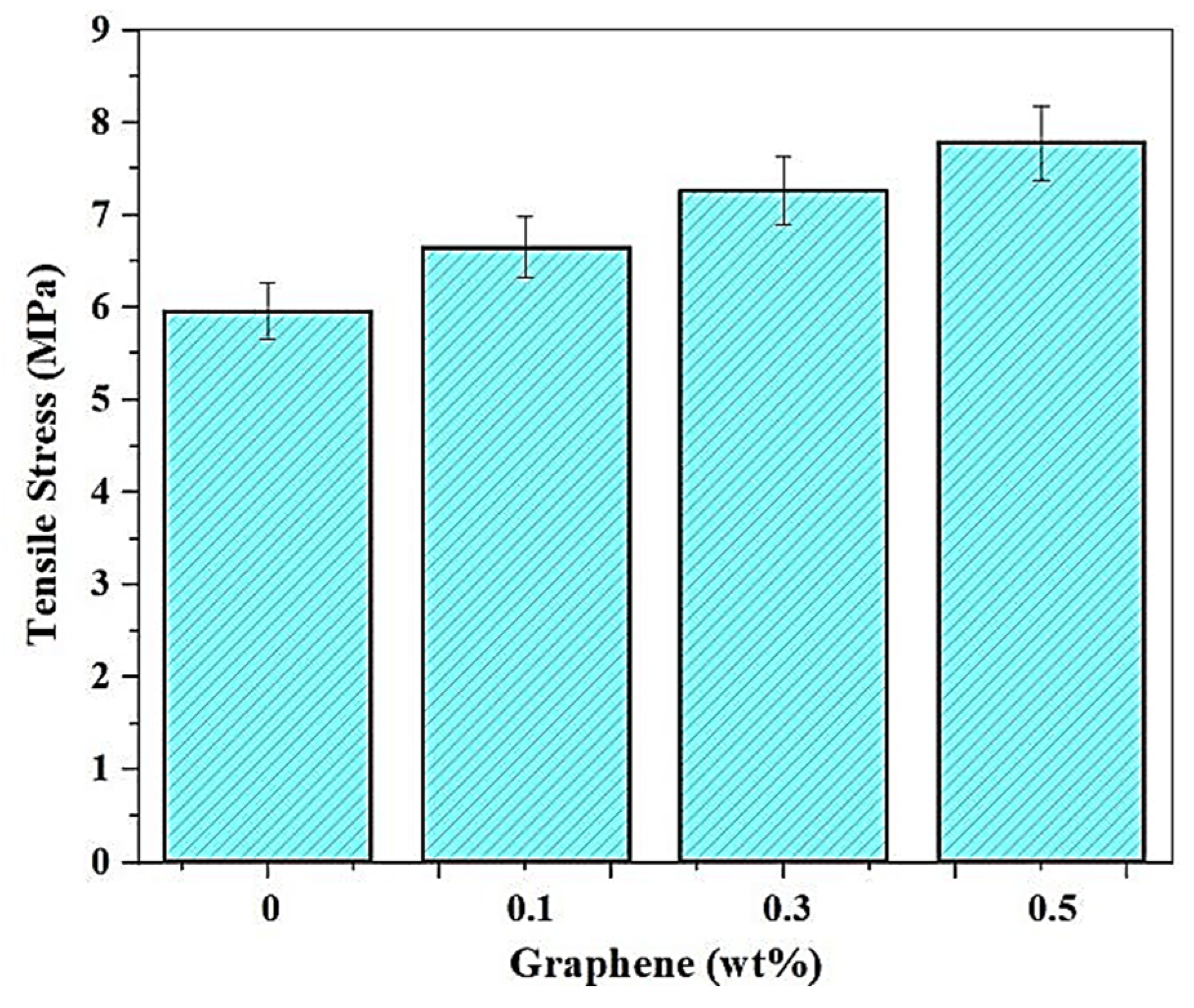
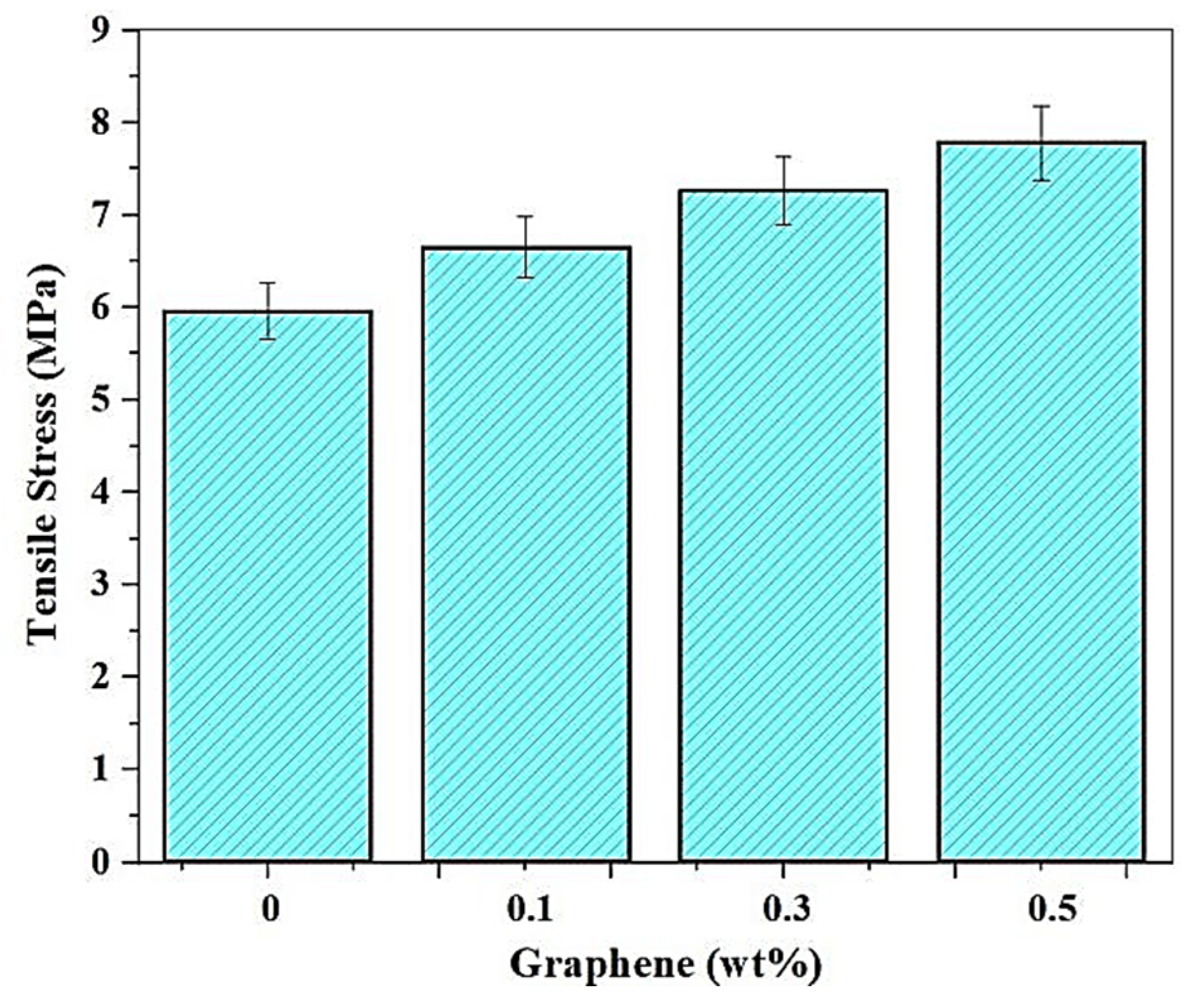
3.2.1. Effect of Addition of Graphene on the Tensile Stress
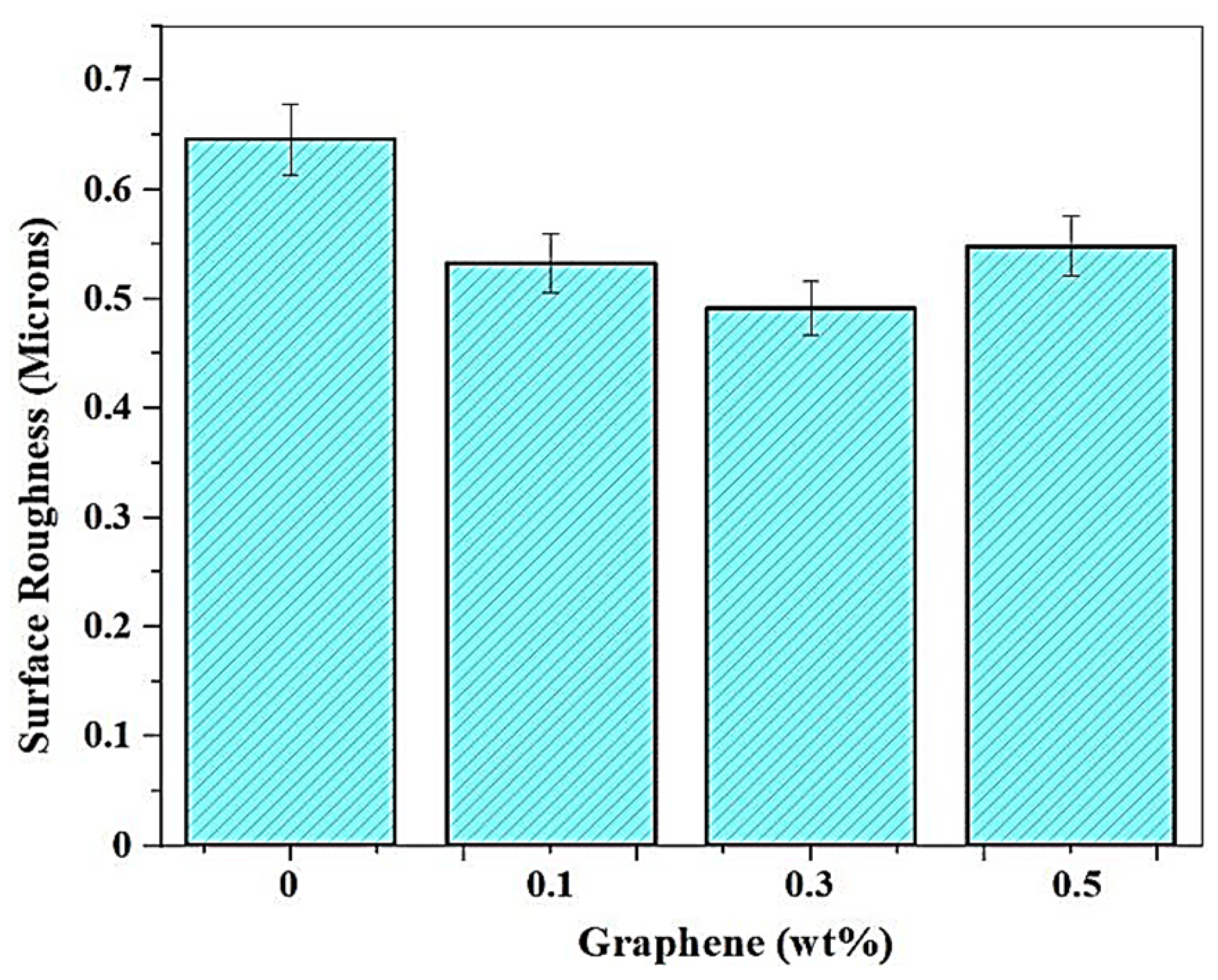
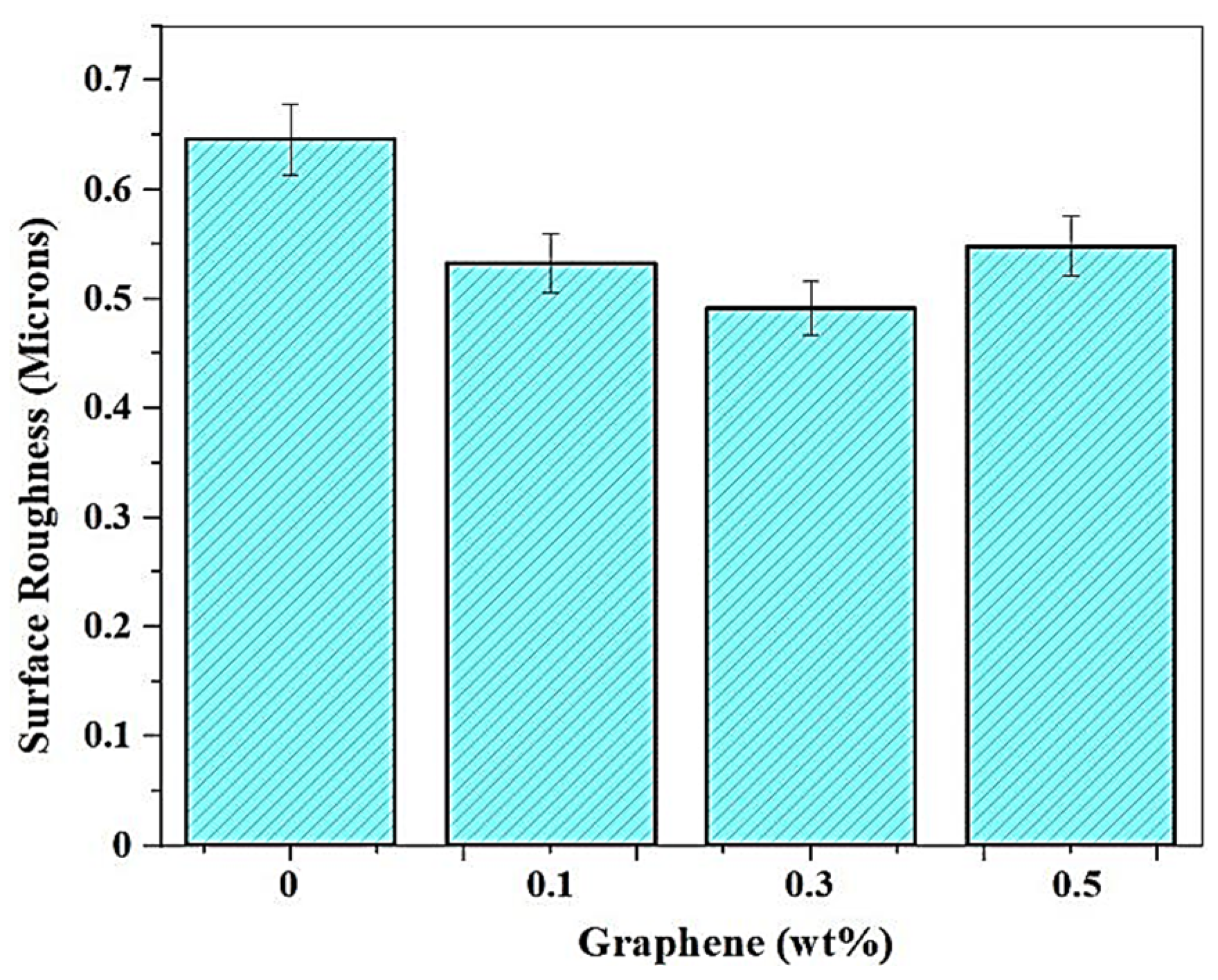
3.2.2. Effect of Addition of Graphene on the Surface Roughness
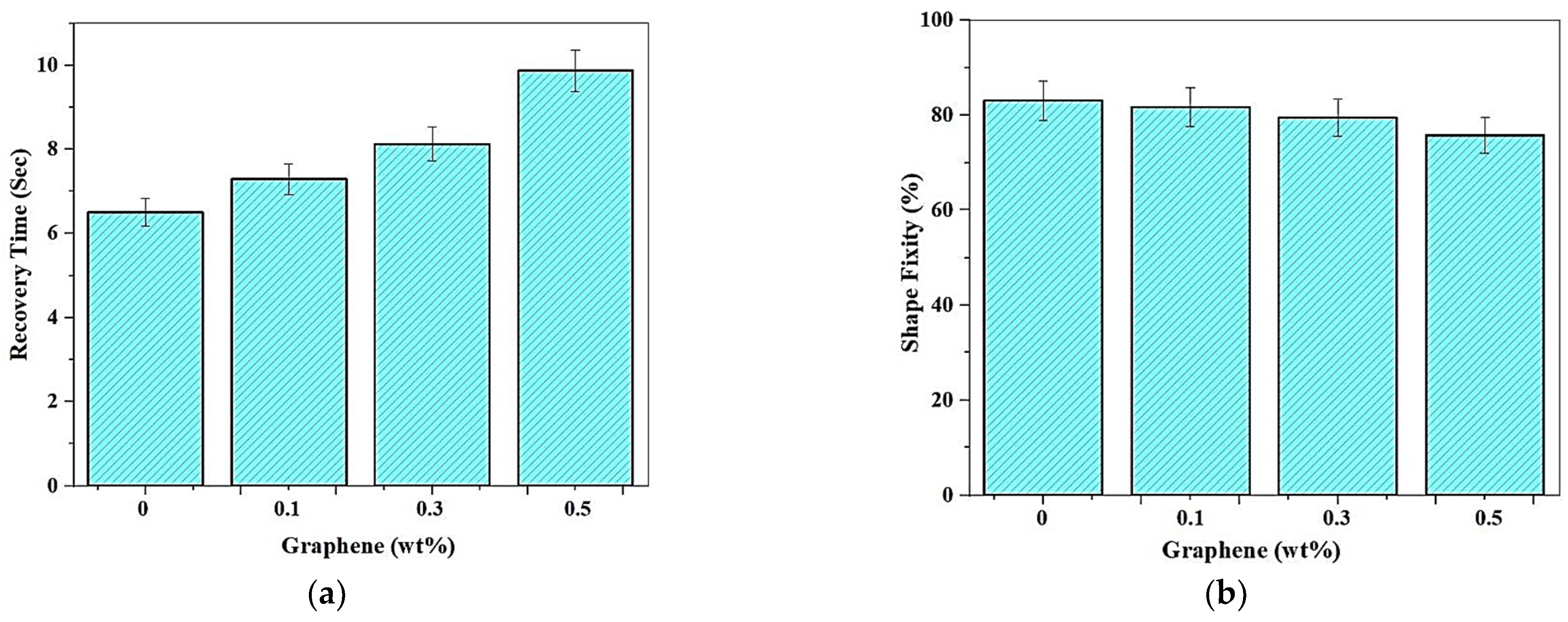
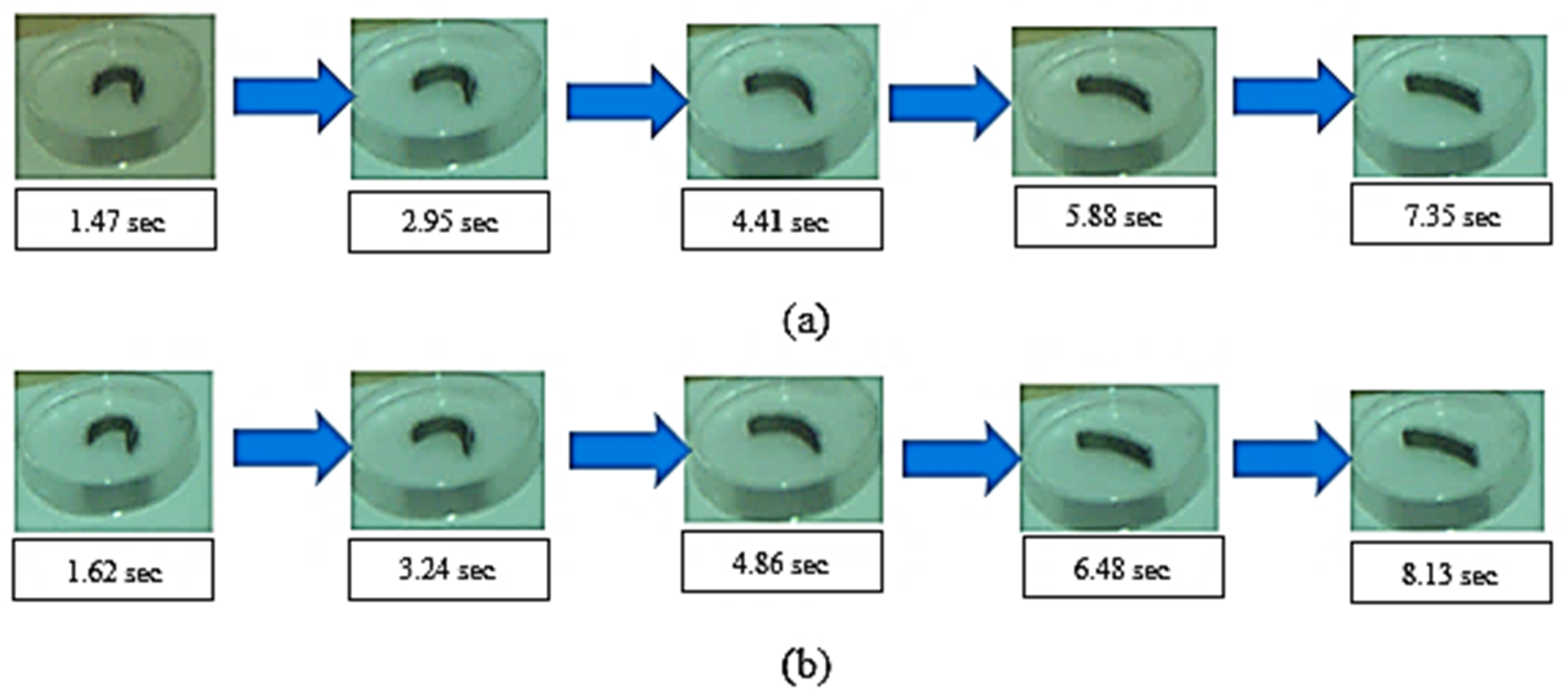
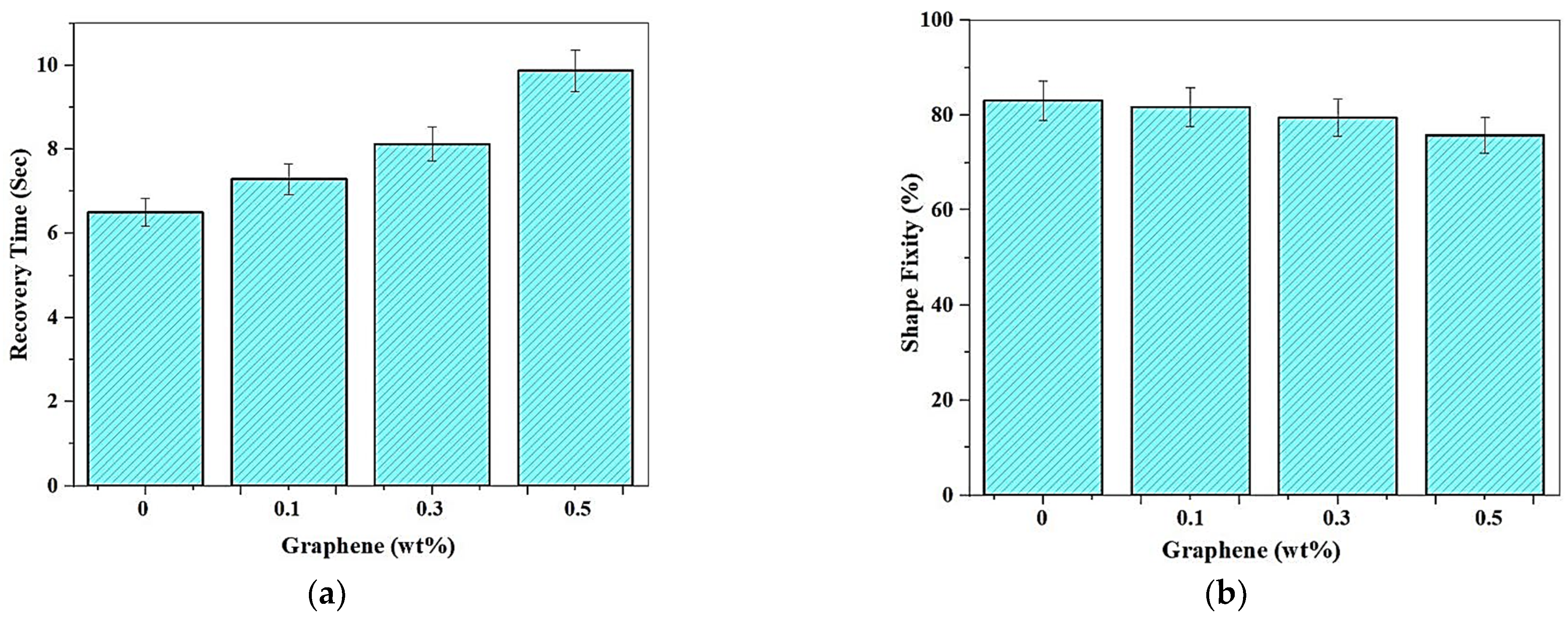
