
New Approach toward Laser-Assisted Modification of Biocompatible Polymers Relevant to Neural Interfacing Technologies




 and
and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
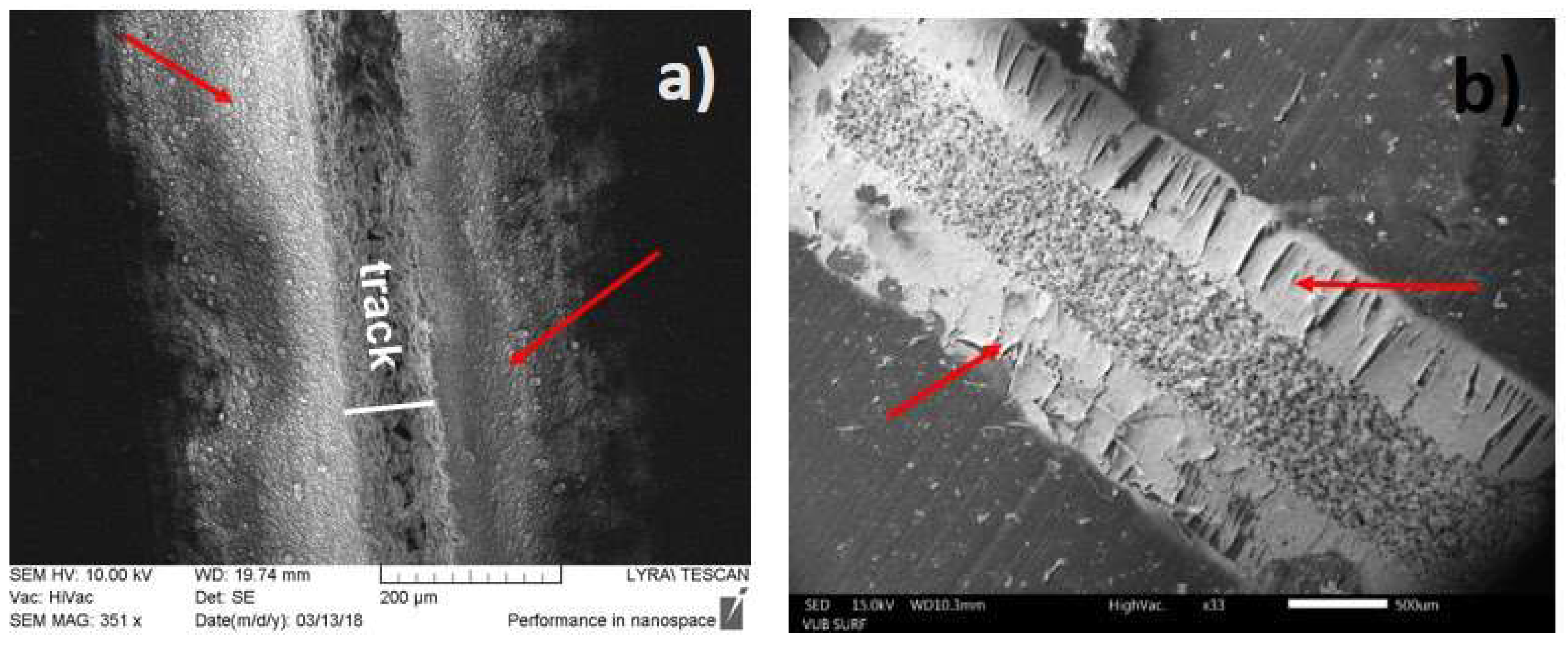
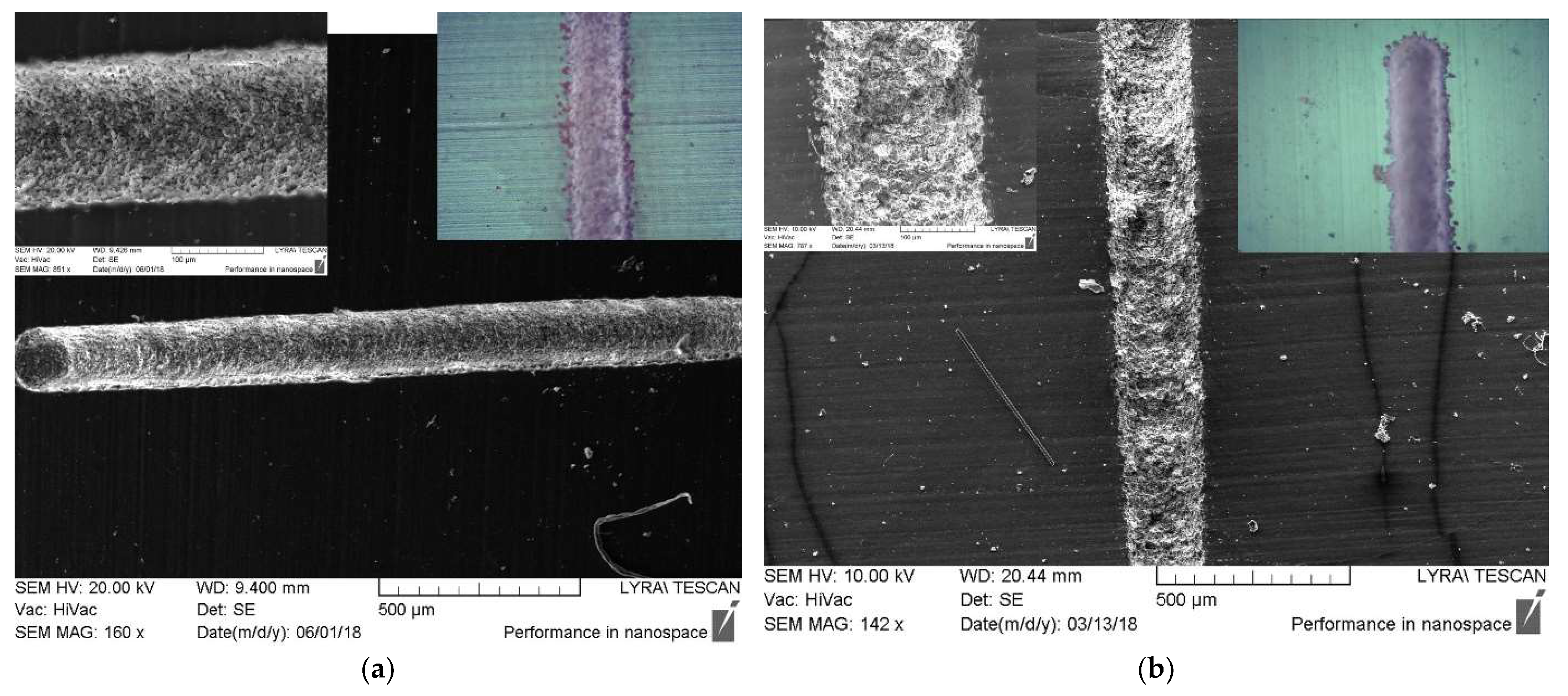
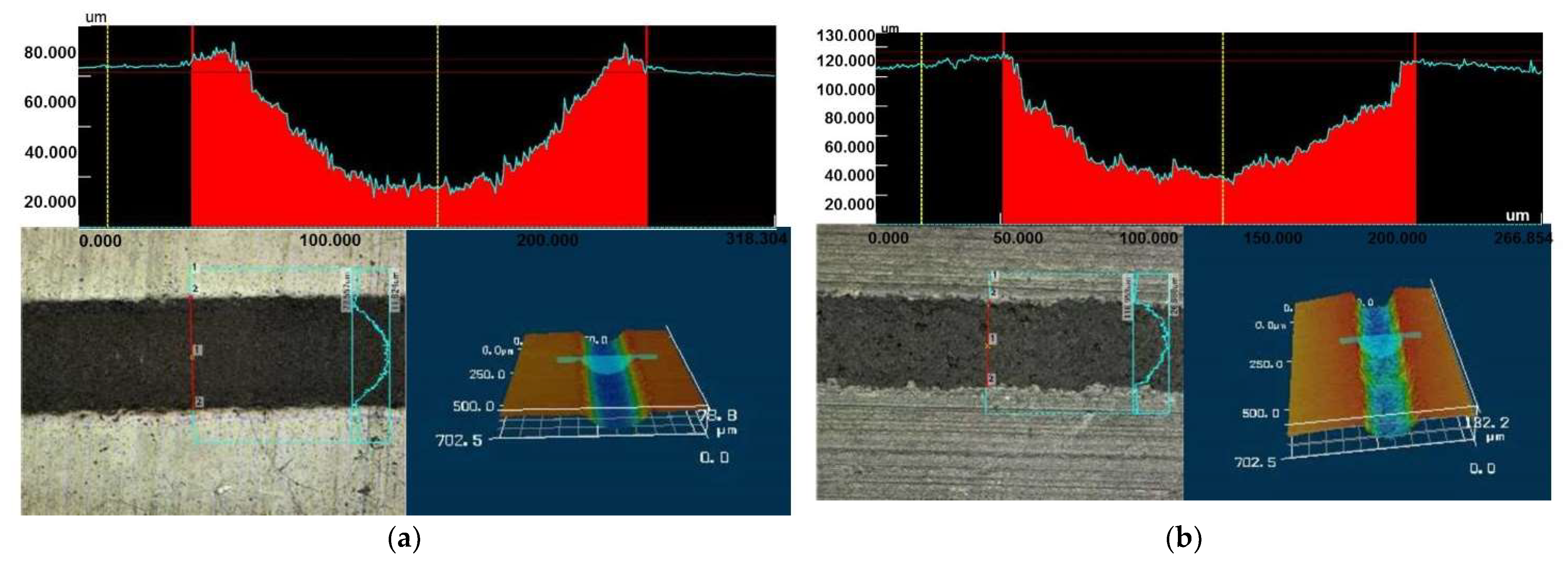
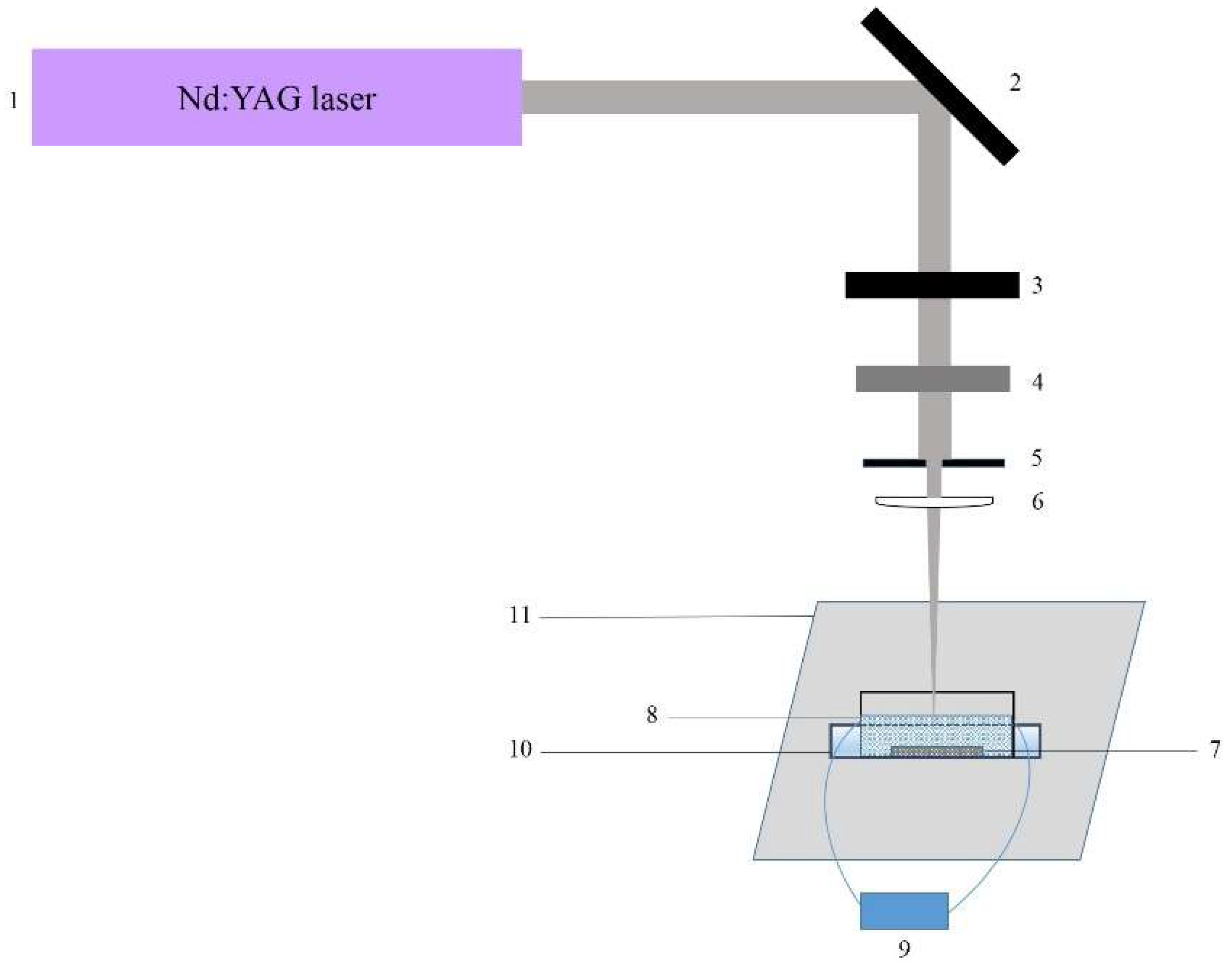
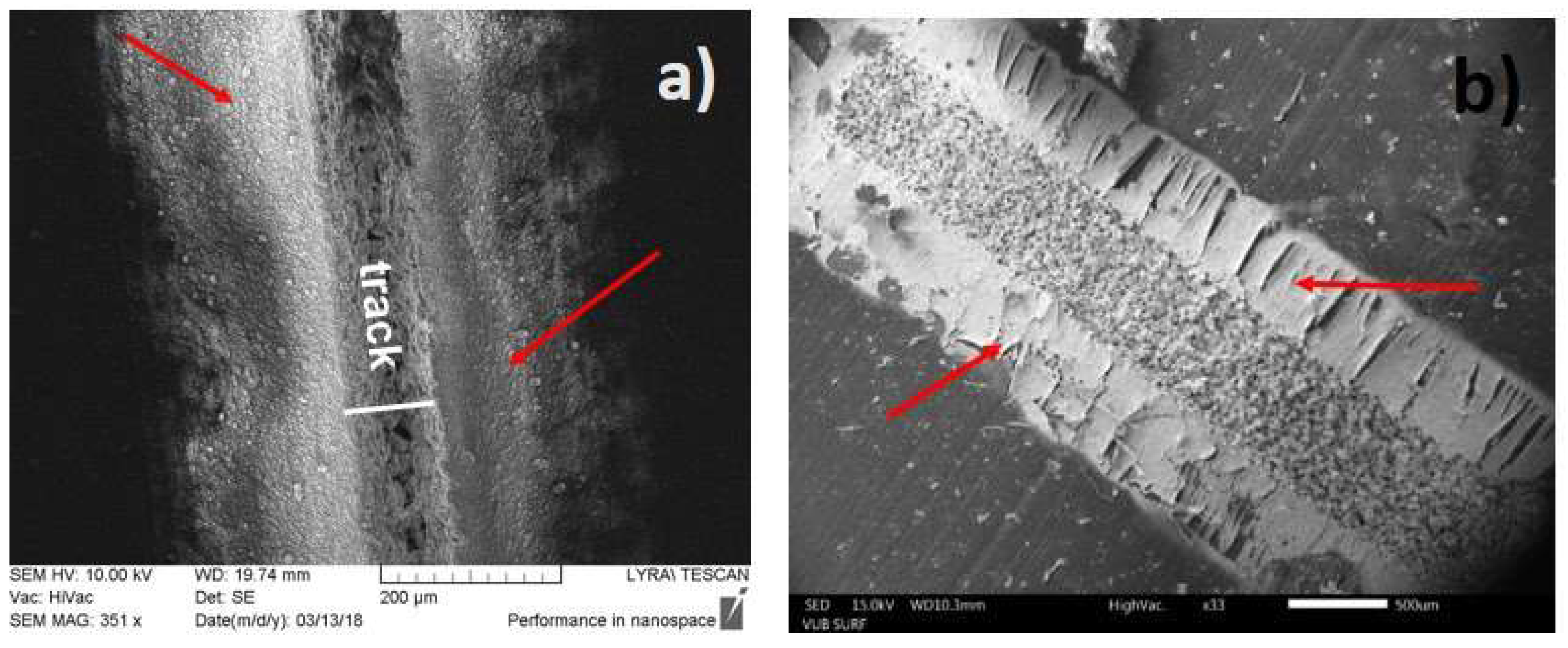
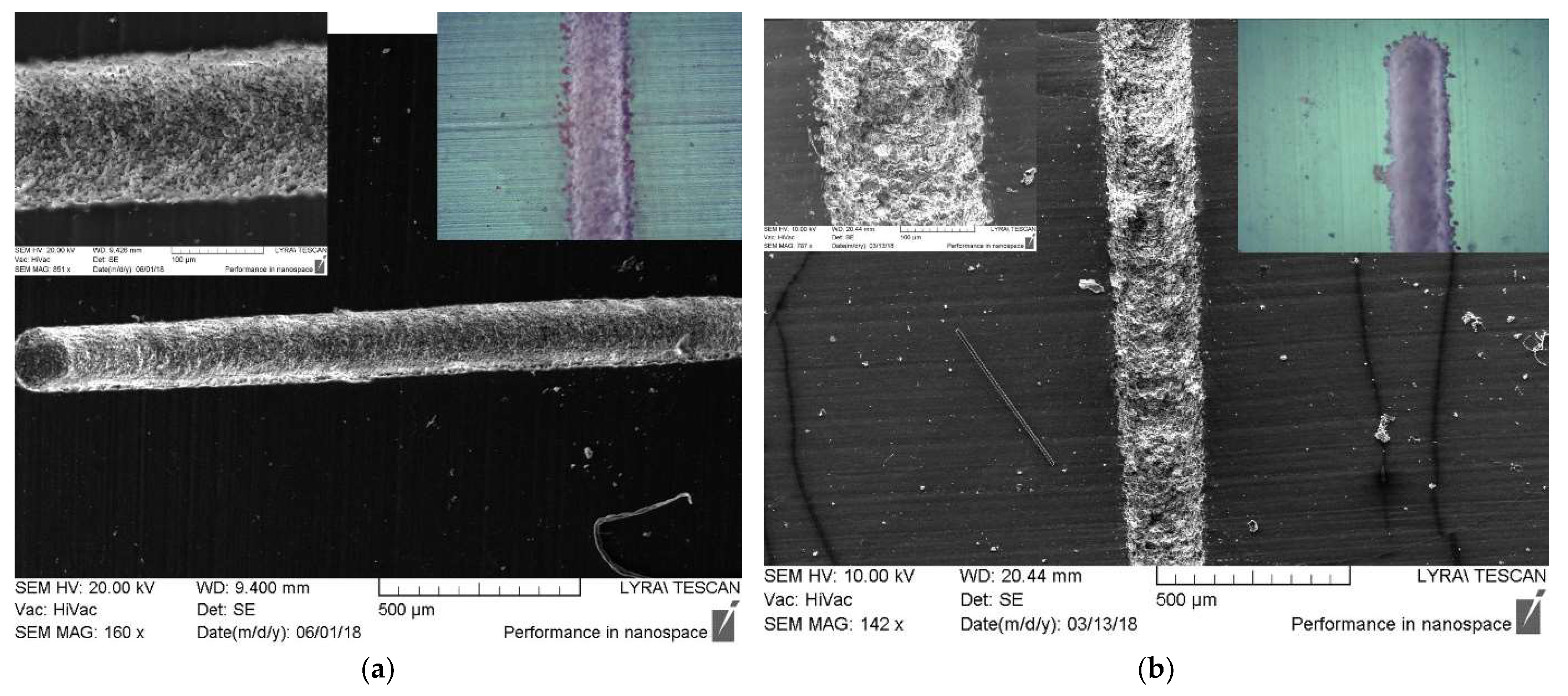
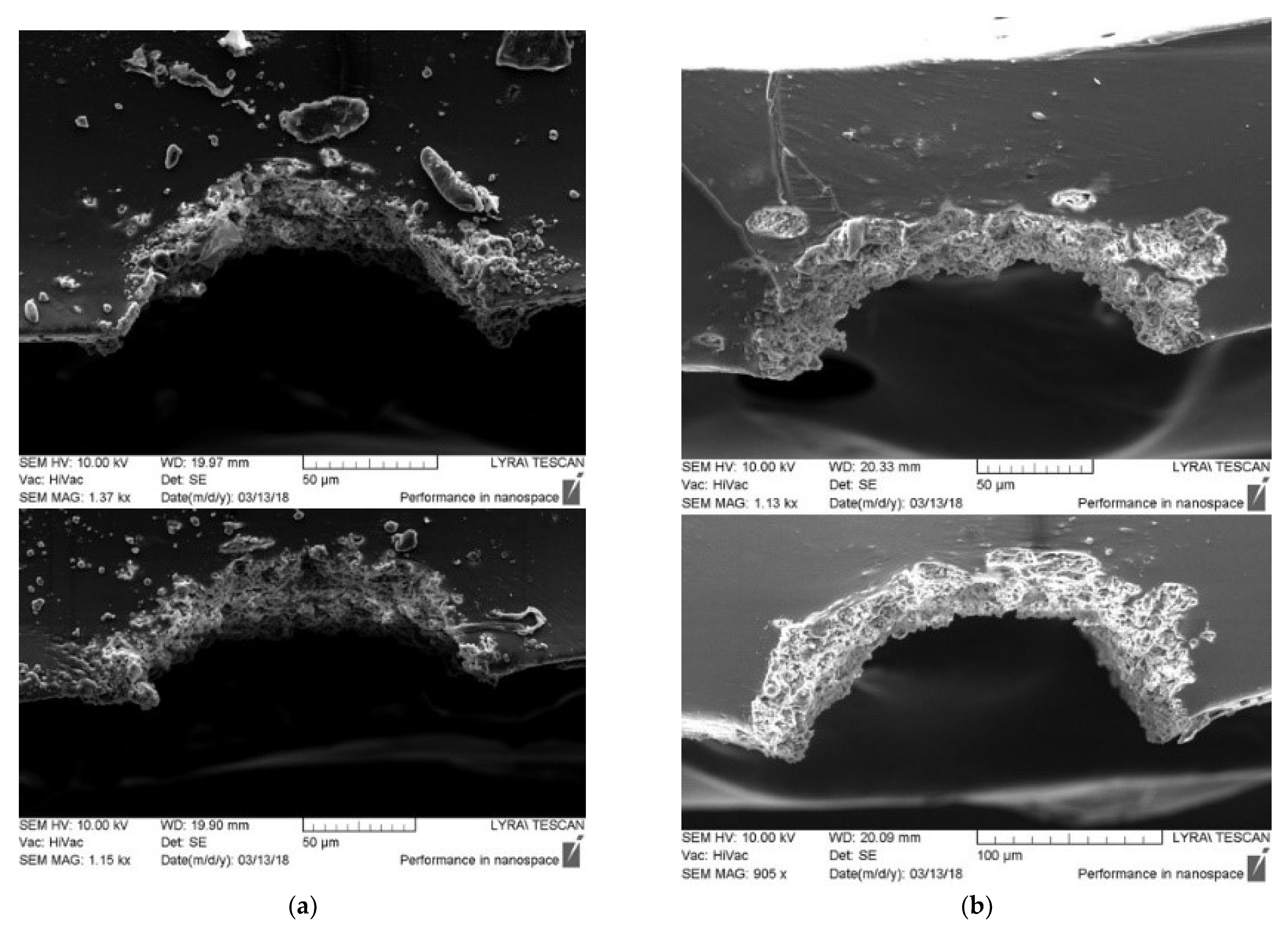
3.1. Laser Processing
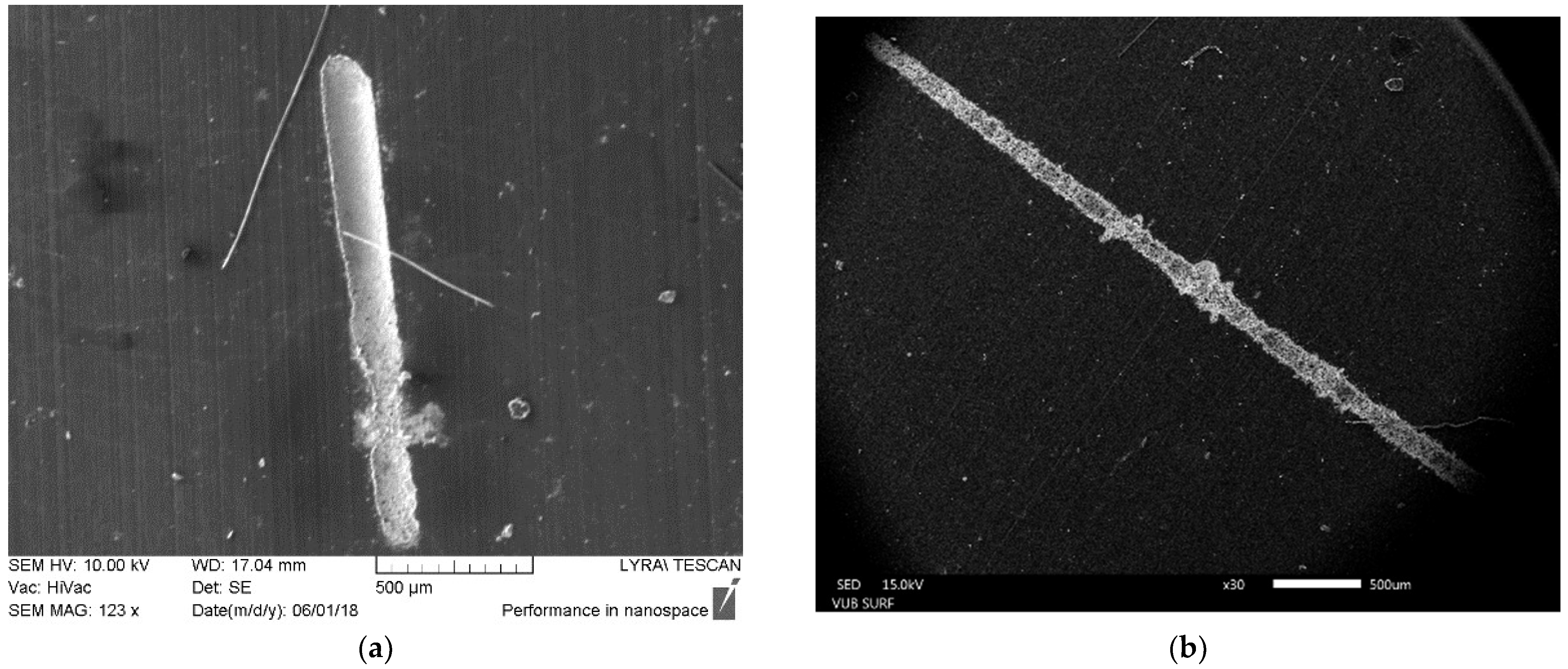
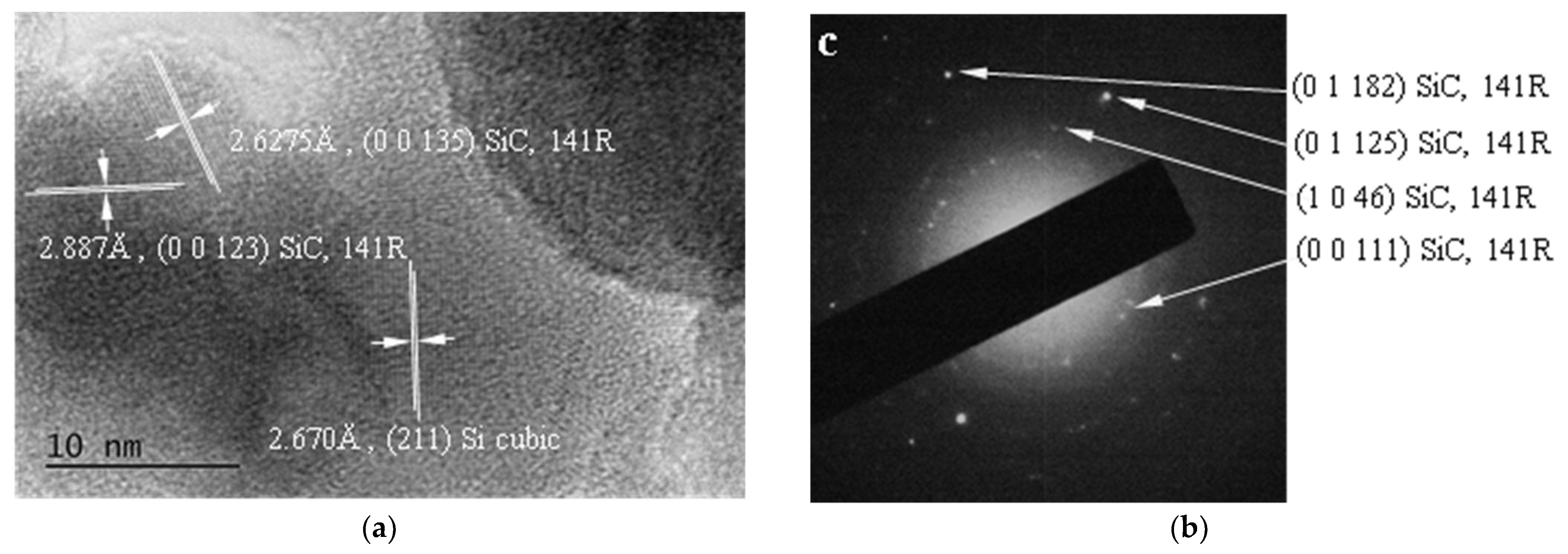
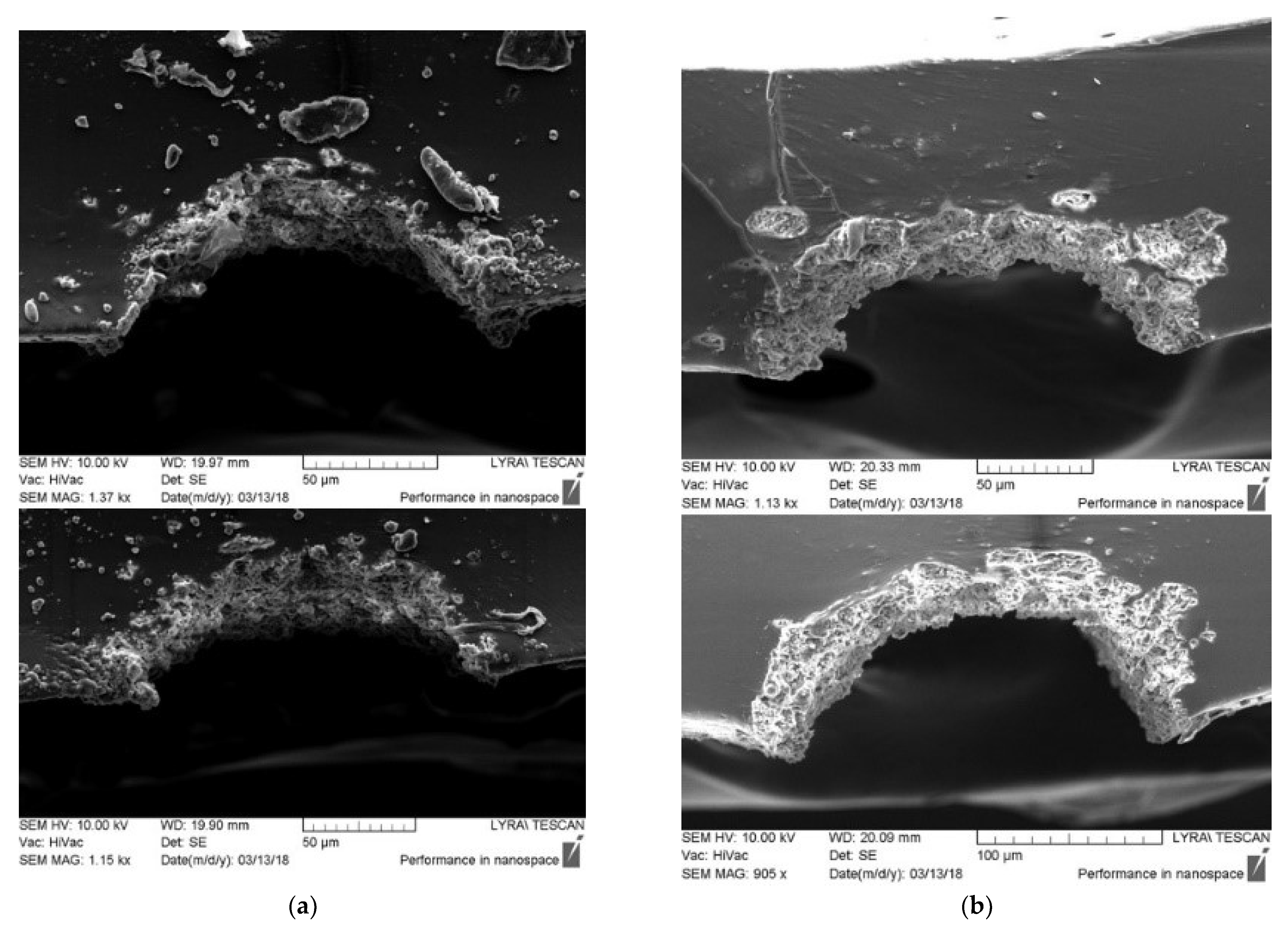
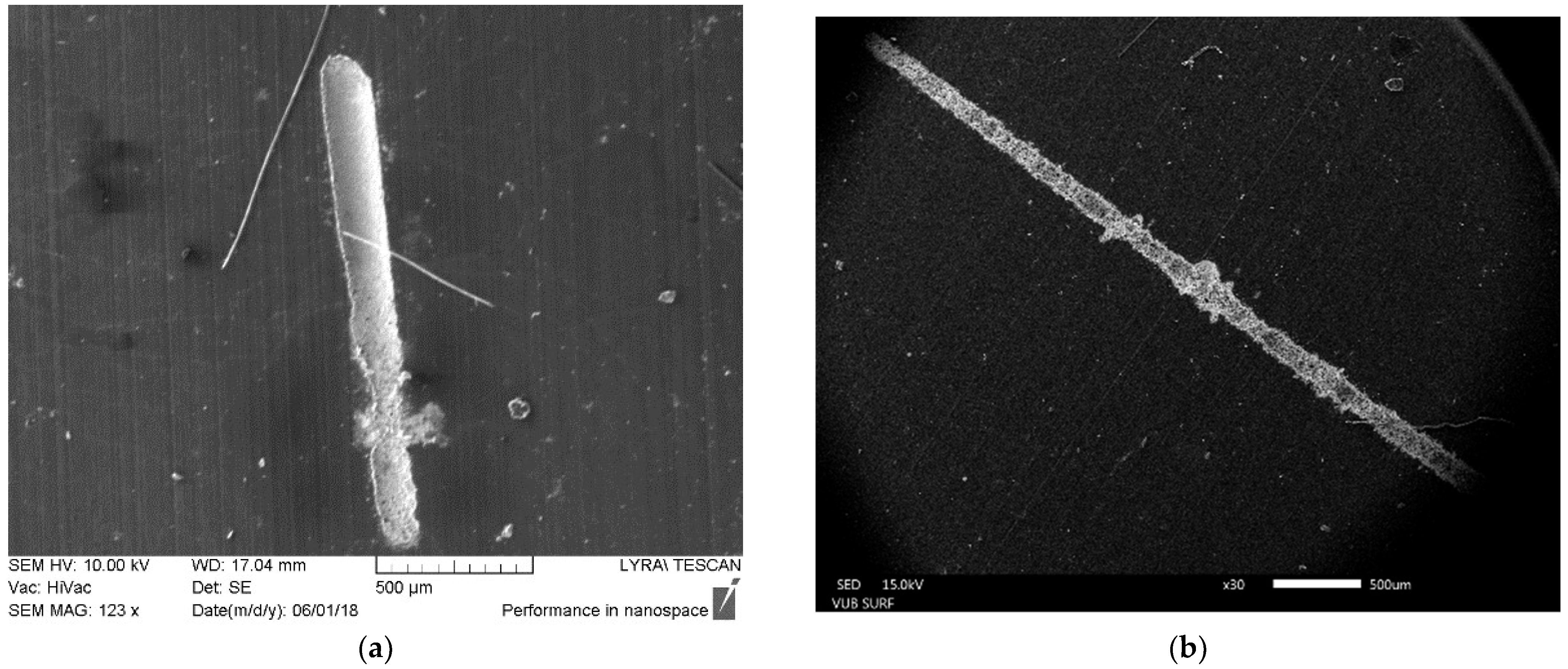
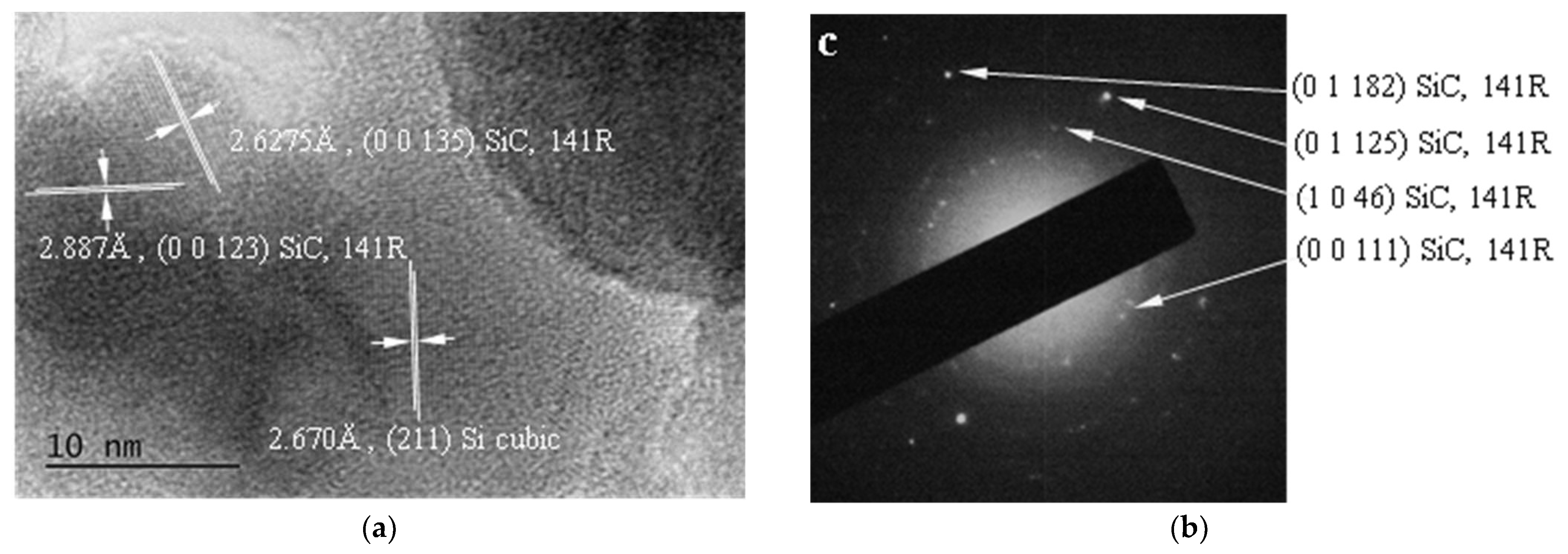
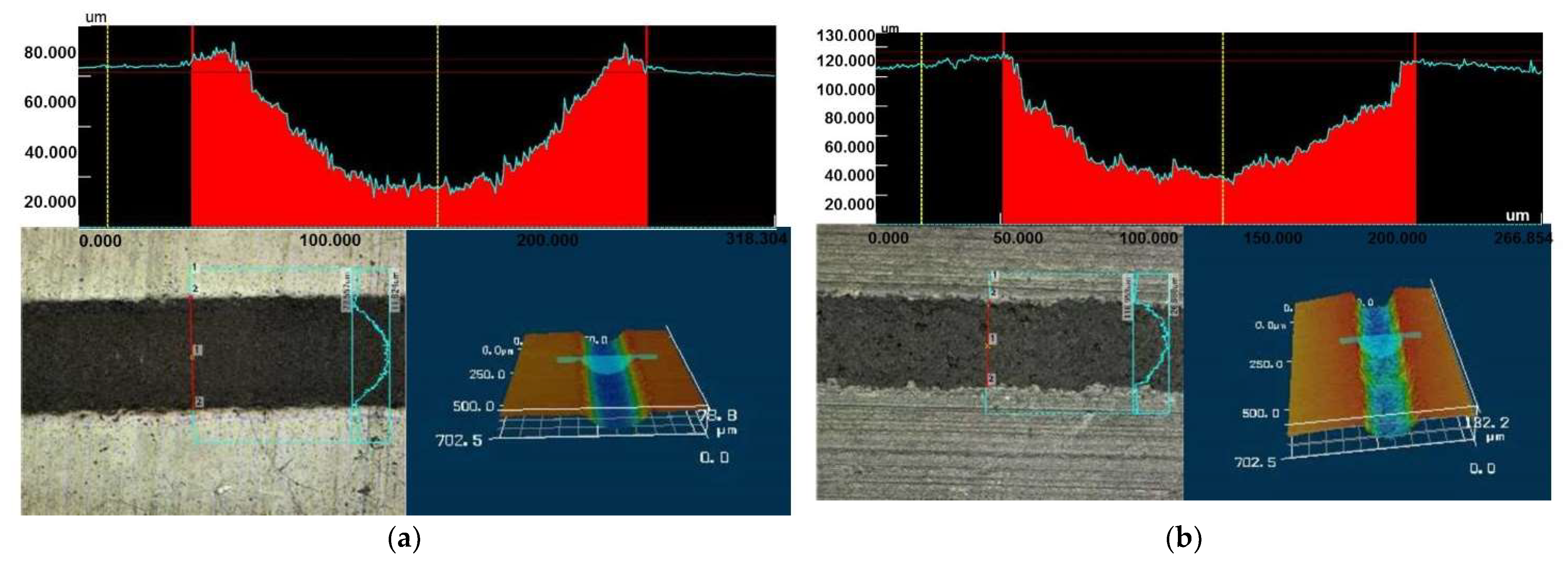
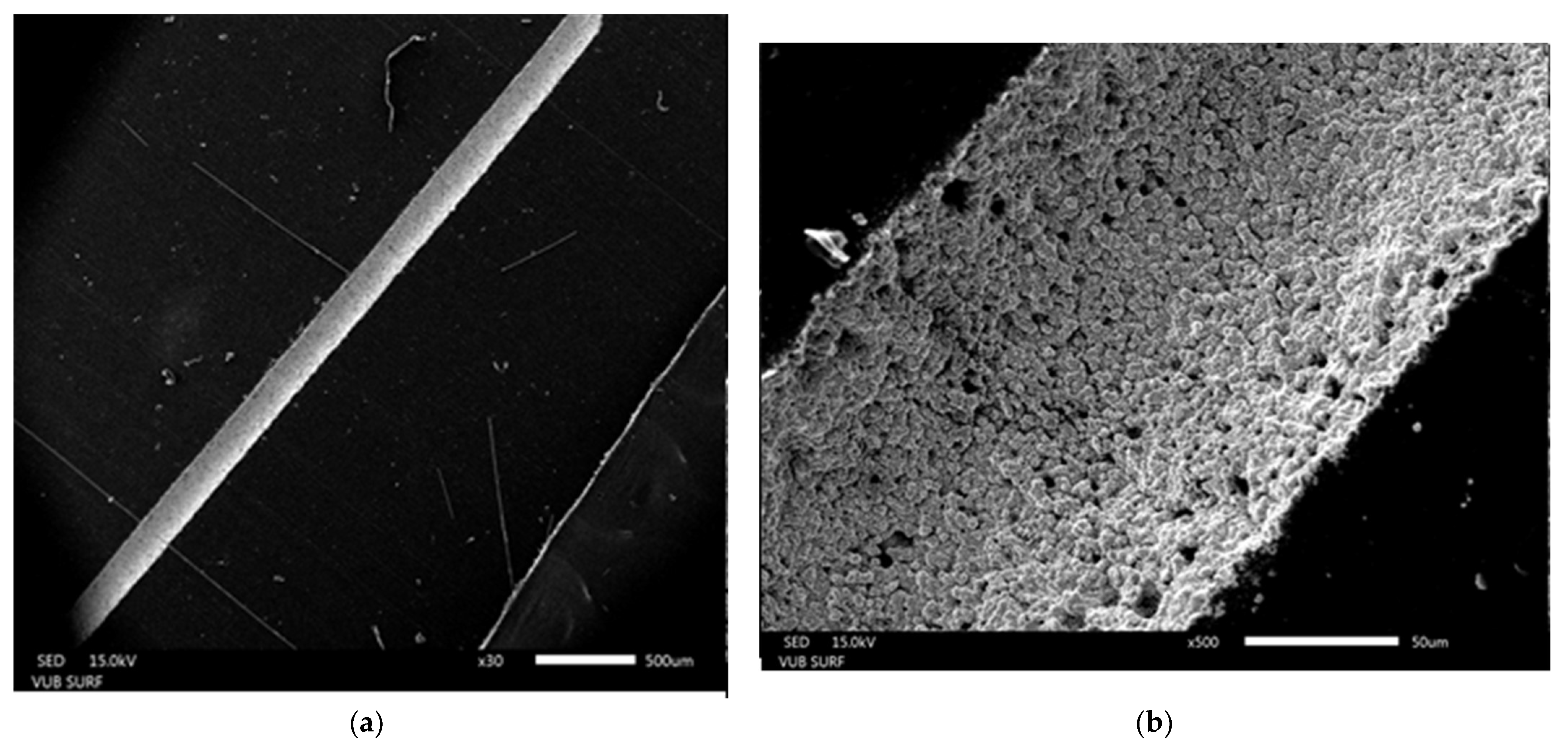
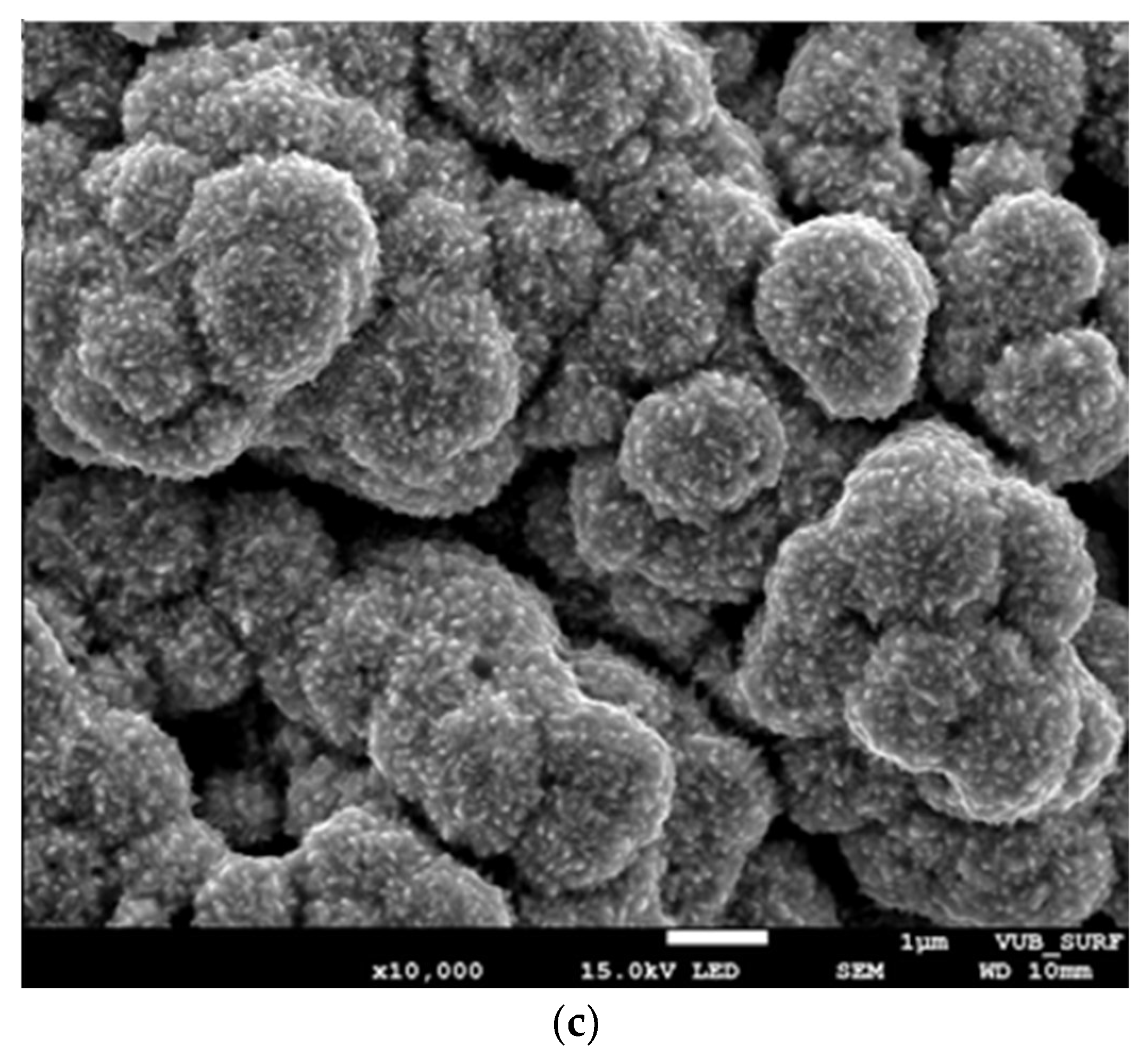
3.2. Morphological Structure
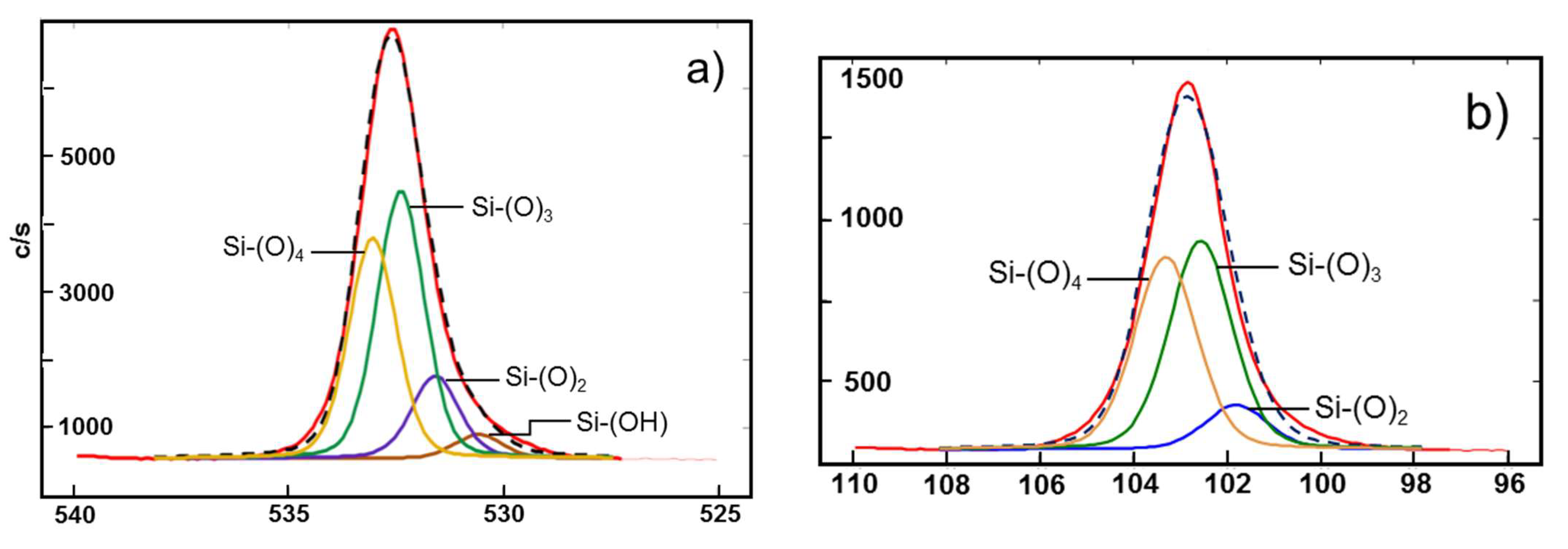
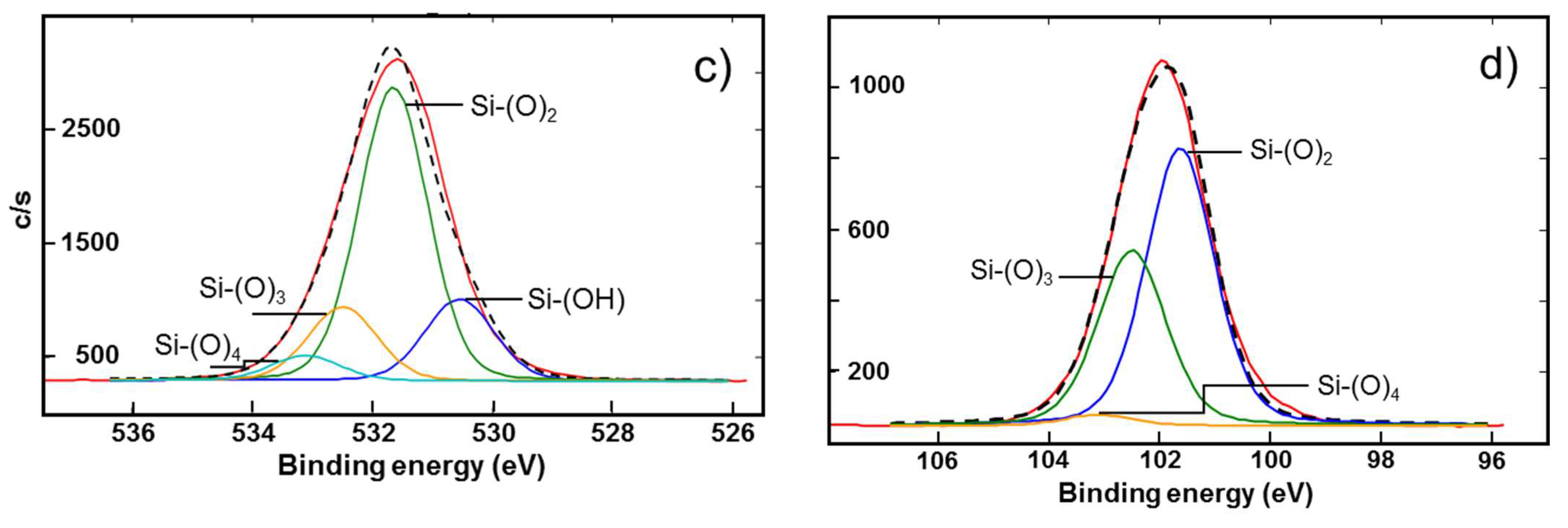
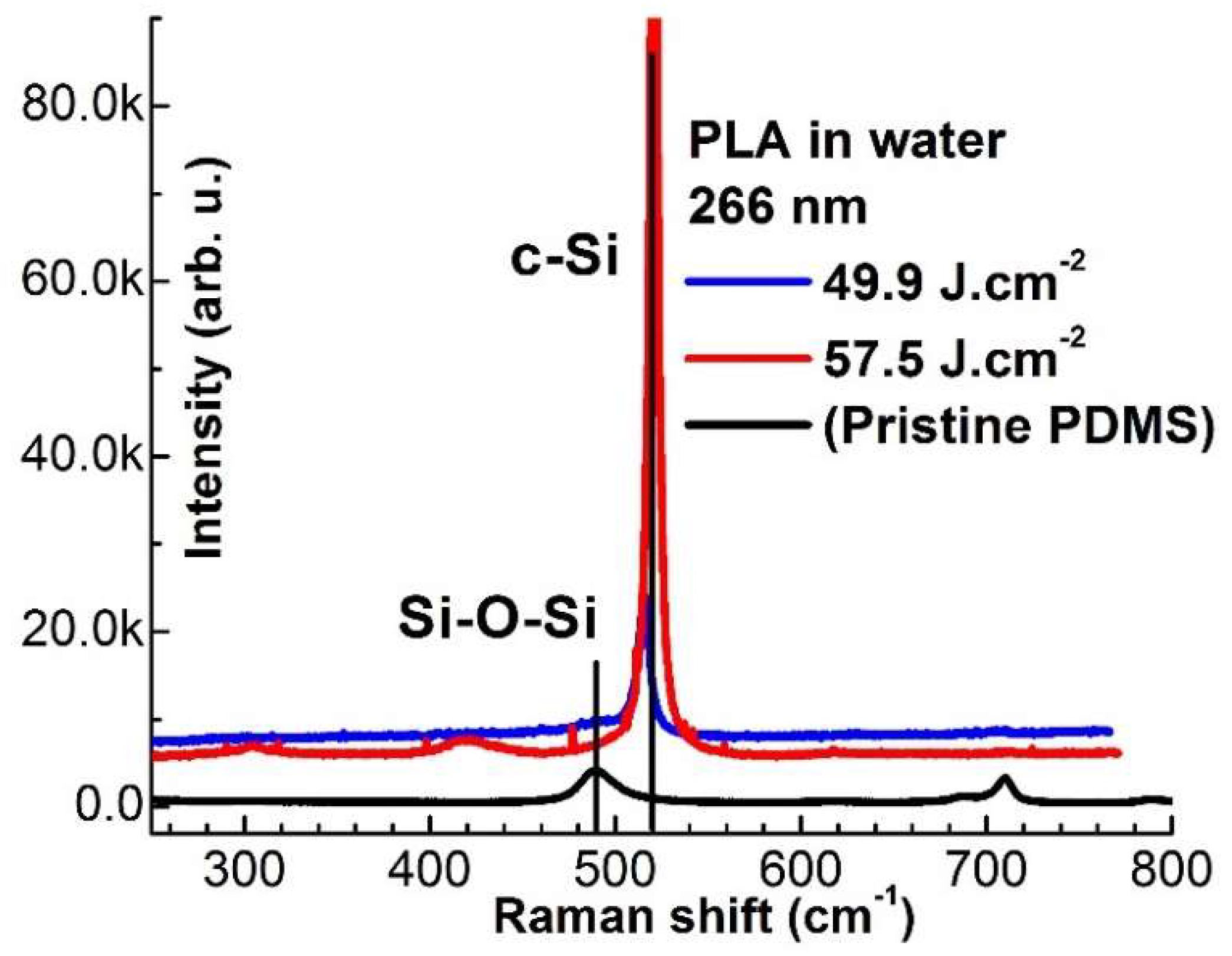
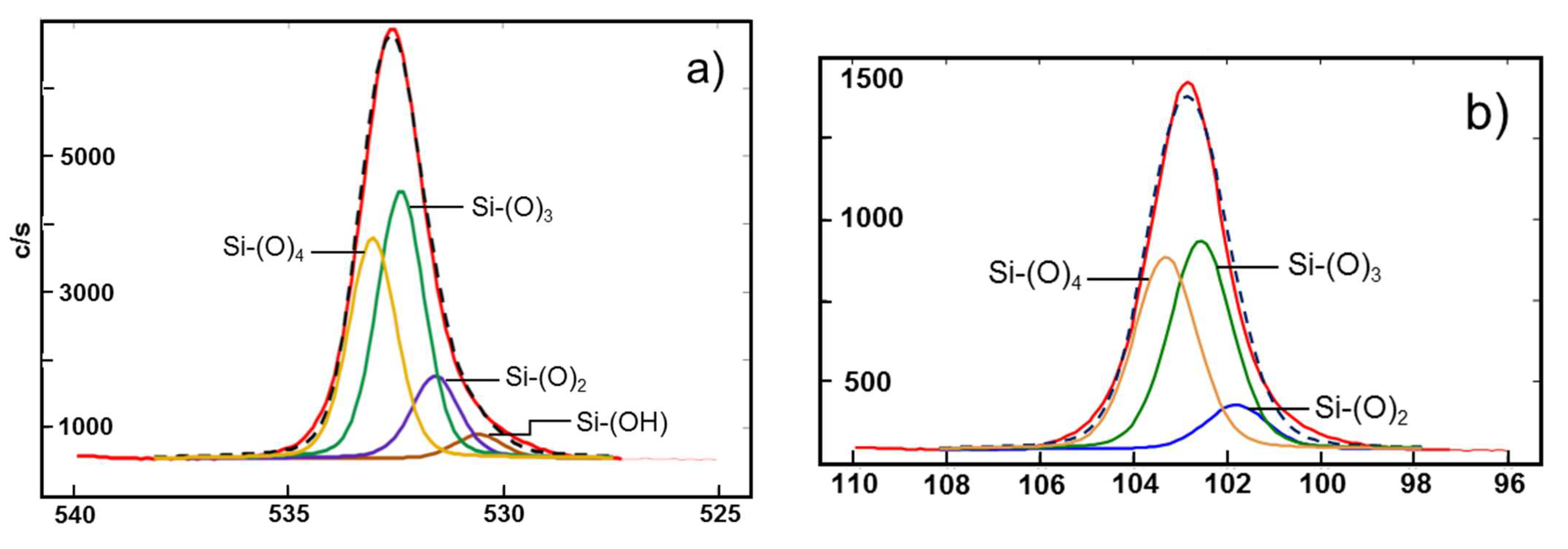
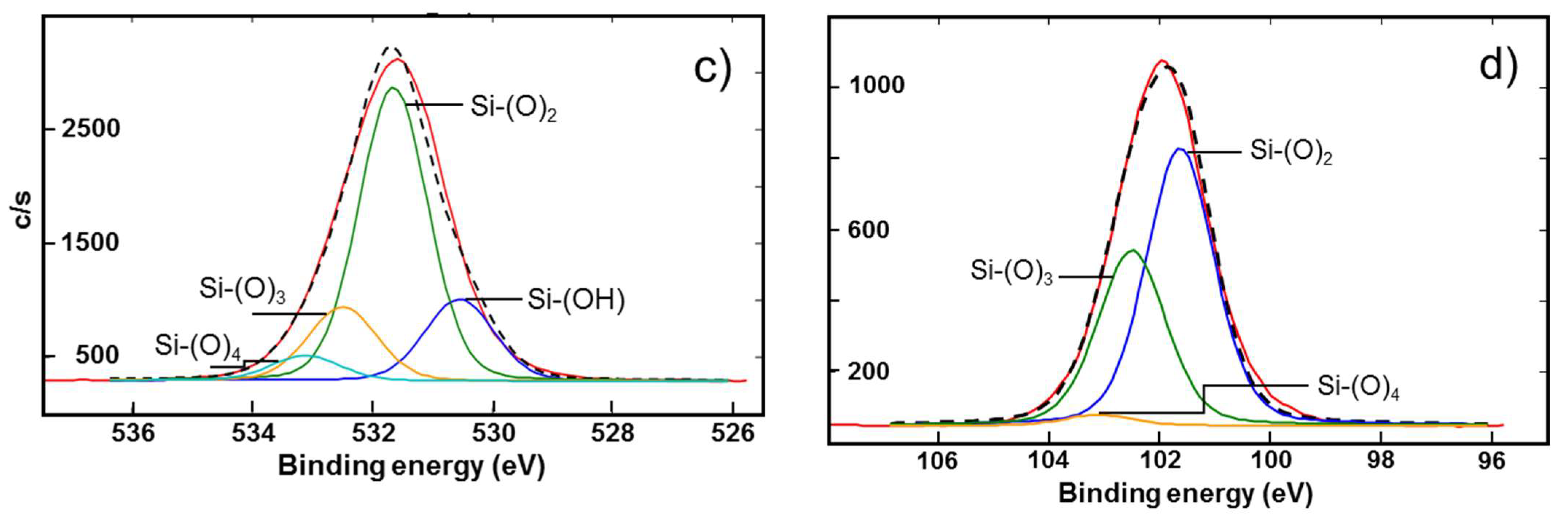
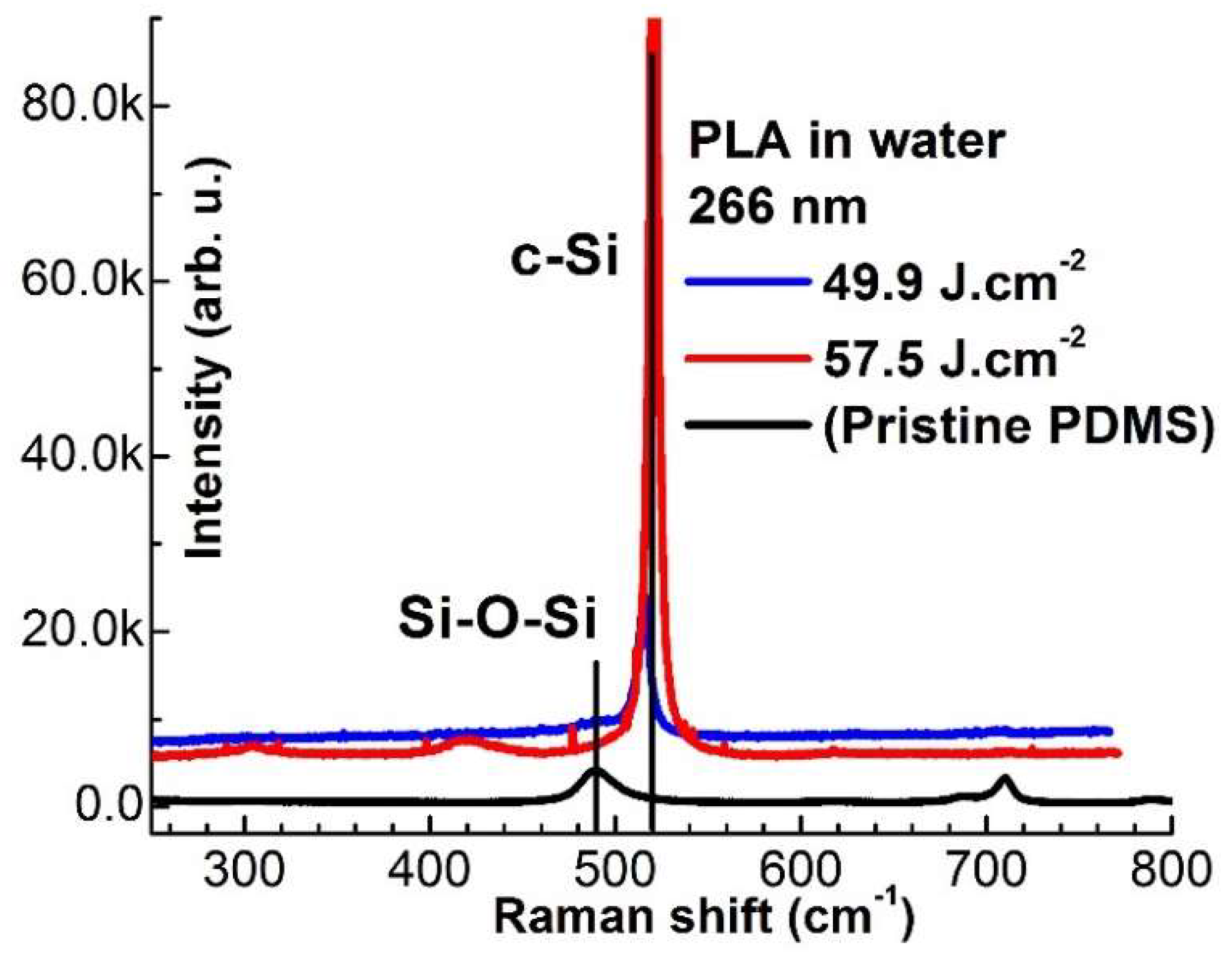
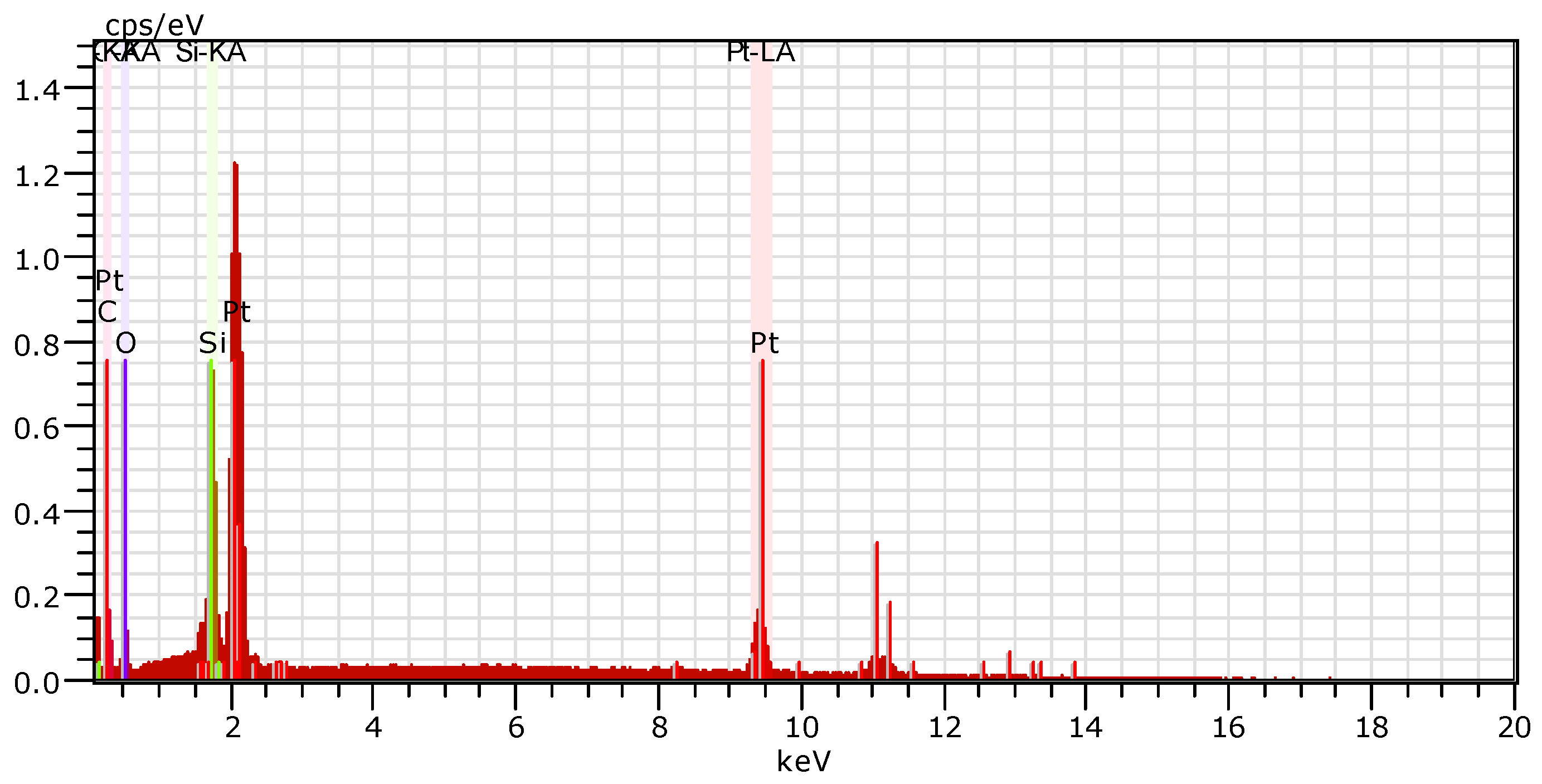
3.3. Chemical Composition
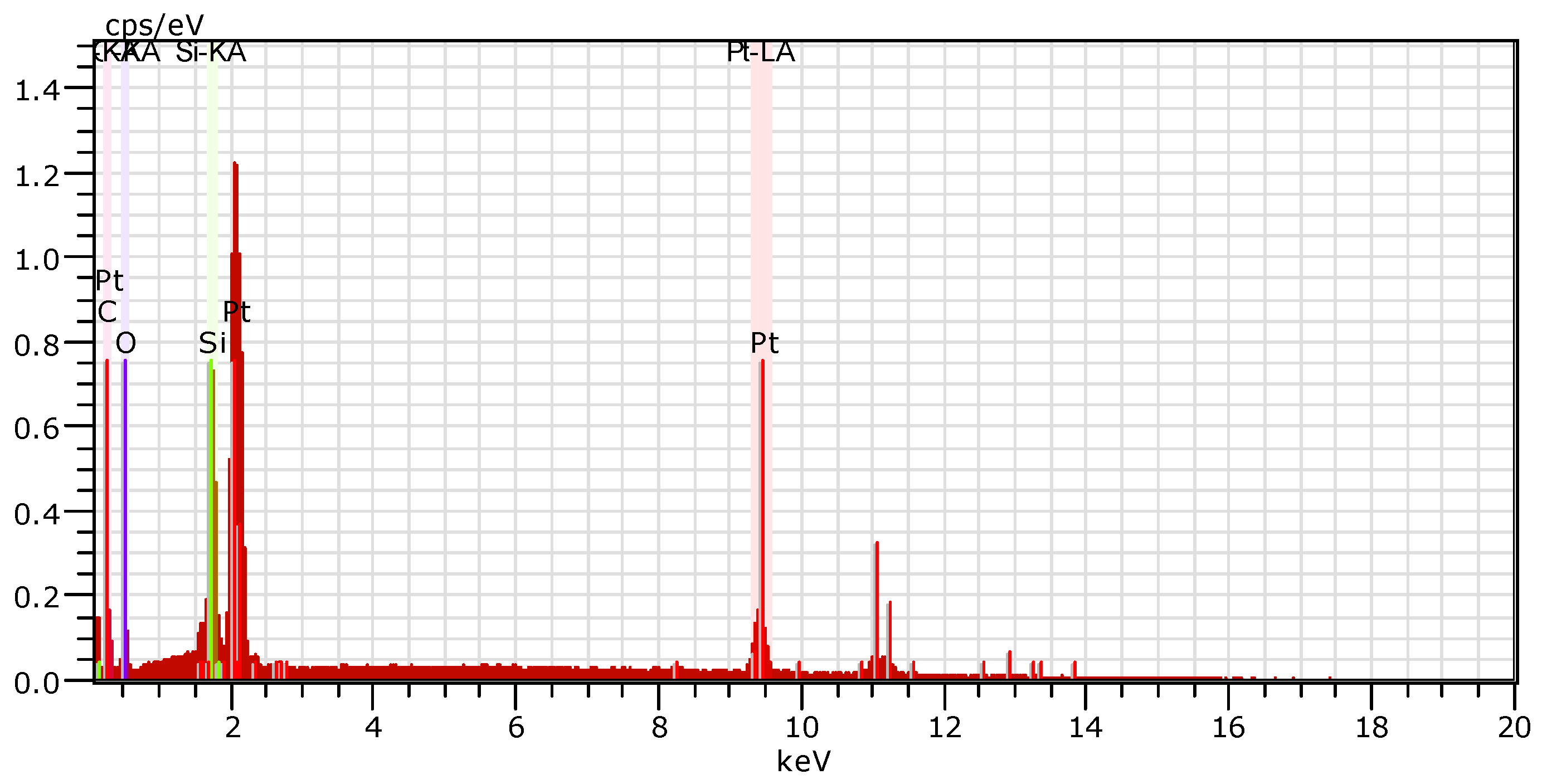
3.4. Electroless Metallization with Pt
4. Conclusions
5. Patents
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kim, R.; Joo, S.; Jung, H.; Hong, N.; Nam, Y. Recent Trends in Microelectrode Array Technology for In Vitro Neural Interface Platform. Biomed. Eng. Lett. 2014, 4, 129–141. [Google Scholar] [CrossRef]
- Kim, J.; Im, C.; Lee, W.R. Plateau-Shaped Flexible Polymer Microelectrode Array for Neural Recording. Polymers 2017, 9, 690. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Guo, L.; Guvanasen, G.S.; Liu, X.; Tuthill, C.; Nichols, T.R.; DeWeerth, S.P. A PDMS-Based Integrated Stretchable Microelectrode Array (isMEA) for Neural and Muscular Surface Interfacing. IEEE Trans. Biomed. Circuits Syst. 2013, 7, 1–10. [Google Scholar]
- Thompson, C.H.; Zoratti, M.J.; Langhals, N.B.; Purcell, E.K. Regenerative Electrode Interfaces for Neural Prostheses. Tissue Eng. Part B Rev. 2016, 22, 125–135. [Google Scholar] [CrossRef] [PubMed]
