
Recent Progress in the Membrane Distillation and Impact of Track-Etched Membranes


 , and
, and
Abstract
1. Introduction
2. Membrane Distillation Configurations
3. Requirements for Membranes to Be Used in MD
- LEP value of at least 2.5 bar.
- Narrow pore size distribution to reduce the risk of pore wetting.
- The recommended pore size of membranes is from 0.1 to 1 μm.
- The optimum membrane thickness should be between 10 and 60 µm. Thicker membranes (>60 μm) should be used in the purification of highly concentrated mixtures.
- The porosity of the membrane should be as high as possible.
- The contact angle of membranes must be as high as possible (>90°).
4. Membranes for MD
4.1. Type of Membranes
4.1.1. Flat-Sheet Membranes
4.1.2. Spiral-Wound Membranes
4.1.3. Tubular Membranes
4.1.4. Hollow Fiber Membranes
4.2. MD Membrane Fabrication Techniques
4.3. Main Membrane Materials
4.4. Membrane Modification Methods
4.5. Fouling Phenomena
4.5.1. Biological Fouling (Biofouling)
4.5.2. Inorganic Fouling
4.5.3. Organic Fouling
5. Track-Etched Membranes in Membrane Distillation
5.1. Hydrophobization of PET Track-Etched Membranes by Covalent Bonding of Silanes
5.2. Hydrophobization of PET Track-Etched Membranes by Photo-Initiated Graft Polymerization
5.2.1. Photo-Initiated Graft Polymerization of Triethoxyvinylsilane (TEVS)
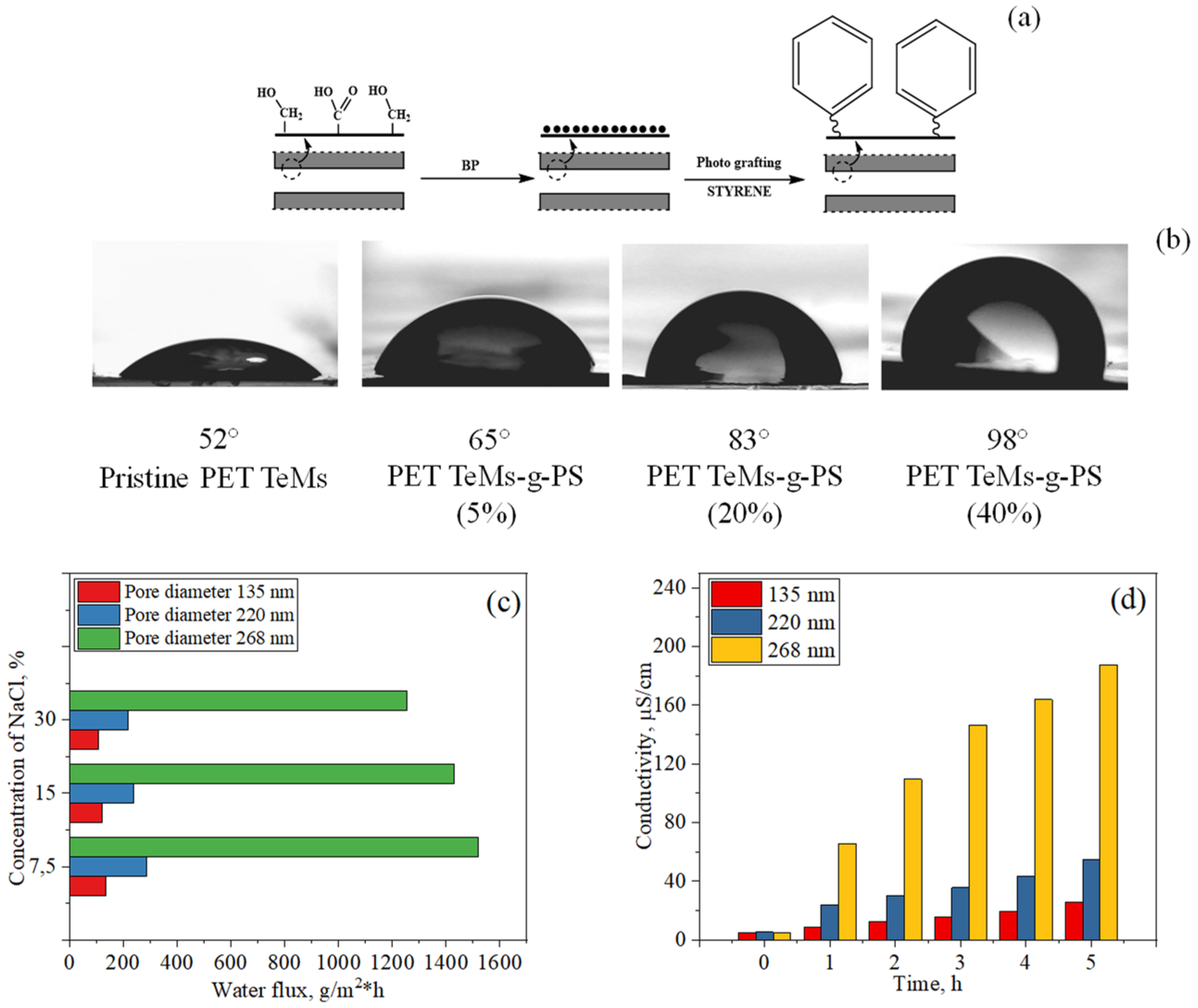
5.2.2. Photo-Initiated Graft Polymerization of Styrene
5.3. Hydrophobization of PET Track-Etched Membranes by Immobilization of Silica Nanoparticles
5.4. Hydrophobization of PET Track-Etched Membranes by Plasma Deposition of Fluoropolymers
5.5. Application of Hydrophobized PET TeMs in Water Contaminated with Pesticides
5.6. Application of Hydrophobized PET TeMs in Liquid Low-Level Radioactive Waste Treatment
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Drinking-Water. Available online: https://www.who.int/news-room/fact-sheets/detail/drinking-water (accessed on 28 July 2021).