3.2.3. Effect of Addition of Graphene on the Shape Memory Effect
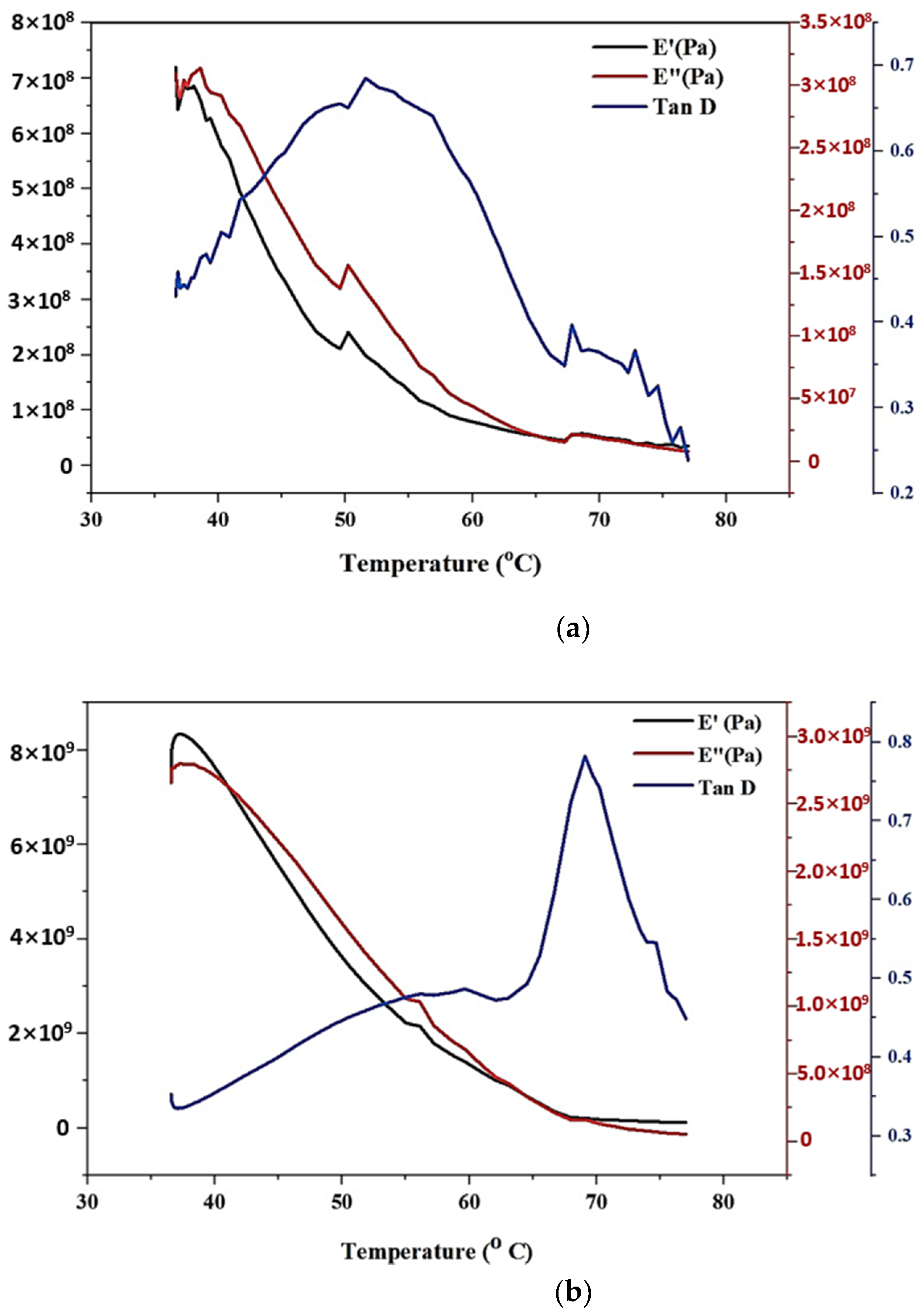
3.2.4. Dynamic Mechanical Analysis
4. Conclusions
- The tensile strength is the highest at lower print speeds and higher pulse frequencies, and the highest value of about 16.1 MPa, is observed at 70 mm/s speed and 110 pulses/s pulses frequency.
- An increase in laser power and print speeds improves the surface behaviour of the polymers, and the best surface