- Didier, C.M.; Kundu, A.; De Roo, D.; Rajaraman, S. Development of in vitro 2D and 3D microelectrode arrays and their role in advancing biomedical research. J. Micromech. Microeng. 2020, 30, 103001. [Google Scholar] [CrossRef]
- Jin, H.; Jung, S.; Kim, J.; Heo, S.; Lim, J.; Park, W.; Chu, H.Y.; Bien, F.; Park, K. Stretchable Dual-Capacitor Multi-Sensor for Touch-Curvature-Pressure-Strain Sensing. Sci. Rep. 2017, 7, 10854. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Makamba, H.; Kim, J.H.; Lim, K.; Park, N.; Hahn, J.H. Surface modification of poly(dimethylsiloxane) microchannels. Electrophoresis 2003, 24, 3607–3619. [Google Scholar] [CrossRef]
- Liu, J.Q.; Tian, H.C.; Kang, X.Y.; Wang, M.H. Electrodes for Nerve Recording and Stimulation. In Micro Electro Mechanical Systems. Micro/Nano Technologies; Huang, Q.A., Ed.; Springer: Singapore, 2017; Volume 2. [Google Scholar] [CrossRef]
- Cheung, K.C. Implantable microscale neural interfaces. Biomed. Microdevices 2007, 9, 923–938. [Google Scholar] [CrossRef]
- Tsay, C.; Lacour, S.P.; Wagner, S.; Yu, Z.; Morrison, B. Stretchable Dielectric Material for Conformable Bioelectronic Devices. MRS Online Proc. Libr. 2006, 926, 202. [Google Scholar] [CrossRef]
- Guo, L.; Kitashima, L.J.; Villari, C.R.; Klein, A.M.; DeWeerth, S.P. Muscle surface recording and stimulation using integrated PDMS-based microelectrode arrays: Recording-triggered stimulation for prosthetic purposes. In Proceedings of the 2009 IEEE Biomedical Circuits and Systems Conference, Beijing, China, 26–28 November 2009. [Google Scholar] [CrossRef]
- Chuang, A.T.; Margo, C.E.; Greenberg, P.B. Retinal implants: A systematic review. Br. J. Ophthalmol. 2014, 98, 852–856. [Google Scholar] [CrossRef]
- Hsieh, Y.; Chen, S.; Huang, W.; Hsu, K.; Gorday, K.A.V.; Wang, T.; Wang, J. Direct Micromachining of Microfluidic Channels on Biodegradable Materials Using Laser Ablation. Polymers 2017, 9, 242. [Google Scholar] [CrossRef] [Green Version]
- Alrifaiy, A.; Lindahl, O.A.; Ramser, K. Polymer-Based Microfluidic Devices for Pharmacy, Biology and Tissue Engineering. Polymers 2012, 4, 1349–1398. [Google Scholar] [CrossRef]
