
Crash Analysis of Aluminum/CFRP Hybrid Adhesive Joint Parts Using Adhesive Modeling Technique Based on the Fracture Mechanics

 ,
, 
Abstract
:1. Introduction
2. Mechanical Properties of Aluminum, CFRP Plates, and Structural Adhesive
2.1. Mechanical Properties of Aluminum, CFRP Plates
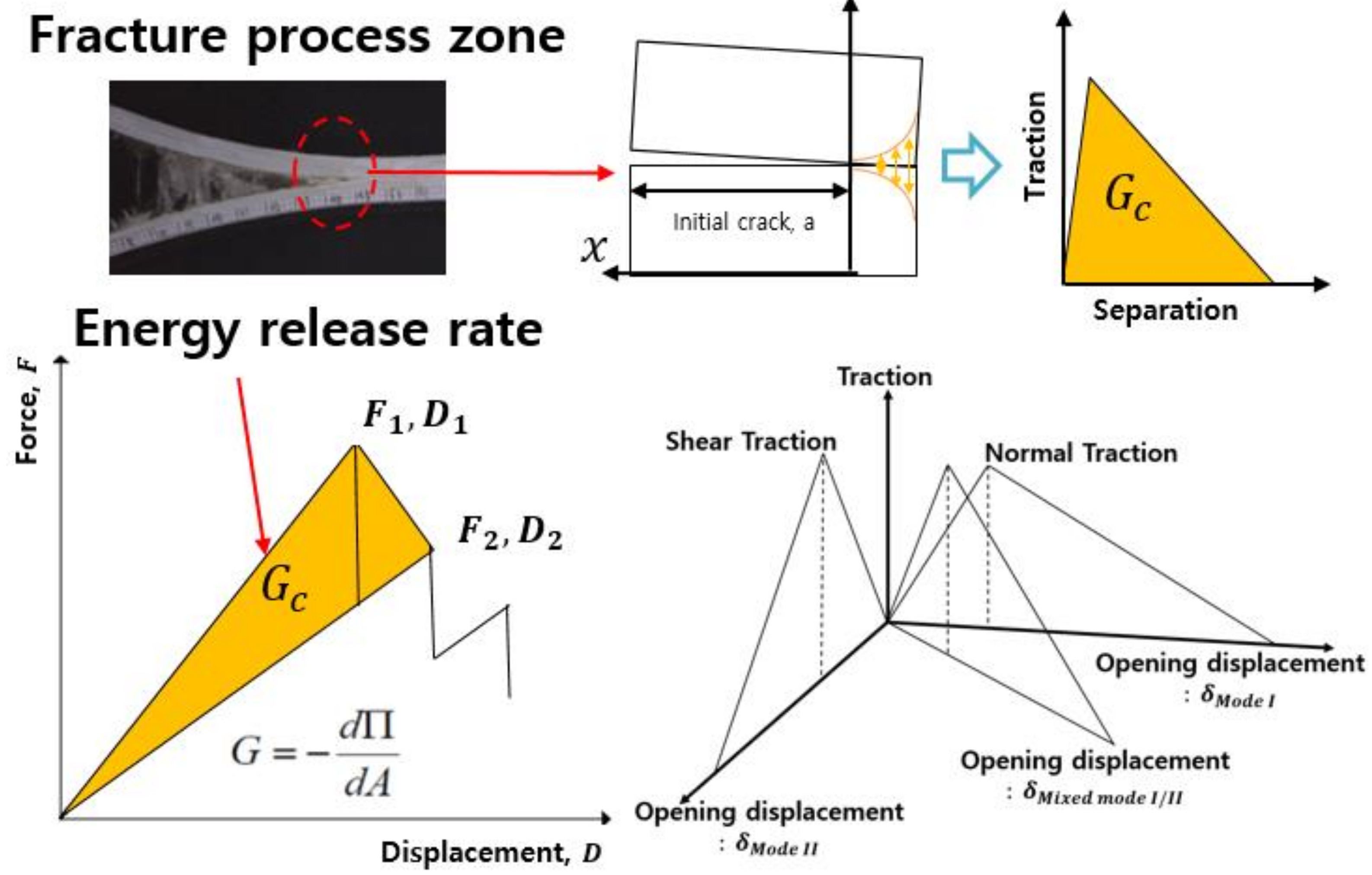
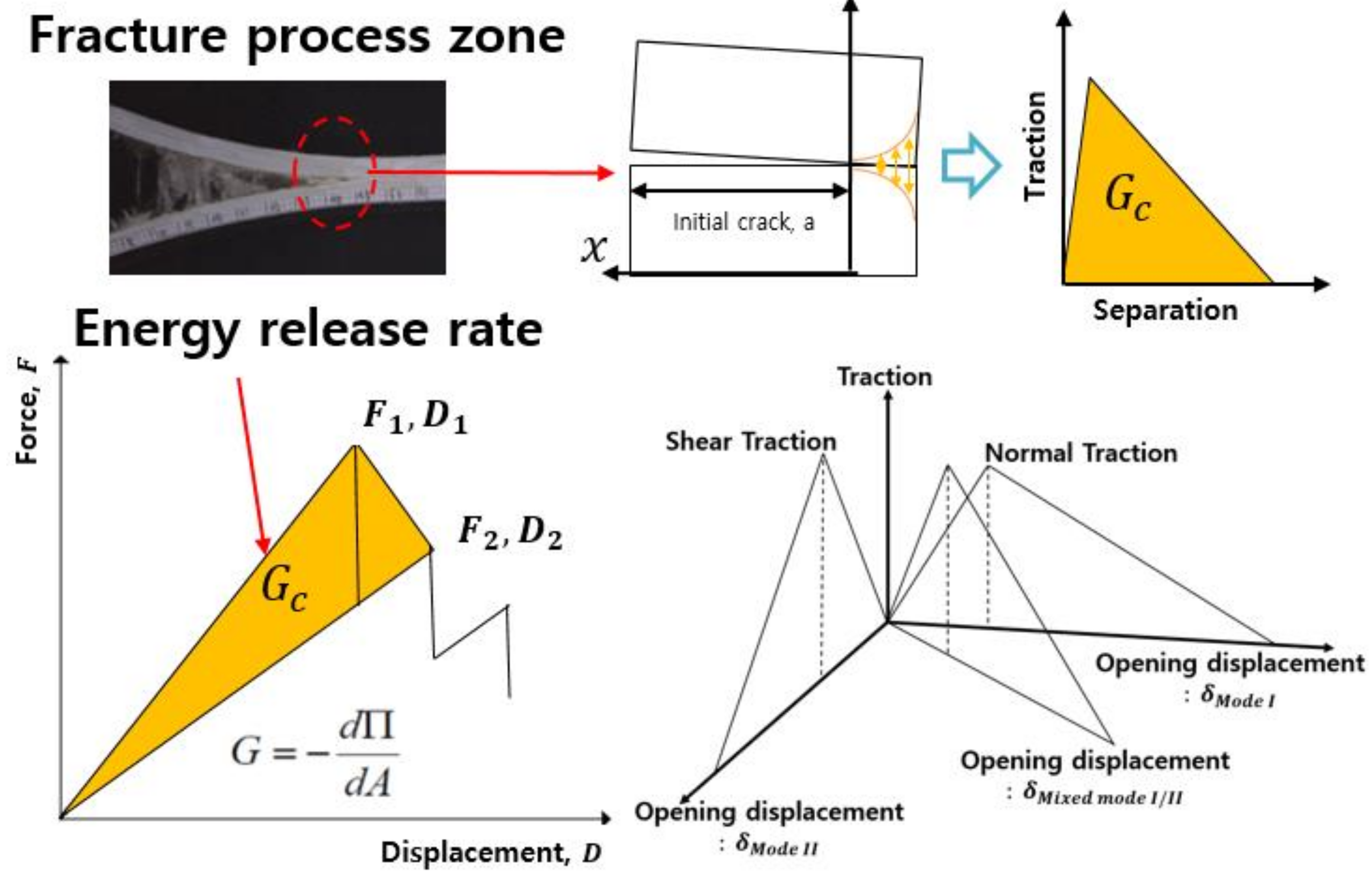
2.2. Fracture Toughness of Structural Adhesive
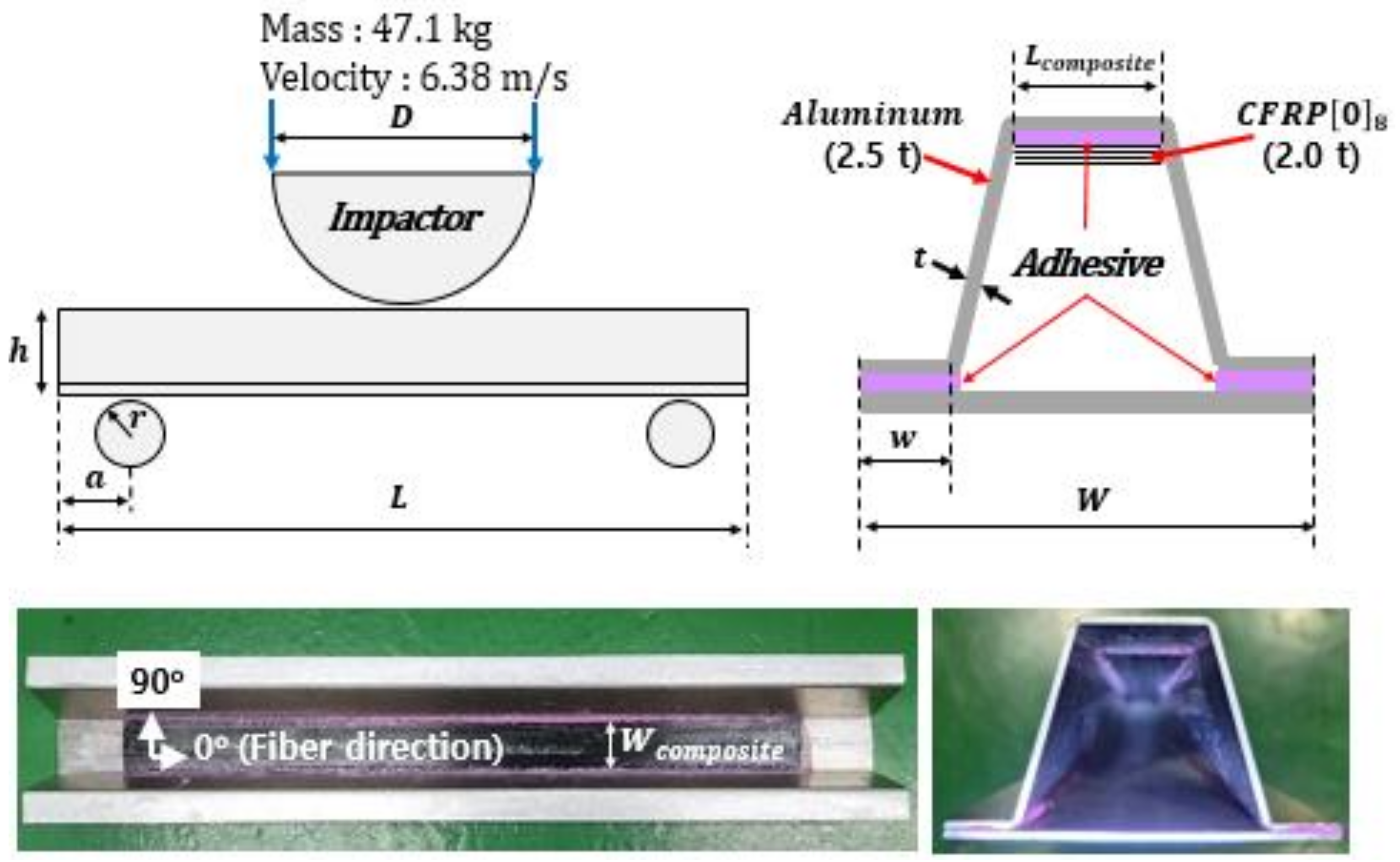
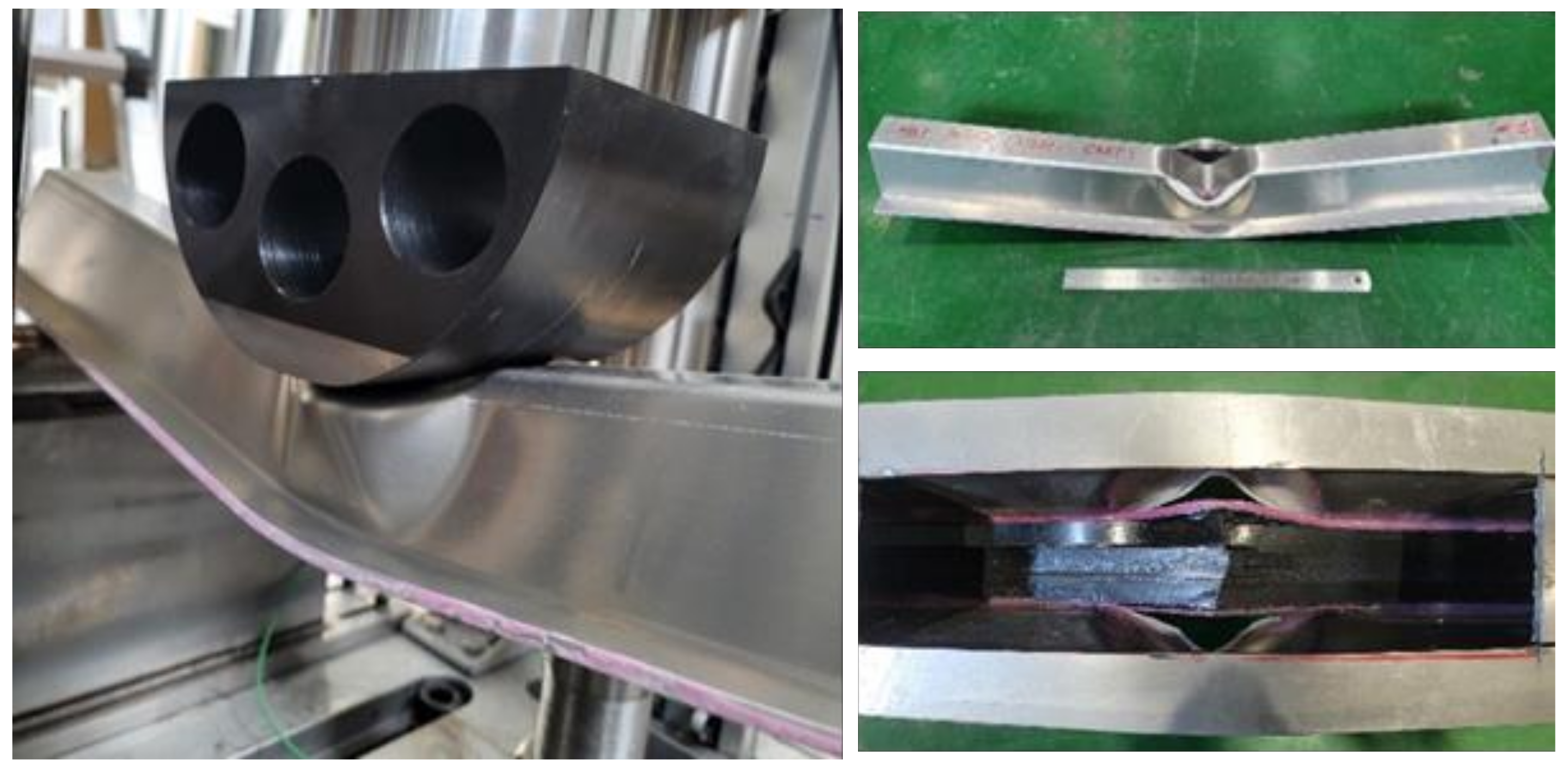
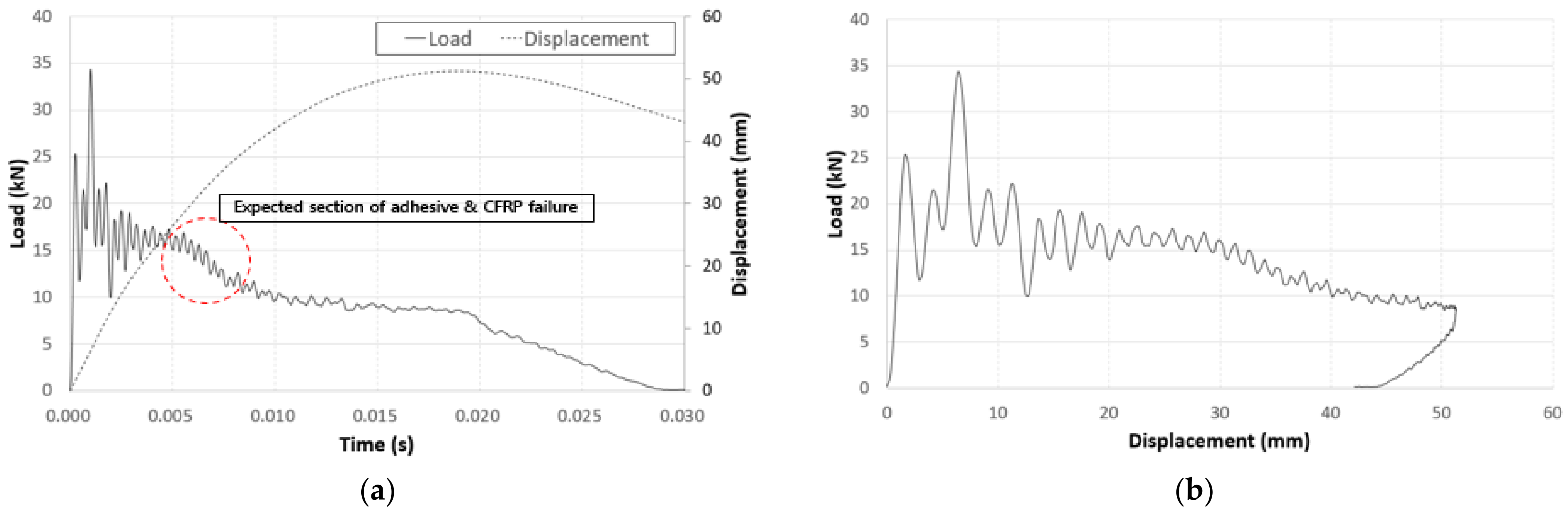
3. Aluminum/CFRP Component Test
4. Finite-Element Analysis and Verification
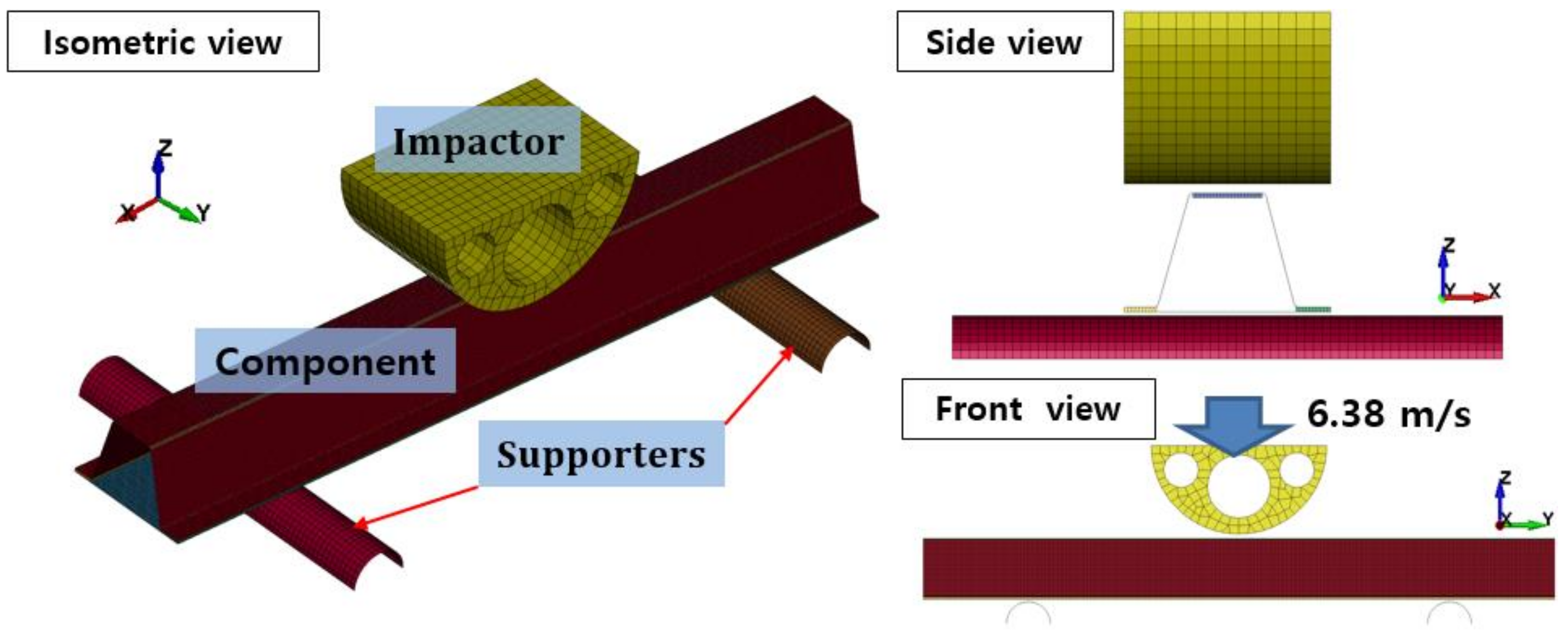
4.1. Material Models and Finite-Element Model
- Tensile fiber failure mode:
- Compressive fiber failure mode:
- Tensile matrix failure mode:
- Compressive matrix failure mode:
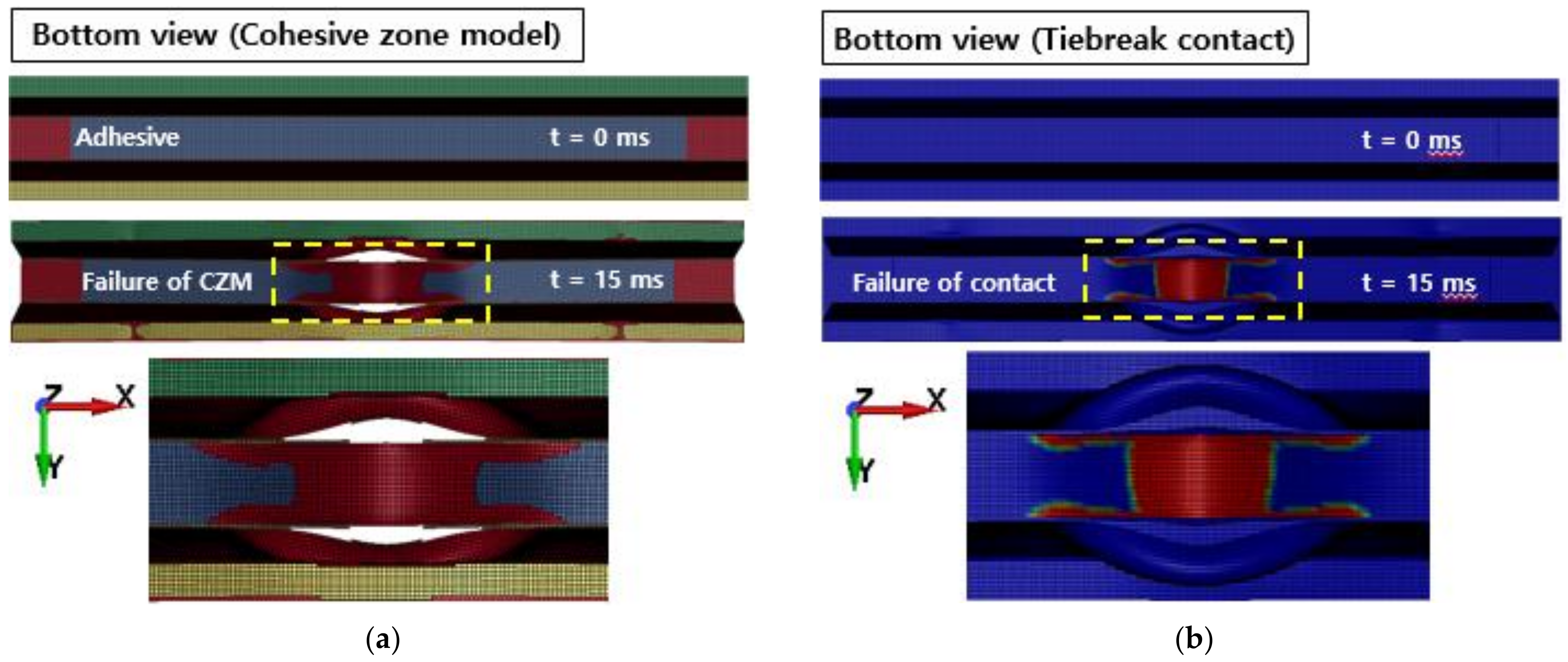
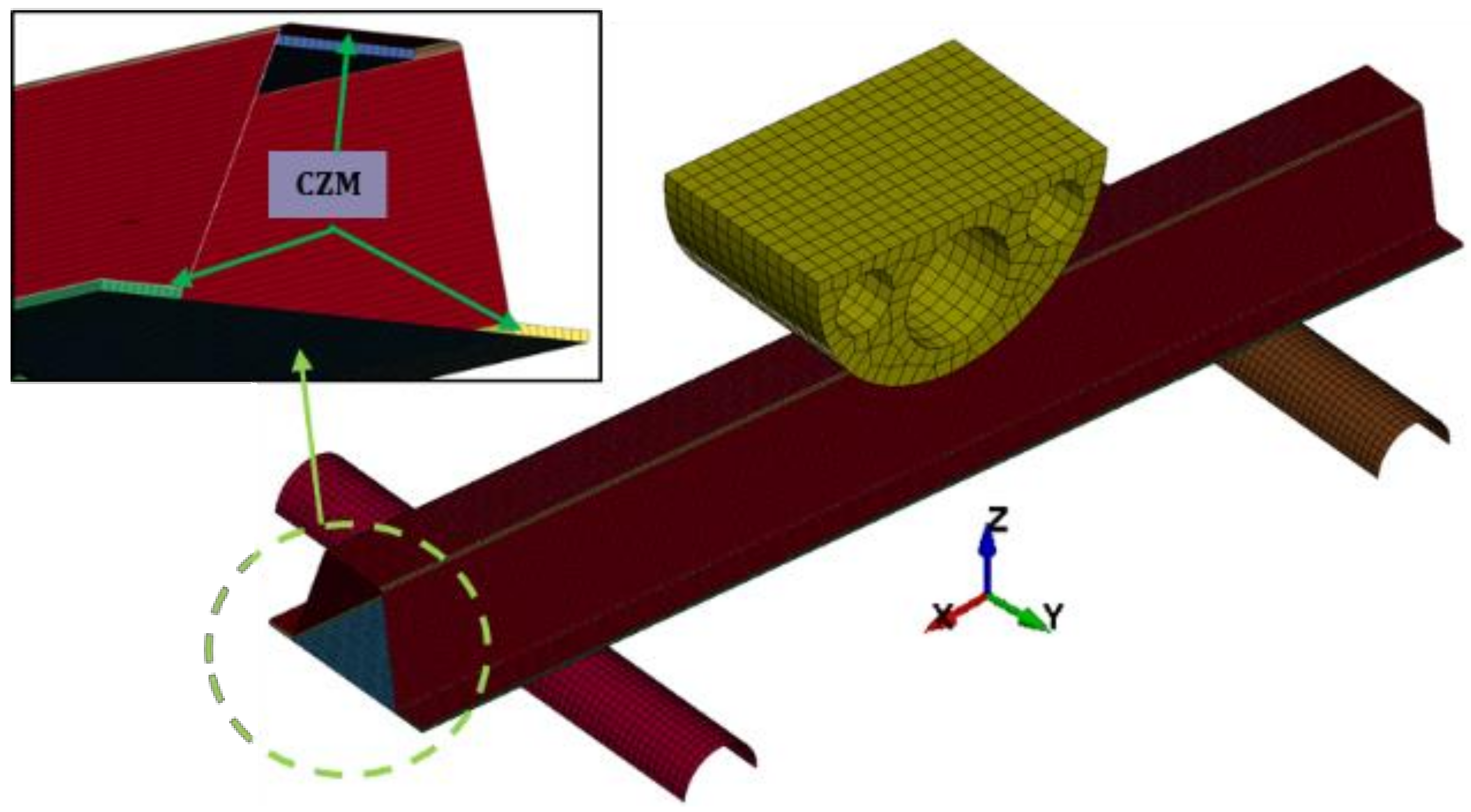
4.2. Cohesive Zone Model
4.3. Tiebreak Contact
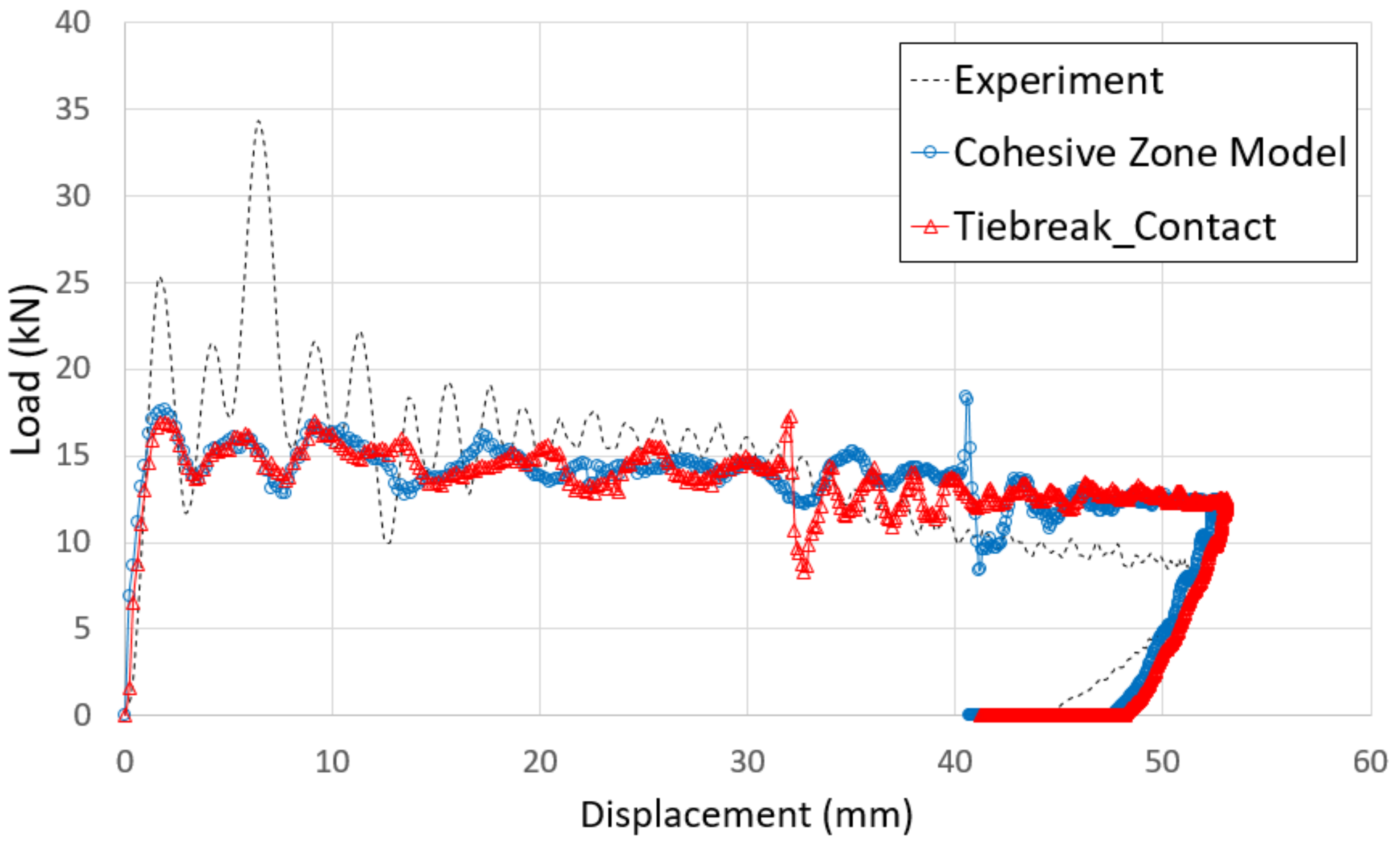
4.4. Finite-Element Analysis Results and Verification
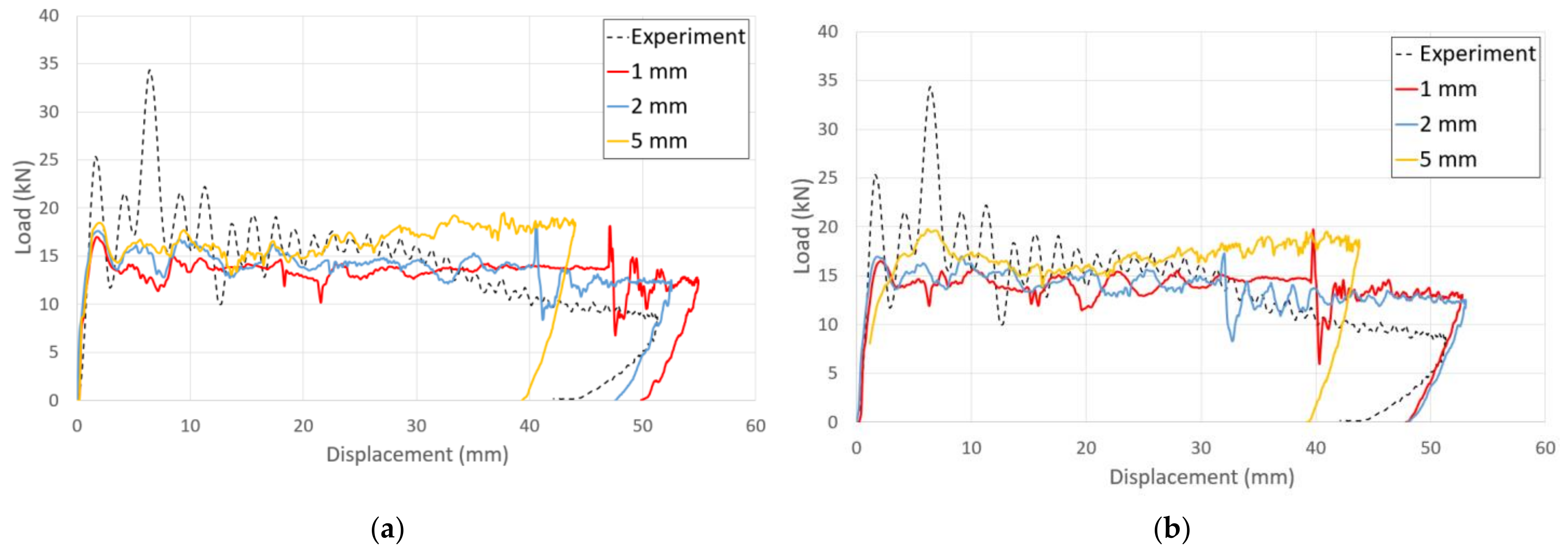
4.5. Effect of Mesh Size on Finite-Element Analysis of Adhesive Joint
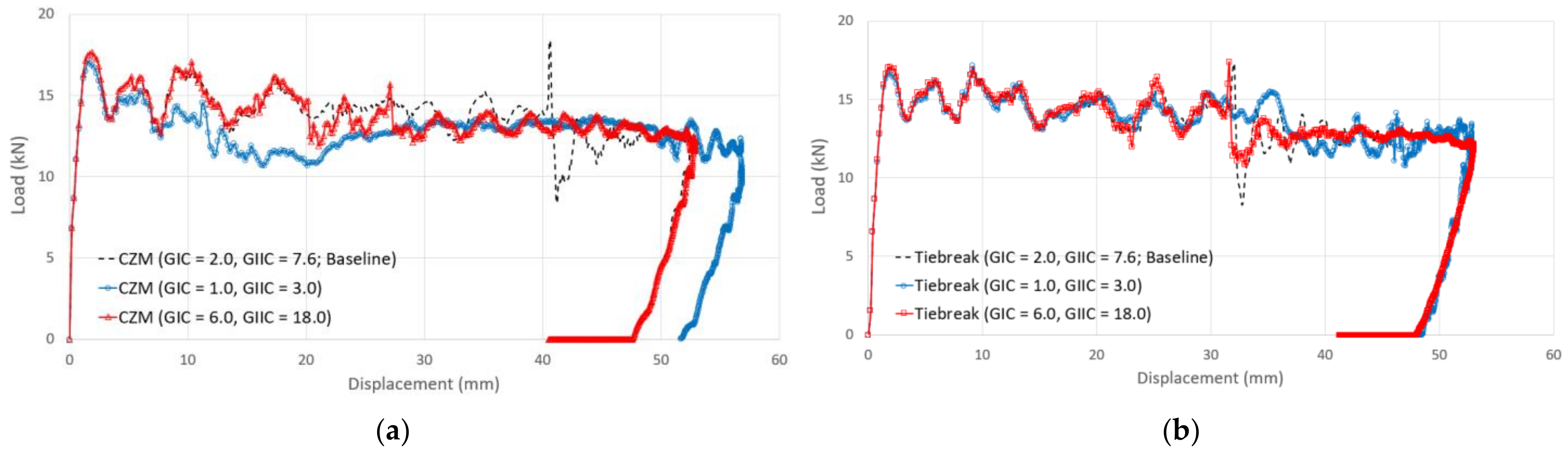
4.6. Effect of Fracture Toughness on Finite-Element Analysis of Adhesive Joint
5. Conclusions
- (1)
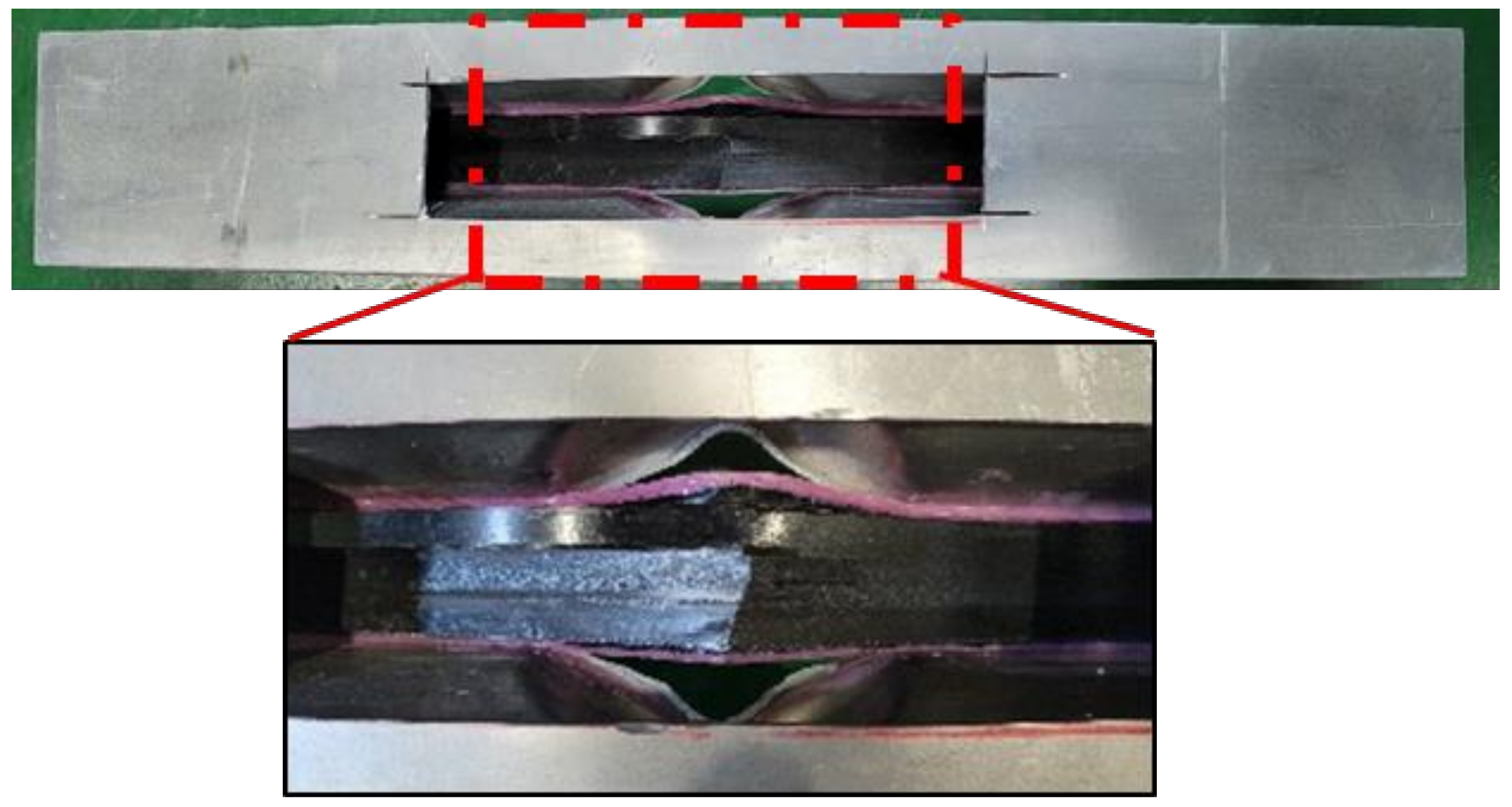
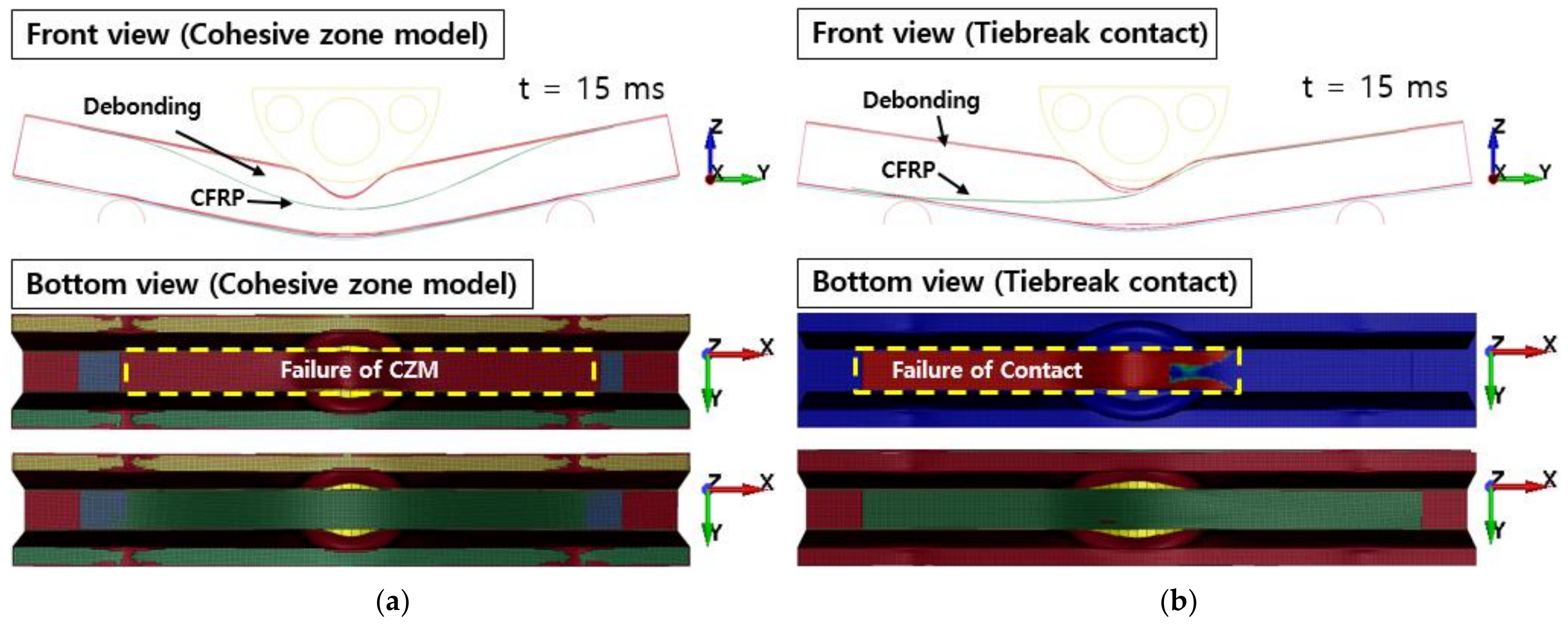
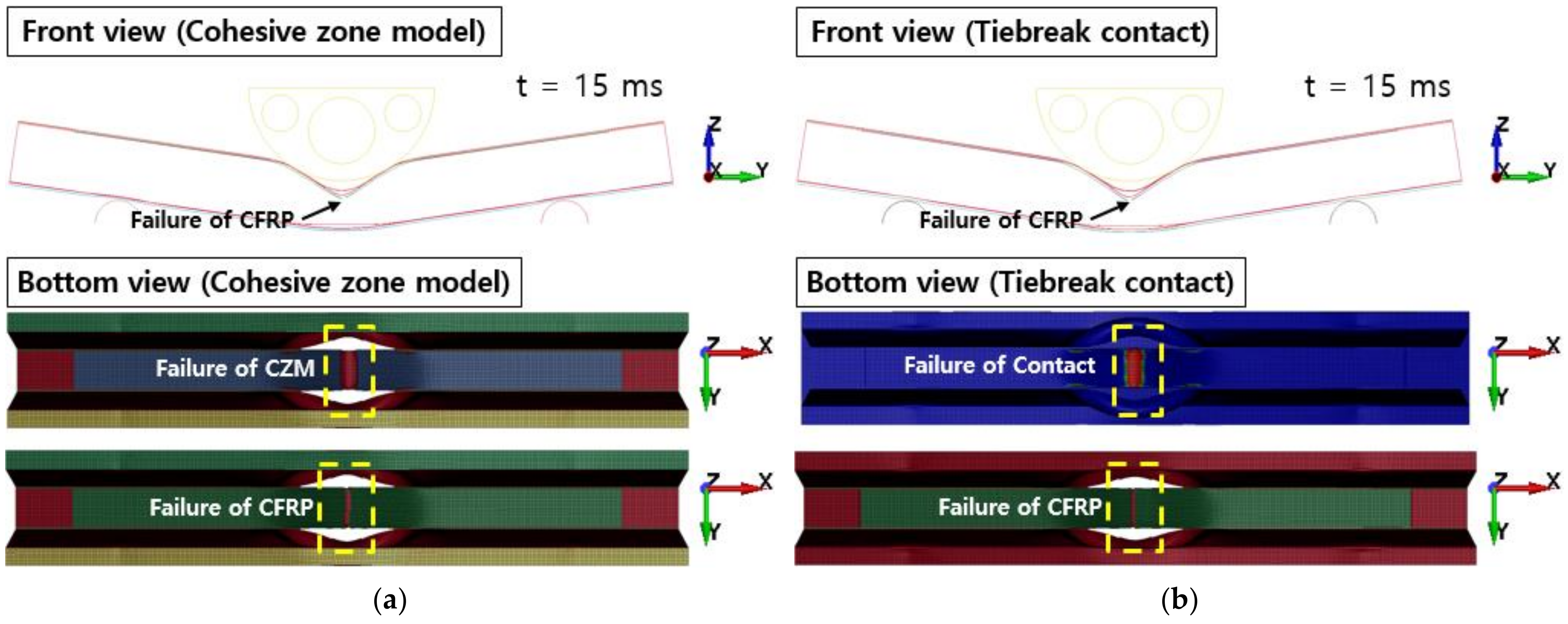
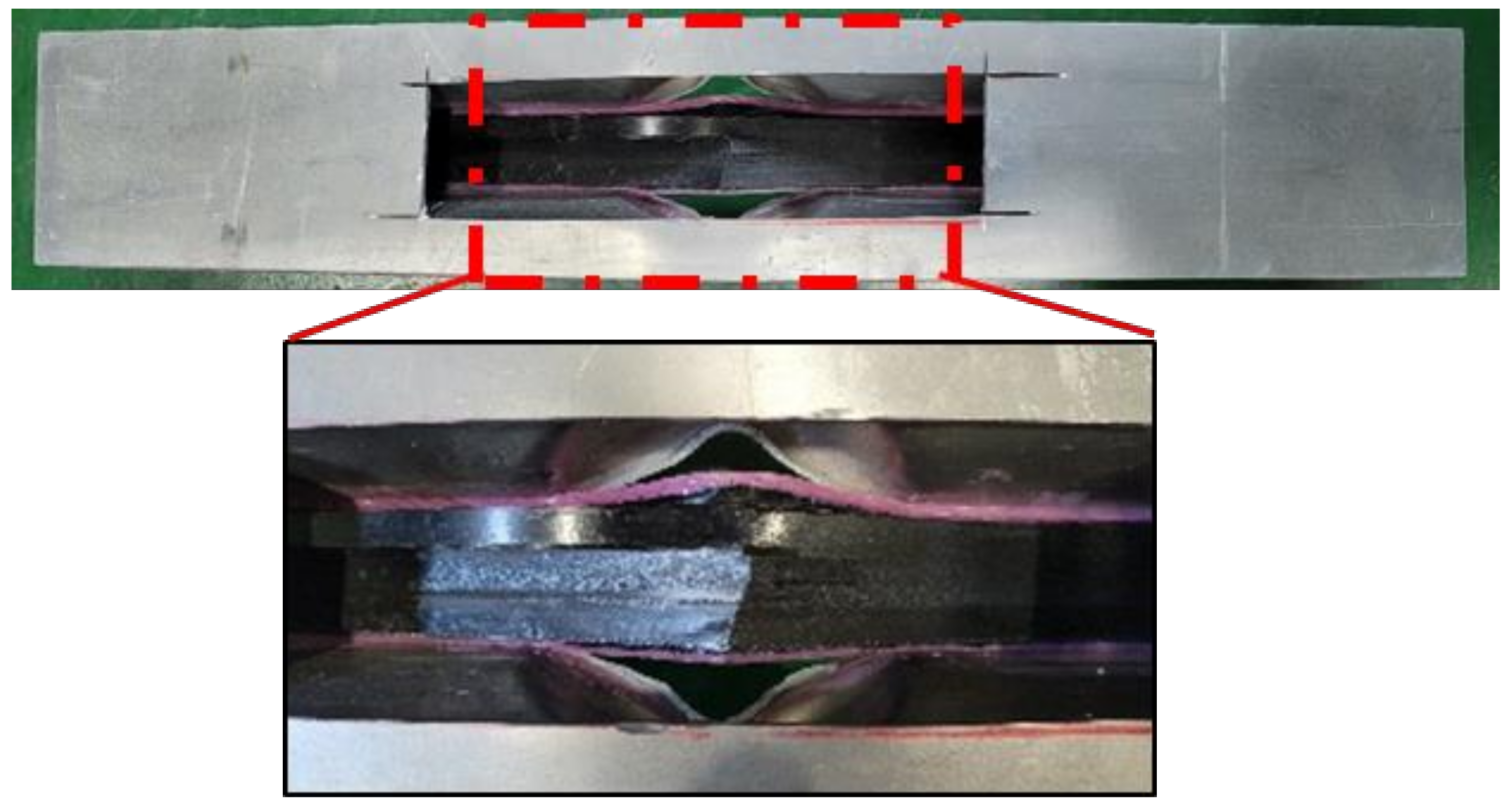
- A test setup for investigating the response of aluminum/CFRP structure was proposed in crash situations. The failure behaviors of the aluminum and CFRP were observed at the corners of the aluminum and the center of the CFRP. From the graphs of force–displacement, it was confirmed that the load and the stiffness of the structure decreased slightly due to the failure of the CFRP as well as the debonding between the aluminum and the CFRP;
- (2)