- Shannon, M.A.; Bohn, P.W.; Elimelech, M.; Georgiadis, J.G.; Mariñas, B.J.; Mayes, A.M. Science and Technology for Water Purification in the Coming Decades. Nature 2008, 452, 301–310. [Google Scholar] [CrossRef]
- Elimelech, M.; Phillip, W.A. The Future of Seawater Desalination: Energy, Technology, and the Environment. Science 2011, 333, 712–717. [Google Scholar] [CrossRef]
- Schlosser, C.A.; Strzepek, K.; Gao, X.; Fant, C.; Blanc, É.; Paltsev, S.; Jacoby, H.; Reilly, J.; Gueneau, A. The Future of Global Water Stress: An Integrated Assessment. Earth’s Future 2014, 2, 341–361. [Google Scholar] [CrossRef]
- Singh, R. Introduction to membrane technology. In Hybrid Membrane Systems for Water Purification; Elsevier Science: Amsterdam, The Netherlands, 2005; pp. 1–56. ISBN 978-1-85617-442-8. [Google Scholar]
- Swenson, P.; Tanchuk, B.; Gupta, A.; An, W.; Kuznicki, S.M. Pervaporative Desalination of Water Using Natural Zeolite Membranes. Desalination 2012, 285, 68–72. [Google Scholar] [CrossRef]
- Anis, S.F.; Hashaikeh, R.; Hilal, N. Microfiltration Membrane Processes: A Review of Research Trends over the Past Decade. J. Water Process Eng. 2019, 32, 100941. [Google Scholar] [CrossRef]
- Al Aani, S.; Mustafa, T.N.; Hilal, N. Ultrafiltration Membranes for Wastewater and Water Process Engineering: A Comprehensive Statistical Review over the Past Decade. J. Water Process Eng. 2020, 35, 101241. [Google Scholar] [CrossRef]
- Oatley-Radcliffe, D.L.; Walters, M.; Ainscough, T.J.; Williams, P.M.; Mohammad, A.W.; Hilal, N. Nanofiltration Membranes and Processes: A Review of Research Trends over the Past Decade. J. Water Process Eng. 2017, 19, 164–171. [Google Scholar] [CrossRef]
- Li, D.; Yan, Y.; Wang, H. Recent Advances in Polymer and Polymer Composite Membranes for Reverse and Forward Osmosis Processes. Prog. Polym. Sci. 2016, 61, 104–155. [Google Scholar] [CrossRef]
- Alkhudhiri, A.; Darwish, N.; Hilal, N. Membrane Distillation: A Comprehensive Review. Desalination 2012, 287, 2–18. [Google Scholar] [CrossRef]
- Zolotarev, P.P.; Ugrozov, V.V.; Volkina, I.B.; Nikulin, V.M. Treatment of Waste Water for Removing Heavy Metals by Membrane Distillation. J. Hazard. Mater. 1994, 37, 77–82. [Google Scholar] [CrossRef]
- Zakrzewska-Trznadel, G.; Harasimowicz, M.; Chmielewski, A.G. Concentration of Radioactive Components in Liquid Low-Level Radioactive Waste by Membrane Distillation. J. Membr. Sci. 1999, 163, 257–264. [Google Scholar] [CrossRef]
- Pei, J.; Gao, S.; Sarp, S.; Wang, H.; Chen, X.; Yu, J.; Yue, T.; Youravong, W.; Li, Z. Emerging Forward Osmosis and Membrane Distillation for Liquid Food Concentration: A Review. Compr. Rev. Food Sci. Food Saf. 2021, 20, 1910–1936. [Google Scholar] [CrossRef] [PubMed]
- Ramlow, H.; Machado, R.A.F.; Marangoni, C. Direct Contact Membrane Distillation for Textile Wastewater Treatment: A State of the Art Review. Water Sci. Technol. 2017, 76, 2565–2579. [Google Scholar] [CrossRef] [PubMed]
- Guo, J.; Fortunato, L.; Deka, B.J.; Jeong, S.; An, A.K. Elucidating the Fouling Mechanism in Pharmaceutical Wastewater Treatment by Membrane Distillation. Desalination 2020, 475, 114148. [Google Scholar] [CrossRef]
- Bodel, B.R. Distillation of Saline Water Using Silicone Rubber Membrane. U.S. Patent 3,361,645, 2 January 1968. [Google Scholar]
- Findley, M.E. Vaporization through Porous Membranes. Ind. Eng. Chem. Process Des. Dev. 1967, 6, 226–230. [Google Scholar] [CrossRef]
- Tijing, L.D.; Choi, J.S.; Lee, S.; Kim, S.H.; Shon, H.K. Recent Progress of Membrane Distillation Using Electrospun Nanofibrous Membrane. J. Membr. Sci. 2014, 453, 435–462. [Google Scholar] [CrossRef]
- Pan, C.Y.; Xu, G.R.; Xu, K.; Zhao, H.L.; Wu, Y.Q.; Su, H.C.; Xu, J.M.; Das, R. Electrospun Nanofibrous Membranes in Membrane Distillation: Recent Developments and Future Perspectives. Sep. Purif. Technol. 2019, 221, 44–63. [Google Scholar] [CrossRef]
- Ghaffour, N.; Soukane, S.; Lee, J.G.; Kim, Y.; Alpatova, A. Membrane Distillation Hybrids for Water Production and Energy Efficiency Enhancement: A Critical Review. Appl. Energy 2019, 254, 113698. [Google Scholar] [CrossRef]
- Naidu, G.; Tijing, L.; Johir, M.A.H.; Shon, H.; Vigneswaran, S. Hybrid Membrane Distillation: Resource, Nutrient and Energy Recovery. J. Membr. Sci. 2020, 599, 117832. [Google Scholar] [CrossRef]
- Ray, S.S.; Bakshi, H.S.; Dangayach, R.; Singh, R.; Deb, C.K.; Ganesapillai, M.; Chen, S.S.; Purkait, M.K. Recent Developments in Nanomaterials-Modified Membranes for Improved Membrane Distillation Performance. Membranes (Basel) 2020, 10, 140. [Google Scholar]
- Razaqpur, A.G.; Wang, Y.; Liao, X.; Liao, Y.; Wang, R. Progress of Photothermal Membrane Distillation for Decentralized Desalination: A Review. Water Res. 2021, 201, 117299. [Google Scholar] [CrossRef]
- Alsebaeai, M.K.; Ahmad, A.L. Membrane Distillation: Progress in the Improvement of Dedicated Membranes for Enhanced Hydrophobicity and Desalination Performance. J. Ind. Eng. Chem. 2020, 86, 13–34. [Google Scholar] [CrossRef]
- Tibi, F.; Charfi, A.; Cho, J.; Kim, J. Fabrication of Polymeric Membranes for Membrane Distillation Process and Application for Wastewater Treatment: Critical Review. Process Saf. Environ. Prot. 2020, 141, 190–201. [Google Scholar] [CrossRef]
- Chew, N.G.P.; Zhao, S.; Wang, R. Recent Advances in Membrane Development for Treating Surfactant- and Oil-Containing Feed Streams via Membrane Distillation. Adv. Colloid Interface Sci. 2019, 273, 102022. [Google Scholar] [CrossRef] [PubMed]
- Kalla, S. Use of Membrane Distillation for Oily Wastewater Treatment—A Review. J. Environ. Chem. Eng. 2021, 9, 104641. [Google Scholar] [CrossRef]
