
Hygromorphic Response Dynamics of 3D-Printed Wood-PLA Composite Bilayer Actuators





Abstract
:1. Introduction
2. Materials and Methods
2.1. Hygroscopicity and Dimensional Stability of the Source Polymers
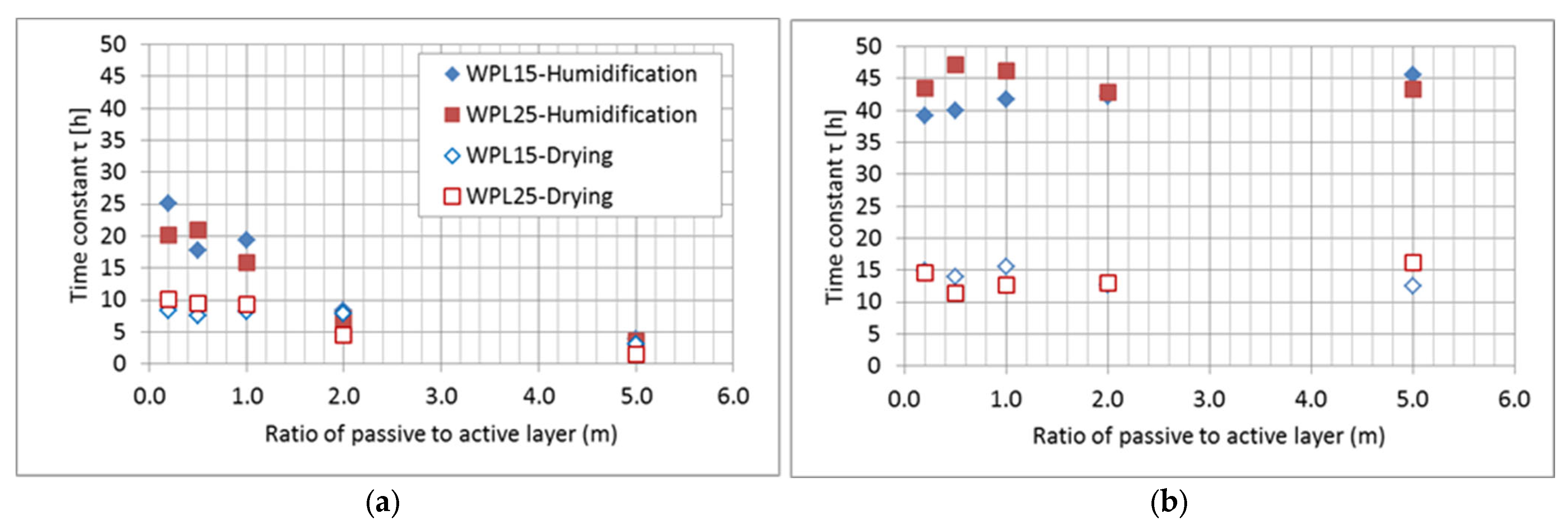
2.2. Analysis of the Humidification and Drying Kinetics of the Source Polymers