- A finite-element analysis model was constructed by selecting a material model suitable for the material characteristics of the aluminum/CFRP joint parts. The material model MAT54 in LS-DYNA was employed to simulate the failure of CFRP in a practical design process since it requires simple input parameters. For aluminum, the commercialized material model MAT24 was used to reflect the elastic–plastic behavior. The fracture toughness tests were performed for material models of structural adhesive. The obtained results were values of 2.010 kJ/m2 for Mode I and 7.666 kJ/m2 for Mode II;
- (3)
- Modeling techniques for structural adhesives between different materials (aluminum and CFRP) were proposed. The two adhesive modeling techniques proposed are particularly well suited for numerical analyses of adhesive joints in large structures since they provide a compromise between accuracy and computational costs. A crash analysis was performed to verify the reliability of the structural adhesive modeling techniques. The results of the two types of adhesive modeling techniques were similar for crash simulation;
- (4)
- To study the effects of mesh sizes, several analyses were carried out for element sizes 1 mm, 2 mm, and 5 mm. A mesh size of ≤2 mm is necessary to obtain converged solutions. The simulation results of coarse mesh, sized 5 mm, significantly over-predicted the experimental results. In addition, it was not possible to observe a decrease in the stiffness of the aluminum/CFRP component because there was no failure of CFRP in the simulation results of coarse mesh sized 5 mm;
- (5)
- The results of the finite-element analysis were compared and analyzed to confirm the impact strength of the aluminum/CFRP hybrid adhesive joint parts according to the adhesive fracture toughness values and the effect on adhesive failure. The numerical analysis results showed that the adhesive plays a critical role in maintaining the structural stiffness in a crash situation of the component when composite materials with relative stiffness are used as reinforcement in dissimilar material parts, such as aluminum and CFRP.