
Improving Mechanical Properties of PLA/Starch Blends Using Masterbatch Containing Vegetable Oil Based Active Ingredients


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Additive Synthesis
2.3. Sample Preparation
2.4. Measurements
3. Results
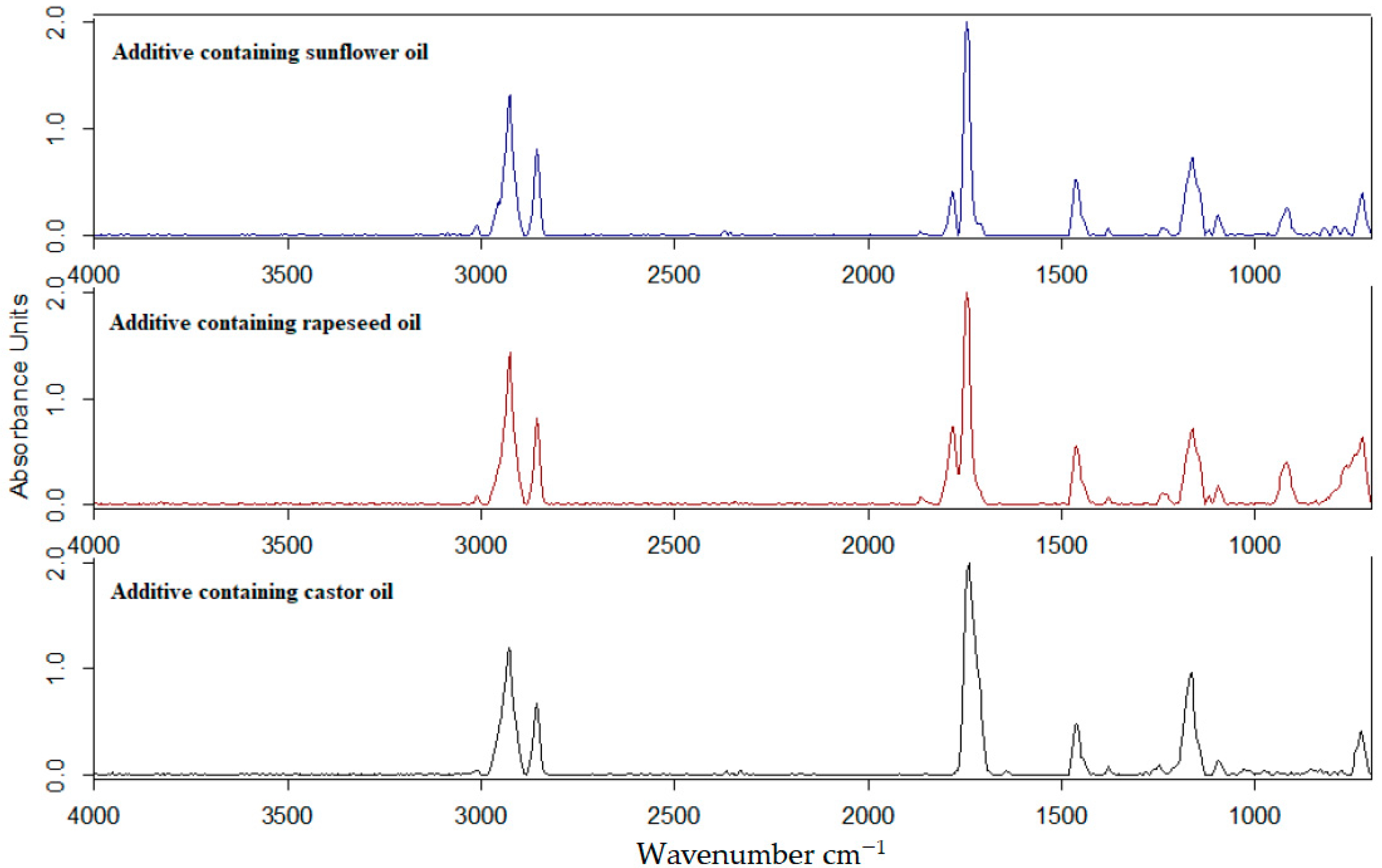
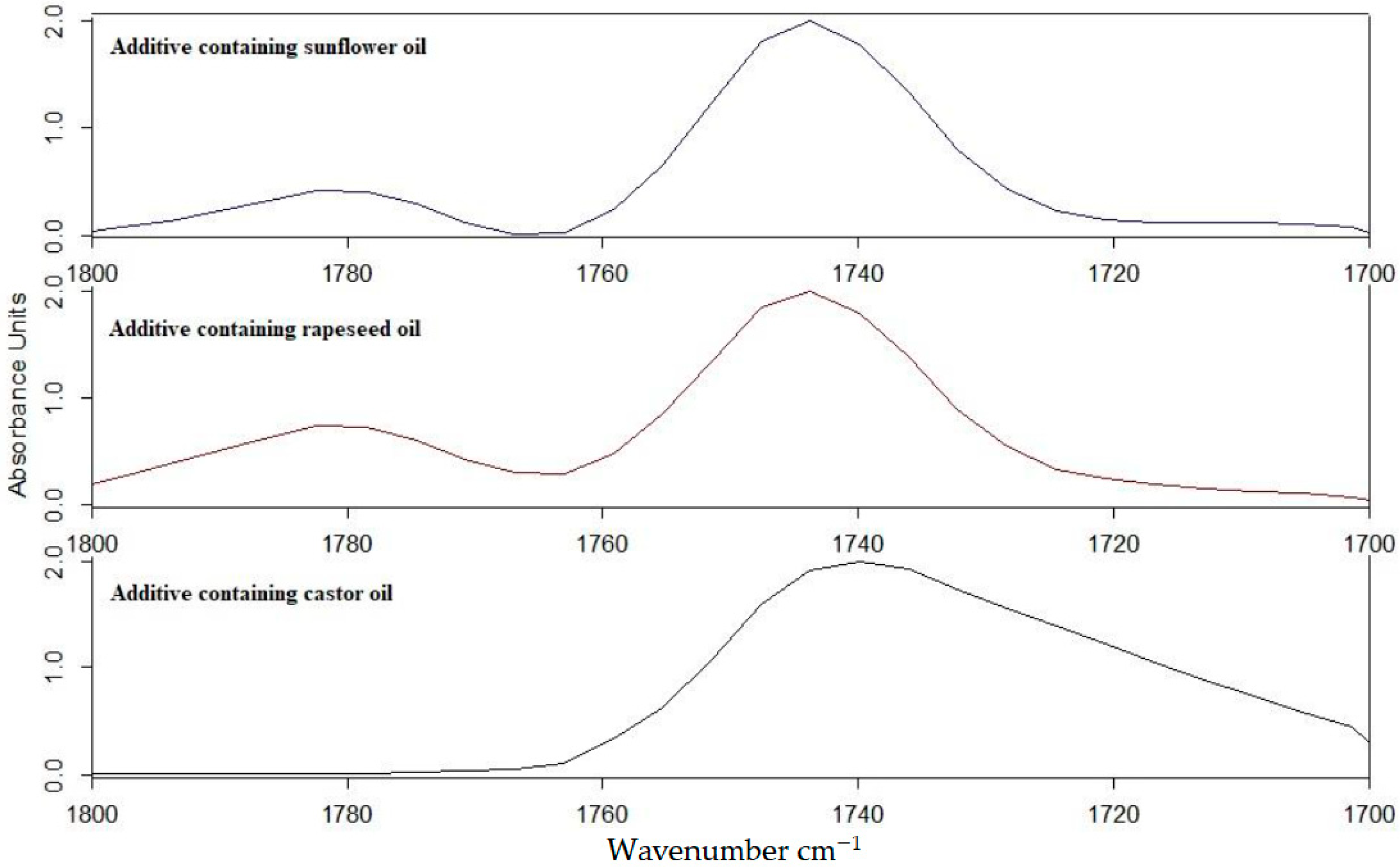
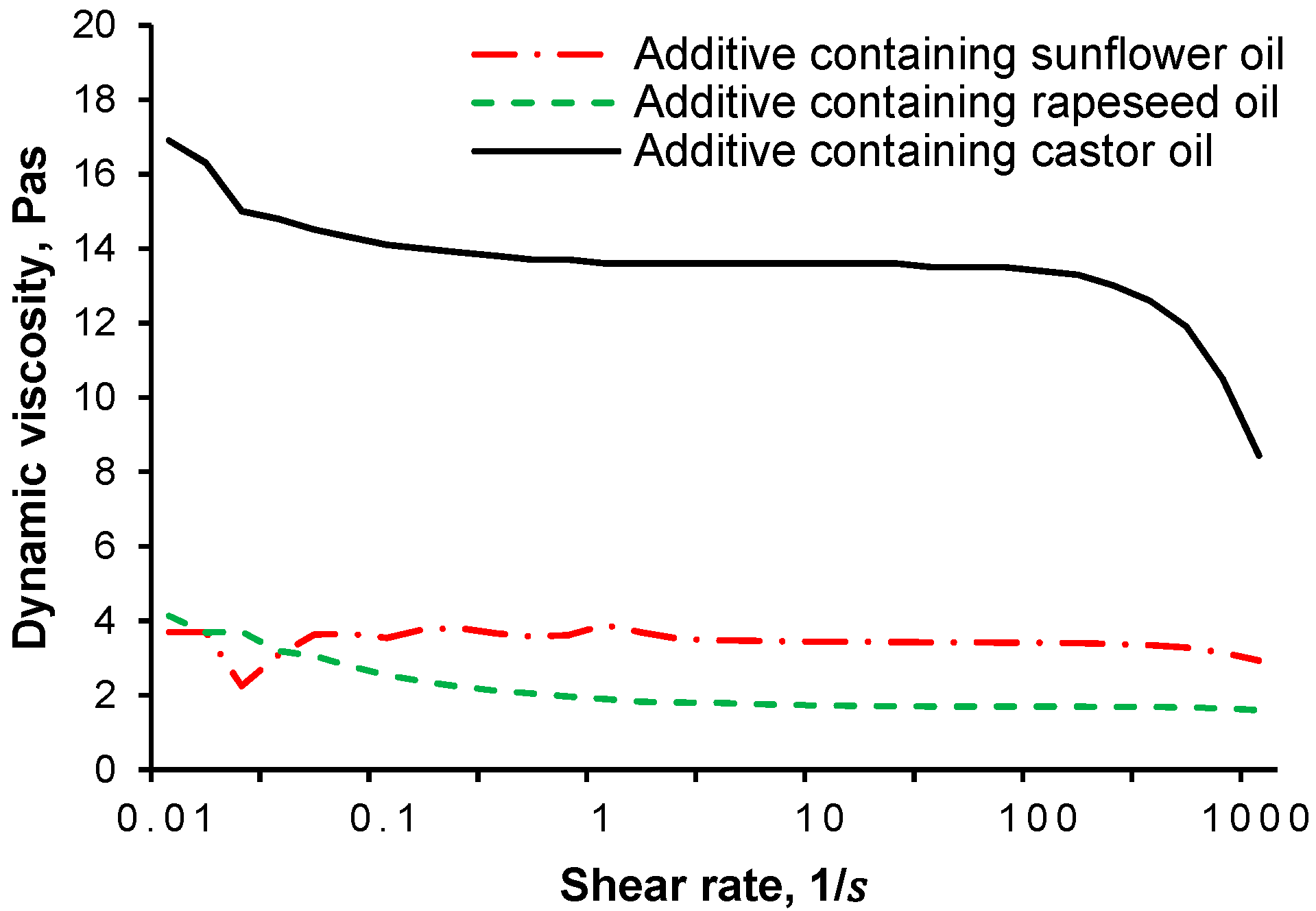
3.1. Additive Characterization
3.2. Masterbatch Characterization
3.3. Mechanical Properties of PLA/Starch Blends
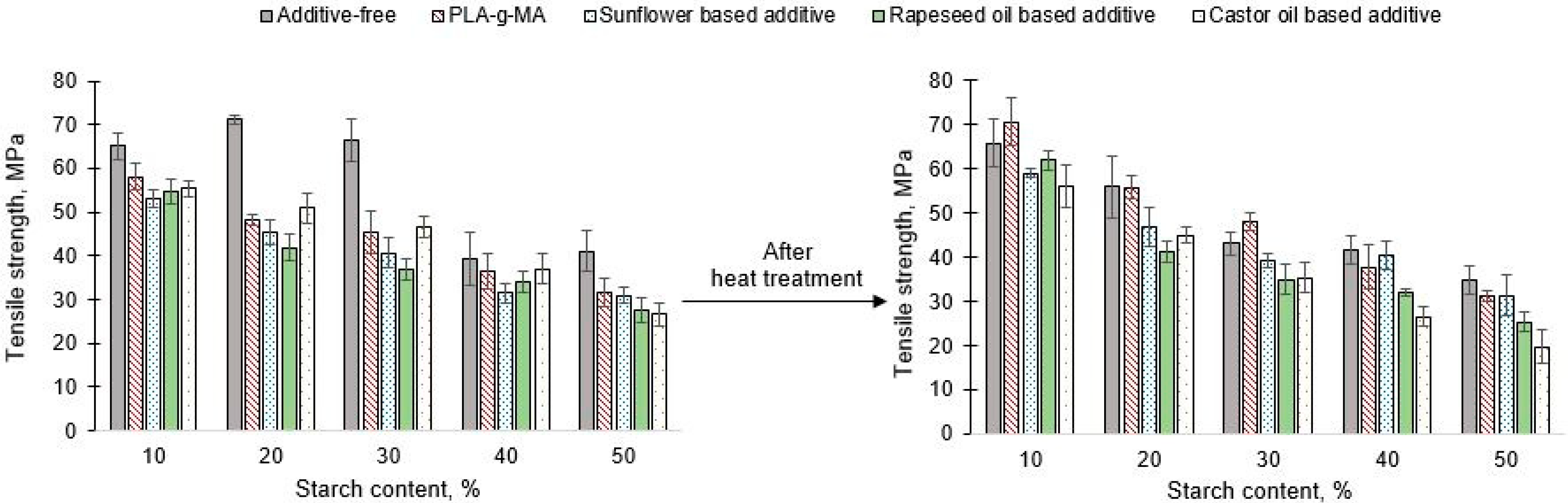
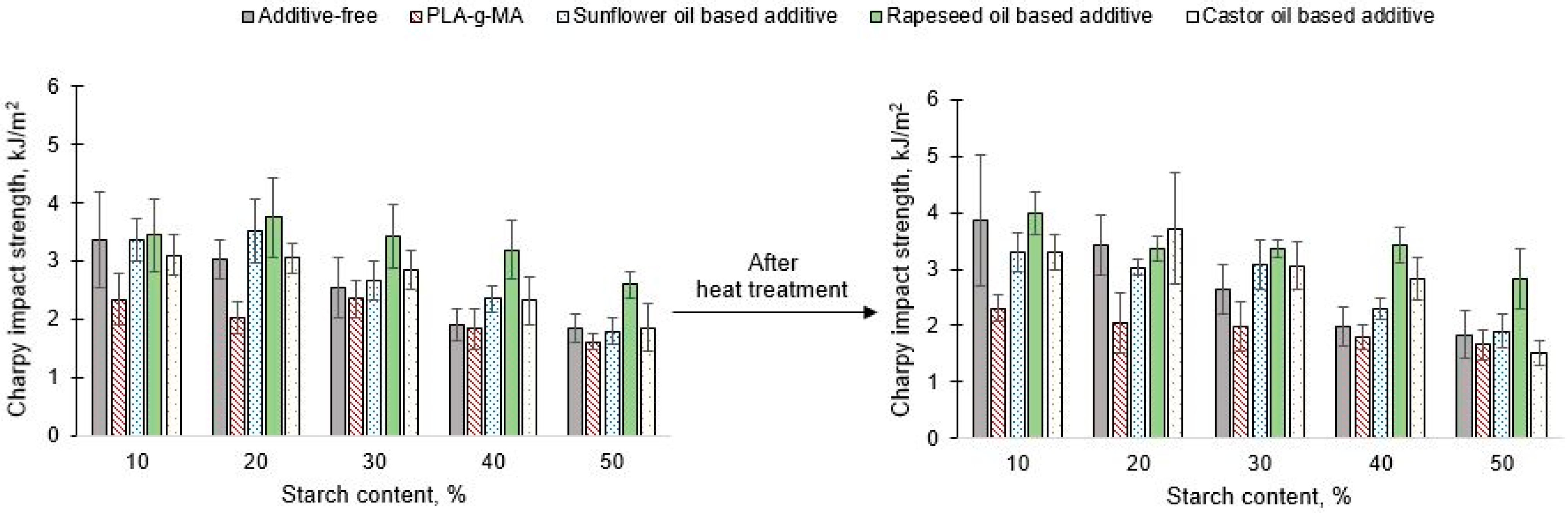
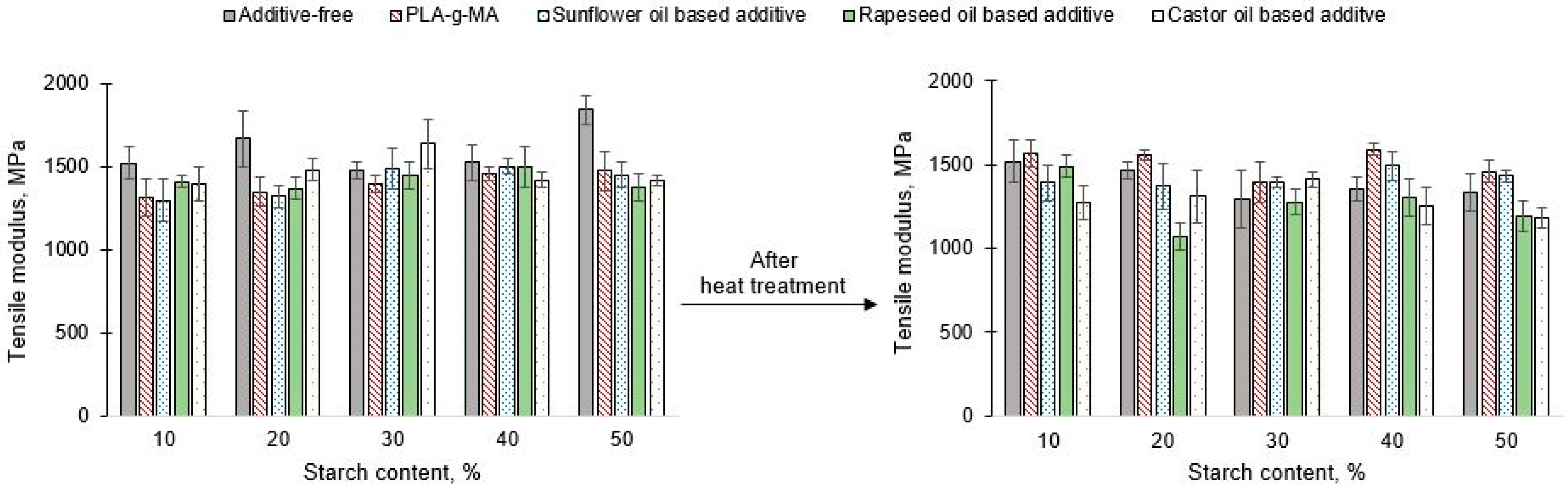
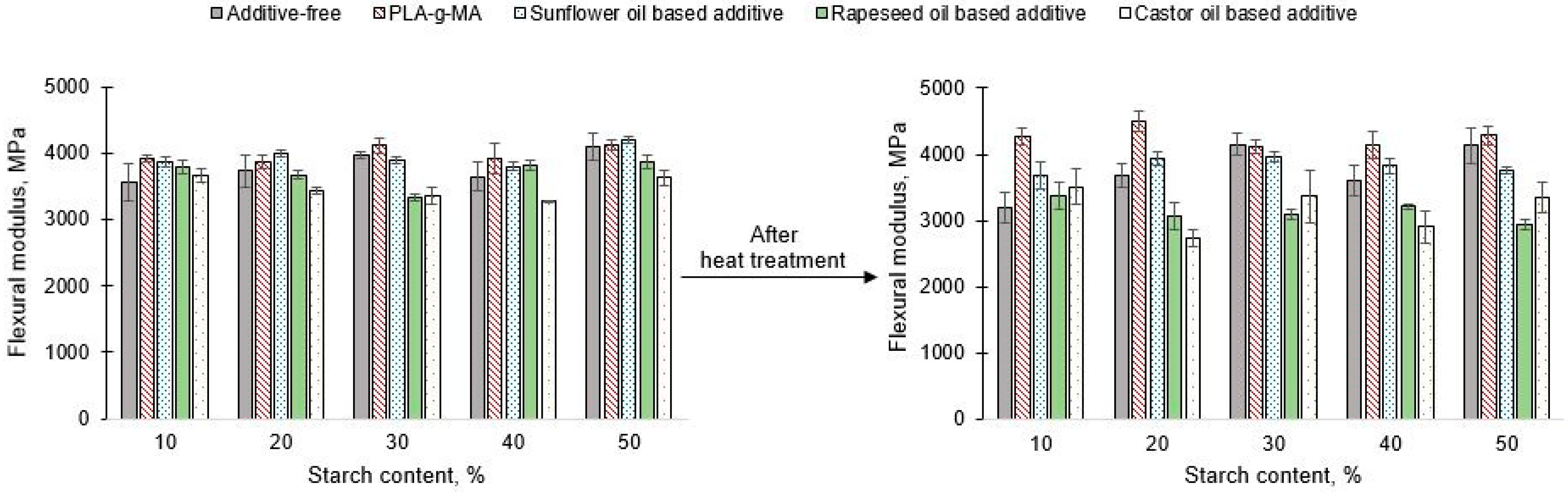
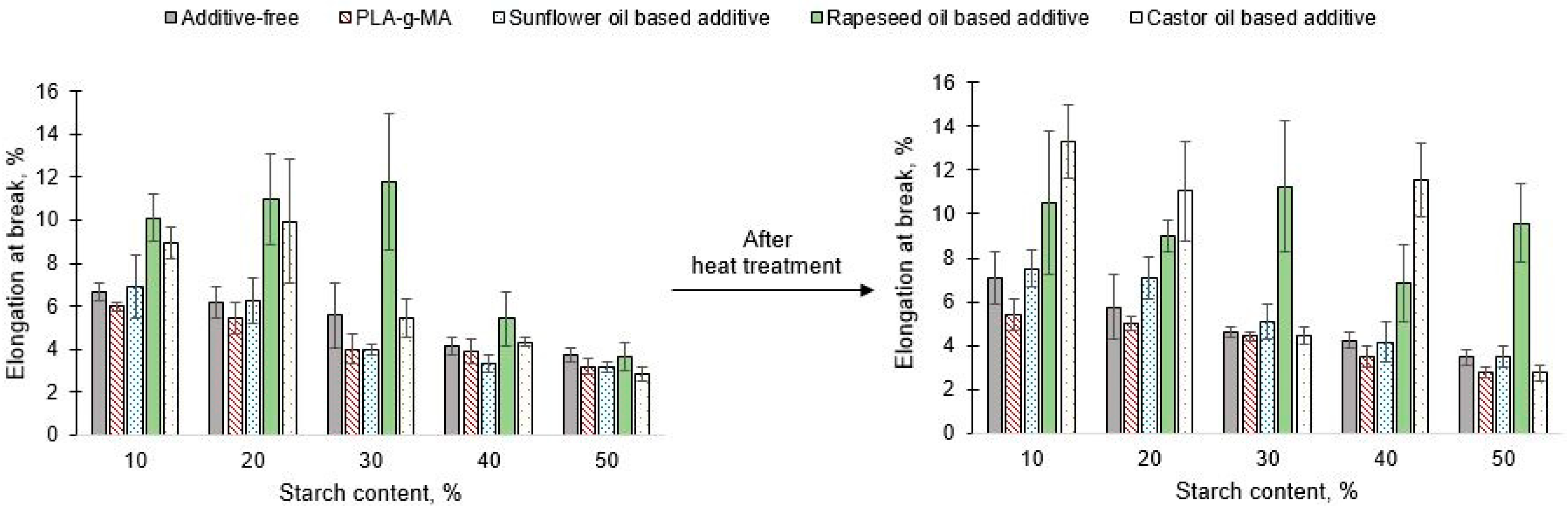
3.3.1. Results
3.3.2. Summary of Mechanical Properties
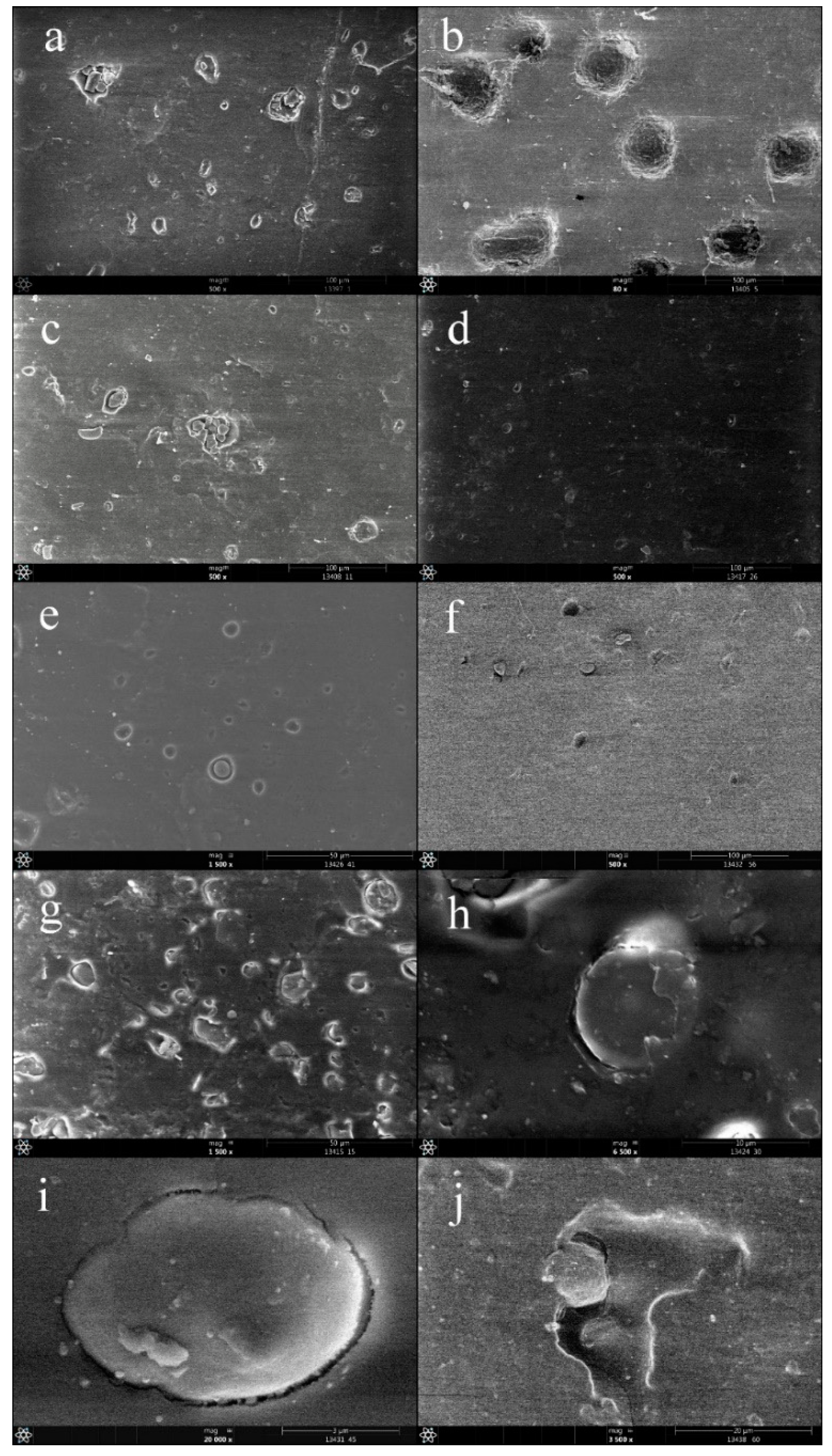
3.4. Morphological Examination of the Structure
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Méité, N.; Konan, L.K.; Tognonvi, M.T.; Doubi, B.I.H.G.; Gomina, M.; Oyetola, S. Properties of hydric and biodegradability of cassava starch-based bioplastics reinforced with thermally modified kaolin. Carbohyd. Polym. 2021, 254, 117322. [Google Scholar] [CrossRef] [PubMed]
- Ashter, S.A. Introduction to Bioplastics Engineering, 1st ed.; William Andrew: Noewich, NY, USA, 2016; pp. 1–17. [Google Scholar] [CrossRef]