finish of 0.6461 microns is observed. Excess laser power would result in better curing and a consequent increase in surface behaviour, but it simultaneously poses the danger of breaking the chemical bonds between the tBA-co-DEGDA, and thereby deteriorating the material properties. Moreover, the printed materials become brittle and lose their impact resistance if they are over cured. This would result in them having unfavorable characteristics in their applications. Hence, utmost care should be taken while fixing the 4D printing parameters. The best print parameters are about 90 mm/s speed and 110 pulses/s laser frequency. Shape fixity and recovery time are found to be inversely proportional to each other, and that the maximum of 6.6 s under the pristine condition, and about 85% shape fixity is found, and the shape fixity is found to depend upon the tensile strength of the material.
- It has been found, using regression modelling from a multi-objective plot, that the print speed of 90 mm/s and laser power frequency of 110 pulses/s results in the best possible sample with the best set of mechanical and shape memory properties, for which the FTIR, DSC, and DMA analyses were conducted, which concluded that the glass transition temperature was 49.24 °C, and the viscoelastic nature was discussed.
- With the addition of graphene nanoparticles, an increase in tensile stress, a reduction in surface roughness, and no significant changes in strain fixity were observed, whereas the recovery time increased dramatically. It is concluded that the addition of 0.3% graphene particles results in the best set of properties, and that the properties begin to deteriorate with a further addition of graphene, with the exception of tensile stress.