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ahmad, H.; Markina, A.A.; Porotnikov, M.V.; Ahmad, F. A review of carbon fiber materials in automotive industry. IOP Conf. Ser. Mater. Sci. Eng. 2020, 971, 032011. [Google Scholar] [CrossRef]
- Sarfraz, M.S.; Hong, H.; Kim, S.S. Recent developments in the manufacturing technologies of composite components and their cost-effectiveness in the automotive industry: A review study. Compos. Struct. 2021, 2021, 113864. [Google Scholar] [CrossRef]
- Troughton, M.J. (Ed.) Chapter 17—Adhesive Bonding. In Handbook of Plastics Joining, 2nd ed.; William Andrew Publishing: Boston, MA, USA, 2009; pp. 145–173. [Google Scholar]
- Elmarakbi, A. Advanced Composite Materials for Automotive Applications: Structural Integrity and Crashworthiness; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Lee, M.-J.; Lim, J.-M.; Lee, B.-C. Finite element analysis of an adhesive joint using the cohesive zone model and surface pattern design of bonding surfaces. J. Adhes. 2013, 89, 205–224. [Google Scholar] [CrossRef]
- Tong, L.; Steven, G.P. Analysis and Design of Structural Bonded Joints; Univ. of Sydney: Sydney, NSW, Australia, 1999. [Google Scholar]
- Da Silva, L.F.; Campilho, R.D. Advances in numerical modelling of adhesive joints. In Advances in Numerical Modeling of Adhesive Joints; Springer: Berlin/Heidelberg, Germany, 2012; pp. 1–93. [Google Scholar]
- Dugdale, D.S. Yielding of steel sheets containing slits. J. Mech. Phys. Solids 1960, 8, 100–104. [Google Scholar] [CrossRef]
- Barenblatt, G.I. The mathematical theory of equilibrium cracks in brittle fracture. In Advances in Applied Mechanics; Elsevier: Amsterdam, The Netherlands, 1962; Volume 7, pp. 55–129. [Google Scholar]