- Schuettler, M.; Stiess, S.; King, B.V.; Suaning, G.J. Fabrication of implantable microelectrode arrays by laser cutting of silicone rubber and platinum foil. J. Neural. Eng. 2005, 2, S121–S128. [Google Scholar] [CrossRef]
- Lies, S.R.B.; Zhang, X.; Lyu, H.; Qin, H. Laser ablation of polymers: A review. Polym. Int. 2019, 68, 1391–1401. [Google Scholar] [CrossRef]
- Suriano, R.; Kuznetsov, A.; Eaton, S.M.; Kiyan, R.; Cerullo, G.; Osellame, R.; Chichkov, B.N.; Levi, M.; Turri, S. Femtosecond laser ablation of polymeric substrates for the fabrication of microfluidic channels. Appl. Surf. Sci. 2011, 257, 6243–6250. [Google Scholar] [CrossRef]
- Baset, F.; Villafranca, A.; Guay, J.; Bhardwaj, R. Femtosecond laser induced porosity in poly-methyl methacrylate. Appl. Surf. Sci. 2013, 282, 729–734. [Google Scholar] [CrossRef]
- Surdo, S.; Piazza, S.; Ceseracciu, L.; Diaspro, A.; Duocastella, M. Towards nanopatterning by femtosecond laser ablation ofpre-stretched elastomers. Appl. Surf. Sci. 2016, 374, 151–156. [Google Scholar] [CrossRef]
- Van Pelt, S.; Frijns, A.; Mandamparambil, R.; Den Toonder, J. Local wettability tuning with laser ablation redeposits on PDMS. Appl. Surf. Sci. 2014, 303, 456–464. [Google Scholar] [CrossRef]
- Sola, D.; Milles, S.; Lasagni, A.F. Direct Laser Interference Patterning of Diffraction Gratings in Safrofilcon-A Hydrogel: Fabrication and Hydration Assessment. Polymers 2021, 13, 679. [Google Scholar] [CrossRef]
- Sola, D.; Aldana, J.R.; Artal, P. The Role of Thermal Accumulation on the Fabrication of Diffraction Gratings in Ophthalmic PHEMA by Ultrashort Laser Direct Writing. Polymers 2020, 12, 2965. [Google Scholar] [CrossRef]
- Hautefeuille, M.; Cabriales, L.; Pimentel-Domínguez, R.; Velázquez, V.; Hernández-Cordero, J.; Oropeza-Ramos, L.; Rivera, M.; Carreón-Castro, M.P.; Grether, M.; López-Moreno, E. New perspectives for direct PDMS microfabrication using a CD-DVD laser. Lab Chip 2013, 13, 4848–4854. [Google Scholar] [CrossRef] [PubMed]
- Rytlewski, P.; Zenkiewicz, M. Application of lasers in metallization of thermoplastic and thermosetting polymers. J. Achiev. Mater. Manuf. Eng. JAMME 2013, 57, 59–67. [Google Scholar]