- Rendón-Villalobos, R.; Ortíz-Sánchez, A.; Tovar-Sánchez, E.; Flores-Huicochea, E. The Role of Biopolymers in Obtaining Environmentally Friendly Materials. In Composites from Renewable and Sustainable Materials; IntechOpen: Rijeka, Croatia, 2016; pp. 151–159. [Google Scholar] [CrossRef] [Green Version]
- Encalada, K.; Belén, M.; Proaño, E.; Valle, V. An overview of starch-based biopolymers and their biodegradability. Artículo Investigación. Revista Ciencia e Ingeniería 2018, 39, 245–258. [Google Scholar]
- Muller, J.; González-Martínez, C.; Chiralt, A. Combination of Poly(lactic) Acid and Starch for Biodegradable Food Packaging. Materials 2017, 10, 952. [Google Scholar] [CrossRef] [PubMed]
- Esmaeili, M.; Pircheraghi, G.; Bagheri, R.; Altstädt, V. Poly(lactic acid)/coplasticized thermoplastic starch blend: Effect of plasticizer migration on rheological and mechanical properties. Polym. Adv. Technol. 2018, 30, 1–13. [Google Scholar] [CrossRef]
- Koh, J.J.; Zhang, X.; He, C. Fully biodegradable Poly(lactic acid)/Starch blends: A review of toughening strategies. Int. J. Biol. Macromol. 2018, 109, 99–113. [Google Scholar] [CrossRef] [PubMed]
- Ohkita, T.; Lee, S.-H. Thermal degradation and biodegradability of poly (lactic acid)/corn starch biocomposites. J. Appl. Polym. Sci. 2006, 100, 3009–3017. [Google Scholar] [CrossRef]