- Hillerborg, A.; Modéer, M.; Petersson, P.-E. Analysis of crack formation and crack growth in concrete by means of fracture mechanics and finite elements. Cem. Concr. Res. 1976, 6, 773–781. [Google Scholar] [CrossRef]
- Da Silva, L.F.; das Neves, P.J.; Adams, R.; Spelt, J. Analytical models of adhesively bonded joints—Part I: Literature survey. Int. J. Adhes. Adhes. 2009, 29, 319–330. [Google Scholar] [CrossRef]
- He, X. A review of finite element analysis of adhesively bonded joints. Int. J. Adhes. Adhes. 2011, 31, 248–264. [Google Scholar] [CrossRef]
- Faruque, O.; Hill, J.; Bonnen, J.; Lazarz, K.; Ward, S.; Guimberteau, T. Adhesive Modeling in Crash Simulation; 0148-7191; SAE Technical Paper: Warrendale, PA, USA, 2006. [Google Scholar]
- Dlugosch, M.; Fritsch, J.; Lukaszewicz, D.; Hiermaier, S. Experimental investigation and evaluation of numerical modeling approaches for hybrid-FRP-steel sections under impact loading for the application in automotive crash-structures. Compos. Struct. 2017, 174, 338–347. [Google Scholar] [CrossRef]
- Shin, D.K.; Kim, H.C.; Lee, J.J. Numerical analysis of the damage behavior of an aluminum/CFRP hybrid beam under three point bending. Compos. Part B Eng. 2014, 56, 397–407. [Google Scholar] [CrossRef]
- May, M.; Voß, H.; Hiermaier, S. Predictive modeling of damage and failure in adhesively bonded metallic joints using cohesive interface elements. Int. J. Adhes. Adhes. 2014, 49, 7–17. [Google Scholar] [CrossRef]
- Bhowmik, A.; Mishra, D. A comprehensive study of an aluminum alloy AL-5052. Adv. Phys. Lett. 2016, 3, 20–22. [Google Scholar]
- Liu, X.; Huang, L.; Li, J.; Su, H. An electromagnetic incremental forming (EMIF) strategy for large-scale parts of aluminum alloy based on dual coil. Int. J. Adv. Manuf. Technol. 2019, 104, 411–431. [Google Scholar] [CrossRef]
- ASM International Handbook Committee. Metals handbook, Vol. 2: Properties and selection: Nonferrous alloys and special-purpose materials. ASM Int. 1990, 3, 5. [Google Scholar]