- Servi, A.T.; Guillen-Burrieza, E.; Warsinger, D.M.; Livernois, W.; Notarangelo, K.; Kharraz, J.; Lienhard, V.J.H.; Arafat, H.A.; Gleason, K.K. The Effects of ICVD Film Thickness and Conformality on the Permeability and Wetting of MD Membranes. J. Membr. Sci. 2017, 523, 470–479. [Google Scholar] [CrossRef]
- Chamani, H.; Yazgan-Birgi, P.; Matsuura, T.; Rana, D.; Hassan Ali, M.I.; Arafat, H.A.; Lan, C.Q. CFD-Based Genetic Programming Model for Liquid Entry Pressure Estimation of Hydrophobic Membranes. Desalination 2020, 476, 114231. [Google Scholar] [CrossRef]
- Ahmed, F.E.; Lalia, B.S.; Hashaikeh, R.; Hilal, N. Alternative Heating Techniques in Membrane Distillation: A Review. Desalination 2020, 496, 114713. [Google Scholar] [CrossRef]
- Al-Zoubi, H.; Al-Amri, F.; Khalifa, A.E.; Al-Zoubi, A.; Abid, M.; Younis, E.; Mallick, T.K. A Comprehensive Review of Air Gap Membrane Distillation Process. Desalin. Water Treat. 2018, 110, 27–64. [Google Scholar] [CrossRef]
- Said, I.A.; Chomiak, T.; Floyd, J.; Li, Q. Sweeping Gas Membrane Distillation (SGMD) for Wastewater Treatment, Concentration, and Desalination: A Comprehensive Review. Chem. Eng. Process. Process Intensif. 2020, 153, 107960. [Google Scholar] [CrossRef]
- Abu-Zeid, M.A.E.R.; Zhang, Y.; Dong, H.; Zhang, L.; Chen, H.L.; Hou, L. A Comprehensive Review of Vacuum Membrane Distillation Technique. Desalination 2015, 356, 1–14. [Google Scholar] [CrossRef]
- Alawad, S.M.; Khalifa, A.E. Analysis of Water Gap Membrane Distillation Process for Water Desalination. Desalination 2019, 470, 114088. [Google Scholar] [CrossRef]
- Rivier, C.A.; García-Payo, M.C.; Marison, I.W.; Von Stockar, U. Separation of Binary Mixtures by Thermostatic Sweeping Gas Membrane Distillation—I. Theory and Simulations. J. Membr. Sci. 2002, 201, 1–16. [Google Scholar] [CrossRef]
- Eryildiz, B.; Yuksekdag, A.; Korkut, S.; Zeytuncu, B.; Pasaoglu, M.E.; Koyuncu, I. Effect of Operating Parameters on Removal of Boron from Wastewater Containing High Boron Concentration by Vacuum Assisted Air Gap Membrane Distillation. J. Water Process Eng. 2020, 38, 101579. [Google Scholar] [CrossRef]
- Suga, Y.; Takagi, R.; Matsuyama, H. Effect of the Characteristic Properties of Membrane on Long-Term Stability in the Vacuum Membrane Distillation Process. Membranes 2021, 11, 252. [Google Scholar] [CrossRef] [PubMed]
- Swaminathan, J.; Chung, H.W.; Warsinger, D.M.; Lienhard, V.J.H. Membrane Distillation Model Based on Heat Exchanger Theory and Configuration Comparison. Appl. Energy 2016, 184, 491–505. [Google Scholar] [CrossRef]
- Wu, H.Y.; Tay, M.; Field, R.W. Novel Method for the Design and Assessment of Direct Contact Membrane Distillation Modules. J. Membr. Sci. 2016, 513, 260–269. [Google Scholar] [CrossRef]
- Orfi, J.; Loussif, N.; Davies, P.A. Heat and Mass Transfer in Membrane Distillation Used for Desalination with Slip Flow. Desalination 2016, 381, 135–142. [Google Scholar] [CrossRef]
- Manawi, Y.M.; Khraisheh, M.; Fard, A.K.; Benyahia, F.; Adham, S. Effect of Operational Parameters on Distillate Flux in Direct Contact Membrane Distillation (DCMD): Comparison between Experimental and Model Predicted Performance. Desalination 2014, 336, 110–120. [Google Scholar] [CrossRef]
- Camacho, L.; Dumée, L.; Zhang, J.; Li, J.; Duke, M.; Gomez, J.; Gray, S. Advances in Membrane Distillation for Water Desalination and Purification Applications. Water 2013, 5, 94–196. [Google Scholar] [CrossRef]
- El-Bourawi, M.S.; Ding, Z.; Ma, R.; Khayet, M. A Framework for Better Understanding Membrane Distillation Separation Process. J. Membr. Sci. 2006, 285, 4–29. [Google Scholar] [CrossRef]
- Olatunji, S.O.; Camacho, L.M. Heat and Mass Transport in Modeling Membrane Distillation Configurations: A Review. Front. Energy Res. 2018, 6, 130. [Google Scholar] [CrossRef]
- Narayan, A.; Pitchumani, R. Analysis of an Air-Cooled Air Gap Membrane Distillation Module. Desalination 2020, 475, 114179. [Google Scholar] [CrossRef]
- Al-juboori, R.A.; Naji, O.; Bowtell, L.; Alpatova, A.; Soukane, S.; Ghaffour, N. Power Effect of Ultrasonically Vibrated Spacers in Air Gap Membrane Distillation: Theoretical and Experimental Investigations. Sep. Purif. Technol. 2021, 262, 118319. [Google Scholar] [CrossRef]
- Moejes, S.N.; van Wonderen, G.J.; Bitter, J.H.; van Boxtel, A.J.B. Assessment of Air Gap Membrane Distillation for Milk Concentration. J. Membr. Sci. 2020, 594, 117403. [Google Scholar] [CrossRef]
- Alawad, S.M.; Khalifa, A.E. Performance and Energy Evaluation of Compact Multistage Air Gap Membrane Distillation System: An Experimental Investigation. Sep. Purif. Technol. 2021, 268, 118594. [Google Scholar] [CrossRef]
- Schwantes, R.; Bauer, L.; Chavan, K.; Dücker, D.; Felsmann, C.; Pfafferott, J. Air Gap Membrane Distillation for Hypersaline Brine Concentration: Operational Analysis of a Full-Scale Module–New Strategies for Wetting Mitigation. Desalination 2018, 444, 13–25. [Google Scholar] [CrossRef]
- Elhenawy, Y.; Elminshawy, N.A.S.; Bassyouni, M.; Alhathal Alanezi, A.; Drioli, E. Experimental and Theoretical Investigation of a New Air Gap Membrane Distillation Module with a Corrugated Feed Channel. J. Membr. Sci. 2020, 594, 117461. [Google Scholar] [CrossRef]
- Khalifa, A.E.; Lawal, D.U.; Antar, M.A. Performance of air gap membrane distillation unit for water desalination. In Proceedings of the ASME 2014 International Mechanical Engineering Congress and Exposition, Montreal, QC, Canada, 14–20 November 2014. [Google Scholar] [CrossRef]
- Pangarkar, B.L.; Sane, M.G. Performance of Air Gap Membrane Distillation for Desalination of Ground Water and Seawater. Undefined 2011. Available online: https://www.researchgate.net/publication/286683846_Performance_of_air_gap_membrane_distillation_for_desalination_of_ground_water_and_seawater_Word_Academy_of_Science (accessed on 28 July 2021).