- Carbonell-Verdu, A.; Ferri, J.M.; Dominici, F.; Boronat, T.; Sanchez-Nacher, L.; Balart, R.; Torre, L. Manufacturing and compatibilization of PLA/PBAT binary blends by cottonseed oil-based derivatives. Express Polym. Lett. 2018, 12, 808–823. [Google Scholar] [CrossRef]
- Ding, Y.; Feng, W.; Huang, D.; Lu, B.; Wang, P.; Wang, G.; Ji, J. Compatibilization of immiscible PLA-based biodegradable polymer blends using amphiphilic di-block copolymers. Eur. Polym. J. 2019, 118, 45–52. [Google Scholar] [CrossRef]
- Ajitha, A.R.; Sabu, T. Introduction: Polymer blends, thermodynamics, miscibility, phase separation, and compatibilization. In Compatibilization of Polymer Blends, Micro and Nano Scale Phase Morphologies, Interphase Characterization and Properties; Elsevier Science: Amsterdam, The Netherlands, 2020; pp. 1–29. [Google Scholar] [CrossRef]
- Seier, M.; Stanic, S.; Koch, T.; Archodoulaki, V.-M. Effect of Different Compatibilization Systems on the Rheological, Mechanical and Morphological Properties of Polypropylene/Polystyrene Blends. Polymers 2020, 12, 2335. [Google Scholar] [CrossRef] [PubMed]
- Raj, A.; Samuel, C.; Prashantha, K. Role of Compatibilizer in Improving the Properties of PLA/PA12 Blends. Front. Mater. 2020, 7, 193. [Google Scholar] [CrossRef]