- Boyer, H.E.; Gall, T.L. Metals Handbook; American Society for Metals: Materials Park, OH, USA, 1985. [Google Scholar]
- Starr, T. Pultrusion for Engineers; Elsevier: Amsterdam, The Netherlands, 2000. [Google Scholar]
- ASTM Standard D3039/D3039M − 17. Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar] [CrossRef]
- ASTM Standard D6641/D6641M − 16. Standard Test Method for Compressive Properties of Polymer Matrix Composite Materials Using a Combined Loading Compression (CLC) Test Fixture; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar] [CrossRef]
- ASTM Standard D7078/D7078M − 20. Standard Test Method for Shear Properties of Composite Materials by V-Notched Rail Shear Method; ASTM International: West Conshohocken, PA, USA, 2020. [Google Scholar] [CrossRef]
- ASTM Standard D3433 − 99 (Reapproved 2020). Standard Test Method for Fracture Strength in Cleavage of Adhesives in Bonded Metal Joints; ASTM International: West Conshohocken, PA, USA, 1999. [Google Scholar] [CrossRef]
- Marzi, S. Measuring the critical energy release rate in mode II of tough, structural adhesive joints using the tapered end-notched flexure (TENF) test. Eur. Phys. J. Spec. Top. 2012, 206, 35–40. [Google Scholar] [CrossRef]
- Andersson, M.; Larsson, E. Benchmarking Study of Steel-Composite Structures in CAE Crash Applications. Master’s Thesis, Chalmers University Of Technology, Göteborg, Sweden, 2016. [Google Scholar]
- Bucci, R. Selecting aluminum alloys to resist failure by fracture mechanisms. Eng. Fract. Mech. 1979, 12, 407–441. [Google Scholar] [CrossRef]
- Bala, S.; Day, J. General Guidelines for Crash Analysis in LS-DYNA; Livermore Software Technology Corporation: Livermore, CA, USA, 2012. [Google Scholar]
- Joo, G.; Kim, J.; Jeong, M.; Kim, Y.; Böhm, H.; Richter, J. A Practical Axial Crush Simulation of Glass-Fiber MAT/PA6 Composite Tubes for Application of an Energy Absorber in Automobiles. Int. J. Automot. Technol. 2021, 22, 1201–1213. [Google Scholar] [CrossRef]