- Shahu, V.T.; Thombre, S.B. Air Gap Membrane Distillation: A Review. J. Renew. Sustain. Energy 2019, 11, 045901. [Google Scholar] [CrossRef]
- Kalla, S.; Upadhyaya, S.; Singh, K. Principles and Advancements of Air Gap Membrane Distillation. Rev. Chem. Eng. 2019, 35, 817–859. [Google Scholar] [CrossRef]
- Alqsair, U.F.; Alshwairekh, A.M.; Alwatban, A.M.; Oztekin, A. Computational Study of Sweeping Gas Membrane Distillation Process—Flux Performance and Polarization Characteristics. Desalination 2020, 485, 114444. [Google Scholar] [CrossRef]
- Perfilov, V.; Fila, V.; Sanchez Marcano, J. A General Predictive Model for Sweeping Gas Membrane Distillation. Desalination 2018, 443, 285–306. [Google Scholar] [CrossRef]
- Thakur, A.K.; Hsieh, I.M.; Islam, M.R.; Lin, B.; Chen, C.C.; Malmali, M. Performance of Sweeping Gas Membrane Distillation for Treating Produced Water: Modeling and Experiments. Desalination 2020, 492, 114597. [Google Scholar] [CrossRef]
- Ajdar, M.; Azdarpour, A.; Mansourizadeh, A.; Honarvar, B. Improvement of Porous Polyvinylidene Fluoride-Co-Hexafluropropylene Hollow Fiber Membranes for Sweeping Gas Membrane Distillation of Ethylene Glycol Solution. Chin. J. Chem. Eng. 2020, 28, 3002–3010. [Google Scholar] [CrossRef]
- Kim, H.; Yun, T.; Hong, S.; Lee, S. Experimental and Theoretical Investigation of a High Performance PTFE Membrane for Vacuum-Membrane Distillation. J. Membr. Sci. 2021, 617, 118524. [Google Scholar] [CrossRef]
- Liu, J.; Li, X.; Zhang, W.; Li, B.; Liu, C. Superhydrophobic-Slip Surface Based Heat and Mass Transfer Mechanism in Vacuum Membrane Distillation. J. Membr. Sci. 2020, 614, 118505. [Google Scholar] [CrossRef]
- Criscuoli, A.; Drioli, E. Date Juice Concentration by Vacuum Membrane Distillation. Sep. Purif. Technol. 2020, 251, 117301. [Google Scholar] [CrossRef]
- Donato, L.; Garofalo, A.; Drioli, E.; Alharbi, O.; Aljlil, S.A.; Criscuoli, A.; Algieri, C. Improved Performance of Vacuum Membrane Distillation in Desalination with Zeolite Membranes. Sep. Purif. Technol. 2020, 237, 116376. [Google Scholar] [CrossRef]
- Kumar Purkait, M.; Singh, R.; Mondal, P.; Haldar, D. Membrane distillation. In Thermal Induced Membrane Separation Processes; Elsevier: Amsterdam, The Netherlands, 2020; pp. 77–97. [Google Scholar]
- Noamani, S.; Sadrzadeh, M.; Tehrani-Bagha, A.R. Prospects of nanocomposite membranes for water treatment by membrane distillation. In Nanocomposite Membranes for Water and Gas Separation; Elsevier: Amsterdam, The Netherlands, 2019; pp. 299–320. ISBN 9780128167106. [Google Scholar]
- Khalifa, A.E. Flux Enhanced Water Gap Membrane Distillation Process-Circulation of Gap Water. Sep. Purif. Technol. 2020, 231, 115938. [Google Scholar] [CrossRef]
- Khalifa, A.E.; Alawad, S.M. Air Gap and Water Gap Multistage Membrane Distillation for Water Desalination. Desalination 2018, 437, 175–183. [Google Scholar] [CrossRef]
- Abu-Zeid, M.A.E.R.; Lu, X.; Zhang, S. Enhancement of the Air Gap Membrane Distillation System Performance by Using the Water Gap Module. Water Sci. Technol. Water Supply 2020, 20, 2884–2902. [Google Scholar] [CrossRef]
- Ismail, M.S.; Mohamed, A.M.; Poggio, D.; Pourkashanian, M. Direct Contact Membrane Distillation: A Sensitivity Analysis and an Outlook on Membrane Effective Thermal Conductivity. J. Membr. Sci. 2021, 624, 119035. [Google Scholar] [CrossRef]
- Marques Lisboa, K.; Busson de Moraes, D.; Palma Naveira-Cotta, C.; Machado Cotta, R. Analysis of the Membrane Effects on the Energy Efficiency of Water Desalination in a Direct Contact Membrane Distillation (DCMD) System with Heat Recovery. Appl. Therm. Eng. 2021, 182, 116063. [Google Scholar] [CrossRef]
- Zhu, X.; Liu, Y.; Du, F.; Han, J.; Hao, G.; Li, L.; Ma, Q. Geothermal Direct Contact Membrane Distillation System for Purifying Brackish Water. Desalination 2021, 500, 114887. [Google Scholar] [CrossRef]
- Eykens, L.; De Sitter, K.; Dotremont, C.; Pinoy, L.; Van Der Bruggen, B. How to Optimize the Membrane Properties for Membrane Distillation: A Review. Ind. Eng. Chem. Res. 2016, 55, 9333–9343. [Google Scholar] [CrossRef]
- Ali, M.I.; Summers, E.K.; Arafat, H.A.; Lienhard, V.J.H. Effects of Membrane Properties on Water Production Cost in Small Scale Membrane Distillation Systems. Desalination 2012, 306, 60–71. [Google Scholar] [CrossRef]
- Adnan, S.; Hoang, M.; Wang, H.; Xie, Z. Commercial PTFE Membranes for Membrane Distillation Application: Effect of Microstructure and Support Material. Desalination 2012, 284, 297–308. [Google Scholar] [CrossRef]
- Ali, A.; Quist-Jensen, C.A.; Macedonio, F.; Drioli, E. On Designing of Membrane Thickness and Thermal Conductivity for Large Scale Membrane Distillation Modules. J. Membr. Sci. Res. 2016, 2, 179–185. [Google Scholar]
