
Understanding Wood Surface Chemistry and Approaches to Modification: A Review

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Surface Chemistry
3. Property and Modification
3.1. Moisture Sorption
3.2. Water Repellency
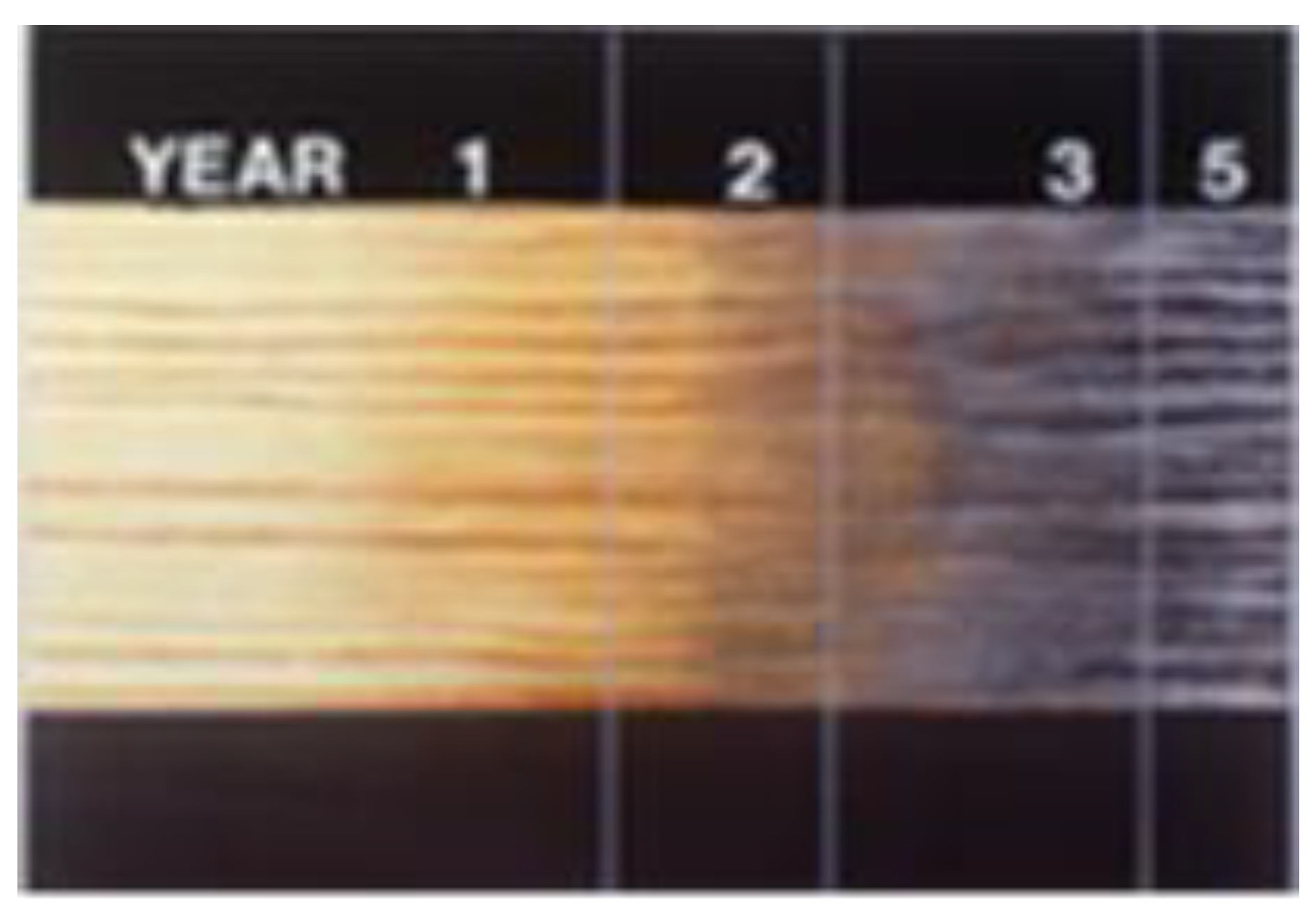
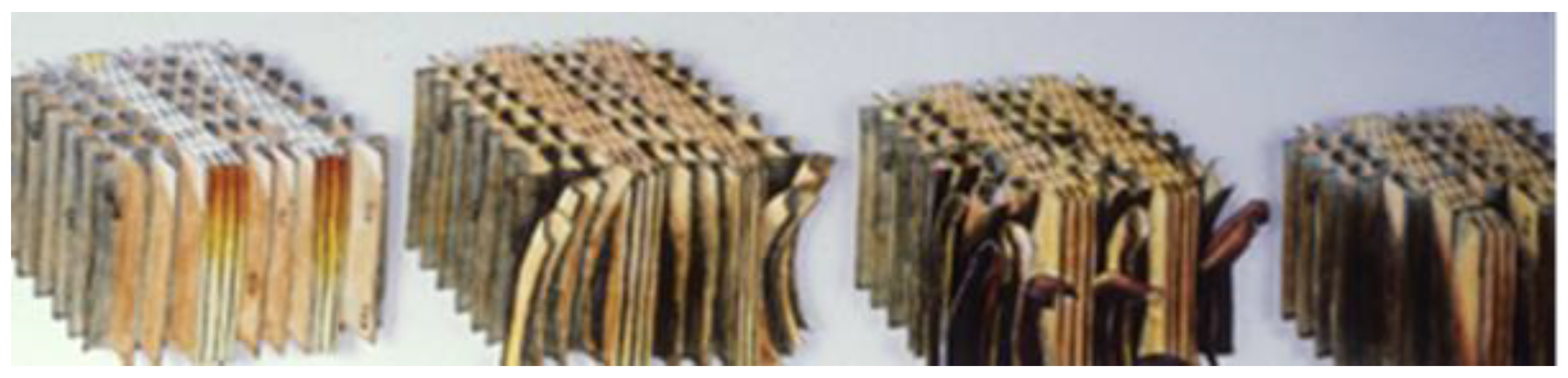
3.3. Weathering
3.4. Chemical Modification—Gas, Ketene, Cold Plasma
Acetic Anhydride→Acetylated Wood Acetic Acid
Ketene Acetylated Wood
3.5. Hardness
3.6. Adhesives
3.7. Coatings
3.8. Fire Protection
3.9. Mold, Mildew and Fungi
4. Conclusions
Funding
Conflicts of Interest
References
- Jirous-Rajkovic, V.; Turkulin, H.; Miller, E.R. Depth profile of UV-induced wood surface degradation. Coat. Int. Part B Coat. Trans. 2004, 87, 241–247. [Google Scholar] [CrossRef]
- Dent, R. WA multilayer theory for gas sorption. Part I: Sorption of a single gas. Textile Res. J. 1977, 47, 145–152. [Google Scholar] [CrossRef]
- Rowell, R.M. (Ed.) Handbook of Wood Chemistry and Wood Composites, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2013. [Google Scholar]
- Caulfield, D.F. The effect of cellulose on the structure of water. In Fibre-Water Interactions in Paper-Making; Clowes and Sons, Ltd.: London, UK, 1978. [Google Scholar]
- Tiemann, H.D. Wood Technology, 2nd ed.; Pitman Publishing Company: New York, NY, USA, 1944. [Google Scholar]
- Stamm, A.J. Wood and Cellulose Science; The Ronald Press Company: New York, NY, USA, 1964; 549p. [Google Scholar]
- Skaar, C. Wood-water relationships. In The Chemistry of Solid Wood; Rowell, R.M., Ed.; Advances in Chemistry Series; American Chemical Society: Washington, DC, USA, 1984; Volume 207, pp. 127–174. [Google Scholar]
- Okoh, K.A.I.; Skaa, C. Moisture sorption isotherms of wood and inner bark of ten southern U.S. hardwoods. Wood Fiber 1980, 12, 98–111. [Google Scholar]
- Patera, A.; Derome, D.; Griffa, M.; Carmeliet, J. Hysteresis in swelling and in sorption of wood tissue. J. Struct. Biol. 2013, 182, 226–234. [Google Scholar] [CrossRef]
- Nazirov, R.; Verkhovets, S.; Inzhutov, I.S.; Bazhenov, R.V.; Tarasov, I.V. Moisture sorption models for wood. Mag. Civ. Eng. 2017, 68, 26–36. [Google Scholar] [CrossRef][Green Version]
- Rowell, R.M.; Banks, W.B. Water Repellency and Dimensional Stability of Wood; USDA Forest Service General Technical Report FPL 50; Forest Products Laboratory: Madison, WI, USA, 1985; 24p. [Google Scholar]