- Zhao, S.Y.; Xue, P. New two-dimensional polynomial failure criteria for composite materials. Adv. Mater. Sci. Eng. 2014, 2014, 503483. [Google Scholar] [CrossRef] [Green Version]
- Chang, F.-K.; Chang, K.-Y. A progressive damage model for laminated composites containing stress concentrations. J. Compos. Mater. 1987, 21, 834–855. [Google Scholar] [CrossRef]
- Feraboli, P.; Wade, B.; Deleo, F.; Rassaian, M.; Higgins, M.; Byar, A. LS-DYNA MAT54 modeling of the axial crushing of a composite tape sinusoidal specimen. Compos. Part A Appl. Sci. Manuf. 2011, 42, 1809–1825. [Google Scholar] [CrossRef]
- Tiwari, G.; Thomas, T.; Khandelwal, R. Influence of reinforcement in the honeycomb structures under axial compressive load. Thin-Walled Struct. 2018, 126, 238–245. [Google Scholar] [CrossRef]
- Heimbs, S.; Mehrens, T.; Middendorf, P.; Maier, M.; Schumacher, A. Numerical determination of the nonlinear effective mechanical properties of folded core structures for aircraft sandwich panels. In Proceedings of the 6th European LS-DYNA Users’ Conference, Gothenburg, Sweden, 29–30 May 2007. [Google Scholar]
- Ha, K.; Baek, H.; Park, K. Convergence of fracture process zone size in cohesive zone modeling. Appl. Math. Model. 2015, 39, 5828–5836. [Google Scholar] [CrossRef]
- Wahab, M.A. Simulating mode I fatigue crack propagation in adhesively-bonded composite joints. In Fatigue and Fracture of Adhesively-Bonded Composite Joints; Elsevier: Amsterdam, The Netherlands, 2015; pp. 323–344. [Google Scholar]
- Graf, T.; Haufe, A.; Andrade, F. Adhesives Modeling with LS-DYNA: Recent Developments and Future Work. In Proceedings of the Nordic LS-DYNA Forum; DYNAmore GmbH, Stuttgart. 2014. Available online: https://ftp.lstc.com/anonymous/outgoing/support/PAPERS/2014-10-09_Graf_et_al_Adhesive_Modeling-v2-download.pdf (accessed on 7 April 2021).
- Xiao, X.S.; Foss, P.H.; Schroeder, J.A. Stiffness prediction of the double lap shear joint. Part 2: Finite element modeling. Int. J. Adhes. Adhes. 2004, 24, 239–246. [Google Scholar] [CrossRef]