- Essalhi, M.; Khayet, M. Self-Sustained Webs of Polyvinylidene Fluoride Electrospun Nanofibers at Different Electrospinning Times: 1. Desalination by Direct Contact Membrane Distillation. J. Membr. Sci. 2013, 433, 167–179. [Google Scholar] [CrossRef]
- Thomas, N.; Mavukkandy, M.O.; Loutatidou, S.; Arafat, H.A. Membrane Distillation Research & Implementation: Lessons from the Past Five Decades. Sep. Purif. Technol. 2017, 189, 108–127. [Google Scholar]
- Banat, F.; Jwaied, N.; Rommel, M.; Koschikowski, J.; Wieghaus, M. Desalination by a “Compact SMADES” Autonomous Solarpowered Membrane Distillation Unit. Desalination 2007, 217, 29–37. [Google Scholar] [CrossRef]
- Schock, G.; Miquel, A. Mass Transfer and Pressure Loss in Spiral Wound Modules. Desalination 1987, 64, 339–352. [Google Scholar] [CrossRef]
- Schwinge, J.; Neal, P.R.; Wiley, D.E.; Fletcher, D.F.; Fane, A.G. Spiral Wound Modules and Spacers: Review and Analysis. J. Membr. Sci. 2004, 242, 129–153. [Google Scholar] [CrossRef]
- Chang, H.; Wang, G.B.; Chen, Y.H.; Li, C.C.; Chang, C.L. Modeling and Optimization of a Solar Driven Membrane Distillation Desalination System. Renew. Energy 2010, 35, 2714–2722. [Google Scholar] [CrossRef]
- Swaminathan, J.; Chung, H.W.; Warsinger, D.M.; AlMarzooqi, F.A.; Arafat, H.A.; Lienhard, J.H. Energy Efficiency of Permeate Gap and Novel Conductive Gap Membrane Distillation. J. Membr. Sci. 2016, 502, 171–178. [Google Scholar] [CrossRef]
- Khayet, M.; Matsuura, T. MD Membrane Modules. In Membrane Distillation; Elsevier: Amsterdam, The Netherlands, 2011; pp. 227–247. [Google Scholar]
- Winter, D.; Koschikowski, J.; Wieghaus, M. Desalination Using Membrane Distillation: Experimental Studies on Full Scale Spiral Wound Modules. J. Membr. Sci. 2011, 375, 104–112. [Google Scholar] [CrossRef]
- Chen, X.; Gao, X.; Fu, K.; Qiu, M.; Xiong, F.; Ding, D.; Cui, Z.; Wang, Z.; Fan, Y.; Drioli, E. Tubular Hydrophobic Ceramic Membrane with Asymmetric Structure for Water Desalination via Vacuum Membrane Distillation Process. Desalination 2018, 443, 212–220. [Google Scholar] [CrossRef]
- Cerneaux, S.; Struzyńska, I.; Kujawski, W.M.; Persin, M.; Larbot, A. Comparison of Various Membrane Distillation Methods for Desalination Using Hydrophobic Ceramic Membranes. J. Membr. Sci. 2009, 337, 55–60. [Google Scholar] [CrossRef]
- Yang, M.C.; Perng, J.S. Microporous Polypropylene Tubular Membranes via Thermally Induced Phase Separation Using a Novel Solvent—Camphene. J. Membr. Sci. 2001, 187, 13–22. [Google Scholar] [CrossRef]
- Banat, F.A.; Abu Al-Rub, F.A.; Jumah, R.; Al-Shannag, M. Modeling of Desalination Using Tubular Direct Contact Membrane Distillation Modules. Sep. Sci. Technol. 1999, 34, 2191–2206. [Google Scholar] [CrossRef]
- Cheng, L.H.; Lin, Y.H.; Chen, J. Enhanced Air Gap Membrane Desalination by Novel Finned Tubular Membrane Modules. J. Membr. Sci. 2011, 378, 398–406. [Google Scholar] [CrossRef]
- Wang, P.; Chung, T.S. Recent Advances in Membrane Distillation Processes: Membrane Development, Configuration Design and Application Exploring. J. Membr. Sci. 2015, 474, 39–56. [Google Scholar] [CrossRef]
- Warsinger, D.M.; Swaminathan, J.; Guillen-Burrieza, E.; Arafat, H.A.; Lienhard, V.J.H. Scaling and Fouling in Membrane Distillation for Desalination Applications: A Review. Desalination 2015, 356, 294–313. [Google Scholar] [CrossRef]
- Hilal, N.; Ismail, A.F.; Wright, C.; Ismail, A.F.; Wright, C. Membrane Fabrication; CRC Press: Boca Raton, FL, USA, 2015. [Google Scholar]
- Eykens, L.; De Sitter, K.; Dotremont, C.; Pinoy, L.; Van der Bruggen, B. Membrane Synthesis for Membrane Distillation: A Review. Sep. Purif. Technol. 2017, 182, 36–51. [Google Scholar] [CrossRef]
- Lalia, B.S.; Kochkodan, V.; Hashaikeh, R.; Hilal, N. A Review on Membrane Fabrication: Structure, Properties and Performance Relationship. Desalination 2013, 326, 77–95. [Google Scholar] [CrossRef]
- Zhu, H.; Wang, H.; Wang, F.; Guo, Y.; Zhang, H.; Chen, J. Preparation and Properties of PTFE Hollow Fiber Membranes for Desalination through Vacuum Membrane Distillation. J. Membr. Sci. 2013, 446, 145–153. [Google Scholar] [CrossRef]
- Sadeghi, F.; Tabatabaei, S.H.; Ajji, A.; Carreau, P.J. Effect of PVDF Characteristics on Extruded Film Morphology and Porous Membranes Feasibility by Stretching. J. Polym. Sci. Part B Polym. Phys. 2009, 47, 1219–1229. [Google Scholar] [CrossRef]
- García-Fernández, L.; Khayet, M.; García-Payo, M.C. Membranes Used in Membrane Distillation: Preparation and Characterization. Pervaporation Vap. Permeat. Membr. Distill. Princ. Appl. 2015, 317–359. [Google Scholar] [CrossRef]
- Ray, S.S.; Lee, H.K.; Kwon, Y.N. Review on Blueprint of Designing Anti-Wetting Polymeric Membrane Surfaces for Enhanced Membrane Distillation Performance. Polymers (Basel) 2020, 12, 23. [Google Scholar]
