
Simulation Analysis of Limit Operating Specifications for Onshore Spoolable Reinforced Thermoplastic Pipes

Abstract
:1. Introduction
2. Numerical Simulations
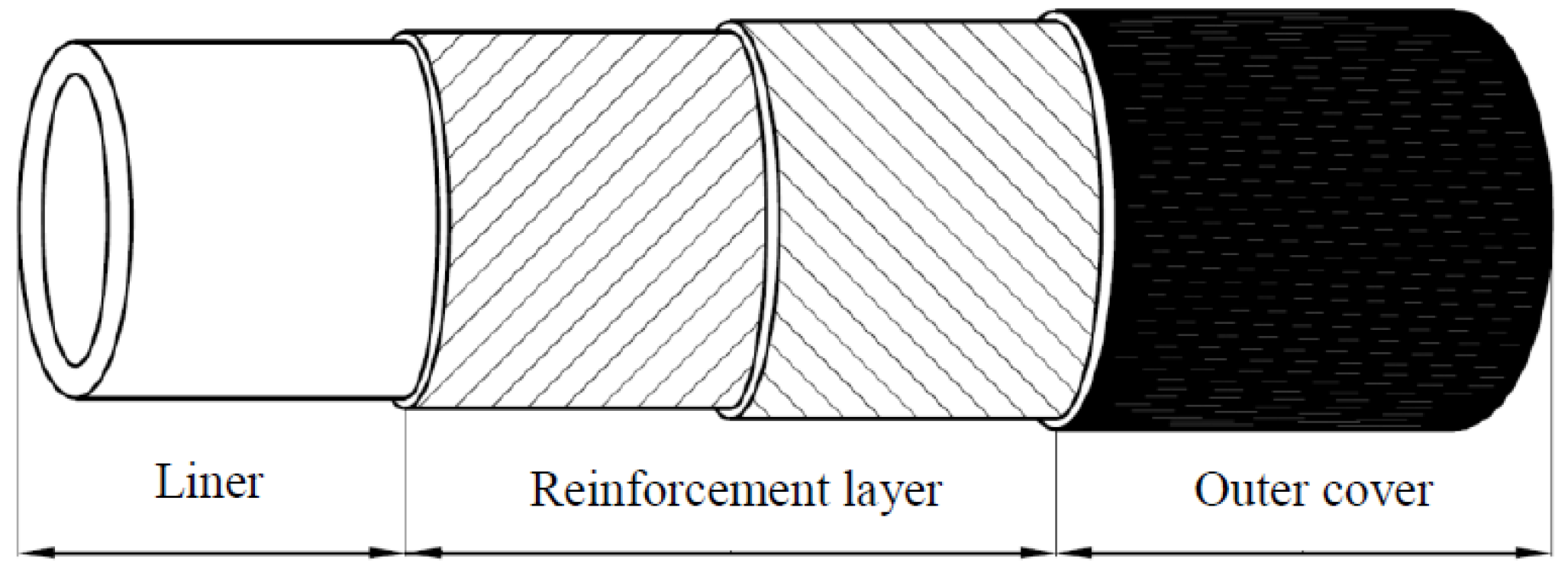
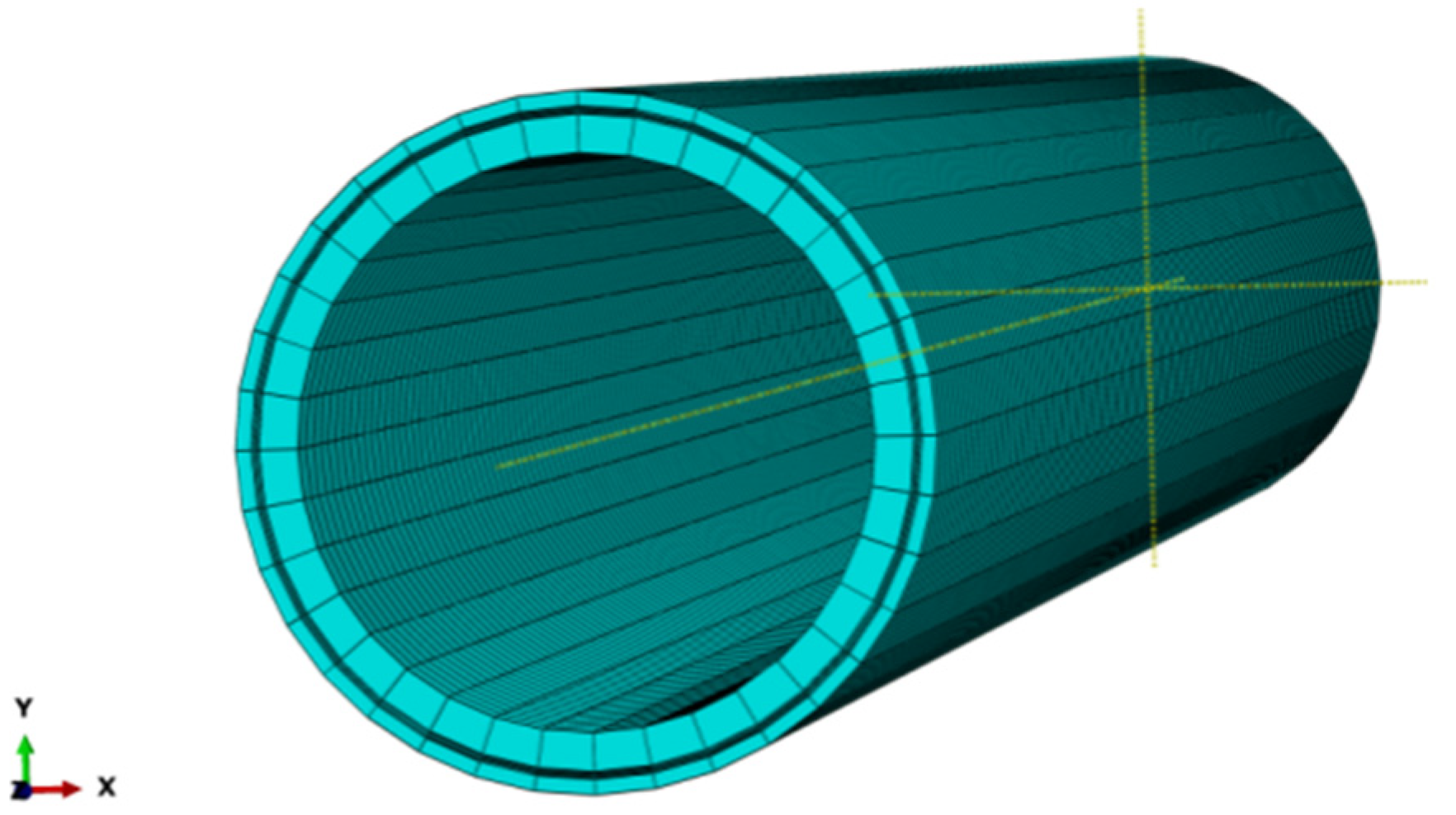
2.1. The Reinforced Layers Model and Element
2.2. Interaction
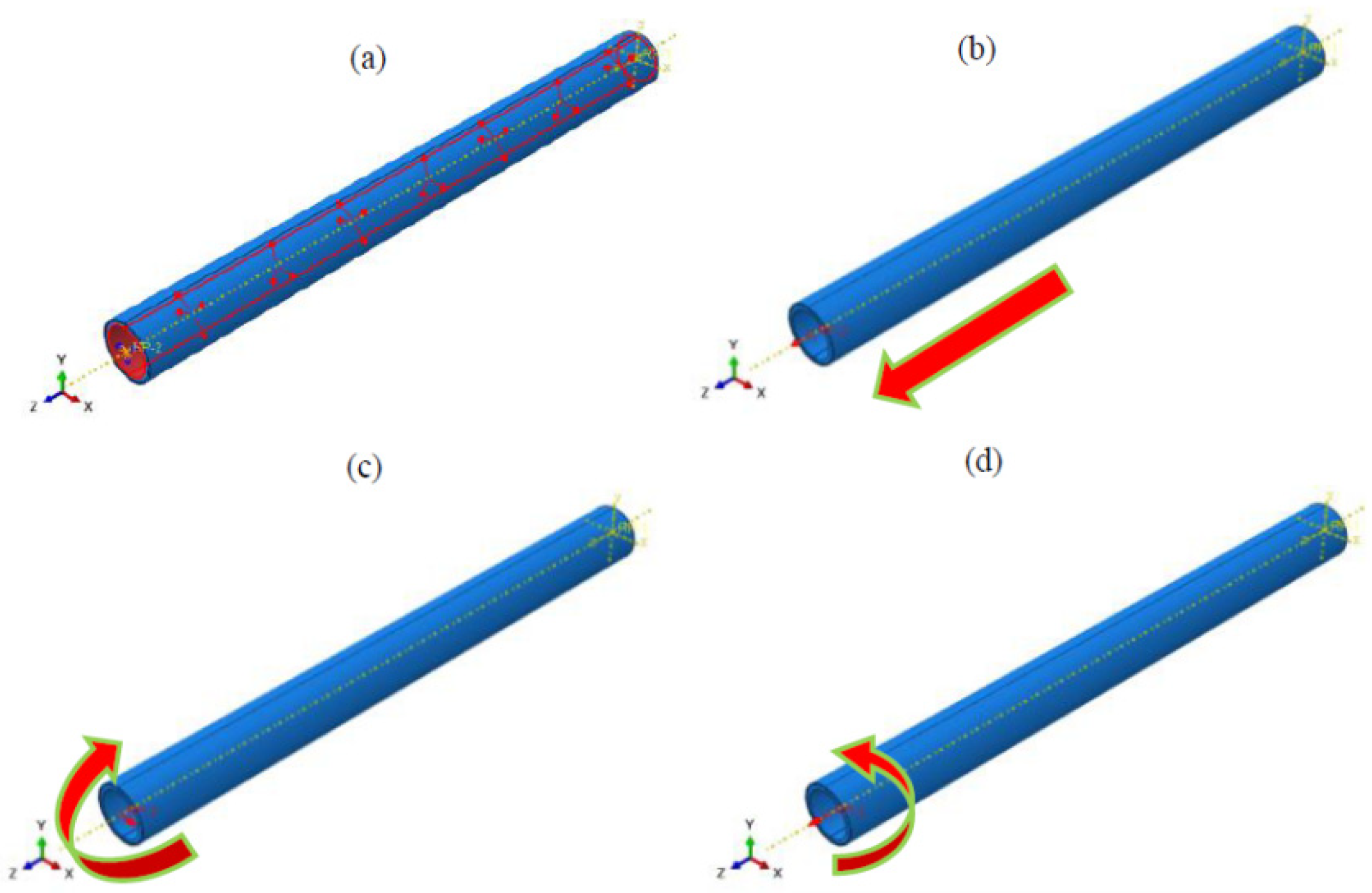
2.3. Boundary Conditions and Load
2.4. Verification of FEM Simulation
3. Limit Operating Performance Analysis of RTPs
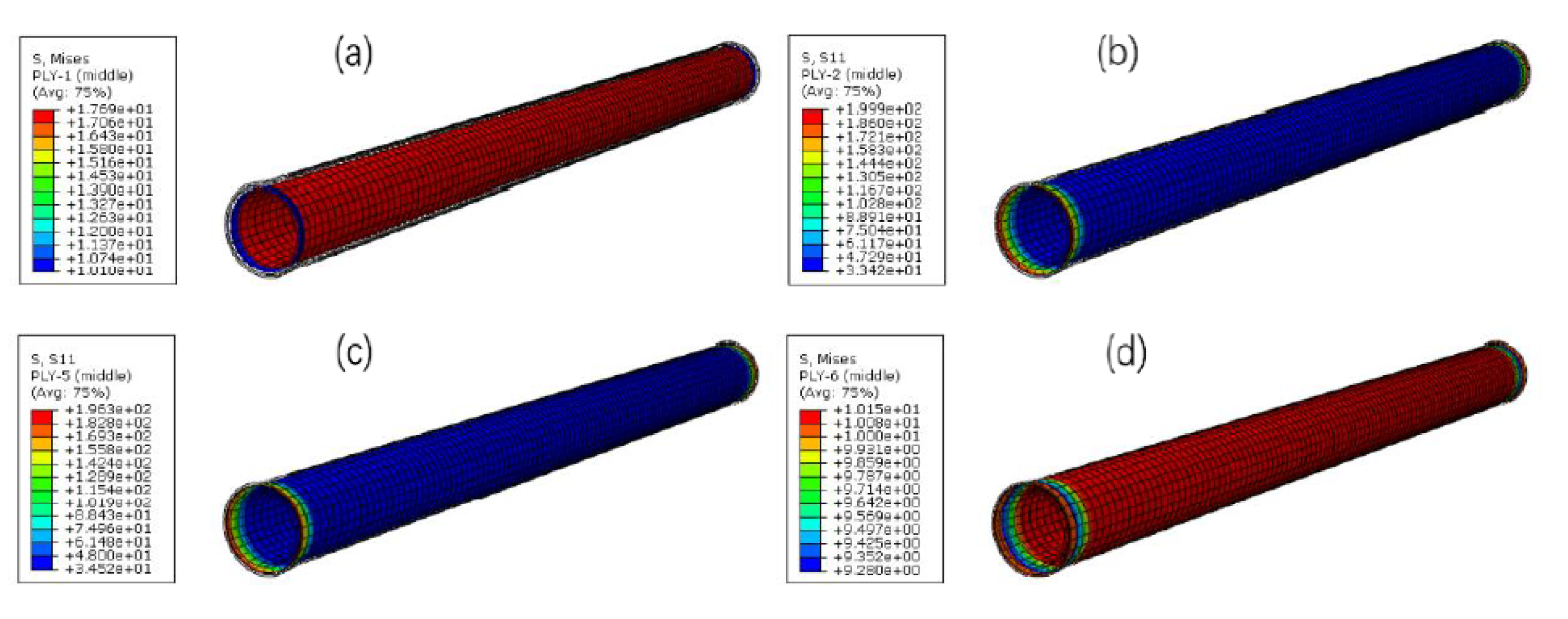
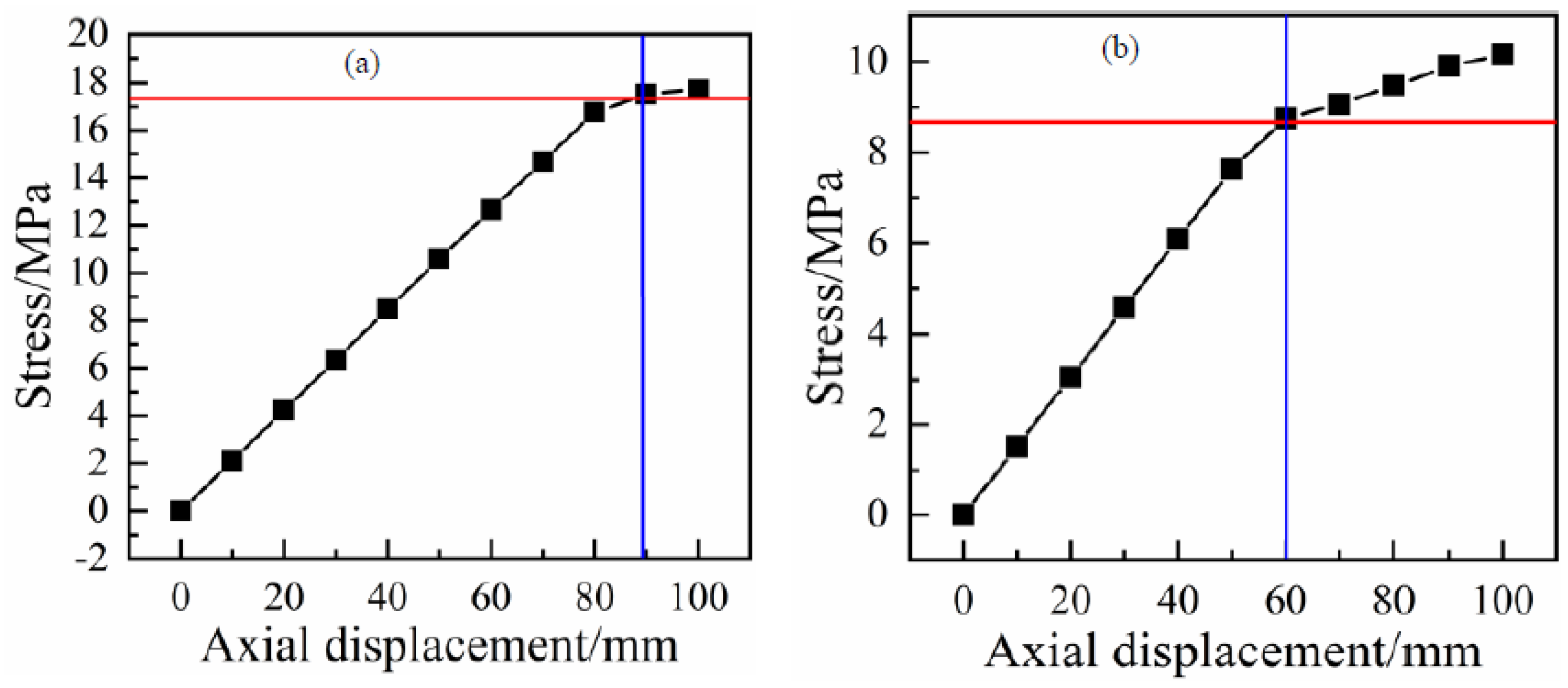
3.1. Tensile Analysis of the RTP
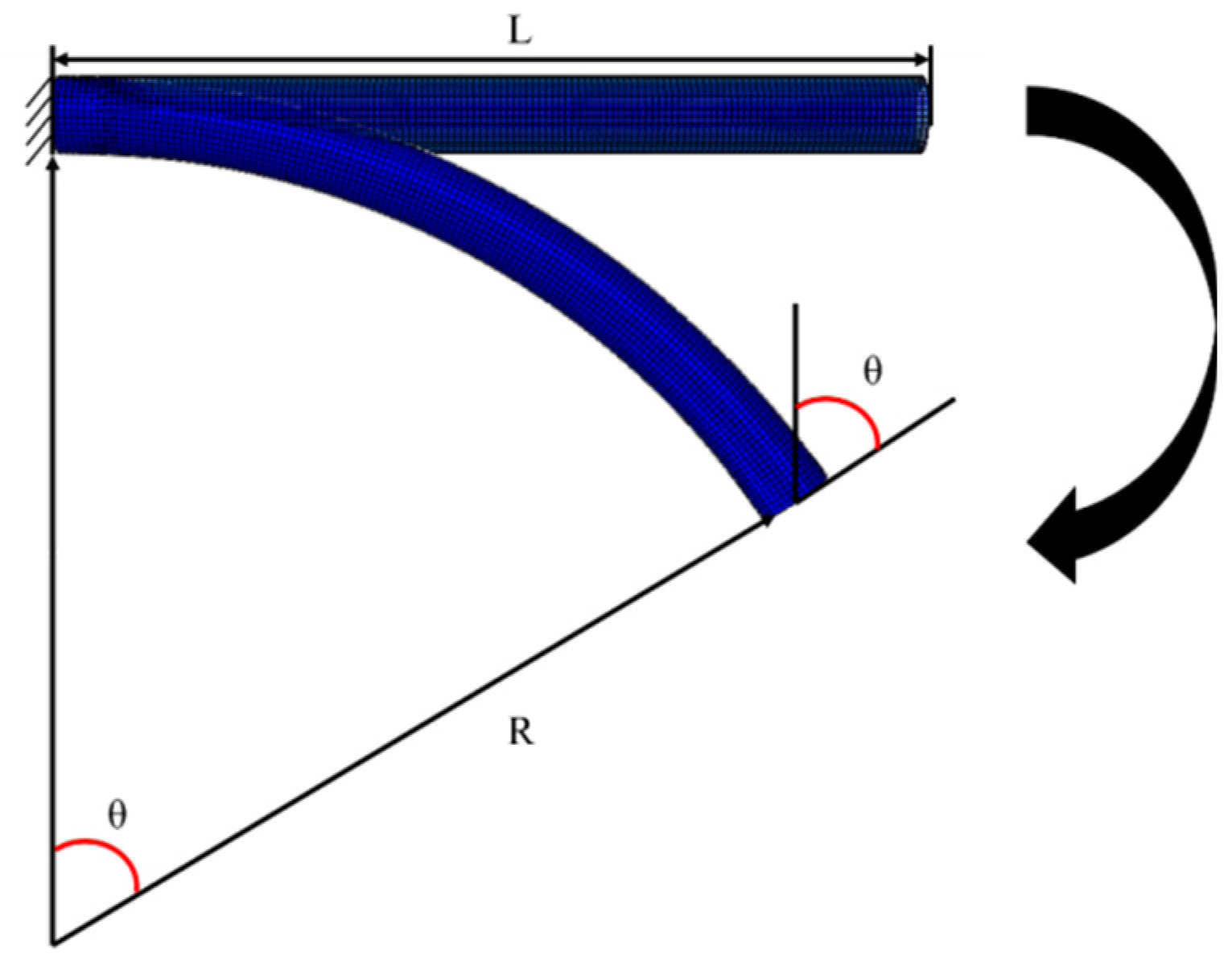
3.2. Flexure Analysis of RTP
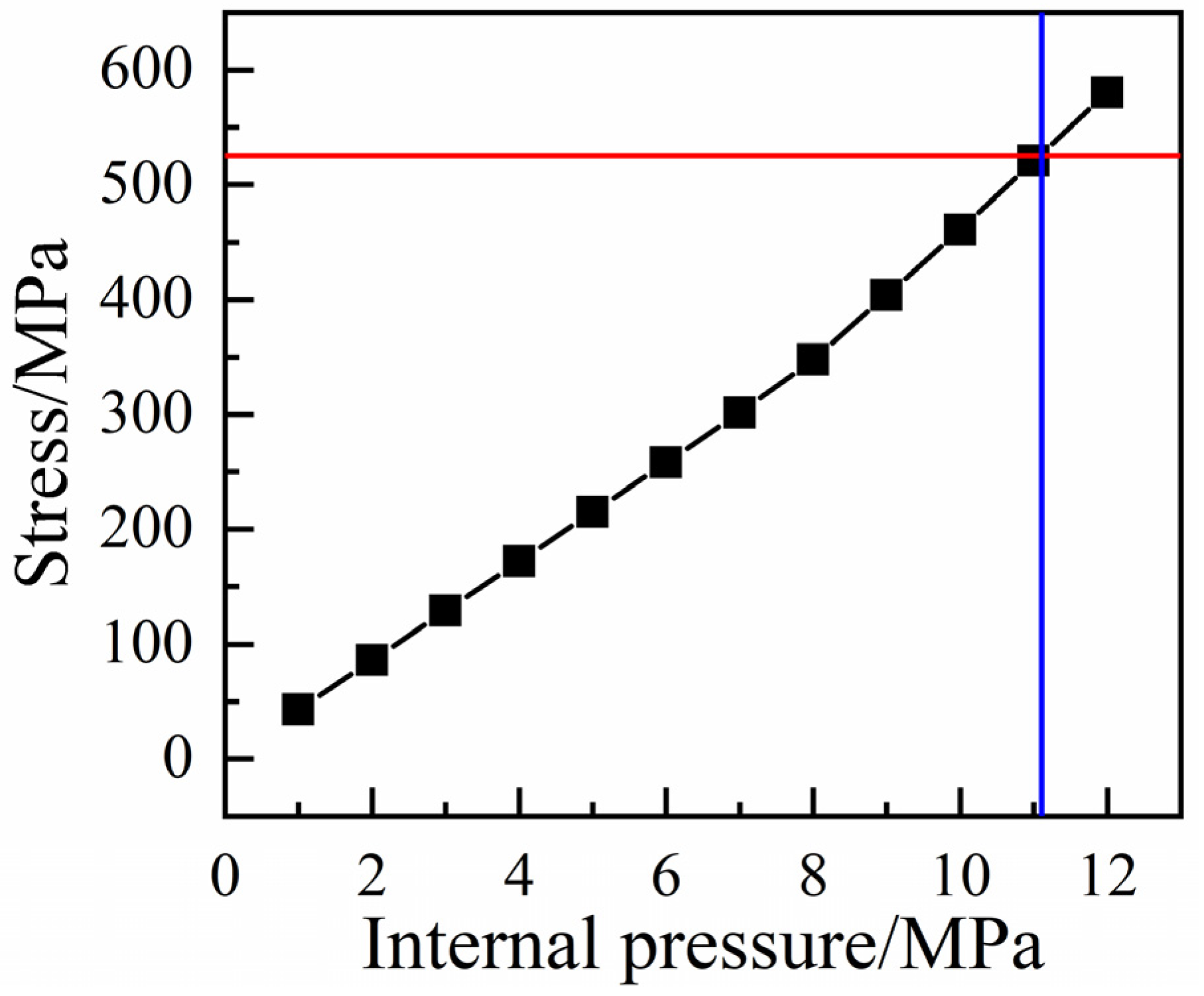
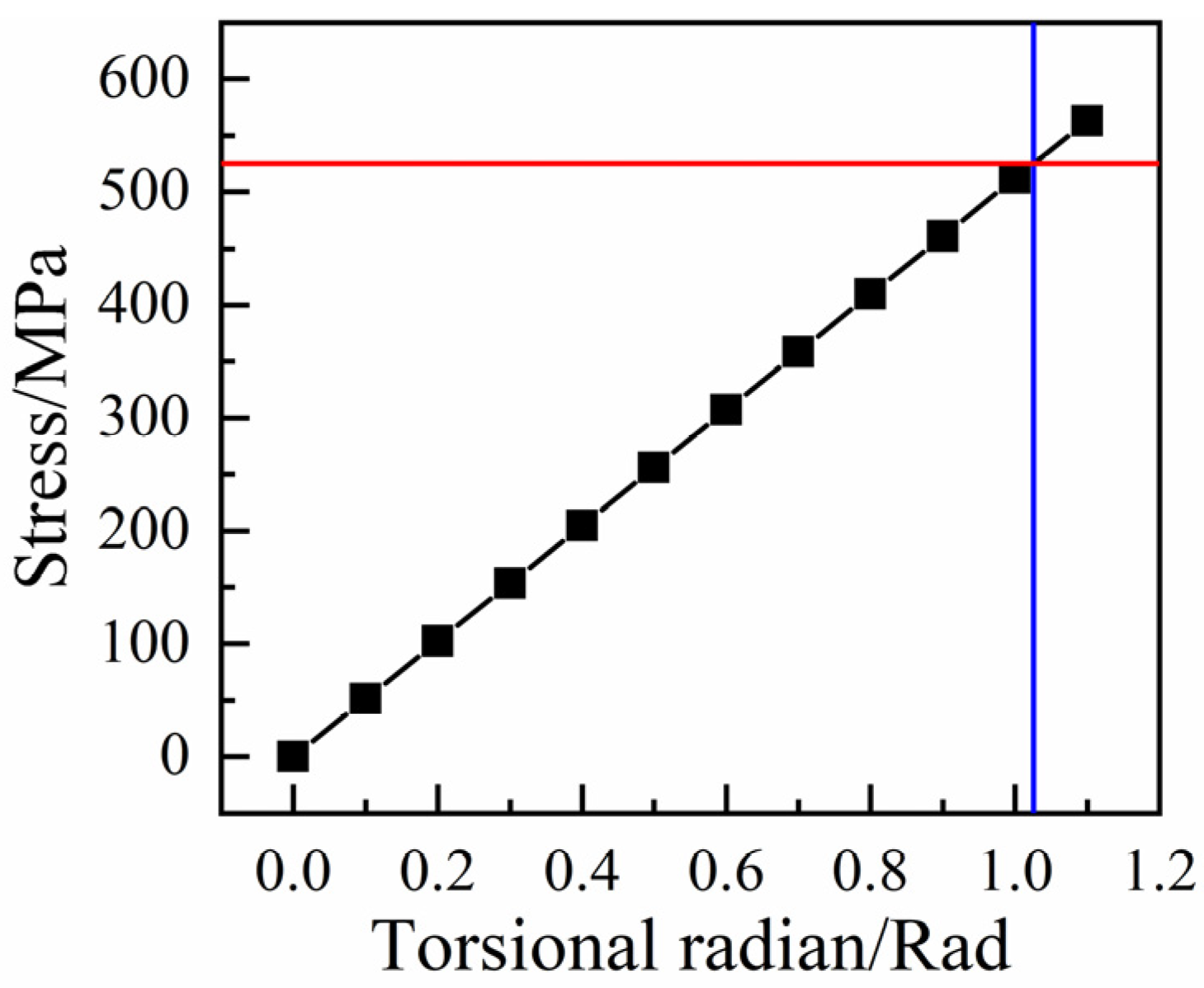
3.3. Torsion Analysis of the RTP
4. Experimental Verification
4.1. Tensile Tests
4.2. Flexure Tests
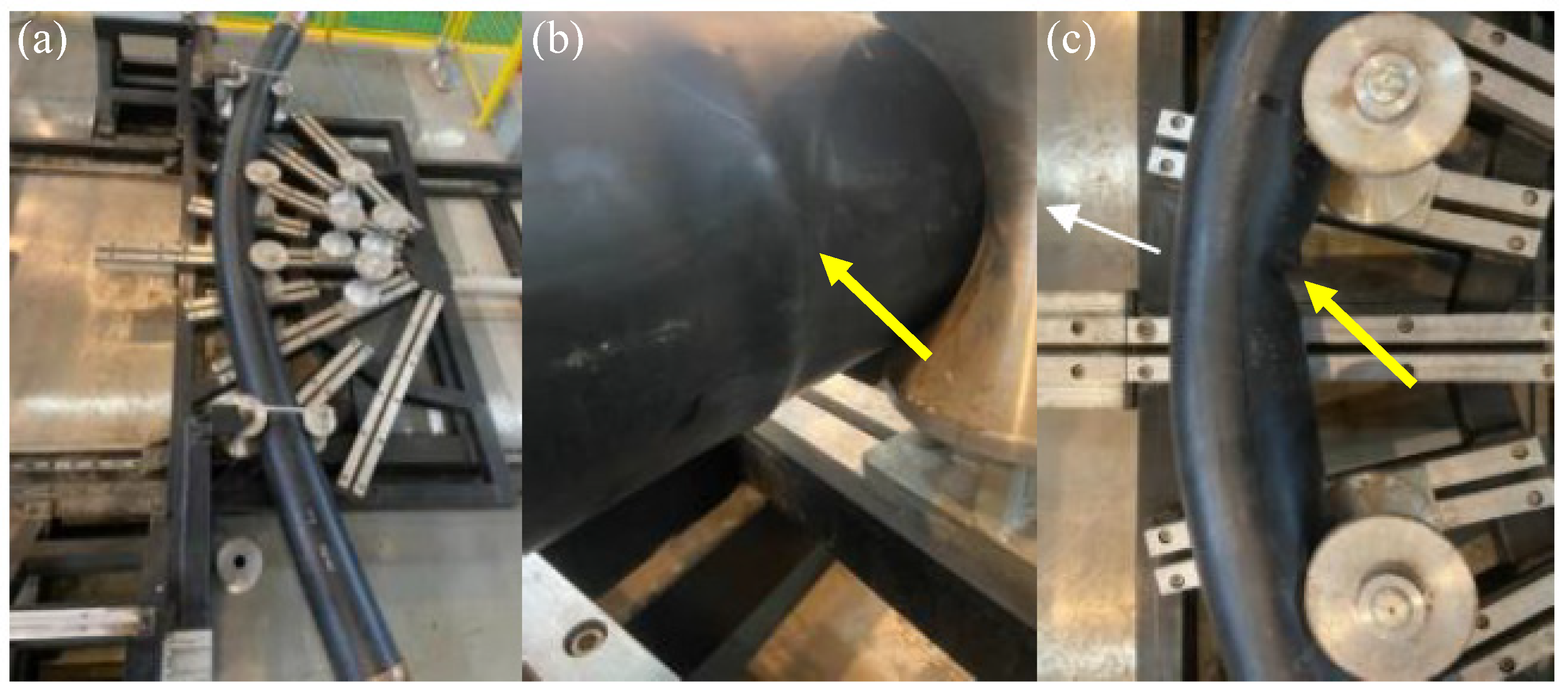