- Dogan, F.; Hadavinia, H.; Donchev, T.; Bhonge, P.S. Delamination of impacted composite structures by cohesive zone interface elements and tiebreak contact. Cent. Eur. J. Eng. 2012, 2, 612–626. [Google Scholar] [CrossRef] [Green Version]
- Mi, Y.; Crisfield, M.; Davies, G.; Hellweg, H. Progressive delamination using interface elements. J. Compos. Mater. 1998, 32, 1246–1272. [Google Scholar] [CrossRef]
- Harper, P.W.; Hallett, S.R. Cohesive zone length in numerical simulations of composite delamination. Eng. Fract. Mech. 2008, 75, 4774–4792. [Google Scholar] [CrossRef] [Green Version]
- Camanho, P.P.; Hallett, S.R. Numerical Modelling of Failure in Advanced Composite Materials; Woodhead Publishing: Sawston, Cambridge, UK, 2015. [Google Scholar]
- May, M.; Hesebeck, O.; Marzi, S.; Böhme, W.; Lienhard, J.; Kilchert, S.; Brede, M.; Hiermaier, S. Rate dependent behavior of crash-optimized adhesives–Experimental characterization, model development, and simulation. Eng. Fract. Mech. 2015, 133, 112–137. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Modulus (GPa) | Tangent Modulus 1 (GPa) | Yield Strength (MPa) | Poisson’s Ratio | |
|---|---|---|---|---|
| Aluminum 5052-O | 70.3 | 2.2 | 89.6 | 0.33 |
| Tensile Test | Compression Test | Shear Test | |||
|---|---|---|---|---|---|
| Longitudinal | Transverse | Longitudinal | Transverse | ||
| Modulus (GPa) | 171 | 9.6 | 164 | 11.2 | 6.9 |
| Strength (MPa) | 2886 | 29 | 1367 | 195 | 73.6 |
| Poisson’s ratio | 0.28 | - | - | - | - |
| Modulus (GPa) | Strength (MPa) | Energy Release Rate (kJ/m2) | |
|---|---|---|---|
| Mode I | 2.2 | 33.9 | 2.010 2 |
| Mode II | 2.2 | 35.0 | 7.666 2 |
| Dimension | Length (mm) | Description |
|---|---|---|
| D | 200 | Diameter of impactor |
| L | 720 | Length of beam |
| Lcomposite | 600 | Length of composite plate |
| r | 25 | Radius of supports |
| a | 120 | Placement of supports |