- Garcia-Campo, M.; Quiles-Carrillo, L.; Masia, J.; Reig-Pérez, M.; Montanes, N.; Balart, R. Environmentally Friendly Compatibilizers from Soybean Oil for Ternary Blends of Poly(lactic acid)-PLA, Poly(ε-caprolactone)-PCL and Poly(3-hydroxybutyrate)-PHB. Materials 2017, 10, 1339. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Stuart, B.H. Infrared Spectroscopy: Fundamentals and Application; John Wiley & Sons Ltd: Hoboken, NJ, USA, 2004; pp. 71–74. ISBN 978-0-470-85428-0. [Google Scholar]
- Prakash, T.; Geo, V.E.; Martin, L.J.; Nagalingam, B. Effect of ternary blends of bio-ethanol, diesel and castor oil on performance, emission and combustion in a CI engine. Renew. Energy 2018, 122, 301–309. [Google Scholar] [CrossRef]
- Wu, F.; Musa, O.M. Vegetable Oil–Maleic Anhydride and Maleimide Derivatives: Syntheses and Properties. In Handbook of Maleic Anhydride Based Materials: Synthesis, Properties and Application; Springer International Publishing Switzerland: Berlin/Heidelberg, Germany, 2016; pp. 151–210. [Google Scholar] [CrossRef]
- Monfreda, M.; Gobbi, L.; Grippa, A. Blends of olive oil and sunflower oil: Characterisation and olive oil quantification using fatty acid composition and chemometric tools. Food Chem. 2012, 134, 2283–2290. [Google Scholar] [CrossRef] [PubMed]