- G—stationary system response in g,
- Φ (t)—transient system response,
- —time constant in s,
- M—mass in g,
- t—time in s.
2.3. Determination of Diffusion Coefficient of Moisture Transport
2.4. Bending Stiffness of Source Polymers
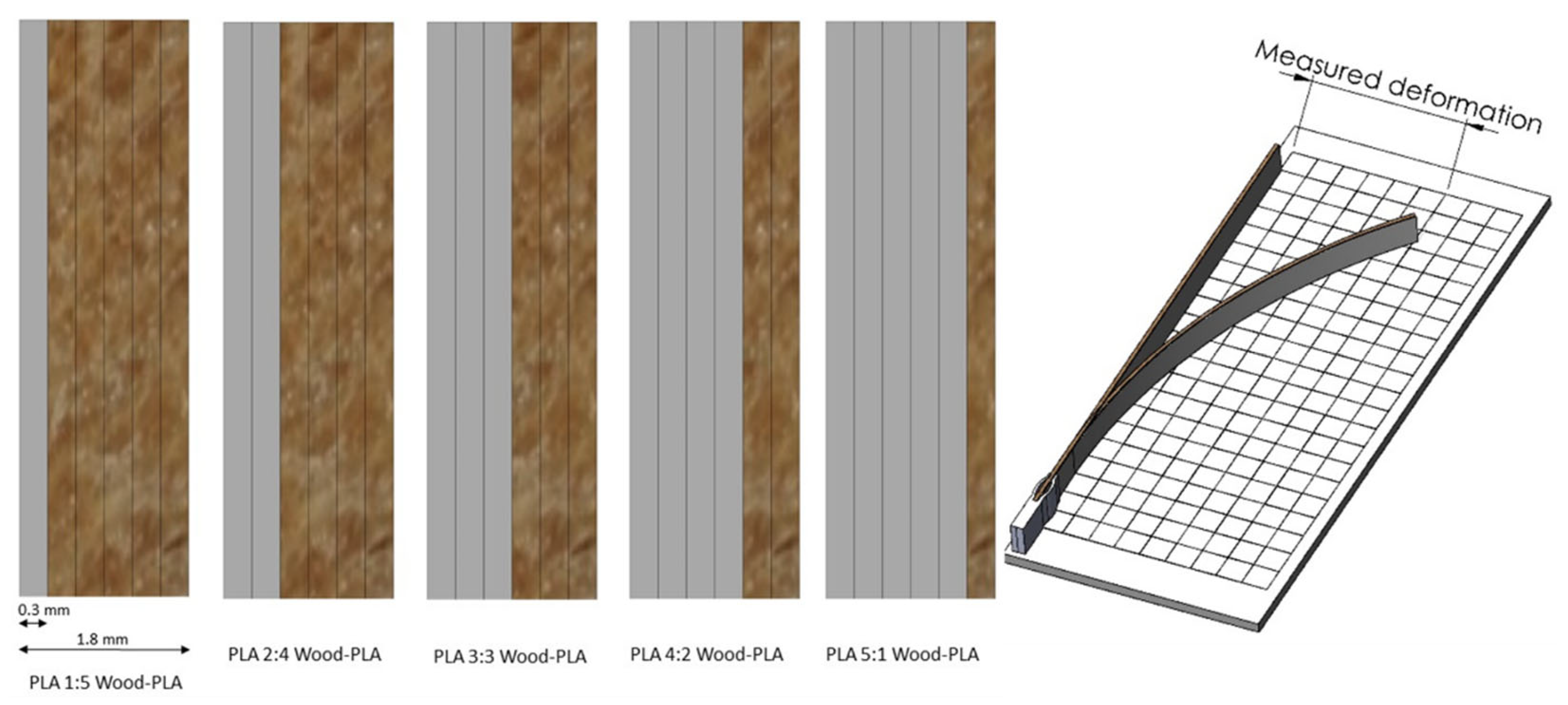
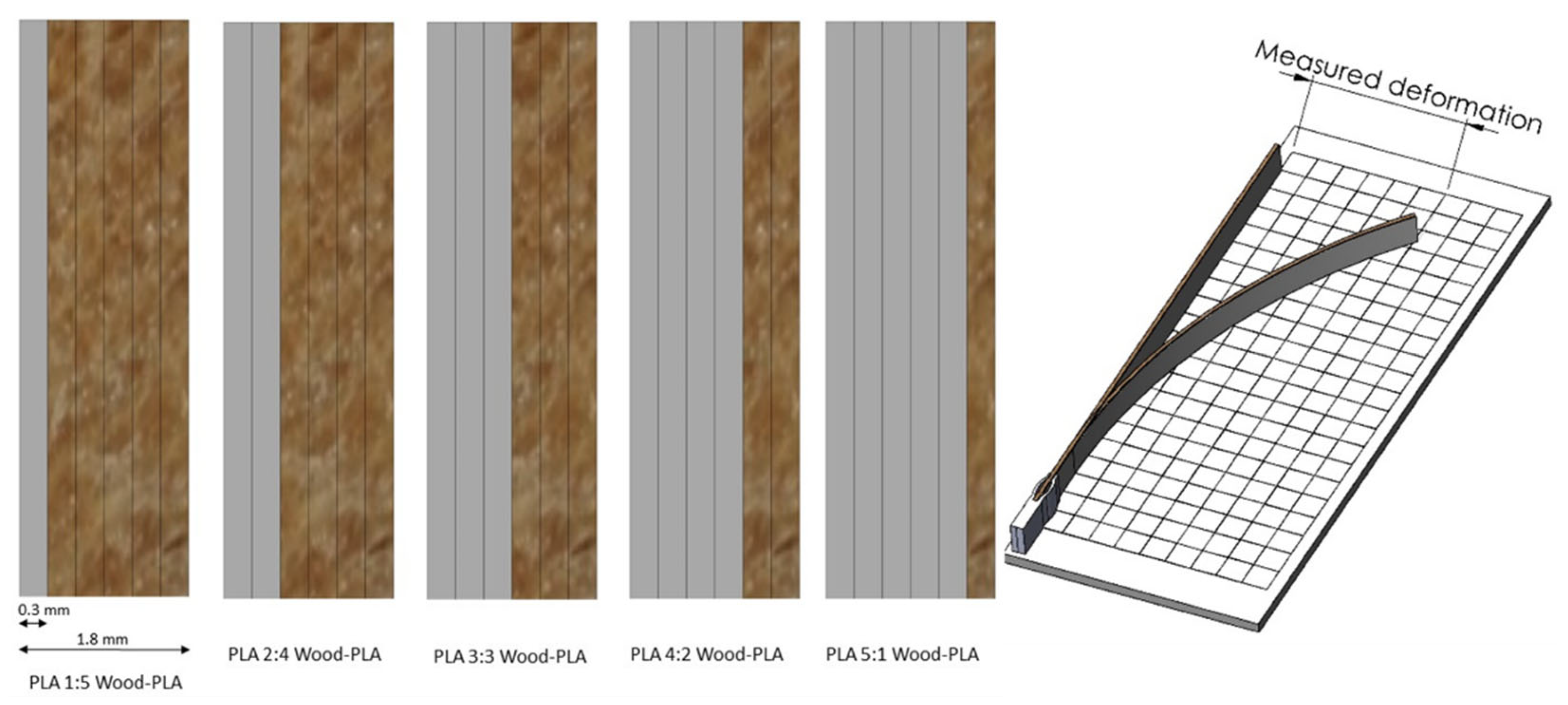