- Souhaimi, M.K.; Matsuura, T. Membrane Distillation; Elsevier: Amsterdam, The Netherlands, 2011; ISBN 9780444531261. [Google Scholar]
- Kuo, C.-Y.; Lin, H.-N.; Tsai, H.-A. Fabrication of a High Hydrophobic PVDF Membrane via Nonsolvent Induced Phase Separation. Desalination 2008, 233, 40–47. [Google Scholar] [CrossRef]
- Warsinger, D.E.M. Thermodynamic Design and Fouling of Membrane Distillation Systems. Ph.D. Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 2015. [Google Scholar]
- Essalhi, M.; Khayet, M.; Ismail, N.; Sundman, O.; Tavajohi, N. Improvement of Nanostructured Electrospun Membranes for Desalination by Membrane Distillation Technology. Desalination 2021, 510, 115086. [Google Scholar] [CrossRef]
- Li, K.; Hou, D.; Fu, C.; Wang, K.; Wang, J. Fabrication of PVDF Nanofibrous Hydrophobic Composite Membranes Reinforced with Fabric Substrates via Electrospinning for Membrane Distillation Desalination. J. Environ. Sci. (China) 2019, 75, 277–288. [Google Scholar] [CrossRef] [PubMed]
- Kebria, M.R.S.; Rahimpour, A.; Salestan, S.K.; Seyedpour, S.F.; Jafari, A.; Banisheykholeslami, F.; Tavajohi Hassan Kiadeh, N. Hyper-Branched Dendritic Structure Modified PVDF Electrospun Membranes for Air Gap Membrane Distillation. Desalination 2020, 479, 114307. [Google Scholar] [CrossRef]
- Su, Q.; Zhang, J.; Zhang, L.Z. Fouling Resistance Improvement with a New Superhydrophobic Electrospun PVDF Membrane for Seawater Desalination. Desalination 2020, 476, 114246. [Google Scholar] [CrossRef]
- Liao, Y.; Loh, C.H.; Wang, R.; Fane, A.G. Electrospun Superhydrophobic Membranes with Unique Structures for Membrane Distillation. ACS Appl. Mater. Interfaces 2014, 6, 16035–16048. [Google Scholar] [CrossRef]
- Ke, H.; Feldman, E.; Guzman, P.; Cole, J.; Wei, Q.; Chu, B.; Alkhudhiri, A.; Alrasheed, R.; Hsiao, B.S. Electrospun Polystyrene Nanofibrous Membranes for Direct Contact Membrane Distillation. J. Membr. Sci. 2016, 515, 86–97. [Google Scholar] [CrossRef]
- Huang, Y.; Huang, Q.L.; Liu, H.; Zhang, C.X.; You, Y.W.; Li, N.N.; Xiao, C.F. Preparation, Characterization, and Applications of Electrospun Ultrafine Fibrous PTFE Porous Membranes. J. Membr. Sci. 2017, 523, 317–326. [Google Scholar] [CrossRef]
- Hou, D.; Lin, D.; Ding, C.; Wang, D.; Wang, J. Fabrication and Characterization of Electrospun Superhydrophobic PVDF-HFP/SiNPs Hybrid Membrane for Membrane Distillation. Sep. Purif. Technol. 2017, 189, 82–89. [Google Scholar] [CrossRef]
- Feng, C.; Khulbe, K.C.; Matsuura, T.; Gopal, R.; Kaur, S.; Ramakrishna, S.; Khayet, M. Production of Drinking Water from Saline Water by Air-Gap Membrane Distillation Using Polyvinylidene Fluoride Nanofiber Membrane. J. Membr. Sci. 2008, 311, 1–6. [Google Scholar] [CrossRef]
- Prince, J.A.; Singh, G.; Rana, D.; Matsuura, T.; Anbharasi, V.; Shanmugasundaram, T.S. Preparation and Characterization of Highly Hydrophobic Poly(Vinylidene Fluoride)—Clay Nanocomposite Nanofiber Membranes (PVDF-Clay NNMs) for Desalination Using Direct Contact Membrane Distillation. J. Membr. Sci. 2012, 397–398, 80–86. [Google Scholar] [CrossRef]
- Duong, H.C.; Chuai, D.; Woo, Y.C.; Shon, H.K.; Nghiem, L.D.; Sencadas, V. A Novel Electrospun, Hydrophobic, and Elastomeric Styrene-Butadiene-Styrene Membrane for Membrane Distillation Applications. J. Membr. Sci. 2018, 549, 420–427. [Google Scholar] [CrossRef]
- Khayet, M.; García-Payo, M.C.; García-Fernández, L.; Contreras-Martínez, J. Dual-Layered Electrospun Nanofibrous Membranes for Membrane Distillation. Desalination 2018, 426, 174–184. [Google Scholar] [CrossRef]
- Su, C.; Li, Y.; Cao, H.; Lu, C.; Li, Y.; Chang, J.; Duan, F. Novel PTFE Hollow Fiber Membrane Fabricated by Emulsion Electrospinning and Sintering for Membrane Distillation. J. Membr. Sci. 2019, 583, 200–208. [Google Scholar] [CrossRef]
- Ray, S.S.; Chen, S.-S.; Li, C.-W.; Nguyen, N.C.; Nguyen, H.T. A Comprehensive Review: Electrospinning Technique for Fabrication and Surface Modification of Membranes for Water Treatment Application. RSC Adv. 2016, 6, 85495–85514. [Google Scholar] [CrossRef]
- Liu, F.; Hashim, N.A.; Liu, Y.; Abed, M.R.M.; Li, K. Progress in the Production and Modification of PVDF Membranes. J. Membr. Sci. 2011, 375, 1–27. [Google Scholar] [CrossRef]
- Zhang, J.; Li, J.D.; Gray, S. Effect of Applied Pressure on Performance of PTFE Membrane in DCMD. J. Membr. Sci. 2011, 369, 514–525. [Google Scholar] [CrossRef]
- Khayet, M. Membranes and Theoretical Modeling of Membrane Distillation: A Review. Adv. Colloid Interface Sci. 2011, 164, 56–88. [Google Scholar] [CrossRef]
- Qin, W.; Xie, Z.; Ng, D.; Ye, Y.; Ji, X.; Gray, S.; Zhang, J. Comparison of Colloidal Silica Involved Fouling Behavior in Three Membrane Distillation Configurations Using PTFE Membrane. Water Res. 2018, 130, 343–352. [Google Scholar] [CrossRef]