- Frerichs, H.; Stricker, J.; Wesner, D.A.; Kreutz, E.W. Laser-induced surface modification and metallization of polymers. Appl. Surf. Sci. 1995, 86, 405–410. [Google Scholar] [CrossRef]
- Dupas-Bruzek, C.; Robbe, O.; Addad, A.; Derozier, D. Transformation of medical grade silicone rubber under Nd:YAG and excimer laser irradiation: First step towards a new miniaturized nerve electrode fabrication process. Appl. Surf. Sci. 2009, 255, 8715–8721. [Google Scholar] [CrossRef]
- Stankova, N.E.; Atanasov, P.A.; Nedyalkov, N.N.; Stoyanchov, T.R.; Kolev, K.N.; Valova, E.I.; Georgieva, J.S.; Armyanov, S.A.; Amoruso, S.; Wang, X.; et al. Fs- and ns-laser processing of polydimethylsiloxane (PDMS) elastomer: Comparative study. Appl. Surf. Sci. 2015, 336, 321–328. [Google Scholar] [CrossRef]
- Atanasov, P.A.; Stankova, N.E.; Nedyalkov, N.N.; Fukata, N.; Hirsch, D.; Rauschenbach, B.; Amoruso, S.; Wang, X.; Kolev, K.N.; Valova, E.I.; et al. Fs-laser processing of medical grade polydimethylsiloxane (PDMS). Appl. Surf. Sci. 2016, 374, 229–234. [Google Scholar] [CrossRef]
- Stankova, N.E.; Atanasov, P.A.; Nikov, R.G.; Nikov, R.G.; Nedyalkov, N.N.; Stoyanchov, T.R.; Fukata, N.; Kolev, K.N.; Valova, E.I.; Georgieva, J.S.; et al. Optical properties of polydimethylsiloxane (PDMS) during nanosecond laser processing. Appl. Surf. Sci. 2016, 374, 96–103. [Google Scholar] [CrossRef]
- Armyanov, S.; Stankova, N.E.; Atanasov, P.A.; Valova, E.; Kolev, K.; Georgieva, J.; Steenhaut, O.; Baert, K.; Hubin, A. XPS and µ-Raman study of nanosecond-laser processing of poly(dimethylsiloxane) (PDMS). Nucl. Instrum. Methods Phys. Res. B 2015, 360, 30–35. [Google Scholar] [CrossRef]
- Armyanov, S.; Valova, E.; Kolev, K.; Tatchev, D.; Atanasov, P.; Stankova, N. Electroless deposition of nickel on biocompatible poly(dimethylsiloxane) after a laser processing as a pretreatment. Adv. Mater. Lett. 2018, 9, 101–106. [Google Scholar] [CrossRef]