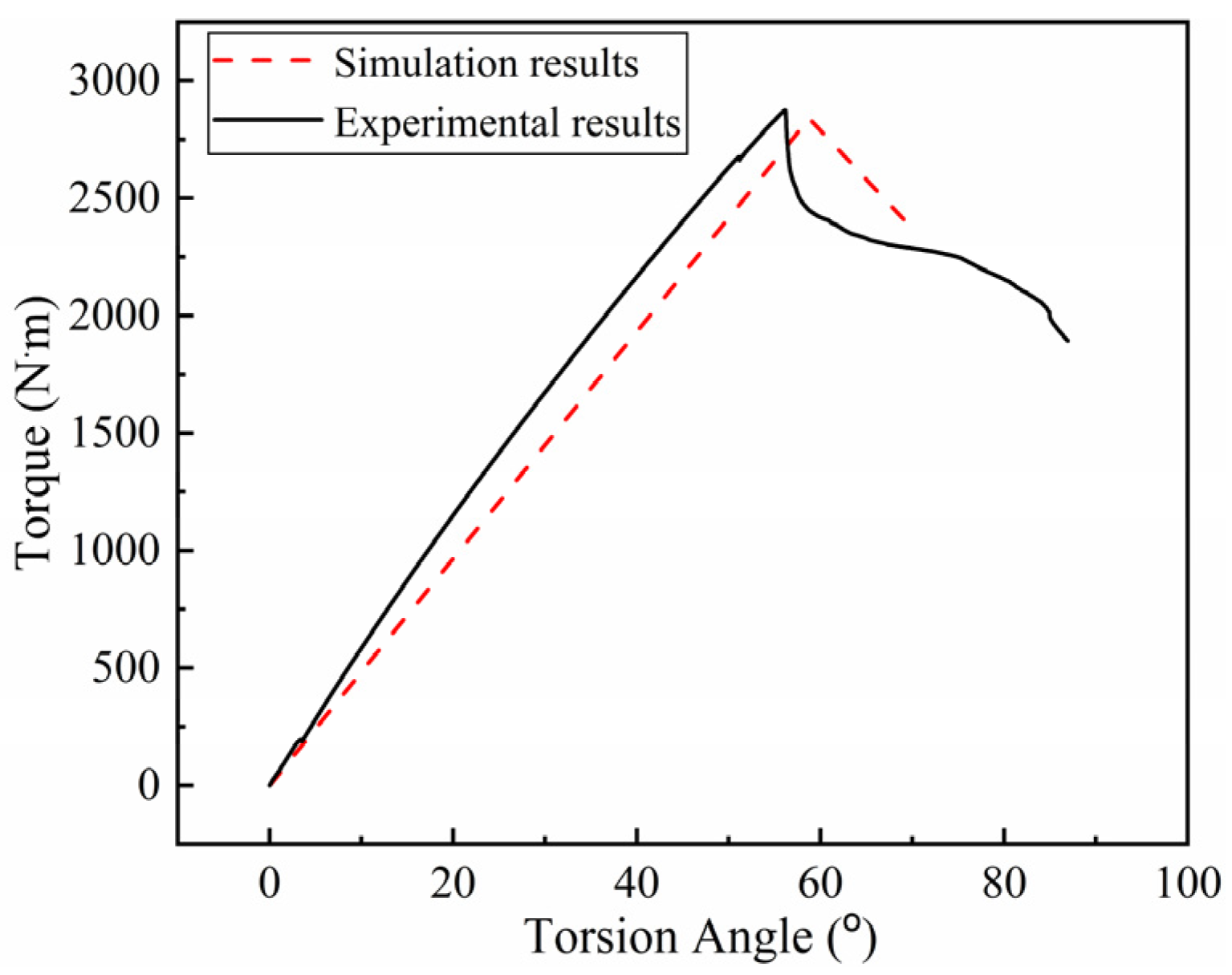
4.3. Torsion Tests
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Houbu, L.; Helin, L.; Dongtao, Q.; Nan, D.; Xuehua, C.; Bin, W.; Guoquan, Q. Analysis on non-metallic pipes used for oil and gas gathering and transportation. Pet. Instrum. 2014, 28, 4–8. [Google Scholar]
- Conley, J.; Weller, B.; Sakr, A. Recent Innovations in Reinforced Thermoplastic Pipe. In Proceedings of the Knowledge Science, Engineering and Management: 7th International Conference, KSEM 2014, Sibiu, Romania, 16–18 October 2014. [Google Scholar]
- Yu, K.; Morozov, E.V.; Ashraf, M.A.; Shankar, K. Analysis of flexural behavior of reinforced thermoplastic pipes considering material nonlinearity. Compos. Struct. 2015, 119, 385–393. [Google Scholar] [CrossRef]