- The work can be extended to measure the failure analysis for the samples that are built using tBA-co-DEGDA under various print parameters, such as laser speed and laser pulse frequency. Moreover, the sample built using optimized parameters can be infused with carbon nanotubes and then mechanical and material properties could be extensively investigated. Finally, the characteristic variation between graphene-infused and CNT-infused tBA-co-DEGDA could be highlighted.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Daminabo, S.C.; Goel, S.; Grammatikos, S.A.; Nezhad, H.Y.; Thakur, V.K. Fused Deposition Modeling-Based Additive Manufacturing (3D Printing): Techniques for Polymer Material Systems. Mater. Today Chem. 2020, 16, 100248. [Google Scholar] [CrossRef]
- Lendlein, A.; Langer, R. Biodegradable, elastic shape-memory polymers for potential biomedical applications. Science 2002, 296, 1673–1676. [Google Scholar] [CrossRef]
- Baer, G.M.; Wilson, T.S.; Small, W., IV; Hartman, J.; Benett, W.J.; Matthews, D.L.; Maitland, D.J. Thermomechanical properties, collapse pressure, and expansion of shape memory polymer neurovascular stent prototypes. J. Biomed. Mater. Res. Part B Appl. Biomater. 2009, 90, 421–429. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Joshi, S.; Rawat, K.; Karunakaran, C.; Rajamohan, V.; Mathew, A.T.; Koziol, K.; Kumar Thakur, V.; Balan, A.S.S. 4D Printing of Materials for the Future: Opportunities and Challenges. Appl. Mater. Today 2020, 18, 100490. [Google Scholar] [CrossRef]
- Danish, M.; Anirudh, P.V.; Karunakaran, C.; Rajamohan, V.; Mathew, A.T.; Koziol, K.; Thakur, V.K.; Kannan, C.; Balan, A.S.S. 4D Printed Stereolithography Printed Plant-Based Sustainable Polymers: Preliminary Investigation and Optimization. J. Appl. Polym. Sci. 2021, 138, 50903. [Google Scholar] [CrossRef]
- Lin, T.T.; Hu, J.Y.; Zhu, Z.W.; Yuan, J.I.; Du, J.K. Wave Propagation and Regulation in Periodic Structure Based on 4D-Printing. In Proceedings of the 13th Symposium on Piezoelectricity, Acoustic Waves and Device Applications (SPAWDA), Harbin, China, 11–14 January 2019; IEEE: New York, NY, USA, 2019. [Google Scholar]
- Chandel, N.; Sharma, K.; Sudhaik, A.; Raizada, P.; Hosseini-Bandegharaei, A.; Thakur, V.K.; Singh, P. Magnetically Separable ZnO/ZnFe2O4 and ZnO/CoFe2O4 Photocatalysts Supported onto Nitrogen Doped Graphene for Photocatalytic Degradation of Toxic Dyes. Arab. J. Chem. 2020, 13, 4324–4340. [Google Scholar] [CrossRef]
- Raizada, P.; Thakur, P.; Sudhaik, A.; Singh, P.; Thakur, V.K.; Hosseini-Bandegharaei, A. Fabrication of Dual Z-Scheme Photocatalyst via Coupling of BiOBr/Ag/AgCl Heterojunction with P and S Co-Doped g-C3N4 for Efficient Phenol Degradation. Arab. J. Chem. 2020, 13, 4538–4552. [Google Scholar] [CrossRef]
- Ates, B.; Koytepe, S.; Ulu, A.; Gurses, C.; Thakur, V.K. Chemistry, Structures, and Advanced Applications of Nanocomposites from Biorenewable Resources. Chem. Rev. 2020, 120, 9304–9362. [Google Scholar] [CrossRef] [PubMed]
- Prashantha Kumar, H.G.; Anthony Xavior, M. Effect of graphene addition and tribological performance of Al 6061/graphene flake composite. Tribol. Mater. Surf. Interfaces 2017, 11, 88–97. [Google Scholar] [CrossRef]
- Miao, S.; Cui, H.; Nowicki, M.; Lee, S.J.; Almeida, J.; Zhou, X.; Zhu, W.; Yao, X.; Masood, F.; Plesniak, M.W.; et al. Photolithographic-stereolithographic-tandem fabrication of 4D smart scaffolds for improved stem cell cardiomyogenic differentiation. Biofabrication 2018, 10, 035007. [Google Scholar] [CrossRef]
- Zhang, X.; Jiang, X.N.; Sun, C. Micro-stereolithography of polymeric and ceramic microstructures. Sens. Actuators A Phys. 1999, 77, 149–156. [Google Scholar] [CrossRef]
- Voet, V.S.; Strating, T.; Schnelting, G.H.; Dijkstra, P.; Tietema, M.; Xu, J.; Woortman, A.J.; Loos, K.; Jager, J.; Folkersma, R. Biobased acrylate photocurable resin formulation for stereolithography 3D printing. ACS Omega 2018, 3, 1403–1408. [Google Scholar] [CrossRef]
- Cho, Y.H.; Lee, I.H.; Cho, D.W. Laser scanning path generation considering photopolymer solidification in micro-stereolithography. Microsyst. Technol. 2005, 11, 158–167. [Google Scholar] [CrossRef]
- Paul, D.K.; Gnanendran, C.T. Effects of curing time on the tensile characteristics of lightly stabilized granular base materials. In Geotechnical and Geophysical Site Characterization: Proceedings of the 4th International Conference on Site Characterization ISC-4; Taylor & Francis Books Ltd.: Abingdon, UK, 2013; Volume 1, pp. 783–788. [Google Scholar]