- Encinar, J.M.; Pardal, A.; Sánchez, N.; Nogales, S. Biodiesel by Transesterification of Rapeseed Oil Using Ultrasound: A Kinetic Study of Base-Catalysed Reactions. Energies 2018, 11, 2229. [Google Scholar] [CrossRef] [Green Version]
- Stefanoiu, F.; Candy, L.; Vaca-Garcia, C.; Borredon, E. Kinetics and mechanism of the reaction between maleic anhydride and fatty acid esters and the structure of the products. Eur. J. Lipid Sci. Technol. 2008, 110, 441–447. [Google Scholar] [CrossRef] [Green Version]
- Ke, T.; Sun, X. Effects of Moisture Content and Heat Treatment on the Physical Properties of Starch and Poly(lactic acid) Blends. J. Appl. Polim. Sci. 2001, 81, 3069–3082. [Google Scholar] [CrossRef]
- Ke, T.; Sun, X. Physical Properties of Poly(Lactic Acid) and Starch Composites with Various Blending Ratios. Cereal Chem. 2000, 77, 761–768. [Google Scholar] [CrossRef]
- Khalid, S.; Yu, L.; Meng, L.; Liu, H.; Ali, A.; Chen, L. Poly(lactic acid)/starch composites: Effect of microstructure and morphology of starch granules on performance. J. Appl. Polim. Sci. 2017, 134, 45504. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Sunflower Oil | Sunflower Oil-Based Additive | Rapeseed Oil | Rapeseed Oil-Based Additive | Castor Oil | Castor Oil-Based Additive |
|---|---|---|---|---|---|---|