2.5. Determination of the Shape Change of Bimaterial Actuators
3. Results and Discussion
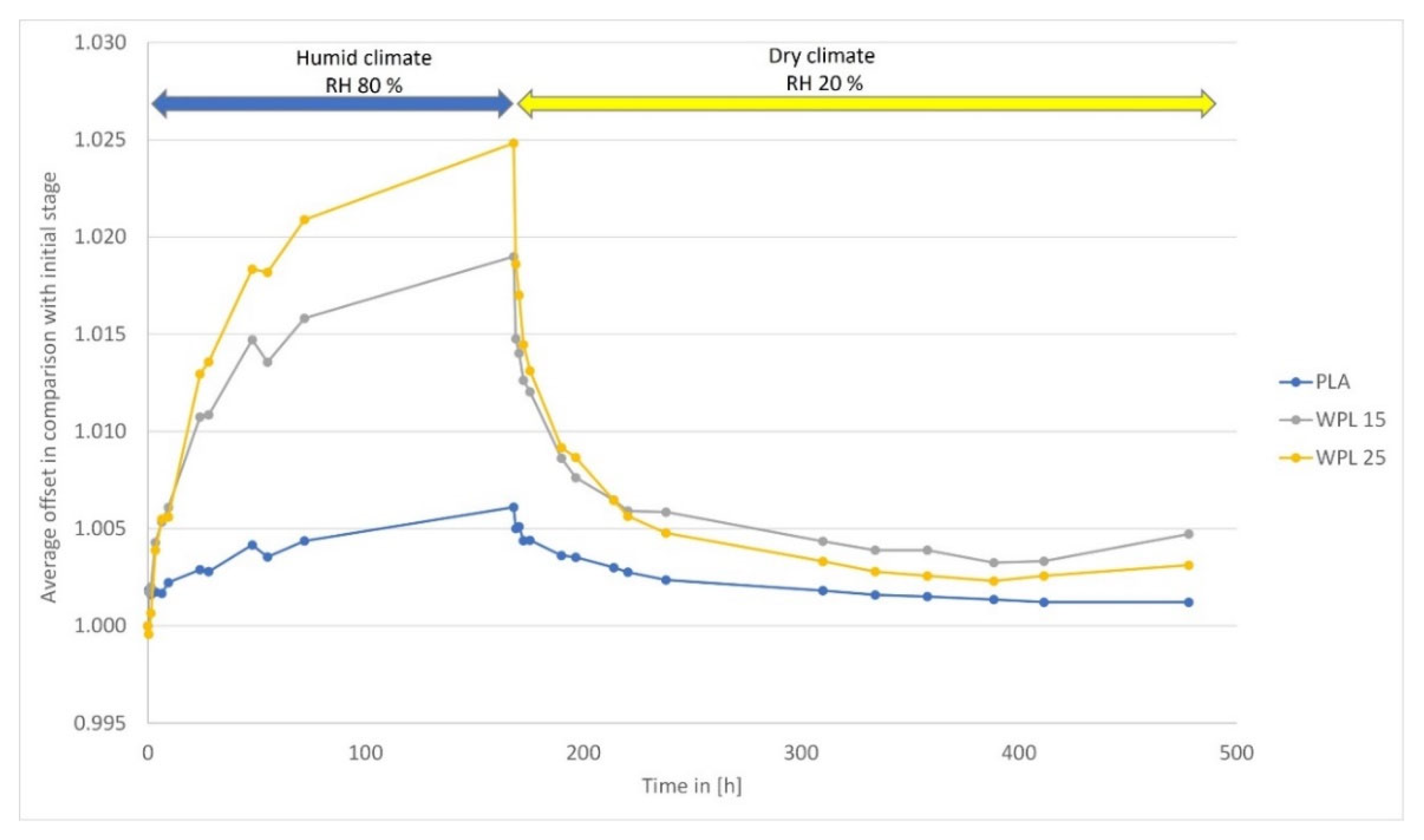
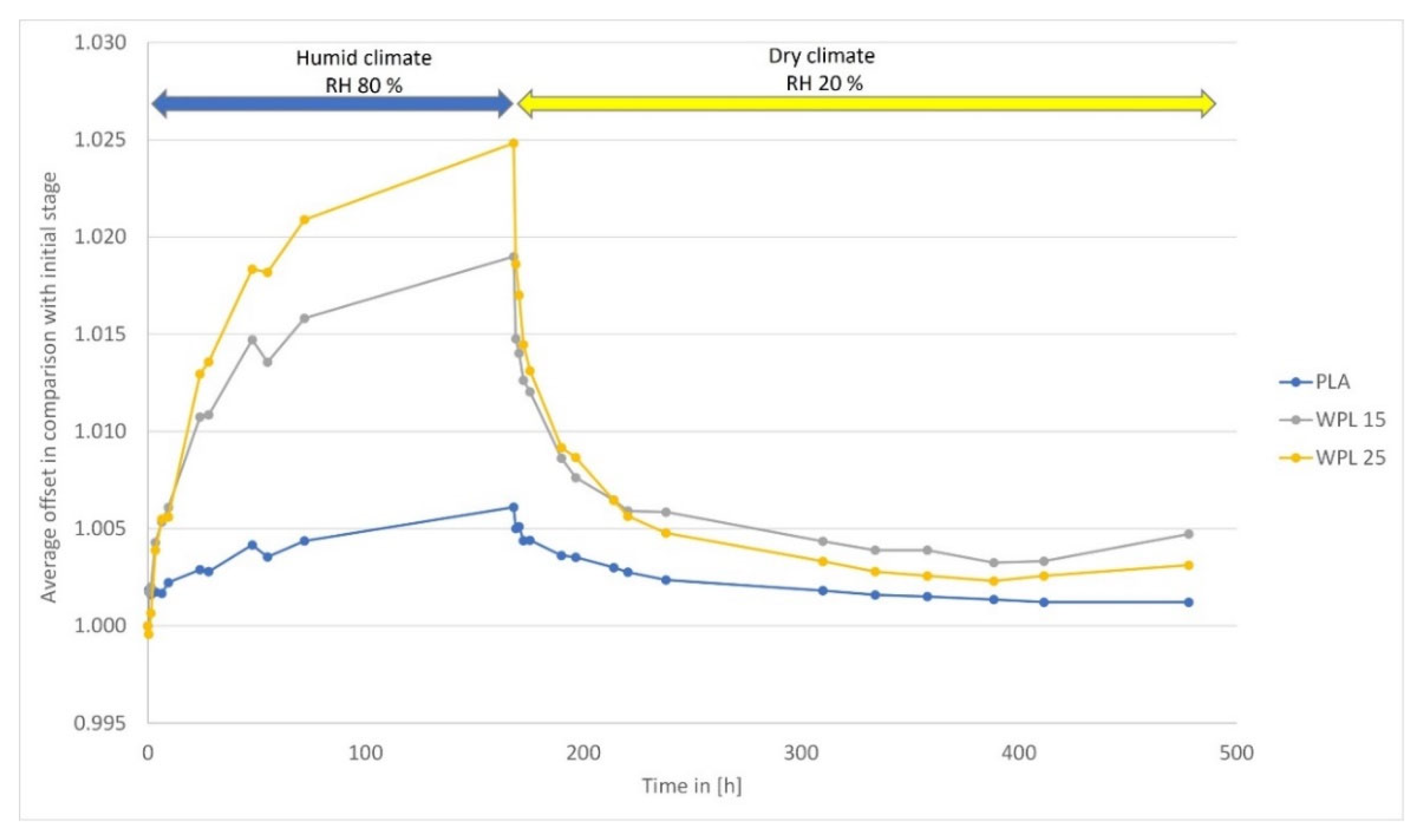
3.1. Sorption Dynamics and Dimensional Stability of Source Polymers
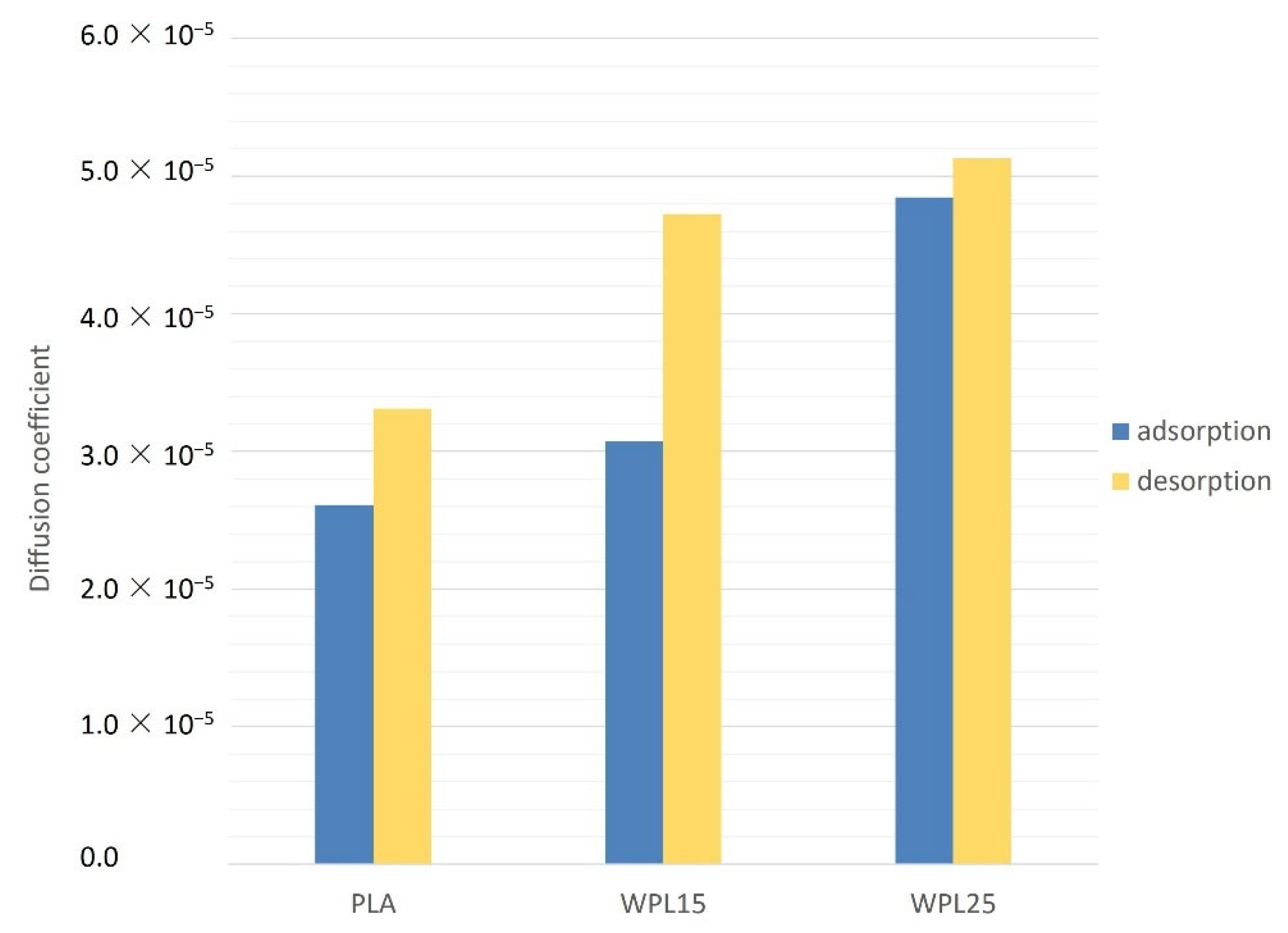
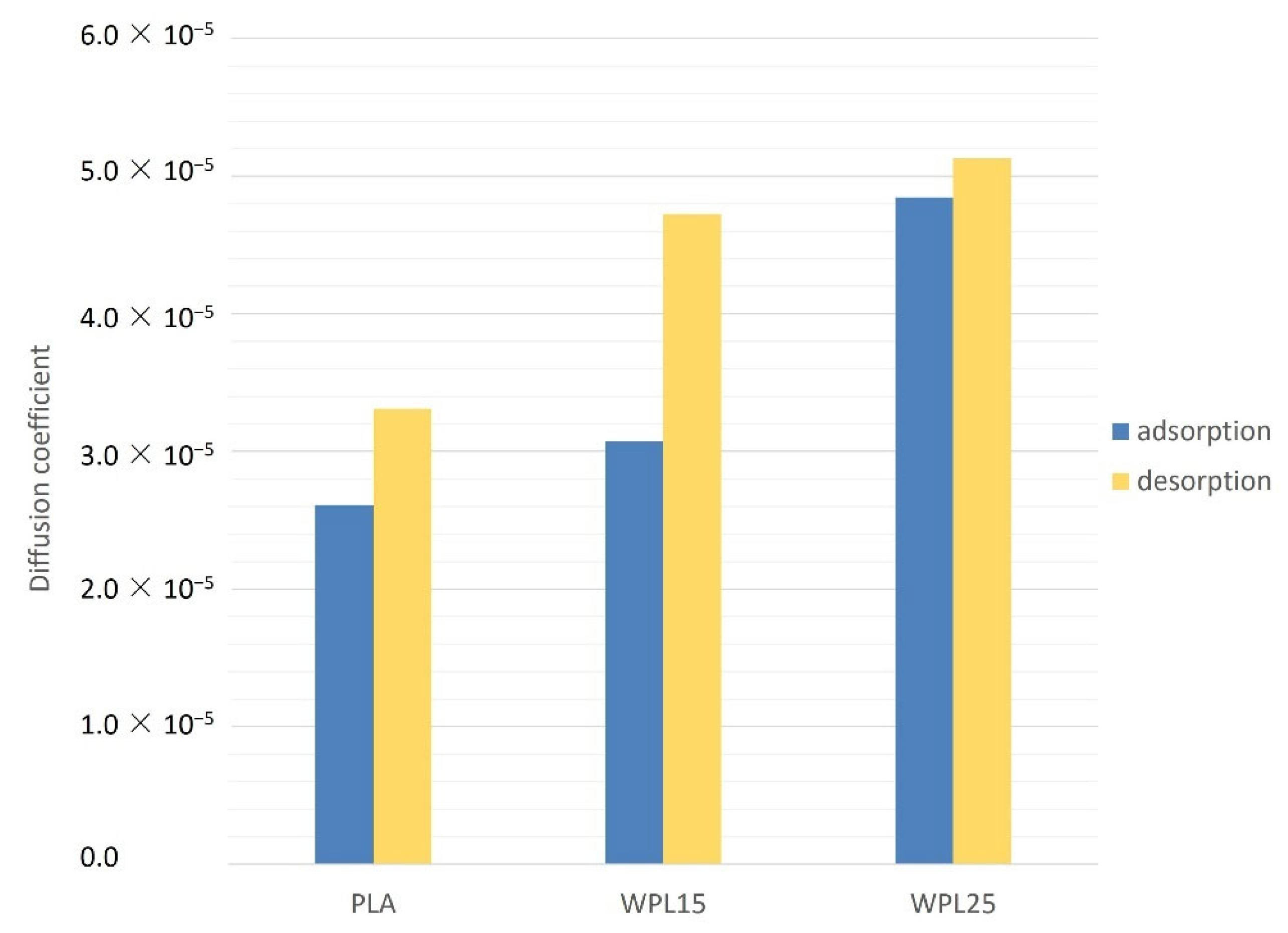
3.2. Moisture Diffusivity of Source Polymers