| h | 71.8 | Height of beam |
| W | 120 | Width of beam |
| w | 22.8 | Width of beam |
| Wcomposite | 40 | Width of composite plate |
| t | 2.5 | Thickness of aluminum 5052-O |
| Energy Absorption (J) | Crushing Depth 3 (mm) | |
|---|---|---|
| Experimental | 729 | 51.3 |
| Cohesive zone model | 704 | 52.5 |
| Tiebreak contact condition | 701 | 53.1 |
| Mesh Size (mm) | Energy Absorption (J) | Crushing Depth 4 (mm) | |
|---|---|---|---|
| Cohesive zone model | 1 | 703 | 54.9 |
| 2 | 704 | 52.5 | |
| 5 | 693 | 44.0 | |
| Tiebreak contact condition | 1 | 698 | 52.7 |
| 2 | 701 | 53.1 | |
| 5 | 694 | 43.8 |
| Modeling Method | ||
|---|---|---|
| Cohesive Zone Model | Contact Tiebreak | |
| Case I | GIC = 1.0 kJ/m2 GIIC = 3.0 kJ/m2 | |
| Case II | GIC = 6.0 kJ/m2 GIIC = 18.0 kJ/m2 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, Y.C.; Yoon, S.H.; Joo, G.; Jang, H.-K.; Kim, J.-H.; Jeong, M.; Kim, J.H. Crash Analysis of Aluminum/CFRP Hybrid Adhesive Joint Parts Using Adhesive Modeling Technique Based on the Fracture Mechanics. Polymers 2021, 13, 3364. https://doi.org/10.3390/polym13193364
Kim YC, Yoon SH, Joo G, Jang H-K, Kim J-H, Jeong M, Kim JH. Crash Analysis of Aluminum/CFRP Hybrid Adhesive Joint Parts Using Adhesive Modeling Technique Based on the Fracture Mechanics. Polymers. 2021; 13(19):3364. https://doi.org/10.3390/polym13193364
Chicago/Turabian StyleKim, Young Cheol, Soon Ho Yoon, Geunsu Joo, Hong-Kyu Jang, Ji-Hoon Kim, Mungyu Jeong, and Ji Hoon Kim. 2021. "Crash Analysis of Aluminum/CFRP Hybrid Adhesive Joint Parts Using Adhesive Modeling Technique Based on the Fracture Mechanics" Polymers 13, no. 19: 3364. https://doi.org/10.3390/polym13193364
APA StyleKim, Y. C., Yoon, S. H., Joo, G., Jang, H.-K., Kim, J.-H., Jeong, M., & Kim, J. H. (2021). Crash Analysis of Aluminum/CFRP Hybrid Adhesive Joint Parts Using Adhesive Modeling Technique Based on the Fracture Mechanics. Polymers, 13(19), 3364. https://doi.org/10.3390/polym13193364