- Huang, L.T.; Hsu, P.S.; Kuo, C.Y.; Chen, S.C.; Lai, J.Y. Pore Size Control of PTFE Membranes by Stretch Operation with Asymmetric Heating System. Desalination 2008, 233, 64–72. [Google Scholar] [CrossRef]
- Kitamura, T.; Kurumada, K.-I.; Tanigaki, M.; Ohshima, M.; Kanazawa, S.-I. Formation Mechanism of Porous Structure in Polytetrafluoroethylene (PTFE) Porous Membrane through Mechanical Operations. Polym. Eng. Sci. 1999, 39, 2256–2263. [Google Scholar] [CrossRef]
- Chandavasu, C.; Xanthos, M.; Sirkar, K.K.; Gogos, C.G. Polypropylene Blends with Potential as Materials for Microporous Membranes Formed by Melt Processing. Polymer (Guildf.) 2001, 43, 781–795. [Google Scholar] [CrossRef]
- Green, D.L.; McAmish, L.; McCormick, A.V. Three-Dimensional Pore Connectivity in Bi-Axially Stretched Microporous Composite Membranes. J. Membr. Sci. 2006, 279, 100–110. [Google Scholar] [CrossRef]
- Chandavasu, C.; Xanthos, M.; Sirkar, K.K.; Gogos, C.G. Fabrication of Microporous Polymeric Membranes by Melt Processing of Immiscible Blends. J. Membr. Sci. 2003, 211, 167–175. [Google Scholar] [CrossRef]
- Tabatabaei, S.H.; Carreau, P.J.; Ajji, A. Microporous Membranes Obtained from Polypropylene Blend Films by Stretching. J. Membr. Sci. 2008, 325, 772–782. [Google Scholar] [CrossRef]
- Gryta, M. Influence of Polypropylene Membrane Surface Porosity on the Performance of Membrane Distillation Process. J. Membr. Sci. 2007, 287, 67–78. [Google Scholar] [CrossRef]
- Kong, J.; Li, K. Preparation of PVDF Hollow-Fiber Membranes via Immersion Precipitation. J. Appl. Polym. Sci. 2001, 81, 1643–1653. [Google Scholar] [CrossRef]
- Sukitpaneenit, P.; Chung, T.S. Molecular Elucidation of Morphology and Mechanical Properties of PVDF Hollow Fiber Membranes from Aspects of Phase Inversion, Crystallization and Rheology. J. Membr. Sci. 2009, 340, 192–205. [Google Scholar] [CrossRef]
- Rajabzadeh, S.; Maruyama, T.; Sotani, T.; Matsuyama, H. Preparation of PVDF Hollow Fiber Membrane from a Ternary Polymer/Solvent/Nonsolvent System via Thermally Induced Phase Separation (TIPS) Method. Sep. Purif. Technol. 2008, 63, 415–423. [Google Scholar] [CrossRef]
- Korolkov, I.V.; Gorin, Y.G.; Yeszhanov, A.B.; Kozlovskiy, A.L.; Zdorovets, M.V. Preparation of PET Track-Etched Membranes for Membrane Distillation by Photo-Induced Graft Polymerization. Mater. Chem. Phys. 2018, 205, 55–63. [Google Scholar] [CrossRef]
- Korolkov, I.V.; Kuandykova, A.; Yeszhanov, A.B.; Güven, O.; Gorin, Y.G.; Zdorovets, M.V. Modification of Pet Ion-Track Membranes by Silica Nanoparticles for Direct Contact Membrane Distillation of Salt Solutions. Membranes (Basel) 2020, 10, 322. [Google Scholar] [CrossRef]
- Zdorovets, M.V.; Yeszhanov, A.B.; Korolkov, I.V.; Güven, O.; Dosmagambetova, S.S.; Shlimas, D.I.; Zhatkanbayeva, Z.K.; Zhidkov, I.S.; Kharkin, P.V.; Gluchshenko, V.N.; et al. Liquid Low-Level Radioactive Wastes Treatment by Using Hydrophobized Track-Etched Membranes. Prog. Nucl. Energy 2020, 118, 103128. [Google Scholar] [CrossRef]
- Gancarz, I.; Bryjak, M.; Kujawski, J.; Wolska, J.; Kujawa, J.; Kujawski, W. Plasma Deposited Fluorinated Films on Porous Membranes. Mater. Chem. Phys. 2015, 151, 233–242. [Google Scholar] [CrossRef]
- Gotoh, K.; Yasukawa, A.; Kobayashi, Y. Wettability Characteristics of Poly(Ethylene Terephthalate) Films Treated by Atmospheric Pressure Plasma and Ultraviolet Excimer Light. Polym. J. 2011, 43, 545–551. [Google Scholar] [CrossRef]
- Simone, S.; Figoli, A.; Criscuoli, A.; Carnevale, M.C.; Rosselli, A.; Drioli, E. Preparation of Hollow Fibre Membranes from PVDF/PVP Blends and Their Application in VMD. J. Membr. Sci. 2010, 364, 219–232. [Google Scholar] [CrossRef]
- Edwie, F.; Teoh, M.M.; Chung, T.S. Effects of Additives on Dual-Layer Hydrophobic-Hydrophilic PVDF Hollow Fiber Membranes for Membrane Distillation and Continuous Performance. Chem. Eng. Sci. 2012, 68, 567–578. [Google Scholar] [CrossRef]
- García-Payo, M.C.; Essalhi, M.; Khayet, M. Effects of PVDF-HFP Concentration on Membrane Distillation Performance and Structural Morphology of Hollow Fiber Membranes. J. Membr. Sci. 2010, 347, 209–219. [Google Scholar] [CrossRef]
- Efome, J.E.; Baghbanzadeh, M.; Rana, D.; Matsuura, T.; Lan, C.Q. Effects of Superhydrophobic SiO2 Nanoparticles on the Performance of PVDF Flat Sheet Membranes for Vacuum Membrane Distillation. Desalination 2015, 373, 47–57. [Google Scholar] [CrossRef]
- Mousavi, M.A.; Reza Mortaheb, H.; Baghban Salehi, M. Hydrophobizing Polyether Sulfone Membrane by Sol-Gel for Water Desalination Using Air Gap Membrane Distillation. Polym. Technol. Mater. 2020, 1–13. [Google Scholar] [CrossRef]
