
Physical-Mechanical Properties of Bamboo Fiber Composites Using Filament Winding



Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
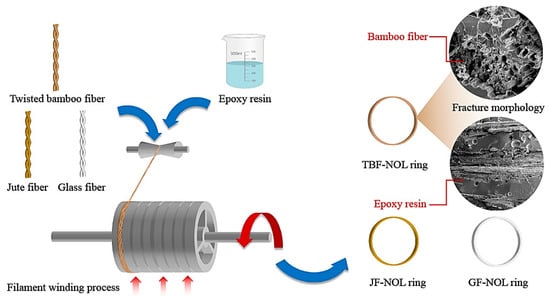
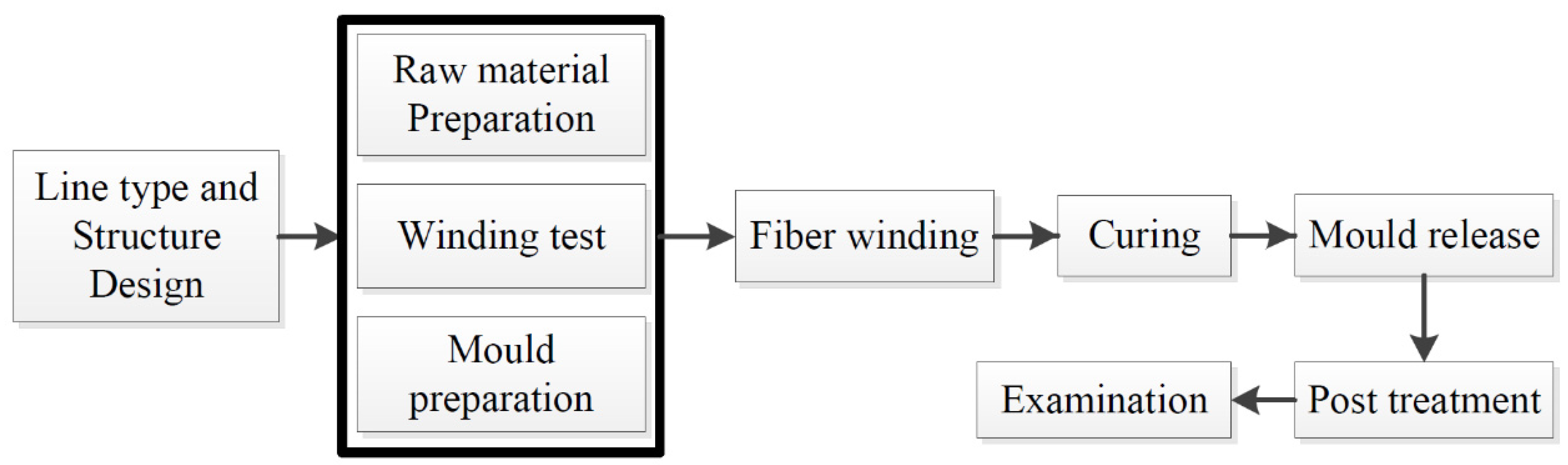
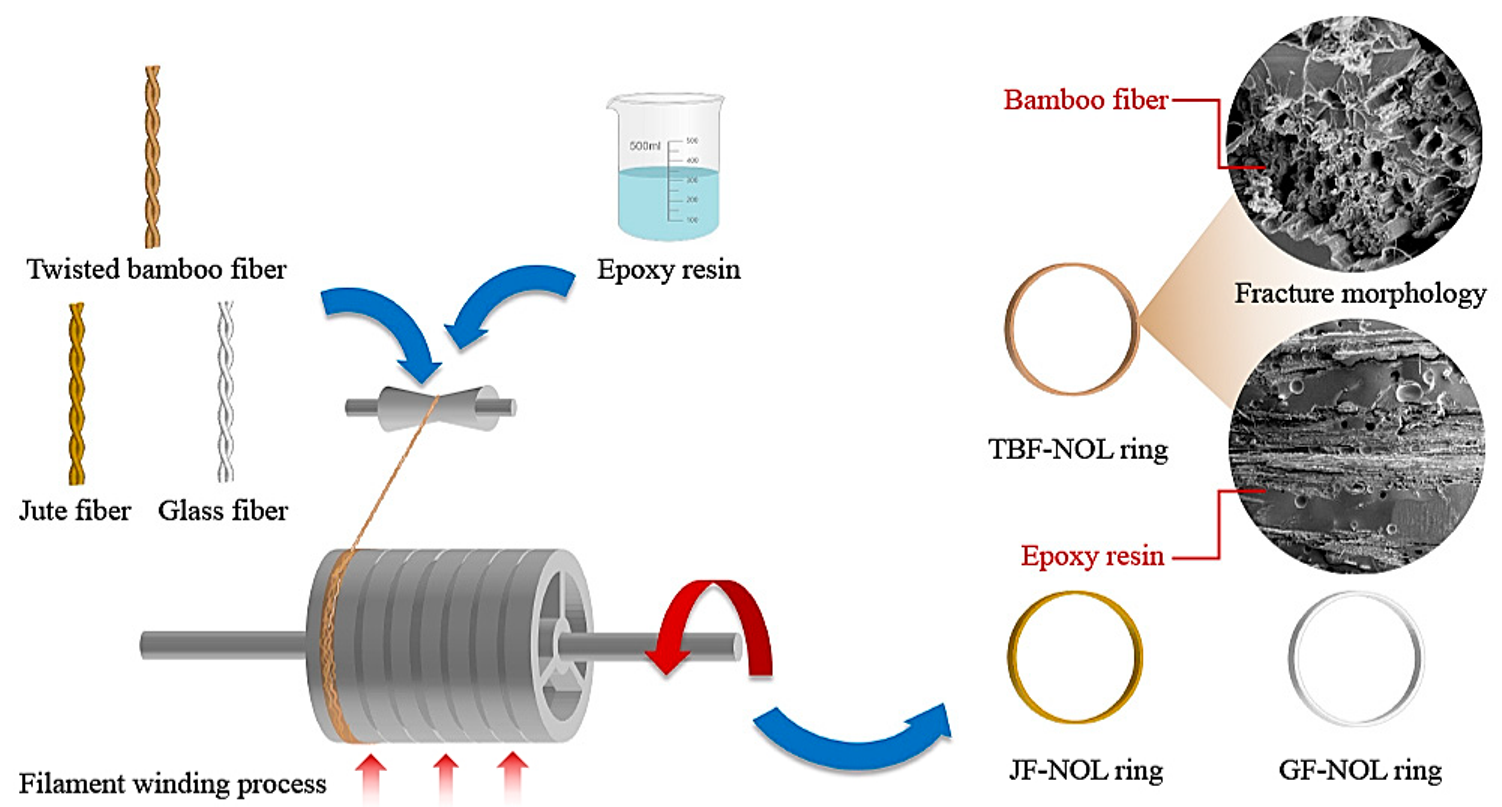
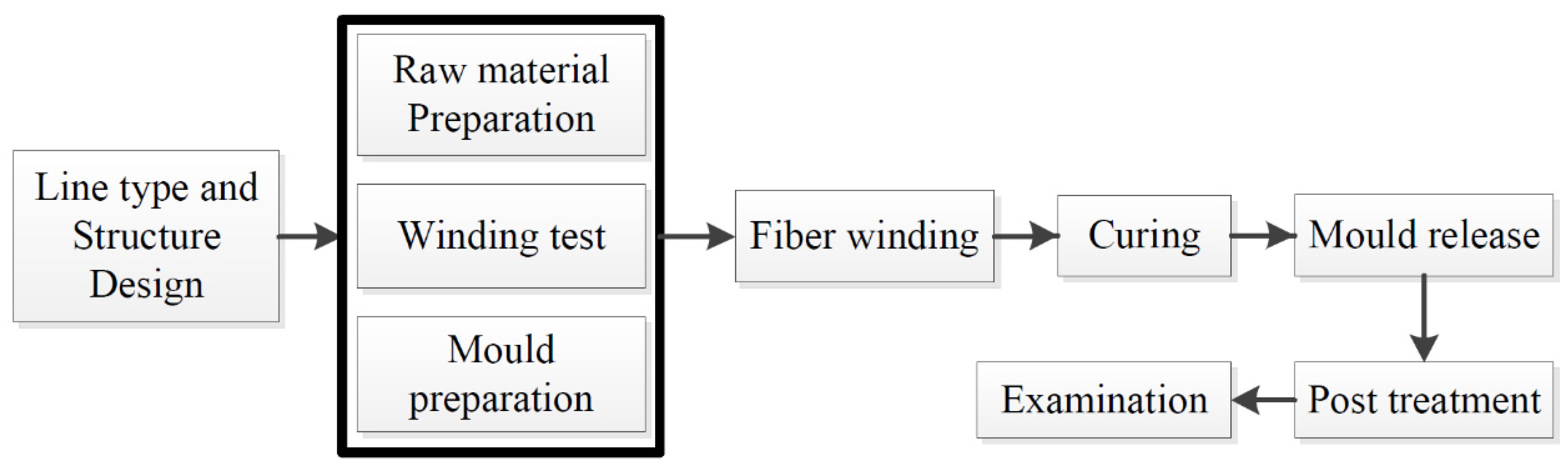
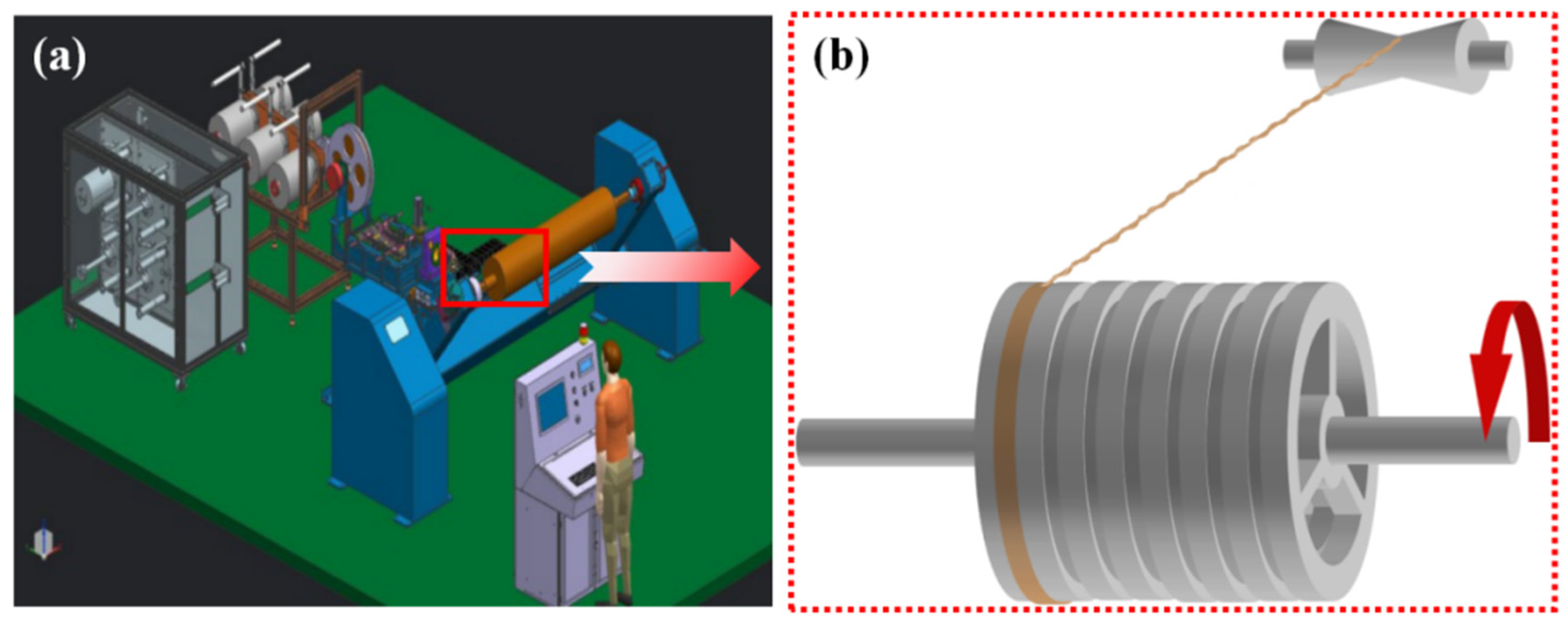
2.2. Composite Preparation NOL
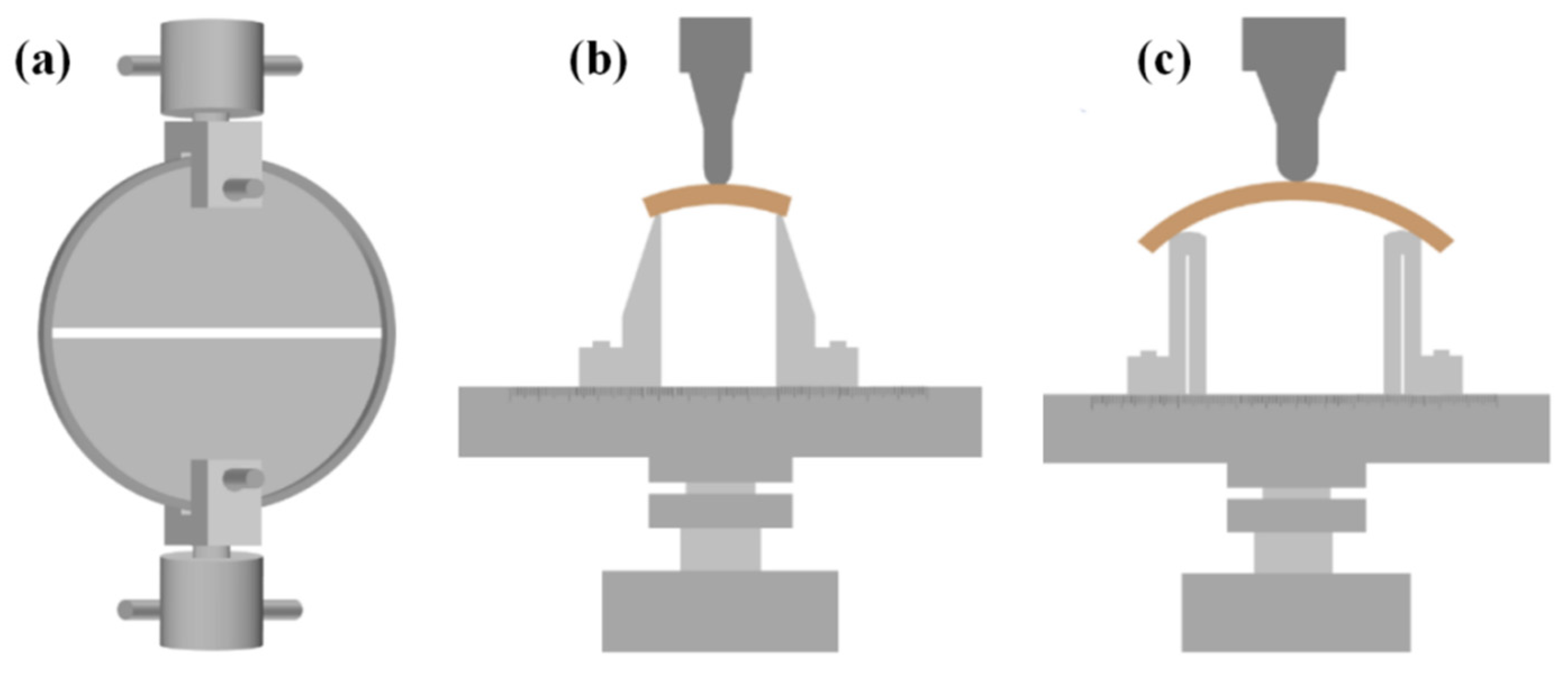
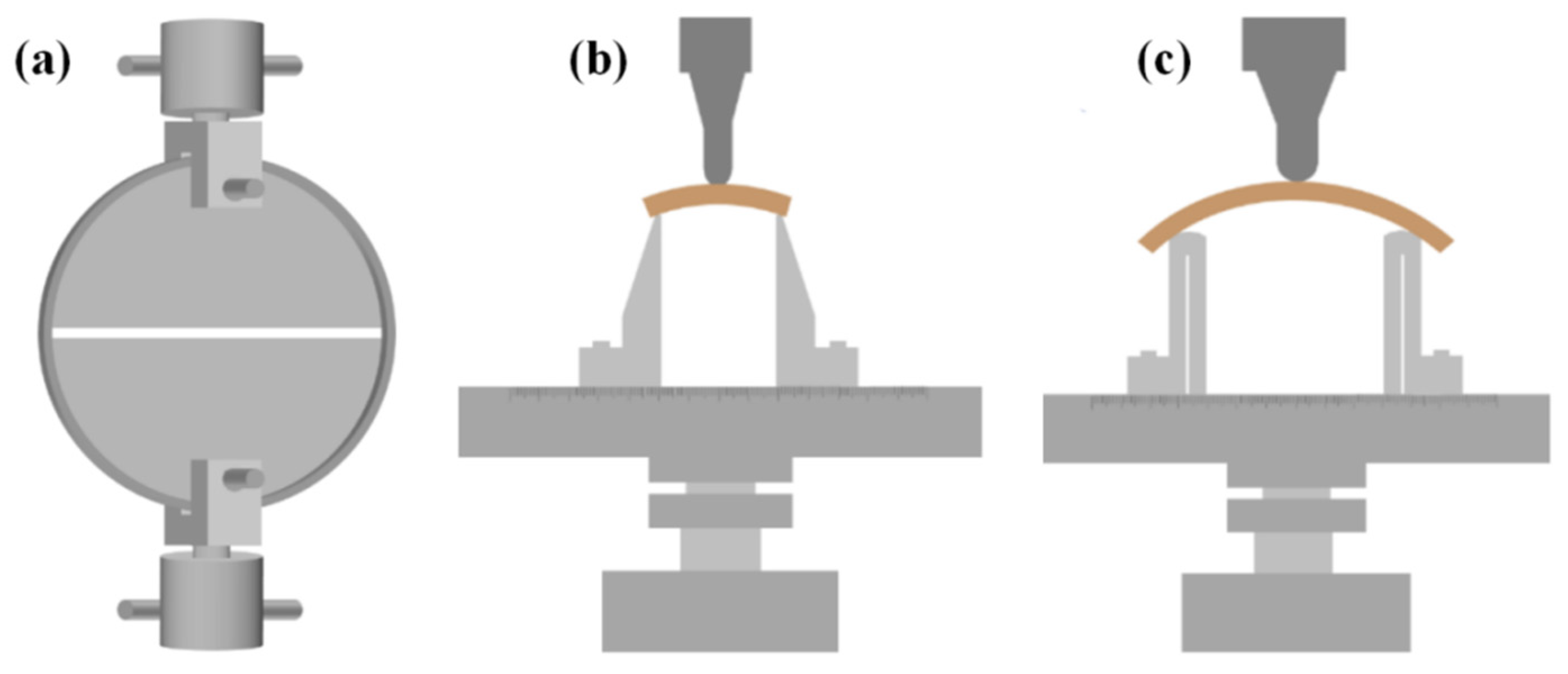
2.3. Mechanical Performance Testing
2.4. Dynamic Mechanical Analysis (DMA)
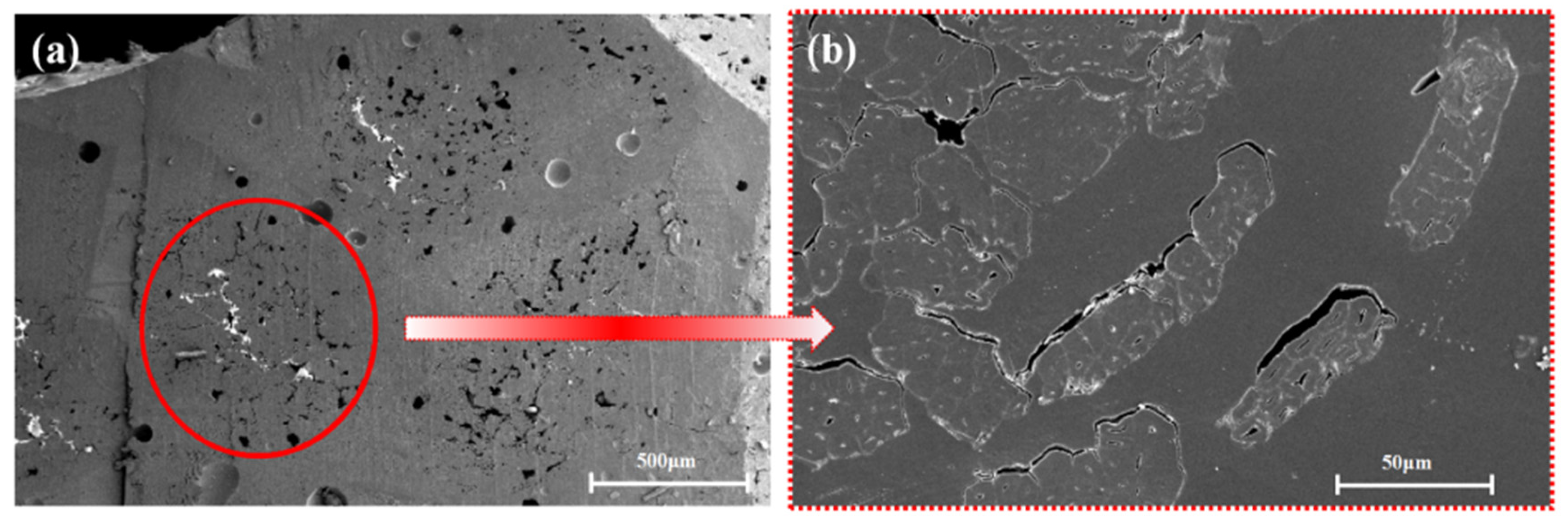
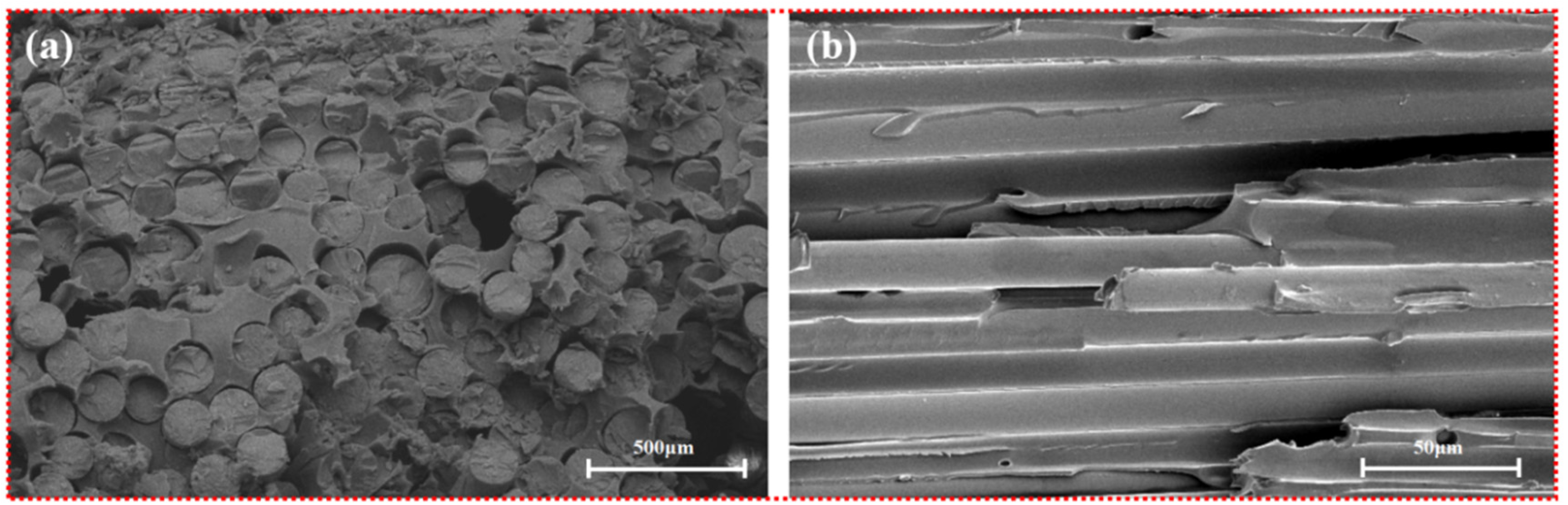
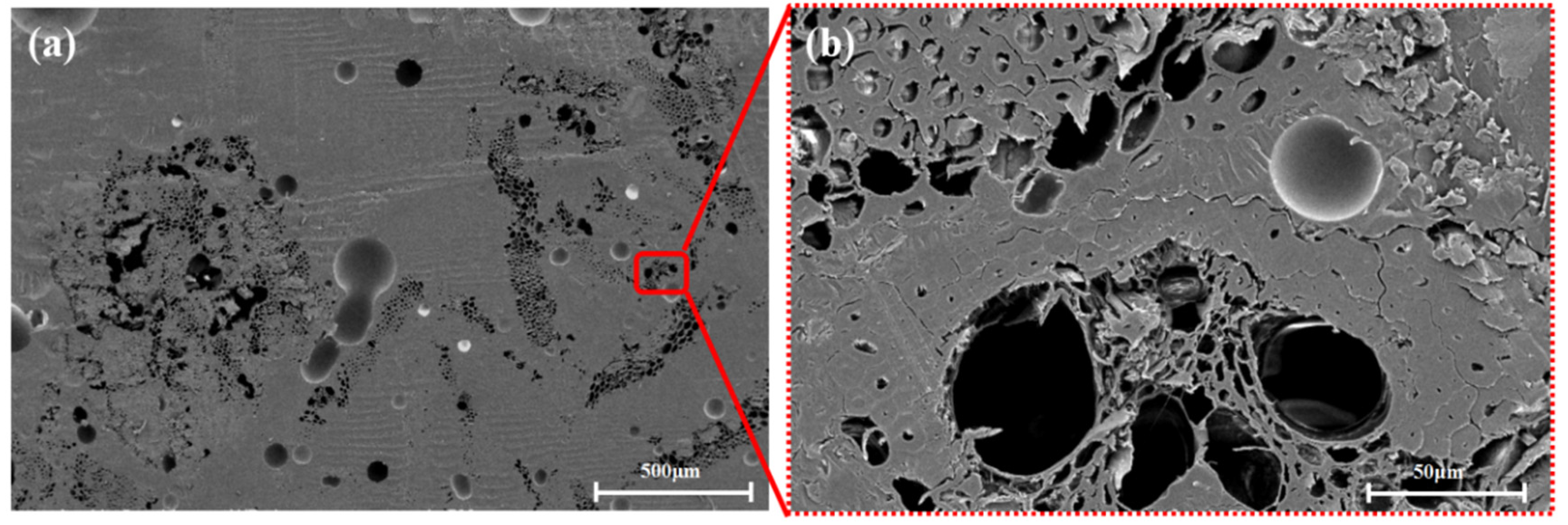
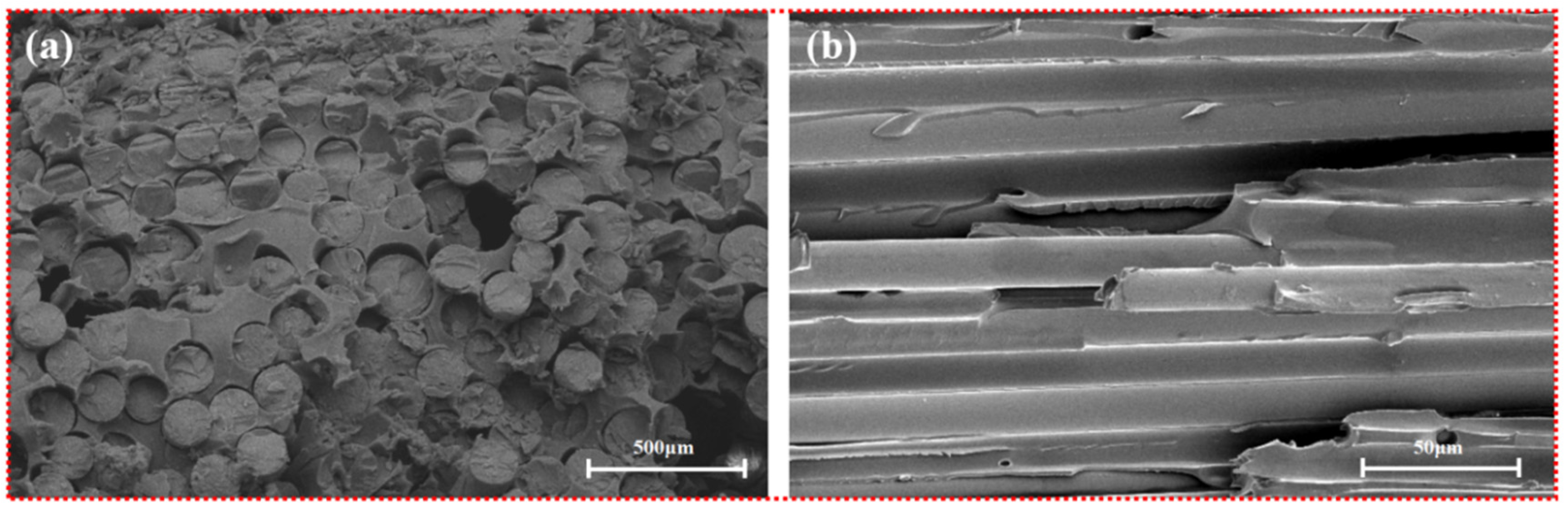
2.5. Morphology Observation
2.6. Statistical Analysis
3. Results and Discussion
3.1. Mechanical Performance
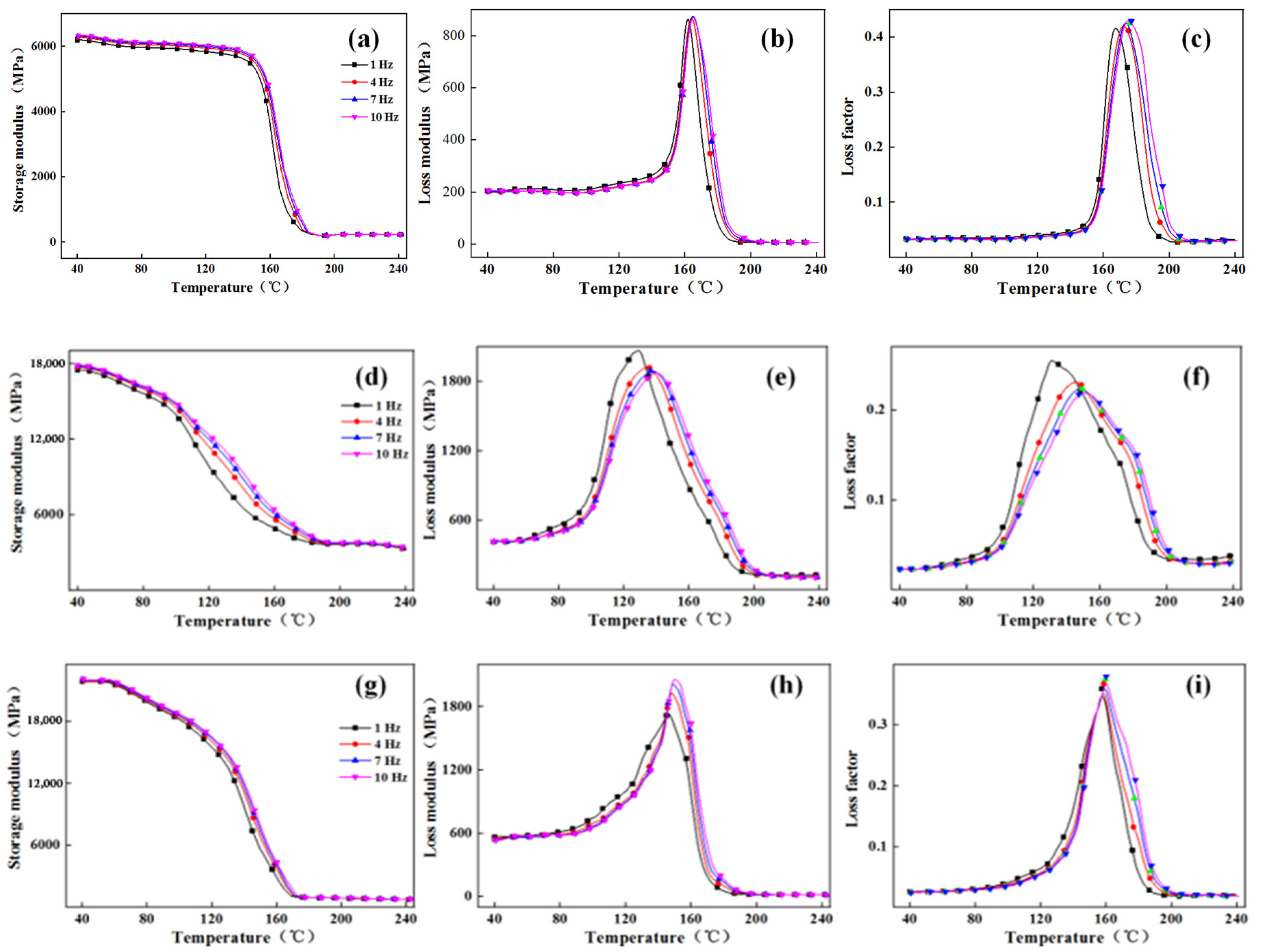
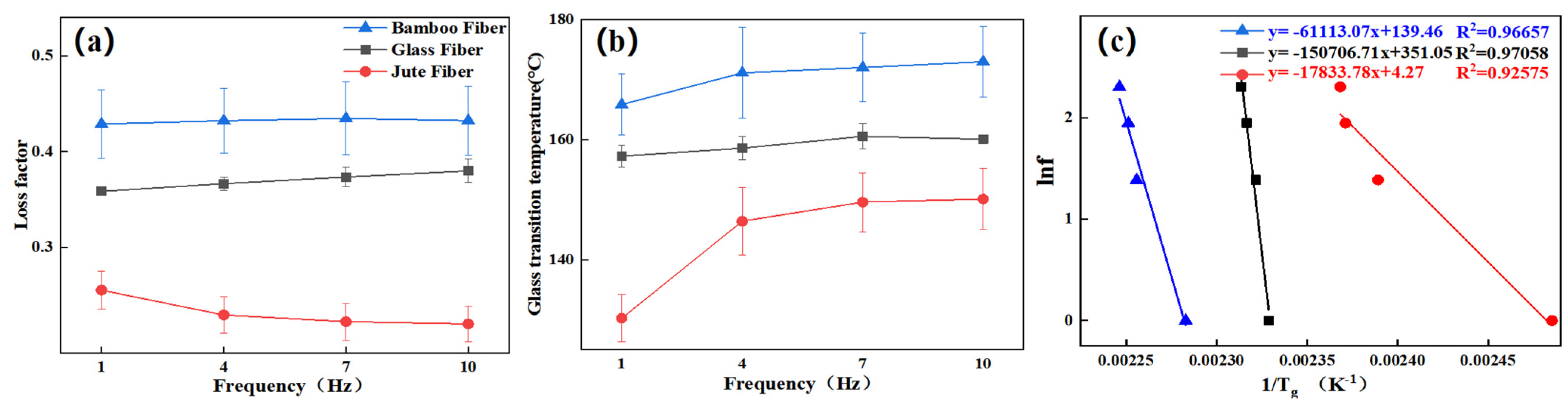
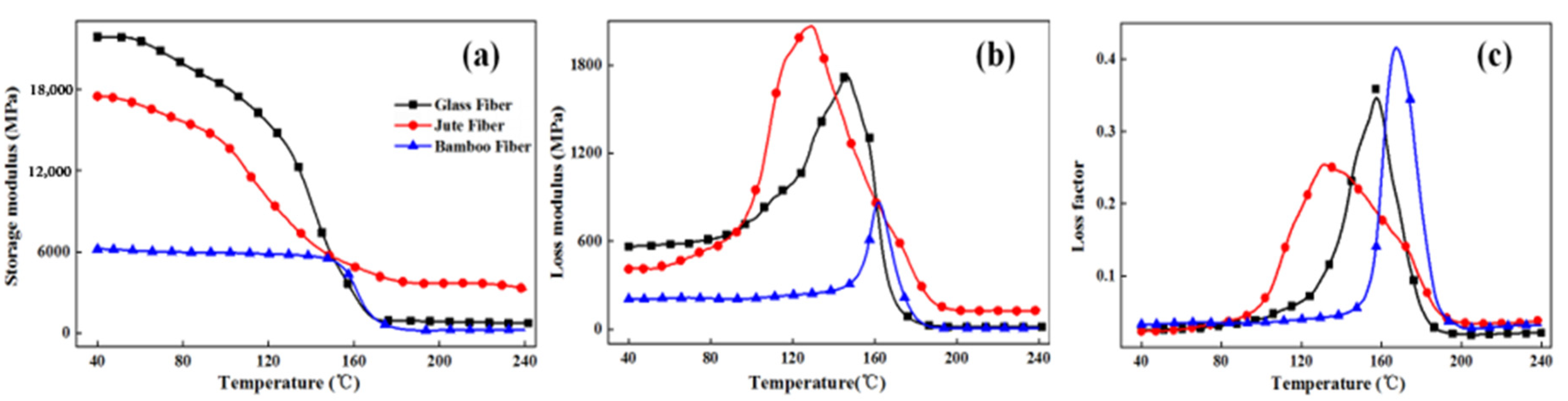
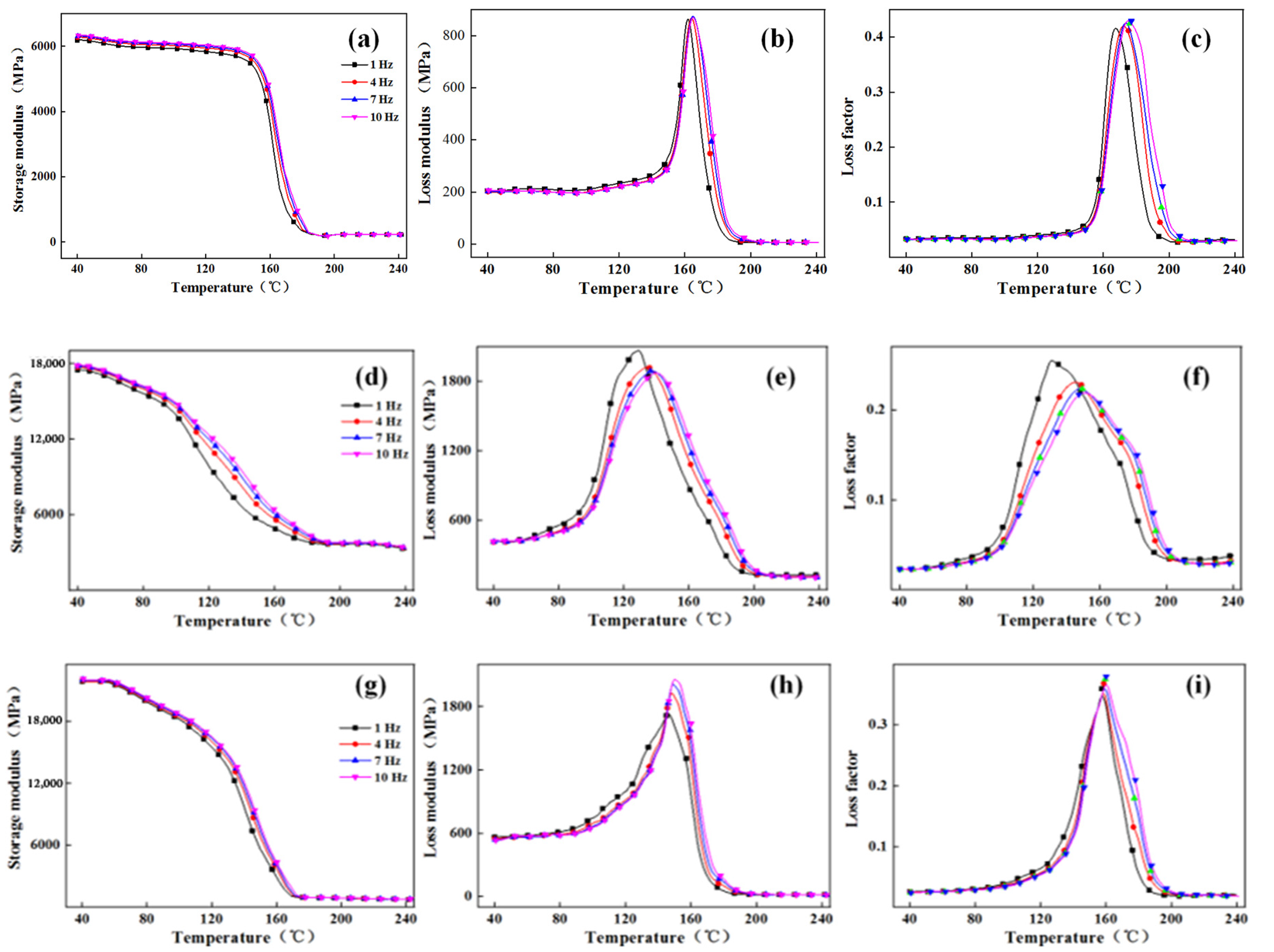