- Rowell, R.M.; Youngs, R.L. Dimensional Stabilization of Wood in Use. USDA Forest Serv. Res. Note. FPL-0243; Forest Products Laboratory: Madison, WI, USA, 1981; 8p. [Google Scholar]
- Banks, W.B.; Voulgaridis, E. The performance of water repellents in the control of moisture absorption by wood exposed to the weather. In Records of the Annual Convention, British Wood Preservation Association; British Wood Preserevation Association: Cambridge, UK, 1980; pp. 43–53. [Google Scholar]
- Evans, P.D. Surface characterization. In Handbook of Wood Chemistry and Wood Composites; Rowell, R.M., Ed.; Taylor and Francis: Boca Raton, FL, USA, 2013; Chapter 7; pp. 151–216. [Google Scholar]
- Feist, W.C.; Hon, D.N.S. Chemistry and weathering and protection. In The Chemistry of Solid Wood; Rowell, R.M., Ed.; Advances in Chemistry Series 207; American Chemical Society: Washington, DC, USA, 1984; Chapter 11; pp. 401–451. [Google Scholar]
- Hon, D.N.S. Weathering reactions and protection of wood surfaces. J. Appl. Polym. Sci. 1983, 37, 845–864. [Google Scholar]
- Hon, D.N.S.; Minemura, N. Color and discoloration. In Wood and Cellulose Chemistry; Hon, D.N.S., Shiraishi, N., Eds.; Marcel Dekker: New York, NY, USA, 1991; pp. 395–454. [Google Scholar]
- Williams, R.S.; Knaebe, M.T.; Feist, W.C. Erosion rates of wood during natural weathering: Part II. Earlywood and latewood erosion rates. Wood Fiber Sci. 2001, 33, 43–49. [Google Scholar]
- Hon, D.N.S.; Ifju, G.; Feist, W.C. Characteristics of free radicals in wood. Wood Fiber 1980, 12, 121–130. [Google Scholar]
- Evans, P.D.; Michell, A.J.; Schmalzl, K.J. Studies of the degradation and protection of wood surfaces. Wood Sci. Technol. 1992, 26, 151–163. [Google Scholar] [CrossRef]
- Evans, P.D.; Urban, K.; Chowdhury, M.J.A. Surface checking of wood is increased by photodegradation caused by ultraviolet and visible light. Wood Sci. Technol. 2008, 42, 251–265. [Google Scholar] [CrossRef]
- Hon, D.N.S.; Feist, W.C. Weathering characteristics of hardwood surfaces. Wood Sci. Technol. 1986, 20, 169–183. [Google Scholar]
- Rowell, R.M.; Tillman, A.-M.; Simonson, R. Vapor phase acetylation of southern pine, Douglas fir, and aspen wood flakes. J. Wood Chem. Tech. 1986, 6, 293–309. [Google Scholar] [CrossRef]
- Rowell, R.M. Acetylation of wood: A journey from analytical technique to commercial reality. For. Prod. J. 2006, 56, 4–12. [Google Scholar]
- Tarkow, H. Acetylation of Wood with Ketene; Office Report; Forest Products Laboratory, USDA, Forest Service: Madison, WI, USA, 1945; 2p. [Google Scholar]