3.3. Stiffness in Bending of Source Polymers
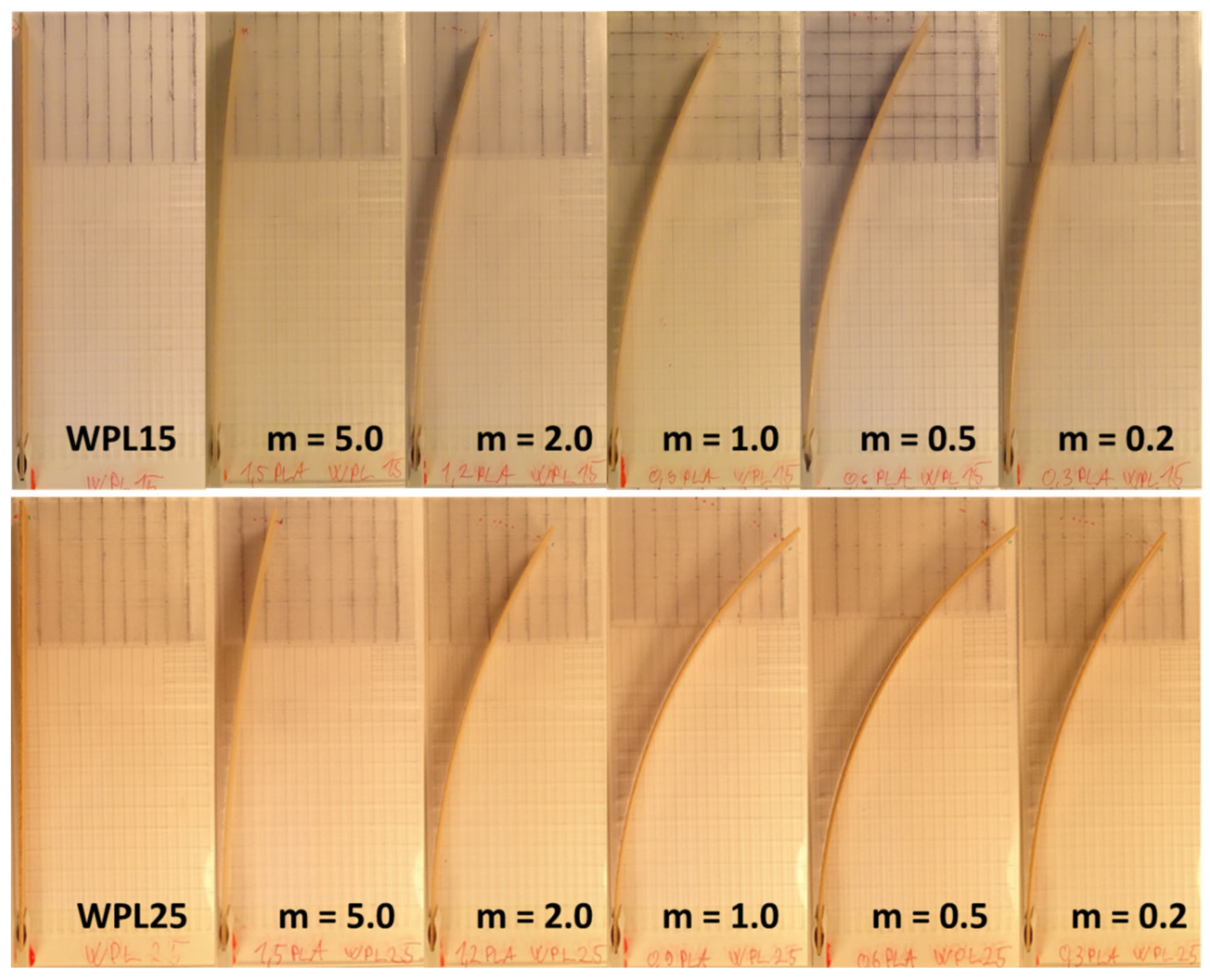
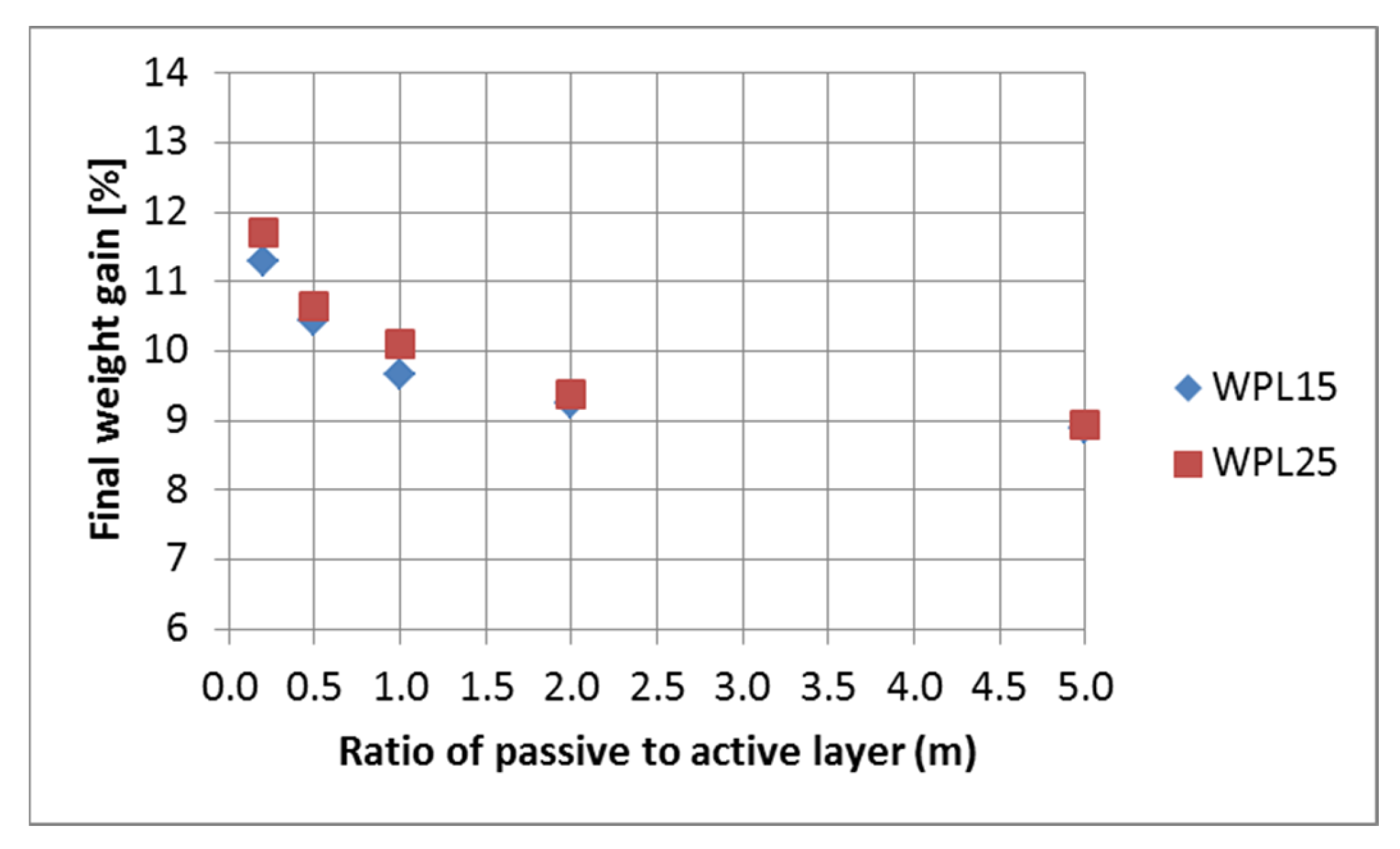
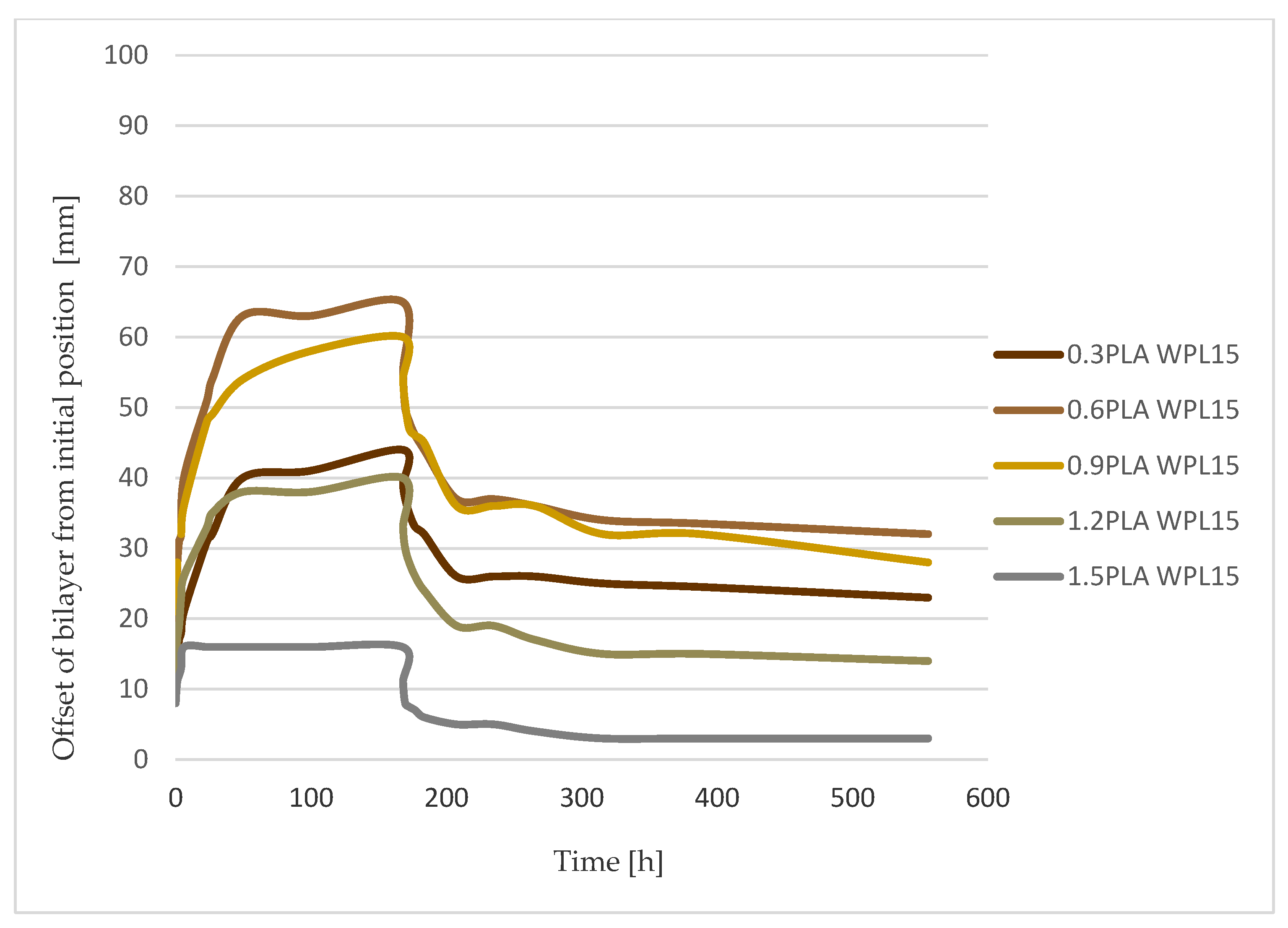
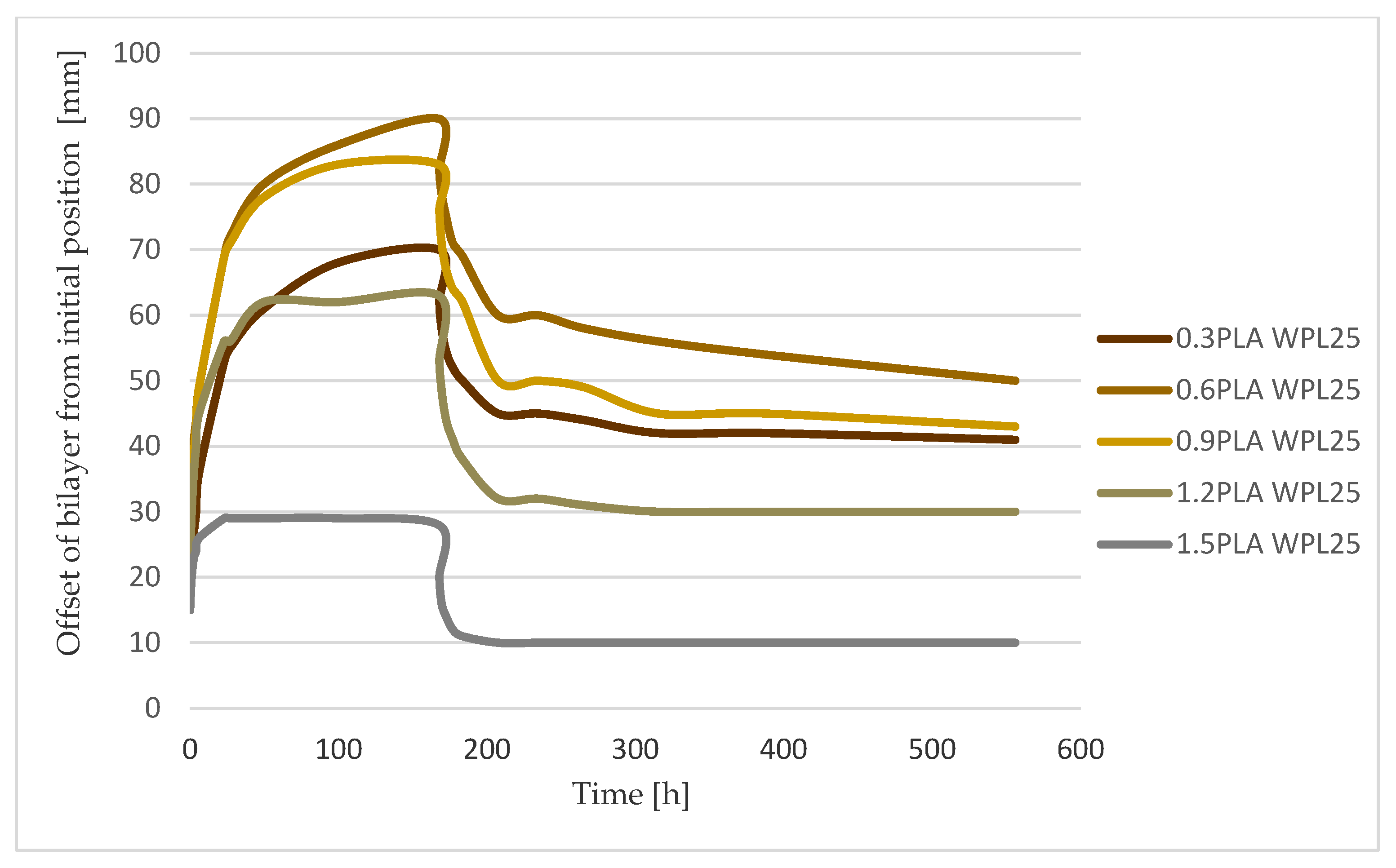
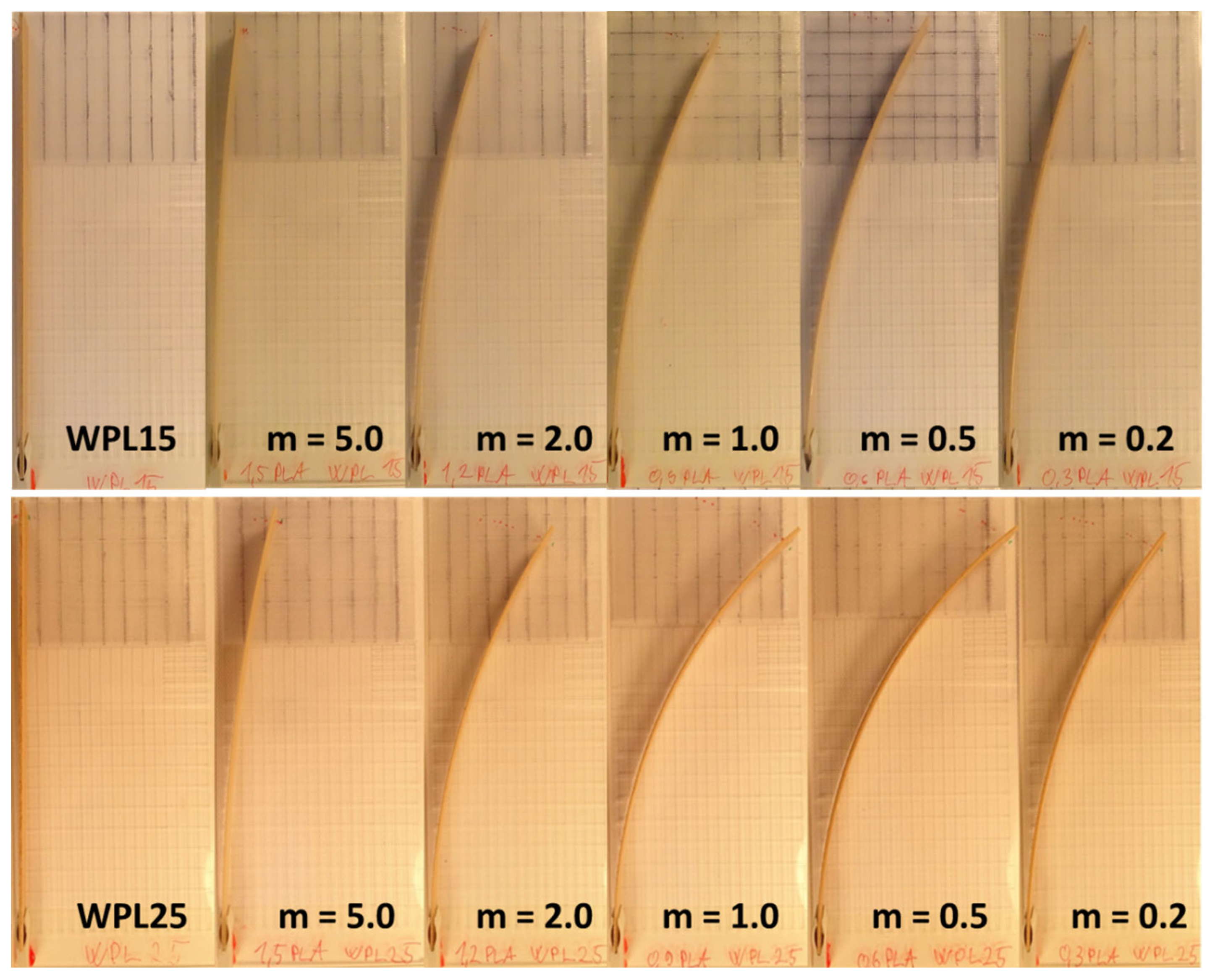
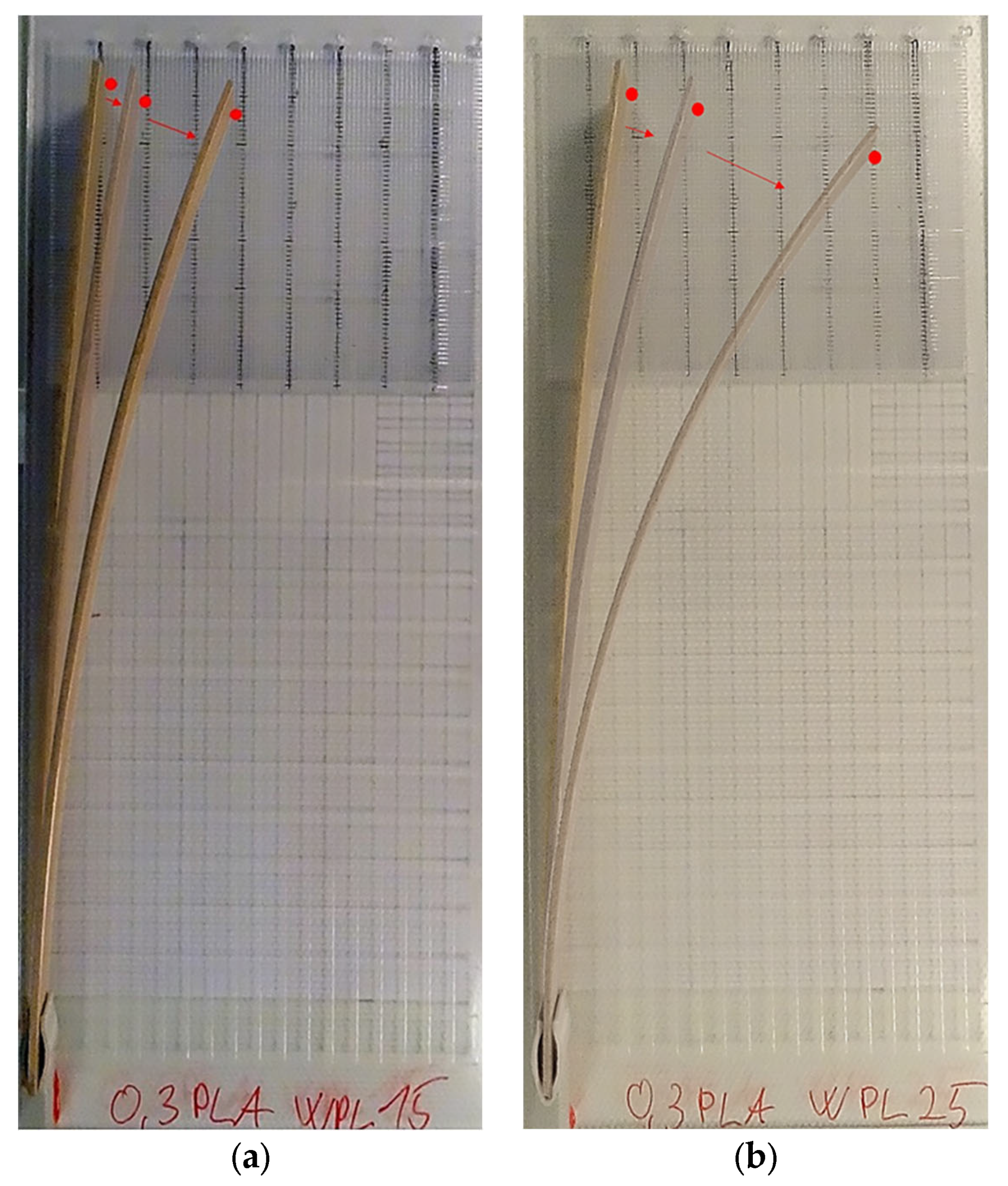
3.4. Shape Change of Bimaterial Actuators in Step-Change Climate
- RT = radius at temperature T (or EMC),
- RT0 = radius at temperature T0 (or initial EMC),
- α = thermal/hygro expansion coefficients of the materials, where material 1 is the passive component and material 2 is the active component), and
- s = total thickness of the bilayer material (tp + ta).