| Mw, g/mol | - | 8360 | - | 9680 | - | 11,910 |
| Mn, g/mol | - | 6300 | - | 6570 | - | 8280 |
| Polydispersity | - | 1.30 | - | 1.36 | - | 1.25 |
| Acid number, mg KOH/g sample | 3.3 | 54.1 | 8.6 | 46.2 | 2.9 | 45.4 |
| Ionide-bromide number, I2/100 g sample | 106.7 | 84.6 | 101.2 | 75.5 | 93.3 | 75.5 |
| MA-content, mg MA/g sample | - | 1.4 | - | 1.5 | - | 1.6 |
| Properties | SFO-MB | RSO-MB | CO-MB | PLA-g-MA |
|---|---|---|---|---|
| Active agent | Sunflower oil-based additive | Rapeseed oil-based additive | Castor oil-based additive | PLA-g-MA |
| Additive content, % | 10 | 10 | 10 | 10 |
| MFI, g/10min (5.00 kg, 190 °C) | 10.7 | 10.3 | 10.1 | 8.6 |
| Starch Content, % | Unconditioned Blends | Conditioned Blends | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Tensile Strength | Charpy Impact Strength | Tensile Modulus | Flexural Modulus | Elongation at Break | Tensile Strength | Charpy Impact Strength | Tensile Modulus | Flexural Modulus | Elongation at Break | |
| 10 | − | − | − | + | + | − | − | − | + | + |
| 20 | − | − | − | − | + | − | + | − | − | + |
| 30 | − | + | + | − | − | − | + | + | − | + |
| 40 | − | + | − | − | + | − | + | − | − | + |
| 50 | − | − | − | − | − | − | − | − | − | − |