- Karlson, I.; Svalbe, K. Method of acetylating wood with gaseous ketene. Uchen. Zap. Latv. Univ. 1972, 166, 98–104. [Google Scholar]
- Karlson, I.; Svalbe, K. Method of acetylating wood with gaseous ketene. Latv. Lauksiamn. Akad. Raksti. 1977, 130, 10–21. [Google Scholar]
- Rowell, R.M.; Wang, R.H.S.; Hyatt, J.A. Flakeboards made from aspen and southern pine wood flakes reacted with gaseous ketene. J. Wood Chem. Technol. 1986, 6, 449–471. [Google Scholar] [CrossRef]
- Denes, F.S.; Cruz-Barba, L.E.; Manolache, S. Plasma treatment of wood. In Handbook of Wood Chemistry and Wood Composites; Rowell, R., Ed.; CRC Press: Boca Raton, FL, USA, 2005; Chapter 16; pp. 447–474. [Google Scholar]
- Viöl, W.; Avramidis, G.; Militz, H. Plasma treatment of wood. In Handbook of Wood Chemistry and Wood Composites; Rowell, R.M., Ed.; Taylor and Francis: Boca Raton, FL, USA, 2013; Chapter 17; pp. 627–658. [Google Scholar]
- Zanini, S.; Riccardi, C.; Orlandi, M.; Fornara, V.; Colombini, M.P.; Donato, D.I.; Legnaioli, S.; Palleschi, V. Wood coated with plasma-polymer for water repellence. Wood Sci. Technol. 2008, 42, 149–160. [Google Scholar] [CrossRef][Green Version]
- Wolkenhauer, A.; Avramidis, G.; Militz, H.; Viöl, W. Wood modification by atmospheric pressure plasma treatment. In Proceedings of the Third European Conference on Wood Modification, Cardiff, UK, 15–16 October 2007; pp. 271–274. [Google Scholar]
- Denes, A.R.; Tshabalala, M.A.; Rowell, R.; Denes, F.; Young, R.A. Hexamethyldisiloxane-Plasma Coating of Wood Surfaces for Creating Water Repellent Characteristics. Holzforschung 1999, 53, 318–326. [Google Scholar] [CrossRef]
- Meyer, J.A. Wood-polymer materials: State of the art. Wood Sci. 1981, 14, 49–54. [Google Scholar]
- Ibach, R.E.; Rowell, R.M. Lumen modification. In Handbook of Wood Chemistry and Wood Composites, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2013; Chapter 16; pp. 599–626. [Google Scholar]
- Laine, K.; Segerholm, K.; Wålinder, M.; Rautkari, L.; Hughes, M. Wood densification and thermal modification: Hardness, set-recovery and micromorphology. Wood Sci. Technol. 2016, 50, 883–894. [Google Scholar] [CrossRef]
- Rautkari, L.; Properzi, M.; Pichelin, F.; Hughes, M. Properties and set-recovery of surface densified Norway spruce and European beech. Wood Sci. Technol. 2010, 44, 679–691. [Google Scholar] [CrossRef]