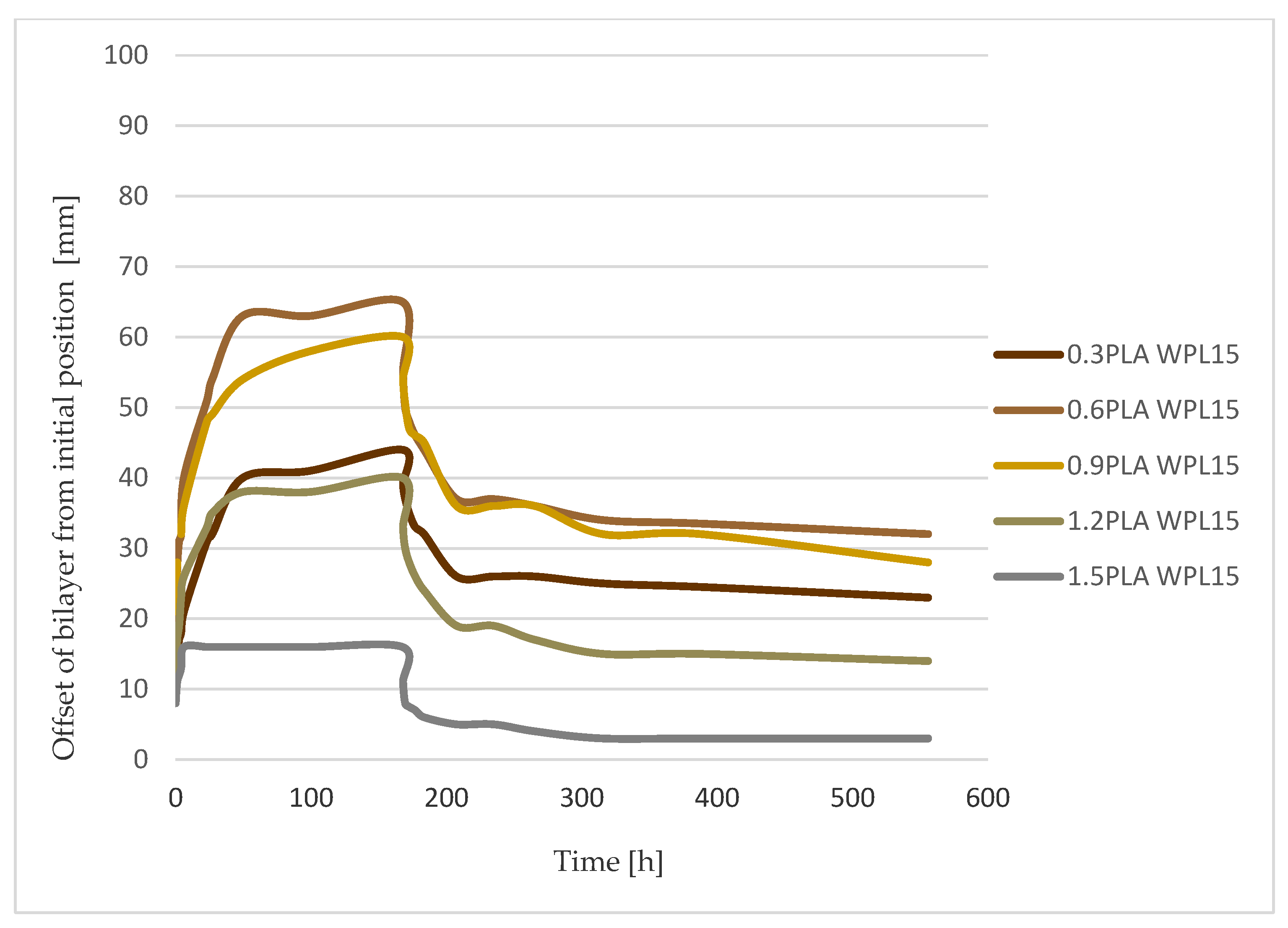
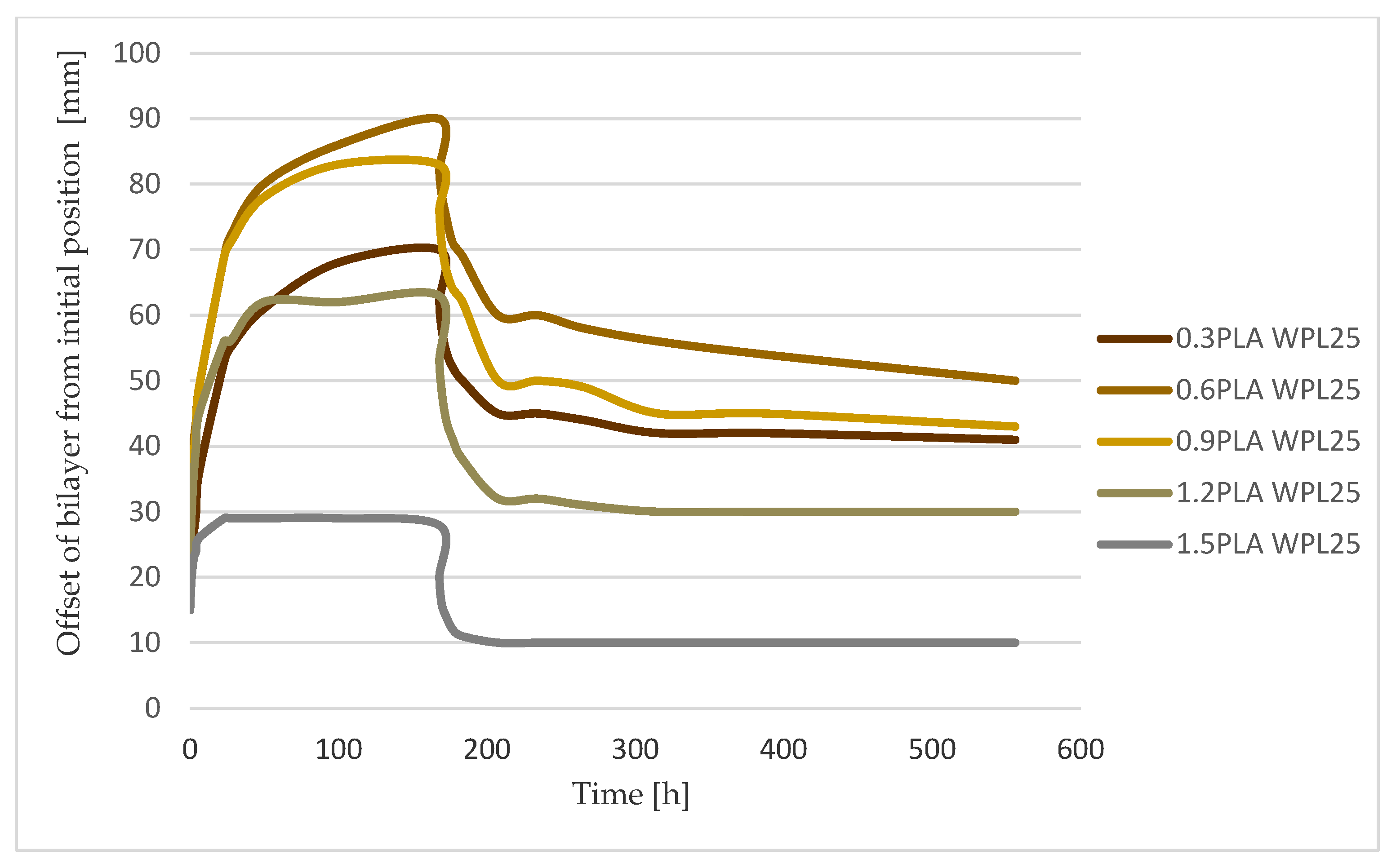
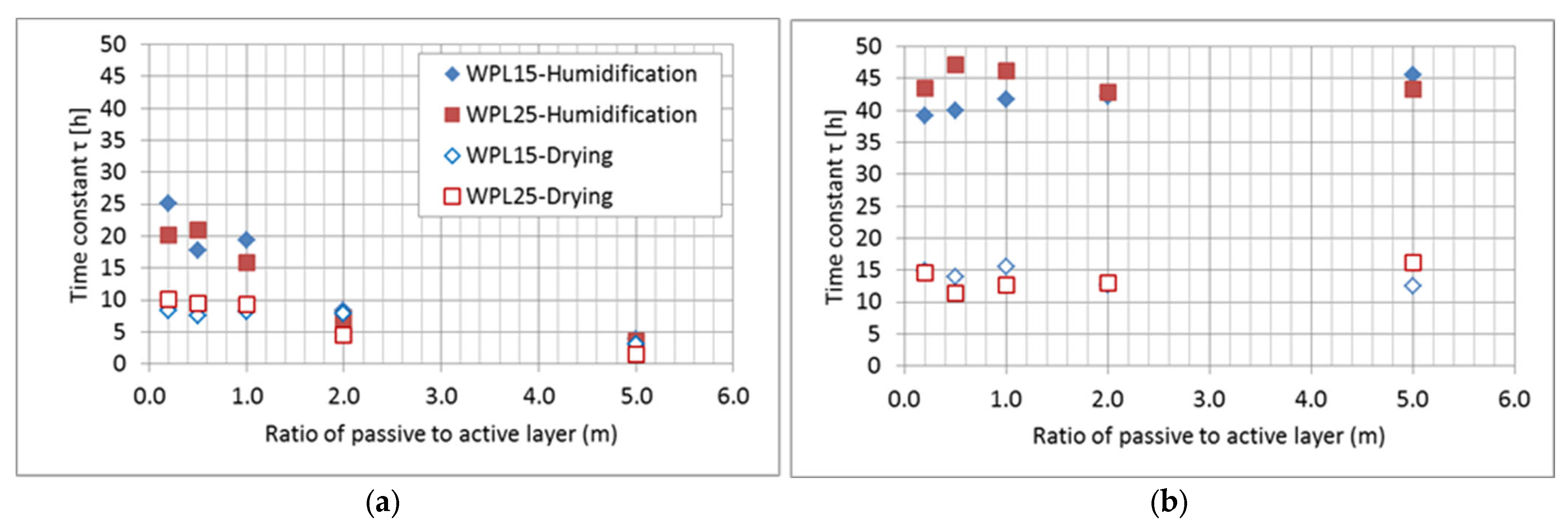
3.5. Dynamics of Hygromorphism and Moisture Sorption of Bimaterial Actuators
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mazzanti, V.; Malagutti, L.; Mollica, F. FDM 3D printing of polymers containing natural fillers: A review of their mechanical properties. Polymers 2019, 11, 1094. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Le Duigou, A.; Requile, S.; Beaugrand, J.; Scarpa, F.; Castro, M. Natural fibres actuators for smart bio-inspired hygromorph biocomposites. Smart Mater. Struct. 2017, 26, 125009. [Google Scholar] [CrossRef] [Green Version]
- Faruk, O.; Bledzki, A.K.; Fink, H.P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Kariž, M.; Kitek Kuzman, M. Effect of wood flour content on surface properties of 3D printed materials produced from wood flour/PLA filament. Int. J. Polym. Anal. Charact. 2019, 24, 659–666. [Google Scholar] [CrossRef]
- Miao, S.; Castro, N.; Nowicki, M.; Xia, L.; Cui, H.; Zhou, X.; Zhu, W.; Lee, S.J.; Sarkar, K.; Vozzi, G.; et al. 4D printing of polymeric materials for tissue and organ regeneration. Mater. Today 2017, 20, 577–591. [Google Scholar] [CrossRef] [PubMed]
- Correa, D.; Papadopoulou, A.; Guberan, C.; Jhaveri, N.; Reichert, S.; Menges, A.; Tibbits, S. 3D-Printed Wood: Programming Hygroscopic Material Transformations. 3D Print. Addit. Manuf. 2015, 2, 106–116. [Google Scholar] [CrossRef]
- Ahmed, W.; Alnajjar, F.; Zaneldin, E.; Al-Marzouqi, A.H.; Gochoo, M.; Khalid, S. Implementing FDM 3D printing strategies using natural fibers to produce biomass composite. Materials 2020, 13, 4065. [Google Scholar] [CrossRef] [PubMed]
- Kain, S.; Ecker, J.V.; Haider, A.; Musso, M.; Petutschnigg, A. Effects of the infill pattern on mechanical properties of fused layer modeling (FLM) 3D printed wood/polylactic acid (PLA) composites. Eur. J. Wood Wood Prod. 2020, 78, 65–74. [Google Scholar] [CrossRef]
- Al-Maharma, A.Y.; Patil, S.P.; Markert, B. Effects of porosity on the mechanical properties of additively manufactured components: A critical review. Mater. Res. Express 2020, 7, 122001. [Google Scholar] [CrossRef]
- Wang, J.; Xie, H.; Weng, Z.; Senthil, T.; Wu, L. A novel approach to improve mechanical properties of parts fabricated by fused deposition modeling. Mater. Des. 2016, 105, 152–159. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, L.; Fuh, J.Y.H.; Lee, H.P. Effect of porosity on mechanical properties of 3D printed polymers: Experiments and micromechanical modeling based on X-ray computed tomography analysis. Polymers 2019, 11, 1154. [Google Scholar] [CrossRef] [Green Version]
- Unterweger, C.; Fuerst, C.; Plank, B.; Haider, A.; Ecker, J.V.; Fürst, C. 3D computed tomography as Quality Control Tool in Advanced Composite Manufacturing. In Proceedings of the 8th Conference on Industrial Computed Tomography (iCT 2018), Wels, Austria, 6–9 February 2018; pp. 2–8. [Google Scholar]
- Kuzman, M.K.; Ayrilmis, N.; Sernek, M.; Kariz, M. Effect of selected printing settings on viscoelastic behaviour of 3D printed polymers with and without wood. Mater. Res. Express 2019, 6, 105362. [Google Scholar] [CrossRef]
- Le Duigou, A.; Correa, D.; Ueda, M.; Matsuzaki, R.; Castro, M. A review of 3D and 4D printing of natural fibre biocomposites. Mater. Des. 2020, 194, 108911. [Google Scholar] [CrossRef]
- Zhou, J.; Sheiko, S.S. Reversible shape-shifting in polymeric materials. J. Polym. Sci. Part B Polym. Phys. 2016, 54, 1365–1380. [Google Scholar] [CrossRef] [Green Version]
- Reichert, S.; Menges, A.; Correa, D. Meteorosensitive architecture: Biomimetic building skins based on materially embedded and hygroscopically enabled responsiveness. CAD Comput. Aided Des. 2015, 60, 50–69. [Google Scholar] [CrossRef]