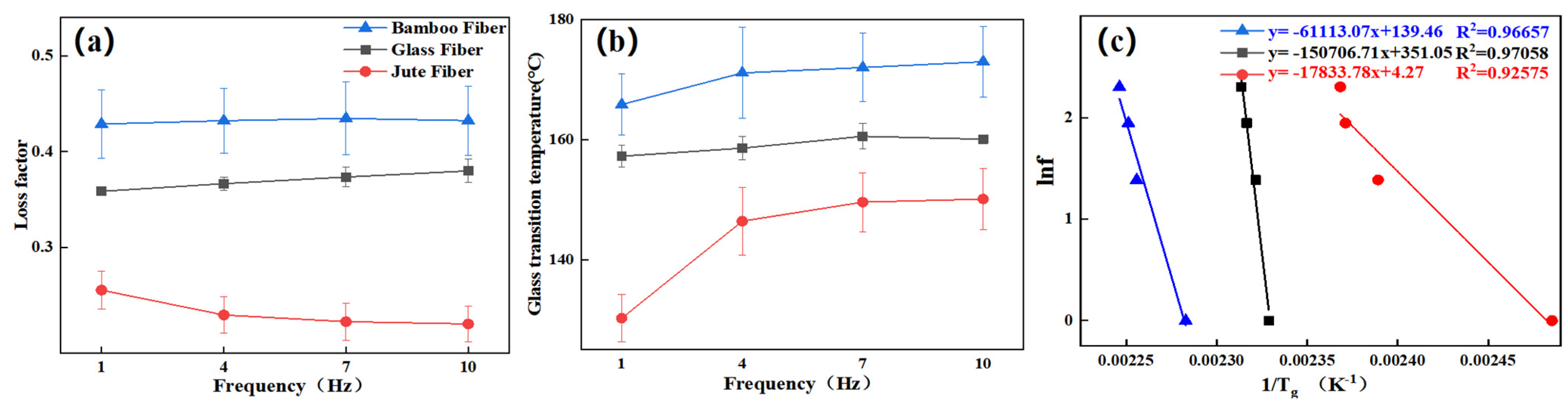
3.2. Thermodynamic Mechanical Performance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Joshi, S.V.; Drzal, L.T.; Mohanty, A.K.; Arora, S. Are natural fiber composites environmentally superior to glass fiber reinforced composites? Compos. Part A Appl. Sci. Manuf. 2004, 35, 371–376. [Google Scholar] [CrossRef]
- Zelazinski, T.; Ekielski, A.; Tulska, E.; Vladut, V.; Durczak, K. Wood dust application for improvement of selected properties of thermoplastic starch. INMATEH 2019, 58, 37–44. [Google Scholar]
- Borowski, P.F. Innovation strategy on the example of companies using bamboo. J. Innov. Entrep. 2021, 10, 1–17. [Google Scholar] [CrossRef]
- Sun, X.; He, M.; Li, Z. Novel engineered wood and bamboo composite for structural applications: State-of-art of manufacturing technology and mechanical performance evaluation. Constr. Build. Mater. 2020, 249, 118751. [Google Scholar] [CrossRef]