- Inoue, M.; Norimoto, M.; Tanahashi, M.; Rowell, R.M. Steam or heat fixation of compressed wood. Wood Fiber Sci. 1993, 25, 224–235. [Google Scholar]
- Kutnar, A.; Rautkari, L.; Laine, K.; Hughes, M. Thermodynamic characteristics of surface densified solid Scots pine wood. Eur. J. Wood Wood Prod. 2012, 70, 727–734. [Google Scholar] [CrossRef]
- Laine, K.; Rautkari, L.; Hughes, M. The effect of process parameters on the hardness of surface densified Scots pine solid wood. Eur. J. Wood Wood Prod. 2013, 71, 13–16. [Google Scholar] [CrossRef]
- Rowell, R.M. Hardening of wood. In Proceedings of the 5th Nortic-Baltic Network in Wood Material Science and Engineering, Copenhagen, Denmark, 1–2 October 2009; pp. 5–11. [Google Scholar]
- Istek, A.; Aydemir, D.; Aksu, S. The effect of décor paper and resin type on the physical, mechanical, and surface quality properties of particleboards coated with impregnated décor papers. BioResour. 2010, 5, 1074–1083. [Google Scholar]
- Bardak, S.; Sarı, B.; Nemli, G.; Kırcı, H.; Baharoğlu, M. The effect of decor paper properties and adhesive type on some properties of particleboard. Int. J. Adhes. Adhes. 2011, 31, 412–415. [Google Scholar] [CrossRef]
- Gindl, M.; Reiterer, A.; Sinn, G.; Stanzl-Tschegg, S.E. Effects of surface ageing on wettability, surface chemistry, and adhesion of wood. Holz Roh Werkst 2004, 62, 273–280. [Google Scholar] [CrossRef]
- Konnerth, J.; Harper, D.; Lee, S.-H.; Rials, T.G.; Gindl, W. Adhesive penetration of wood cell walls investigated by scanning thermal microscopy (SThM). Holzforschung 2008, 62, 91–98. [Google Scholar] [CrossRef]
- Kamke, F.A.; Lee, J.N. Adhesive Penetration in Wood—A Review. Wood Fiber Sci. 2007, 39, 205–220. [Google Scholar]
- Johnson, S.E.; Kamke, F.A. Quantitative Analysis of Gross Adhesive Penetration in Wood Using Fluorescence Microscopy. J. Adhes. 1992, 40, 47–61. [Google Scholar] [CrossRef]
- Frihart, C.R. Adhesive Bonding and Performance Testing of Bonded Wood Products. J. ASTM Int. 2005, 2, 1–12. [Google Scholar] [CrossRef]
- Frihart, C.R. Adhesive groups and how they relate to the durability of bonded wood. J. Adhes. Sci. Technol. 2009, 23, 601–617. [Google Scholar] [CrossRef]
- Derikvand, M.; Fink, G. In Proceedings of the 63rd International Convention of Society of Wood Science and Technology, Online, 12 July 2020. pp. 12–17. Available online: https://www.swst.org/wp/wp-content/uploads/2021/03/SWST-2020-Proceedings-Final-4.pdine (accessed on 12 July 2020).