- Bai, Y.; Liu, S.; Han, P.; Ruan, W.; Tang, G.; Cao, Y. Behaviour of steel wire-reinforced thermoplastic pipe under combined bending and internal pressure. Ships Offshore Struct. 2018, 13, 696–704. [Google Scholar] [CrossRef]
- Zhang, X.; Li, H.; Qi, D.; Li, Q.; Ding, N.; Cai, X. Failure analysis of anticorrosion plastic alloy composite pipe used for oilfield gathering and transportation. Eng. Fail. Anal. 2013, 32, 35–43. [Google Scholar] [CrossRef]
- Toh, W.; Bin Tan, L.; Tse, K.M.; Giam, A.; Raju, K.; Lee, H.P.; Tan, V.B.C. Material characterization of filament-wound composite pipes. Compos. Struct. 2018, 206, 474–483. [Google Scholar] [CrossRef]
- Liu, W.; Wang, S. An elastic stability-based method to predict the homogenized hoop elastic moduli of reinforced thermoplastic pipes (RTPs). Compos. Struct. 2019, 230, 111560. [Google Scholar] [CrossRef]
- Li, H.; Yan, M.; Qi, D.; Ding, N.; Cai, X.; Zhang, S.; Li, Q.; Zhang, X.; Deng, J. Failure analysis of steel wire reinforced thermoplastics composite pipe. Eng. Fail. Anal. 2012, 20, 88–96. [Google Scholar] [CrossRef]
- Qi, D.; Yan, M.L.; Ding, N.; Cai, X.H.; Li, H.B.; Zhang, S.H. Application of polymer composite pipes in oilfield in China. In Proceedings of the 7th International MERL Oilfield Engineering with Polymers Conference, London, UK, 21–22 September 2010. [Google Scholar]
- Yue, Q.; Lu, Q.; Yan, J.; Zheng, J.; Palmer, A. Tension behavior prediction of flexible pipelines in shallow water. Ocean Eng. 2013, 58, 201–207. [Google Scholar] [CrossRef]
- Xia, M.; Kemmochi, K.; Takayanagi, H. Analysis of filament-wound fiber-reinforced sandwich pipe under combined internal pressure and thermomechanical loading. Compos. Struct. 2001, 51, 273–283. [Google Scholar] [CrossRef]