- Stankova, N.E.; Atanasov, P.A.; Nedyalkov, N.N.; Tatchev, D.; Kolev, K.N.; Valova, E.I.; Armyanov, S.A.; Grochowska, K.; Śliwiński, G.; Fukata, N.; et al. Laser-induced surface modification of biopolymers—Micro/nanostructuring and functionalization. J. Phys. Conf. Ser. 2018, 992, 012051. [Google Scholar] [CrossRef]
- Laude, L.D. Process for the Metallization of Plastic Materials and Products Thereto Obtained. U.S. Patent 1997/5599592 A, 4 February 1997. [Google Scholar]
- Dupas-Bruzek, C.; Drean, P.; Derozier, D. Pt metallization of laser transformedmedical grade silicone rubber: Last step toward a miniaturized nerve electrode fabrication process. J. Appl. Phys. 2009, 106, 074913. [Google Scholar] [CrossRef]
- Sola, D.; Lavieja, C.; Orera, A.; Clemente, M.J. Direct laser interference patterning of ophthalmic polydimethylsiloxane (PDMS) polymers. Opt. Lasers Eng. 2018, 106, 139–146. [Google Scholar] [CrossRef]
- Tham, N.C.Y.; Sahoo, P.K.; Kim, Y.-J.; Murukeshan, V.M. Ultrafast volume holography for stretchable photonic structures. Opt. Express. 2019, 27, 12196–12212. [Google Scholar] [CrossRef]
- Farshchian, B.; Gatabi, J.R.; Bernick, S.M.; Park, S.; Lee, G.H.; Droopad, R.; Kim, N. Laser-induced superhydrophobic grid patterns on PDMS for droplet arrays formation. Appl. Surf. Sci. 2017, 396, 359–365. [Google Scholar] [CrossRef]
- De Marco, C.; Eaton, S.M.; Suriano, R.; Turri, S.; Levi, M.; Ramponi, R.; Cerullo, G.; Osellame, R. Surface Properties of Femtosecond Laser Ablated PMMA. ACS Appl. Mater. Interfaces 2010, 2, 2377–2384. [Google Scholar] [CrossRef]
- Laude, L.D.; Cochrane, C.; Dicara, C.; Dupas-Bruzek, C.; Kolev, K. Excimer laser decomposition of silicone. Nucl. Instrum. Methods Phys. Res. Sect. B 2003, 208, 314–319. [Google Scholar] [CrossRef]
- Graubner, V.; Nuyken, O.; Wokaun, A.; Lazare, S.; Servant, L. Local chemical transformations in poly(dimethylsiloxane) by irradiation with 248 and 266 nm. Appl. Surf. Sci. 2006, 252, 4781–4785. [Google Scholar] [CrossRef]
- Stankova, N.; Nikolov, A.; Nedyalkov, N.; Atanasov, P. Method and System of Structuring and Activating Polymers with Laser Pulses. Patent Number BG 67340/03.06.2021, 3 June 2021. [Google Scholar]