- Wang, G.; Shi, S.; Wang, J.W.; Yu, Y.; Cao, S.P.; Cheng, H.T. Tensile properties of four types of individual cellulosic fibers. Wood Fiber Sci. 2011, 43, 353–364. [Google Scholar]
- Chen, H.; Yu, Y.; Zhong, T.; Wu, Y.; Li, Y.; Wu, Z.; Fei, B. Effect of alkali treatment on microstructure and mechanical properties of individual bamboo fibers. Cellulose 2017, 24, 333–347. [Google Scholar] [CrossRef]
- Osorio, L.; Trujillo, E.; Lens, F.; Ivens, J.; Verpoest, I.; Van Vuure, A. In-depth study of the microstructure of bamboo fibres and their relation to the mechanical properties. J. Reinf. Plast. Compos. 2018, 37, 1099–1113. [Google Scholar] [CrossRef]
- Gujjala, R.; Ojha, S.; Acharya, S.; Pal, S. Mechanical properties of woven jute–glass hybrid-reinforced epoxy composite. J. Compos. Mater. 2014, 48, 3445–3455. [Google Scholar] [CrossRef]
- Li, Y.; Xie, L.; Ma, H. Permeability and mechanical properties of plant fiber reinforced hybrid composites. Mater. Des. 2015, 86, 313–320. [Google Scholar] [CrossRef]