| Starch Content, % | Unconditioned Blends | Conditioned Blends | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Tensile Strength | Charpy Impact Strength | Tensile Modulus | Flexural Modulus | Elongation at Break | Tensile Strength | Charpy Impact Strength | Tensile Modulus | Flexural Modulus | Elongation at Break | |
| 10 | − | + | − | + | + | − | + | − | + | + |
| 20 | − | + | − | − | + | − | − | − | − | + |
| 30 | − | + | − | − | + | − | + | − | − | + |
| 40 | − | + | − | + | + | − | + | − | − | + |
| 50 | − | + | − | − | + | − | + | − | − | + |
| Starch Content, % | Unconditioned Blends | Conditioned Blends | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Tensile Strength | Charpy Impact Strength | Tensile Modulus | Flexural Modulus | Elongation at Break | Tensile Strength | Charpy Impact Strength | Tensile Modulus | Flexural Modulus | Elongation at Break | |
| 10 | − | − | − | + | + | + | − | − | + | + |
| 20 | − | + | − | + | + | − | − | − | + | + |
| 30 | − | + | + | − | − | + | + | + | + | + |
| 40 | − | + | − | + | − | − | + | + | + | − |
| 50 | − | − | − | + | − | − | + | + | + | − |
| Starch Content, % | Unconditioned Blends | Conditioned Blends | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Tensile Strength | Charpy Impact Strength | Tensile Modulus | Flexural Modulus | Elongation at Break | Tensile Strength | Charpy Impact Strength | Tensile Modulus | Flexural Modulus | Elongation at Break | |