- Stankova, N.E.; Atanasov, P.A.; Nedyalkov, N.N.; Kolev, K.; Valova, E.; Armyanov, S. Laser processing of biopolymers for development of medical and high-tech devices. In Materials for Biomedical Engineering: Hydrogels and Polymer-Based Scaffolds, 1st ed.; Alina-Maria, H., Alexandru, M.G., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; Chapter 15; pp. 487–526. ISBN 978-0-12-816901-8. [Google Scholar] [CrossRef]
- Elaboudi, I.; Lazare, S.; Belin, C.; Talaga, D.; Labrugère, C. Underwater excimer laser ablation of polymers. Appl. Phys. A 2008, 92, 743–748. [Google Scholar] [CrossRef]
- Chang, T.C.; Molian, P.A. Excimer pulsed laser ablation of polymers in air and liquids for micromachining applications. J. Manuf. Syst. 1999, 1, 1–17. [Google Scholar] [CrossRef]
- Siegel, J.; Šuláková, P.; Kaimlová, M.; Švorˇcík, V.; Hubáˇcek, T. Underwater Laser Treatment of PET: Effect of Processing Parameters on Surface Morphology and Chemistry. Appl. Sci. 2018, 8, 2389. [Google Scholar] [CrossRef] [Green Version]
- Waddell, E.A.; Locascio, L.E.; Kramer, G.W. UV Laser Micromachining of Polymers for Microfluidic Applications. JALA J. Assoc. Lab. Autom. 2002, 7, 78–82. [Google Scholar] [CrossRef]
- Tangwarodomnukun, V.; Chen, H. Laser Ablation of PMMA in Air, Water and Ethanol Environments. Mater. Manuf. Process. 2015, 30, 685–691. [Google Scholar] [CrossRef]
- Vardanyan, R.R.; Dallakyan, V.K.; Kerst, U.; Boit, C. Analysis of laser beam transmission inside media. Proc. NAS RA SEUA Tech. Sci. 2011, 64. Available online: https://arar.sci.am/dlibra/publication/36492/edition/32776/content?ref=struct (accessed on 1 July 2021).
- Takata, T.; Enoki, M.; Chivavibul, P.; Matsui, A.; Kobayashi, Y. Effect of Confinement Layer on Laser Ablation and Cavitation Bubble during Laser Shock Peening. Mater. Trans. 2016, 57, 1776–1783. [Google Scholar] [CrossRef] [Green Version]
- Pozar, T.; Agrez, V.; Petkovsek, R. Laser-induced cavitation bubbles and shock waves in water near a concave surface. Ultrason. Sonochem. 2021, 73, 105456. [Google Scholar] [CrossRef]
- Long, J.; Eliceiri, M.H.; Wang, L.; Vangelatos, Z.; Ouyang, Y.; Xie, X.; Zhang, Y.; Grigoropoulos, C.P. Capturing the final stage of the collapse of cavitation bubbles generated during nanosecond laser ablation of submerged targets. Opt. Laser Technol. 2021, 134, 106647. [Google Scholar] [CrossRef]