- Zhang, Z.; Li, Y.; Chen, C. Synergic effects of cellulose nanocrystals and alkali on the mechanical properties of sisal fibers and their bonding properties with epoxy. Compos. Part A Appl. Sci. Manuf. 2017, 101, 480–489. [Google Scholar] [CrossRef]
- Wang, C.C.; Cheng, H.T.; Xian, Y.; Wang, G.; Zhang, S.B. Improving dynamic mechanical property of bamboo pulp fiber reinforced epoxy resin composite treated by nano calcium carbonate. Trans. Chin. Soc. Agric. Eng. 2017, 33, 281–287. [Google Scholar]
- Qian, S.; Wang, H.; Zarei, E.; Sheng, K. Effect of hydrothermal pretreatment on the properties of moso bamboo particles reinforced polyvinyl chloride composites. Compos. Part B Eng. 2015, 82, 23–29. [Google Scholar] [CrossRef]
- Saba, N.; Jawaid, M.; Alothman, O.Y.; Paridah, M.; Hassan, A. Recent advances in epoxy resin, natural fiber-reinforced epoxy composites and their applications. J. Reinf. Plast. Compos. 2015, 35, 447–470. [Google Scholar] [CrossRef]
- Mittal, V.; Saini, R.; Sinha, S. Natural fiber-mediated epoxy composites—A review. Compos. Part B Eng. 2016, 99, 425–435. [Google Scholar] [CrossRef]
- Wang, G.; Cheng, H.T.; Gu, S.H.; Wang, C.C.; Zhang, W.F. Classification and Application Status of Bamboo Profile. China For. Prod. Ind. 2018, 45, 1–5. [Google Scholar]
- Hebel, D.E.; Javadian, A.; Heisel, F.; Schlesier, K.; Griebel, D.; Wielopolski, M. Process-controlled optimization of the tensile strength of bamboo fiber composites for structural applications. Compos. Part B Eng. 2014, 67, 125–131. [Google Scholar] [CrossRef]
- Yu, Z.X.; Jiang, Z.H.; Wang, G.; Zhang, W.F.; Chen, F.M. Mechanical properties of laminated bamboo scrimber in hygrothermal environment. J. Cent. South Univ. For. Technol. 2012, 32, 127–130. [Google Scholar]