- Pizzi, A. Advanced Wood Adhesives Technology; Marcel Dekker, Inc.: New York, NY, USA, 1994; 289p. [Google Scholar]
- ASTM. Standard D 905-04. Standard Test. Method for Strength Properties of Adhesive Bonds in Shear by Compression Loading; Annual Book of ASTM Standards; ASTM International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- Williams, R.S. Wood Handbook; General Technical Report, FPL–GTR–190; Finishing of Wood, U.S. Department of Agriculture, Forest Service, Forest Products Laboratory: Madison, WI, USA, 2010; Chapter 16; pp. 1–39. [Google Scholar]
- Schneider, M.H. Coating penetration into wood substance studied with electron microscopy using replica techniques. J. Paint Technol. 1970, 42, 457–460. [Google Scholar]
- Smulski, S. Penetration of wood by a water-borne alkyd resin. Wood Sci. Technol. 1984, 18, 59–75. [Google Scholar] [CrossRef]
- Miller, E.R.; Boxall, J. The effectiveness of end-grain sealers in improving paint performance on softwood joinery. Holz Als Roh Und Werkst. 1984, 42, 27–34. [Google Scholar] [CrossRef]
- Evans, P.D.; Haase, J.G.; Shakri, A.; Seman, B.M.; Kiguchi, M. The search for durable exterior clear coatings for wood. Coatings 2015, 5, 830–864. [Google Scholar] [CrossRef]
- ASTM D4541–17. Standard Test. Method for Pull-Off. Strength of Coatings Using Portable Adhesion Testers; ASTM: West Conshohocken, PA, USA, 2020. [Google Scholar]
- Jasmani, L.; Rusli, R.; Khadiran, T.; Jalil, R.; Adnan, S. Application of Nanotechnology in Wood-Based Products Industry: A Review. Nanoscale Res. Lett. 2020, 15, 207. [Google Scholar] [CrossRef]
- Moon, R.J.; Frihart, C.R.; Wegner, T. Nanotechnology applications in the forest products industry. For. Prod. J. 2006, 56, 4–10. [Google Scholar]
- De Filpo, G.; Palermo, A.M.; Rachiele, F.; Nicoletta, F.P. Preventing fungal growth in wood by titanium dioxide nanoparticles. Int. Biodeterior. Biodegrad. 2013, 85, 217–222. [Google Scholar] [CrossRef]
- Cristea, M.V.; Riedl, B.; Blanchet, P. Effect of addition of nanosized UV absorbers on the physico-mechanical and thermal properties of an exterior waterborne stain for wood. Prog. Org. Coat. 2011, 72, 755–762. [Google Scholar] [CrossRef]
- Francés Bueno, A.B.; Bañón, N.; Martínez de Morentín, L.; Moratalla García, J. Treatment of natural wood veneers with nano-oxides to improve their fire behaviour. IOP Conf. Ser. Mater. Sci. Eng. 2014, 64, 12021. [Google Scholar] [CrossRef]