- Zuluaga, D.C.; Menges, A. 3D printed hygroscopic programmable material systems. Mater. Res. Soc. Symp. Proc. 2015, 1800, 24–31. [Google Scholar] [CrossRef]
- Le Duigou, A.; Castro, M.; Bevan, R.; Martin, N. 3D printing of wood fibre biocomposites: From mechanical to actuation functionality. Mater. Des. 2016, 96, 106–114. [Google Scholar] [CrossRef]
- Bučar, B. Internal and external moisture transport resistance during non-stationary adsorption of moisture into wood. Zb. Gozdarstva Lesar. 2007, 84, 17–21. [Google Scholar]
- Straže, A. Vpliv Notranjega in Zunanjega Snovnega Upora na Kinetiko Konvekcijskega Sušenja Lesa. Ph.D. Thesis, University of Ljubljana, Ljubljana, Slovenia, 2010. [Google Scholar]
- Crank, J. The Mathematics of Diffusion; Clarendon Press: Oxford, UK, 1975. [Google Scholar]
- Adhikary, K.B.; Pang, S.; Staiger, M.P. Dimensional stability and mechanical behaviour of wood-plastic composites based on recycled and virgin high-density polyethylene (HDPE). Compos. Part B Eng. 2008, 39, 807–815. [Google Scholar] [CrossRef]
- Stark, N. Influence of moisture absorption on mechanical properties of wood flour-polypropylene composites. J. Thermoplast. Compos. Mater. 2001, 14, 421–432. [Google Scholar] [CrossRef]
- Kariz, M.; Sernek, M.; Obućina, M.; Kuzman, M.K. Effect of wood content in FDM filament on properties of 3D printed parts. Mater. Today Commun. 2018, 14, 135–140. [Google Scholar] [CrossRef]
- Cristian Neagu, R.; Kristofer Gamstedt, E.; Bardage, S.L.; Lindström, M. Ultrastructural features affecting mechanical properties of wood fibres. Wood Mater. Sci. Eng. 2006, 1, 146–170. [Google Scholar] [CrossRef]
- Gorišek, Z.; Oven, P.; Čufar, K. Les: Zgradba in Lastnosti: Njegova Variabilnost in Heterogenost; Oddelek za lesarstvo, Biotehniška fakulteta: Ljubljana, Slovenia, 2009. [Google Scholar]
- Kollmann, F.F.P.; Cote, W.A.J. Principles of Wood Science and Technology. I. Solid Wood; Springer: Berlin/Heidelberg, Germany, 1968. [Google Scholar]
- Comstock, G.L. Moisture diffusion coefficients in wood as calculated from absorption, desorption and steady-state data. For. Prod. J. 1963, 13, 97–103. [Google Scholar]
- Kaboorani, A. Characterizing water sorption and diffusion properties of wood/plastic composites as a function of formulation design. Constr. Build. Mater. 2017, 136, 164–172. [Google Scholar] [CrossRef]
- Stamboulis, A.; Baillie, C.A.; Garkhail, S.K.; Van Melick, H.G.H.; Peijs, T. Environmental durability of flax fibres and their composites based on polypropylene matrix. Appl. Compos. Mater. 2000, 7, 273–294. [Google Scholar] [CrossRef]
- Martikka, O.; Kärki, T.; Wu, Q.L. Mechanical Properties of 3D-Printed Wood-Plastic Composites. Key Eng. Mater. 2018, 777, 499–507. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Kariz, M.; Kwon, J.H.; Kitek Kuzman, M. Effect of printing layer thickness on water absorption and mechanical properties of 3D-printed wood/PLA composite materials. Int. J. Adv. Manuf. Technol. 2019, 102, 2195–2200. [Google Scholar] [CrossRef]
- Kariz, M.; Sernek, M.; Kitek Kuzman, M. Effect of Humidity on 3D-Printed Specimens from Wood-Pla Filaments. Wood Res. 2018, 63, 917–922. [Google Scholar]
- Balatinecz, J.J.; Park, B.D. The effects of temperature and moisture exposure on the properties of wood-fiber thermoplastic composites. J. Thermoplast. Compos. Mater. 1997, 10, 476–487. [Google Scholar] [CrossRef]
- Timoshenko, S.P. The Collected Papers of Stephen P. Timoshenko; McGraw-Hill: New York, NY, USA, 1953; Available online: https://www.worldcat.org/title/collected-papers-of-stephen-p-timoshenko/oclc/472247871 (accessed on 10 June 2021).