- Jiang, M.Q.; Wu, X.Q.; Wei, Y.P.; Wilde, G.; Dai, L.H. Cavitation bubble dynamics during pulsed laser ablation of a metallic glass in water. Extreme Mech. Lett. 2017, 11, 24–29. [Google Scholar] [CrossRef] [Green Version]
- Charee, W.; Tangwarodomnukun, V.; Dumkum, C. Laser ablation of silicon in water under different flow rates. Int. J. Adv. Manuf. Technol. 2015, 78, 19–29. [Google Scholar] [CrossRef]
- Dell’Aglio, M.; De Giacomo, A.; Kohsakowski, S.; Barcikowski, S.; Wagener, P.; Santagata, A. Pulsed laser ablation of wire-shaped target in a thin water jet: Effects of plasma features and bubble dynamics on the PLAL process. J. Phys. D Appl. Phys. 2017, 50, 185204. [Google Scholar] [CrossRef]
- Nath, A.K. 9.06—Laser Drilling of Metallic and Nonmetallic Substrates. Compr. Mater. Process. 2014, 9, 115–175. [Google Scholar] [CrossRef]
- Buenker, R.J.; Muiño, P.L. Quantum mechanical relations for the energy, momentum and velocity of single photons in dispersive media. Khimicheskaya Fyz. 2004, 23, 110–115. Available online: https://arxiv.org/ftp/physics/papers/0607/0607094.pdf (accessed on 11 July 2006).
- Stanca, S.E.; Hänschke, F.; Ihring, A.; Zieger, G.; Dellith, J.; Kessler, E.; Meyer, H.-G. Chemical and Electrochemical Synthesis of Platinum Black. Sci. Rep. 2017, 7, 1074. [Google Scholar] [CrossRef] [PubMed] [Green Version]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 266 nm Laser Fluence (J·cm−2) | 266 nm Track Profile (μm) | 355 nm Track Profile (μm) | 355 nm Laser Fluence (J·cm−2) | ||
|---|---|---|---|---|---|
| Width | Depth | Width | Depth | ||
| 4.64 | - | - | - | - | 7.71 |
| 6.90 | - | - | - | - | 10.62 |
| 10.40 | 90 | 27 | 68 | 25 | 14.05 |
| 12.82 | 109 | 53 | 112 | 33 | 17.30 |
| 17.24 | 128 | 53 | 106 | 64 | 21.75 |
| 22.77 | 136 | 51 | 129 | 67 | 27.06 |
| 28.07 | 144 | 52 | 139 | 82 | 30.83 |
| 35.37 | 160 | 55 | 141 | 98 | 37.68 |
| 42.66 | 183 | 48 | 165 | 78 | 44.53 |
| 49.96 | 207 | 48 | 185 | 90 | 53.10 |