- Kushwaha, P.K.; Kumar, R. Studies on water absorption of bamboo-epoxy composites: Effect of silane treatment of mercerized bamboo. J. Appl. Polym. Sci. 2010, 115, 1846–1852. [Google Scholar] [CrossRef]
- Xu, J.Z.; Qiao, M.; You, B.; Wang, X.Y. The research of in-situ modeling process for fiber winding composite shell. Mater. Sci. Technol. 2009, 17, 191–194. [Google Scholar]
- Khennane, A. Filament winding processes in the manufacture of advanced fibre-reinforced polymer (FRP) composites. In Advanced Fibre-Reinforced Polymer (FRP) Composites for Structural Applications; Woodhead Publishing Limited: Shaxton, UK, 2013; pp. 187–206. [Google Scholar]
- Żelaziński, T. Properties of biocomposites from rapeseed meal, fruit pomace and microcrystalline cellulose made by press pressing: Mechanical and physicochemical characteristics. Materials 2021, 14, 890. [Google Scholar] [CrossRef]
- Wang, C.; Smith, L.M.; Wang, G.; Shi, S.Q.; Cheng, H.; Zhang, S. Characterization of interfacial interactions in bamboo pulp fiber/high-density polyethylene composites treated by nano CaCO3 impregnation modification using fractal theory and dynamic mechanical analysis. Ind. Crop. Prod. 2019, 141, 111712. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Index | Density (g/cm3) | Tensile Strength (MPa) | Shearing Strength (MPa) | Bending Properties | ||
|---|---|---|---|---|---|---|
| Strength (MPa) | Modulus (MPa) | Surface Strain (%) | ||||
| TBF-NOL * | 0.974 (0.09) | 45.62 (4.30) | 18.31 (1.89) | 105.41 (12.05) | 3523.24 (328.01) | 2.03 (0.21) |
| JF-NOL | 1.088 (0.08) | 128.53 (9.51) | 22.31 (1.85) | 114.33 (10.76) | 2159.78 (157.36) | 8.29 (0.68) |
| GF-NOL | 1.901 (0.02) | 885.81 (12.47) | 37.53 (0.86) | 828.17 (28.22) | 12,508.46 (158.86) | 11.79 (0.26) |
| k Value | |||
|---|---|---|---|
| 40 °C | 120 °C | 200 °C | |
| TBF-NOL | 154.42 (17.16) | 190.61 (21.04) | 4.46 (0.44) |
| JF-NOL | 354.89 (32.19) | 2662.03 (240.06) | 108.61 (8.53) |
| GF-NOL | 252.33 (7.63) | 827.01 (24.93) | 14.75 (0.27) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, W.; Wang, C.; Gu, S.; Yu, H.; Cheng, H.; Wang, G. Physical-Mechanical Properties of Bamboo Fiber Composites Using Filament Winding. Polymers 2021, 13, 2913. https://doi.org/10.3390/polym13172913
Zhang W, Wang C, Gu S, Yu H, Cheng H, Wang G. Physical-Mechanical Properties of Bamboo Fiber Composites Using Filament Winding. Polymers. 2021; 13(17):2913. https://doi.org/10.3390/polym13172913
Chicago/Turabian StyleZhang, Wenfu, Cuicui Wang, Shaohua Gu, Haixia Yu, Haitao Cheng, and Ge Wang. 2021. "Physical-Mechanical Properties of Bamboo Fiber Composites Using Filament Winding" Polymers 13, no. 17: 2913. https://doi.org/10.3390/polym13172913
APA StyleZhang, W., Wang, C., Gu, S., Yu, H., Cheng, H., & Wang, G. (2021). Physical-Mechanical Properties of Bamboo Fiber Composites Using Filament Winding. Polymers, 13(17), 2913. https://doi.org/10.3390/polym13172913