- Le Duigou, A.; Castro, M. Hygromorph BioComposites: Effect of fibre content and interfacial strength on the actuation performances. Ind. Crops Prod. 2017, 99, 142–149. [Google Scholar] [CrossRef]
- Tibbits, S. 4D printing: Multi-material shape change. Archit. Des. 2014, 84, 116–121. [Google Scholar] [CrossRef]
- Hoadley, R.B. Understanding Wood: A Craftsman’s Guide to Wood Technology; The Taunton Press: Newtown, CT, USA, 2000. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Final Weight Gain (%) | Length Expansion (%) | Differential Swelling (%/%) |
|---|---|---|---|
| PT | 0.61 | 0.09 | 0.233 |
| WPL 15 | 1.91 | 0.30 | 0.226 |
| WPL 25 | 2.82 | 0.47 | 0.222 |
| T = 20 °C | PLA | WPL 15 | WPL 25 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| RH (%) | MOE (GPa) | St. Dev. | MC (%) | MOE (GPa) | St. Dev. | MC (%) | MOE (GPa) | St. Dev. | MC (%) |
| 20 | 2.91 | 0.168 | 0.10 | 2.16 | 0.115 | 0.43 | 2.32 | 0.206 | 0.59 |
| 40 | 3.30 | 0.149 | 0.31 | 2.36 | 0.118 | 1.30 | 2.50 | 0.252 | 1.86 |
| 60 | 3.11 | 0.222 | 0.44 | 2.17 | 0.139 | 1.56 | 2.24 | 0.237 | 2.27 |
| 80 | 2.83 | 0.162 | 0.62 | 1.97 | 0.096 | 2.31 | 2.00 | 0.218 | 3.41 |
| Specimen | PLA | WPL | Ratio | Humidification | Drying | |||
|---|---|---|---|---|---|---|---|---|
| Mass | Deflection | Mass | Deflection | |||||
| tp (mm) | ta (mm) | m | Final Weight Gain (%) | τ (h) | τ (h) | τ (h) | τ (h) | |
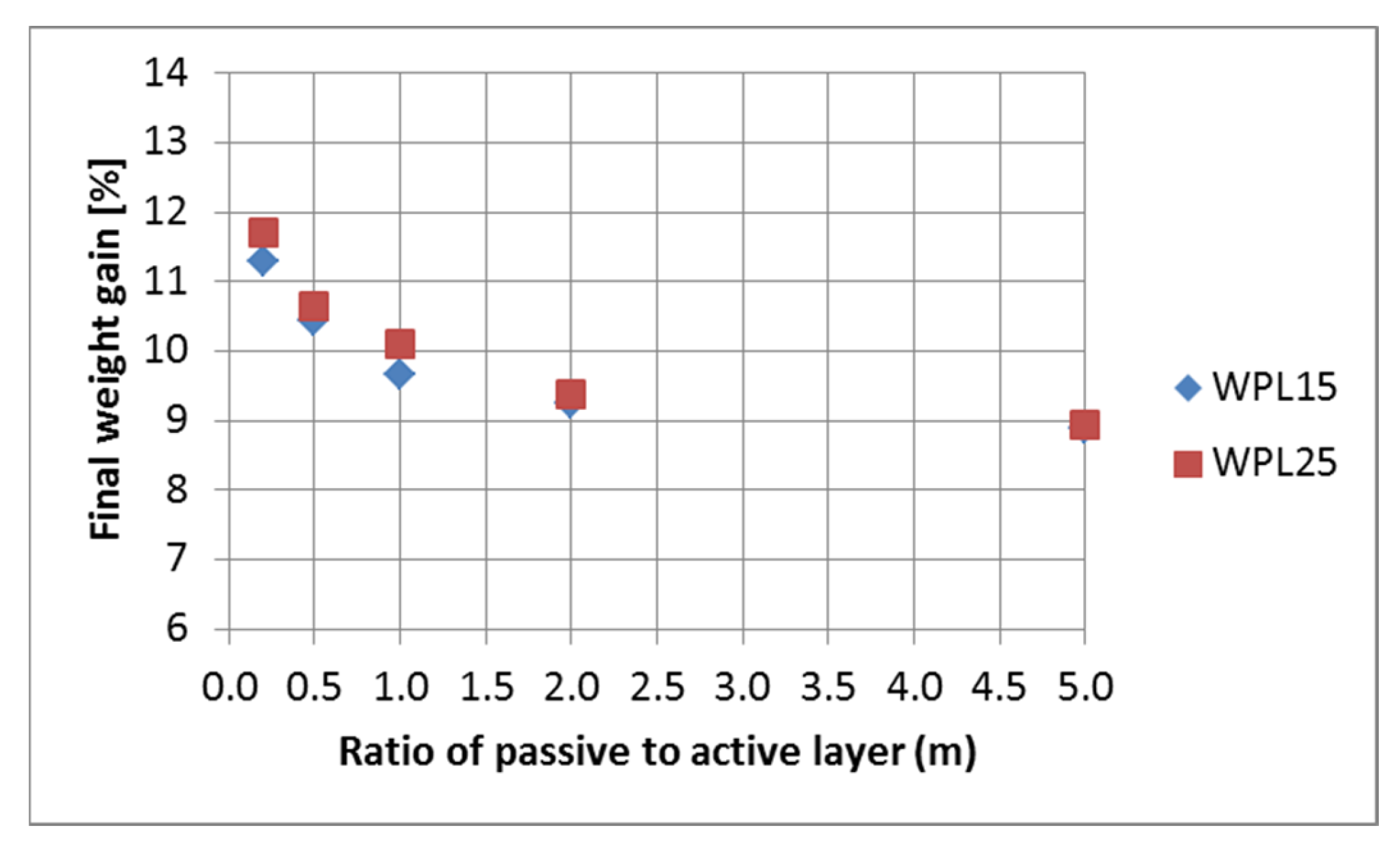
| 0.3 PLA WPL15 | 0.3 | 1.5 | 0.2 | 11.3 | 39.2 | 25.1 | 14.9 | 8.4 |
| 0.6 PLA WPL15 | 0.6 | 1.2 | 0.5 | 10.4 | 40.0 | 17.7 | 13.9 | 7.5 |
| 0.9 PLA WPL15 | 0.9 | 0.9 | 1.0 | 9.7 | 41.8 | 19.3 | 15.6 | 11.2 |
| 1.2 PLA WPL15 | 1.2 | 0.6 | 2.0 | 9.3 | 42.2 | 8.4 | 12.6 | 7.8 |
| 1.5 PLA WPL15 | 1.5 | 0.3 | 5.0 | 8.9 | 45.5 | 3.8 | 12.5 | 3.0 |
| WPL15 | 0.0 | 1.0 | 0.0 | 10.9 | 38.5 | 2.1 | 25.0 | 6.6 |
| 0.3 PLA WPL25 | 0.3 | 1.5 | 0.2 | 11.7 | 43.5 | 20.1 | 14.5 | 10.1 |
| 0.6 PLA WPL25 | 0.6 | 1.2 | 0.5 | 10.6 | 47.1 | 20.9 | 11.4 | 9.5 |
| 0.9 PLA WPL25 | 0.9 | 0.9 | 1.0 | 10.1 | 46.2 | 15.9 | 12.7 | 9.3 |
| 1.2 PLA WPL25 | 1.2 | 0.6 | 2.0 | 9.4 | 42.9 | 7.0 | 12.9 | 4.5 |
| 1.5 PLA WPL25 | 1.5 | 0.3 | 5.0 | 8.9 | 43.3 | 3.5 | 16.2 | 1.4 |
| WPL25 | 0.0 | 1.0 | 0.0 | 11.8 | 24.4 | 2.5 | 10.1 | 1.6 |
| PLA | 1 | 0 | 7.2 | |||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krapež Tomec, D.; Straže, A.; Haider, A.; Kariž, M. Hygromorphic Response Dynamics of 3D-Printed Wood-PLA Composite Bilayer Actuators. Polymers 2021, 13, 3209. https://doi.org/10.3390/polym13193209
Krapež Tomec D, Straže A, Haider A, Kariž M. Hygromorphic Response Dynamics of 3D-Printed Wood-PLA Composite Bilayer Actuators. Polymers. 2021; 13(19):3209. https://doi.org/10.3390/polym13193209
Chicago/Turabian StyleKrapež Tomec, Daša, Aleš Straže, Andreas Haider, and Mirko Kariž. 2021. "Hygromorphic Response Dynamics of 3D-Printed Wood-PLA Composite Bilayer Actuators" Polymers 13, no. 19: 3209. https://doi.org/10.3390/polym13193209
APA StyleKrapež Tomec, D., Straže, A., Haider, A., & Kariž, M. (2021). Hygromorphic Response Dynamics of 3D-Printed Wood-PLA Composite Bilayer Actuators. Polymers, 13(19), 3209. https://doi.org/10.3390/polym13193209