- Lou, M.; Wang, Y.; Tong, B.; Wang, S. Effect of temperature on tensile properties of reinforced thermoplastic pipes. Compos. Struct. 2020, 241, 112119. [Google Scholar] [CrossRef]
- Bai, Y.; Chen, W.; Xiong, H.; Qiao, H.; Yan, H. Analysis of steel strip reinforced thermoplastic pipe under internal pressure. Ships Offshore Struct. 2016, 11, 766–773. [Google Scholar] [CrossRef]
- Bai, Y.; Liu, T.; Cheng, P.; Yuan, S.; Yao, D.; Tang, G. Buckling stability of steel strip reinforced thermoplastic pipe subjected to external pressure. Compos. Struct. 2016, 152, 528–537. [Google Scholar] [CrossRef]
- Ashraf, M.A.; Morozov, E.V.; Shankar, K. Krishnakumar. Flexure analysis of spoolable reinforced thermoplastic pipes for offshore oil and gas applications. J. Reinf. Plast. Compos. 2014, 33, 533–542. [Google Scholar] [CrossRef]
- Meng, X.J.; Wang, S.Q.; Yao, L. Research on equivalent simplification model of glass fiber-reinforced flexible pipes. Ocean. Eng. 2017, 35, 71–83. [Google Scholar]