| 10 | − | − | − | + | − | + | − | + | + | − |
| 20 | − | − | − | + | − | − | − | + | + | − |
| 30 | − | − | − | + | − | + | − | + | + | − |
| 40 | − | − | − | + | − | − | − | + | + | − |
| 50 | − | − | − | + | − | − | − | + | + | − |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nagy, B.; Miskolczi, N.; Eller, Z. Improving Mechanical Properties of PLA/Starch Blends Using Masterbatch Containing Vegetable Oil Based Active Ingredients. Polymers 2021, 13, 2981. https://doi.org/10.3390/polym13172981
Nagy B, Miskolczi N, Eller Z. Improving Mechanical Properties of PLA/Starch Blends Using Masterbatch Containing Vegetable Oil Based Active Ingredients. Polymers. 2021; 13(17):2981. https://doi.org/10.3390/polym13172981
Chicago/Turabian StyleNagy, Bianka, Norbert Miskolczi, and Zoltán Eller. 2021. "Improving Mechanical Properties of PLA/Starch Blends Using Masterbatch Containing Vegetable Oil Based Active Ingredients" Polymers 13, no. 17: 2981. https://doi.org/10.3390/polym13172981
APA StyleNagy, B., Miskolczi, N., & Eller, Z. (2021). Improving Mechanical Properties of PLA/Starch Blends Using Masterbatch Containing Vegetable Oil Based Active Ingredients. Polymers, 13(17), 2981. https://doi.org/10.3390/polym13172981