- Rowell, R.M. Powder and Coil Coating of Wood; Office Report; KTH-ECOBUILD: Stockholm, Sweden, 2008; 2p. [Google Scholar]
- Rowell, R.M.; Dietenberger, M.A. Thermal properties, combustion, and fire retardancy of wood. In Handbook of Wood Chemistry and Wood Composites, 2nd ed.; Rowell, R.M., Ed.; CRC Press: Boca Raton, FL, USA, 2013; Chapter 6; pp. 75–89. [Google Scholar]
- Johansson, P.; Jermer, J. Mould growth on wood-based materials—A comparative study. In Proceedings of the International Research Group on Wood Protection, 41st Annual Meeting, Biarritz, France, 9–13 May 2010. Document IRG/WP 10-20455. [Google Scholar]
- Gobakken, L.R.; Høibø, O.A.; Solheim, H. Factors influencing surface mould growth on wooden claddings exposed outdoors. Wood Mater. Sci. Eng. 2010, 5, 1–12. [Google Scholar] [CrossRef]
- Schoeman, M.W.; Dickinson, D.J. Aureobasidium pullulans can utilize simple aromatic compounds as a sole source of carbon in liquid culture. Lett. Appl. Micorbiol. 1996, 22, 129–131. [Google Scholar] [CrossRef]
- Eveleigh, D.E. The disfigurement of painted surfaces by fungi, with special reference to Phoma violacea. Ann. Appl. Biol. 1961, 49, 403–411. [Google Scholar] [CrossRef]
- Horvarth, R.S.; Brent, M.M.; Cropper, D.G. Paint deterioration as a result of the growth of Aureobasidium pullulans on wood. Appl. Environ. Microbiol. 1976, 32, 505–507. [Google Scholar] [CrossRef]
- Gobakken, L.; Lebow, P. Modelling mould growth on coated modified and unmodified wood substrates exposed outdoors. Wood Sci. Technol. 2010, 44, 315–333. [Google Scholar] [CrossRef]
- Zabel, R.A.; Terracina, F. The role of Aureobasidium pullulans in the disfigurement of latex paint films. Dev. Ind. Microbiol. 1980, 21, 179–190. [Google Scholar]





















Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rowell, R.M. Understanding Wood Surface Chemistry and Approaches to Modification: A Review. Polymers 2021, 13, 2558. https://doi.org/10.3390/polym13152558
Rowell RM. Understanding Wood Surface Chemistry and Approaches to Modification: A Review. Polymers. 2021; 13(15):2558. https://doi.org/10.3390/polym13152558
Chicago/Turabian StyleRowell, Roger M. 2021. "Understanding Wood Surface Chemistry and Approaches to Modification: A Review" Polymers 13, no. 15: 2558. https://doi.org/10.3390/polym13152558
APA StyleRowell, R. M. (2021). Understanding Wood Surface Chemistry and Approaches to Modification: A Review. Polymers, 13(15), 2558. https://doi.org/10.3390/polym13152558