| Ns-Laser Ablation | Silicon Chemical Environments and the Corresponding Si 2p BE | Oxygen Chemical Environments and the Corresponding O 1s BE. | ||||||
|---|---|---|---|---|---|---|---|---|
| In water | Chemical Structure |  |  |  |  |  |  |  |
| Abbreviation | Si(–O)2 | Si(–O)3 | Si(–O)4 | Si(–OH) | Si(–O)2 | Si(–O)3 | Si(–O)4 | |
| Experimental BE (eV) | 101.63 | 102.60 | 103.30 | 530.55 | 531.65 | 532.49 | 533.11 | |
| Reference BE (eV) | 101.79 | 102.67 | 103.30 | 530.60 | 532.00 | 533.20 | ||
| In water | Calculated from fitting in Figure 8 (%) | 59.80 | 37.80 | 2.40 | 17.30 | 62.00 | 15.50 | 5.20 |
| In air | Calculated from fitting in Figure 8 (%) | 25.06 | 12.80 | 62.14 | 4.00 | 32.16 | 21.78 | 41.66 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stankova, N.; Nikolov, A.; Iordanova, E.; Yankov, G.; Nedyalkov, N.; Atanasov, P.; Tatchev, D.; Valova, E.; Kolev, K.; Armyanov, S.; et al. New Approach toward Laser-Assisted Modification of Biocompatible Polymers Relevant to Neural Interfacing Technologies. Polymers 2021, 13, 3004. https://doi.org/10.3390/polym13173004
Stankova N, Nikolov A, Iordanova E, Yankov G, Nedyalkov N, Atanasov P, Tatchev D, Valova E, Kolev K, Armyanov S, et al. New Approach toward Laser-Assisted Modification of Biocompatible Polymers Relevant to Neural Interfacing Technologies. Polymers. 2021; 13(17):3004. https://doi.org/10.3390/polym13173004
Chicago/Turabian StyleStankova, Nadya, Anastas Nikolov, Ekaterina Iordanova, Georgi Yankov, Nikolay Nedyalkov, Petar Atanasov, Dragomir Tatchev, Eugenia Valova, Konstantin Kolev, Stephan Armyanov, and et al. 2021. "New Approach toward Laser-Assisted Modification of Biocompatible Polymers Relevant to Neural Interfacing Technologies" Polymers 13, no. 17: 3004. https://doi.org/10.3390/polym13173004
APA StyleStankova, N., Nikolov, A., Iordanova, E., Yankov, G., Nedyalkov, N., Atanasov, P., Tatchev, D., Valova, E., Kolev, K., Armyanov, S., Karashanova, D., & Fukata, N. (2021). New Approach toward Laser-Assisted Modification of Biocompatible Polymers Relevant to Neural Interfacing Technologies. Polymers, 13(17), 3004. https://doi.org/10.3390/polym13173004