- Gao, L.; Liu, T.; Shao, Q.; Fantuzzi, N.; Chen, W. Burst pressure of steel reinforced flexible pipe. Mar. Struct. 2020, 71, 102704. [Google Scholar] [CrossRef]
- SY/T 6662.2-2012. Non-Metallic Composite Pipe for Petroleum and Natural Gas Industries—Part 2: Flexible Composite Pipe for High Pressure Transmission; National Energy Board: Beijing, China, 2012. [Google Scholar]
- ASTM D2105-01. Standard Test Method for Longitudinal Tensile Properties of “Fiberglass” (Glass-Fiber-Reinforced Thermosetting-Resin) Pipe and Tube; ASTM: West Conshohocken, PA, USA, 2019. [Google Scholar]
- Bai, Y.; Liu, T.; Ruan, W.; Chen, W. Mechanical behavior of metallic strip flexible pipe subjected to tension. Compos. Struct. 2017, 170, 1–10. [Google Scholar] [CrossRef]
- ISO 291:2008. Plastics—Standard Atmospheres for Conditioning and Testing; International Standard; The International Organization for Standardization: Geneva, Switzerland, 2008. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Inner radius (mm) | 148 |
| Outer radius (mm) | 180 |
| Thickness of inner PE pipe(mm) | 10 |
| Thickness of outer PE pipe(mm) | 4 |
| Winding angle of polyester fiber (°) | +55/−55 |
| Reinforced layer Number | 4 |
| Layer | Parameter | Value |
|---|---|---|
| Inner HDPE | Elastic modulus (MPa) | 403.1 |
| Yield strength (MPa) | 17.33 | |
| Outer HDPE | Elastic modulus (MPa) | 300.8 |
| Yield strength (MPa) | 8.66 | |
| Polyester fiber | Linear density (Dtex) | 20,370 |
| Breaking force (N) | 1650 | |
| Breaking strength (MPa) | 525.2 | |
| Elongation at break (%) | 15.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, H.; Zhang, X.; Huang, H.; Zhou, T.; Qi, G.; Ding, H. Simulation Analysis of Limit Operating Specifications for Onshore Spoolable Reinforced Thermoplastic Pipes. Polymers 2021, 13, 3480. https://doi.org/10.3390/polym13203480
Li H, Zhang X, Huang H, Zhou T, Qi G, Ding H. Simulation Analysis of Limit Operating Specifications for Onshore Spoolable Reinforced Thermoplastic Pipes. Polymers. 2021; 13(20):3480. https://doi.org/10.3390/polym13203480
Chicago/Turabian StyleLi, Houbu, Xuemin Zhang, Haohan Huang, Teng Zhou, Guoquan Qi, and Han Ding. 2021. "Simulation Analysis of Limit Operating Specifications for Onshore Spoolable Reinforced Thermoplastic Pipes" Polymers 13, no. 20: 3480. https://doi.org/10.3390/polym13203480
APA StyleLi, H., Zhang, X., Huang, H., Zhou, T., Qi, G., & Ding, H. (2021). Simulation Analysis of Limit Operating Specifications for Onshore Spoolable Reinforced Thermoplastic Pipes. Polymers, 13(20), 3480. https://doi.org/10.3390/polym13203480