- Corcione, C.E.; Greco, A.; Maffezzoli, A. Temperature evolution during stereolithography building with a commercial epoxy resin. Polym. Eng. Sci. 2006, 46, 493–502. [Google Scholar] [CrossRef]
- Arnold, C.; Monsees, D.; Hey, J.; Schweyen, R. Surface quality of 3D-printed models as a function of various printing parameters. Materials 2019, 12, 1970. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Partanen, J.P.; Hug, W.F. Inventors; 3D Systems Inc, Assignee. Apparatus and Method for Forming Three-Dimensional Objects in Stereolithography Utilizing a Laser Exposure System Having a Diode Pumped Frequency Quadrupled Solid State Laser. U.S. Patent 5,840,239, 24 November 1998. [Google Scholar]
- Pietrikova, A.; Lukacs, P.; Jakubeczyova, D.; Ballokova, B.; Potencki, J.; Tomaszewski, G.; Pekarek, J.; Prikrylova, K.; Fides, M. Surface analysis of polymeric substrates used for inkjet printing technology. Circuit World 2016, 42, 9–16. [Google Scholar] [CrossRef]
- Choong, C.Y. 3D Printing of Shape Memory Polymers Via Stereolithography Process. Ph.D. Thesis, Nanyang Technological University, Singapore, 2018. [Google Scholar]
- Ni, Q.Q.; Zhang, C.S.; Fu, Y.; Dai, G.; Kimura, T. Shape memory effect and mechanical properties of carbon nanotube/shape memory polymer nanocomposites. Compos. Struct. 2007, 81, 176–184. [Google Scholar] [CrossRef] [Green Version]
- Li, A.; Fan, J.; Li, G. Recyclable thermoset shape memory polymers with high stress and energy output via facile UV-curing. J. Mater. Chem. A 2018, 6, 11479–11487. [Google Scholar] [CrossRef]
- Mishra, R.K.; Goel, S.; Nezhad, H.Y. Computational Prediction of Electrical and Thermal Properties of Graphene and BaTiO3 Reinforced Epoxy Nanocomposites. Biomater. Polym. Horiz. 2022, 1, 1–14. [Google Scholar]
- Hussain, N.; Bilal, M.; Iqbal, H.M.N. Carbon-Based Nanomaterials with Multipurpose Attributes for Water Treatment: Greening the 21st-Century Nanostructure Materials Deployment. Biomater. Polym. Horiz. 2022, 1, 1–11. [Google Scholar]
- Mahapatra, S.D.; Mohapatra, P.C.; Aria, A.I.; Christie, G.; Mishra, Y.K.; Hofmann, S.; Thakur, V.K. Piezoelectric Materials for Energy Harvesting and Sensing Applications: Roadmap for Future Smart Materials. Adv. Sci. 2021, 8, 2100864. [Google Scholar] [CrossRef] [PubMed]
- Platnieks, O.; Gaidukovs, S.; Neibolts, N.; Barkane, A.; Gaidukova, G.; Thakur, V.K. Poly(Butylene Succinate) and Graphene Nanoplatelet–Based Sustainable Functional Nanocomposite Materials: Structure-Properties Relationship. Mater. Today Chem. 2020, 18, 100351. [Google Scholar] [CrossRef]
- Verma, A.; Thakur, S.; Mamba, G.; Prateek; Gupta, R.K.; Thakur, P.; Thakur, V.K. Graphite Modified Sodium Alginate Hydrogel Composite for Efficient Removal of Malachite Green Dye. Int. J. Biol. Macromol. 2020, 148, 1130–1139. [Google Scholar] [CrossRef] [PubMed]
- Thakur, S.; Verma, A.; Kumar, V.; Jin Yang, X.; Krishnamurthy, S.; Coulon, F.; Thakur, V.K. Cellulosic Biomass-Based Sustainable Hydrogels for Wastewater Remediation: Chemistry and Prospective. Fuel 2022, 309, 122114. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sl. No | Factors | Levels | ||
|---|---|---|---|---|
| Low (−1) | Medium (0) | High (1) | ||
| 1 | Laser speed | 70 | 80 | 90 |
| 2 | Laser power frequency | 70 | 90 | 110 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chowdhury, J.; Anirudh, P.V.; Karunakaran, C.; Rajmohan, V.; Mathew, A.T.; Koziol, K.; Alsanie, W.F.; Kannan, C.; Balan, A.S.S.; Thakur, V.K. 4D Printing of Smart Polymer Nanocomposites: Integrating Graphene and Acrylate Based Shape Memory Polymers. Polymers 2021, 13, 3660. https://doi.org/10.3390/polym13213660
Chowdhury J, Anirudh PV, Karunakaran C, Rajmohan V, Mathew AT, Koziol K, Alsanie WF, Kannan C, Balan ASS, Thakur VK. 4D Printing of Smart Polymer Nanocomposites: Integrating Graphene and Acrylate Based Shape Memory Polymers. Polymers. 2021; 13(21):3660. https://doi.org/10.3390/polym13213660
Chicago/Turabian StyleChowdhury, Jaydeep, Premnath Vijay Anirudh, Chandrasekaran Karunakaran, Vasudevan Rajmohan, Arun Tom Mathew, Krzysztof Koziol, Walaa F. Alsanie, Chidambaram Kannan, Arunachalam S. S. Balan, and Vijay Kumar Thakur. 2021. "4D Printing of Smart Polymer Nanocomposites: Integrating Graphene and Acrylate Based Shape Memory Polymers" Polymers 13, no. 21: 3660. https://doi.org/10.3390/polym13213660
APA StyleChowdhury, J., Anirudh, P. V., Karunakaran, C., Rajmohan, V., Mathew, A. T., Koziol, K., Alsanie, W. F., Kannan, C., Balan, A. S. S., & Thakur, V. K. (2021). 4D Printing of Smart Polymer Nanocomposites: Integrating Graphene and Acrylate Based Shape Memory Polymers. Polymers, 13(21), 3660. https://doi.org/10.3390/polym13213660