- Hubadillah, S.K.; Tai, Z.S.; Othman, M.H.D.; Harun, Z.; Jamalludin, M.R.; Rahman, M.A.; Jaafar, J.; Ismail, A.F. Hydrophobic Ceramic Membrane for Membrane Distillation: A Mini Review on Preparation, Characterization, and Applications. Sep. Purif. Technol. 2019, 217, 71–84. [Google Scholar] [CrossRef]
- Correia, D.M.; Nunes-Pereira, J.; Alikin, D.; Kholkin, A.L.; Carabineiro, S.A.C.; Rebouta, L.; Rodrigues, M.S.; Vaz, F.; Costa, C.M.; Lanceros-Méndez, S. Surface Wettability Modification of Poly(Vinylidene Fluoride) and Copolymer Films and Membranes by Plasma Treatment. Polymer (Guildf) 2019, 169, 138–147. [Google Scholar] [CrossRef]
- Kamlangkla, K.; Paosawatyanyong, B.; Pavarajarn, V.; Hodak, J.H.; Hodak, S.K. Mechanical Strength and Hydrophobicity of Cotton Fabric after SF 6 Plasma Treatment. Appl. Surf. Sci. 2010, 256, 5888–5897. [Google Scholar] [CrossRef]
- Wei, X.; Zhao, B.; Li, X.M.; Wang, Z.; He, B.Q.; He, T.; Jiang, B. CF 4 Plasma Surface Modification of Asymmetric Hydrophilic Polyethersulfone Membranes for Direct Contact Membrane Distillation. J. Membr. Sci. 2012, 407–408, 164–175. [Google Scholar] [CrossRef]
- Wu, H.; Shen, F.; Su, Y.; Chen, X.; Wan, Y. Modification of Polyacrylonitrile Membranes via Plasma Treatment Followed by Polydimethylsiloxane Coating for Recovery of Ethyl Acetate from Aqueous Solution through Vacuum Membrane Distillation. Sep. Purif. Technol. 2018, 197, 178–188. [Google Scholar] [CrossRef]
- Tooma, M.A.; Najim, T.S.; Alsalhy, Q.F.; Marino, T.; Criscuoli, A.; Giorno, L.; Figoli, A. Modification of Polyvinyl Chloride (PVC) Membrane for Vacuum Membrane Distillation (VMD) Application. Desalination 2015, 373, 58–70. [Google Scholar] [CrossRef]
- Liu, L.; Shen, F.; Zhang, B.; Jiang, H.; Li, J.; Luo, J.; Wu, H.; Khan, R.; Wan, Y. Fabrication of PES-Based Membranes with a High and Stable Desalination Performance for Membrane Distillation. RSC Adv. 2016, 6, 107840–107850. [Google Scholar] [CrossRef]
- Majidi Salehi, S.; Di Profio, G.; Fontananova, E.; Nicoletta, F.P.; Curcio, E.; De Filpo, G. Membrane Distillation by Novel Hydrogel Composite Membranes. J. Membr. Sci. 2016, 504, 220–229. [Google Scholar] [CrossRef]
- Zare, S.; Kargari, A. Membrane Properties in Membrane Distillation. Emerg. Technol. Sustain. Desalin. Handb. 2018, 107–156. [Google Scholar] [CrossRef]
- Naidu, G.; Jeong, S.; Vigneswaran, S.; Hwang, T.M.; Choi, Y.J.; Kim, S.H. A Review on Fouling of Membrane Distillation. Desalin. Water Treat. 2016, 57, 10052–10076. [Google Scholar] [CrossRef]
- Liu, C.; Zhu, L.; Chen, L. Biofouling Phenomenon of Direct Contact Membrane Distillation (DCMD) under Two Typical Operating Modes: Open-Loop Mode and Closed-Loop Mode. J. Membr. Sci. 2020, 601. [Google Scholar] [CrossRef]
- Costa, F.C.R.; Ricci, B.C.; Teodoro, B.; Koch, K.; Drewes, J.E.; Amaral, M.C.S. Biofouling in Membrane Distillation Applications—A Review. Desalination 2021, 516, 115241. [Google Scholar] [CrossRef]
- Krivorot, M.; Kushmaro, A.; Oren, Y.; Gilron, J. Factors Affecting Biofilm Formation and Biofouling in Membrane Distillation of Seawater. J. Membr. Sci. 2011, 376, 15–24. [Google Scholar] [CrossRef]
- Nthunya, L.N.; Derese, S.; Gutierrez, L.; Verliefde, A.R.; Mamba, B.B.; Barnard, T.G.; Mhlanga, S.D. Green Synthesis of Silver Nanoparticles Using One-Pot and Microwave-Assisted Methods and Their Subsequent Embedment on PVDF Nanofibre Membranes for Growth Inhibition of Mesophilic and Thermophilic Bacteria. New J. Chem. 2019, 43, 4168–4180. [Google Scholar] [CrossRef]
- Gryta, M.; Tomaszewska, M.; Karakulski, K. Wastewater Treatment by Membrane Distillation. Desalination 2006, 198, 67–73. [Google Scholar] [CrossRef]
- Laqbaqbi, M.; Sanmartino, J.A.; Khayet, M.; García-Payo, C.; Chaouch, M. Fouling in Membrane Distillation, Osmotic Distillation and Osmotic Membrane Distillation. Appl. Sci. 2017, 7, 334. [Google Scholar] [CrossRef]
- Naidu, G.; Jeong, S.; Kim, S.J.; Kim, I.S.; Vigneswaran, S. Organic Fouling Behavior in Direct Contact Membrane Distillation. Desalination 2014, 347, 230–239. [Google Scholar] [CrossRef]
- Khayet, M.; Velázquez, A.; Mengual, J.I. Direct Contact Membrane Distillation of Humic Acid Solutions. J. Membr. Sci. 2004, 240, 123–128. [Google Scholar] [CrossRef]
- Laricheva, T.E.; Ananyeva, O.A.; Merkov, S.M.; Manakova, O.M. Polyvinylidene Fluoride Based Track-Etched Membrane Preparation for the Needs of Membrane Distillation and Its Properties Examination. J. Phys. Conf. Ser. 2020, 1701, 012018. [Google Scholar] [CrossRef]
- Mashentseva, A.A.; Shlimas, D.I.; Kozlovskiy, A.L.; Zdorovets, M.V.; Russakova, A.V.; Kassymzhanov, M.; Borisenko, A.N. Electron Beam Induced Enhancement of the Catalytic Properties of Ion-Track Membranes Supported Copper Nanotubes in the Reaction of the P-Nitrophenol Reduction. Catalysts 2019, 9, 737. [Google Scholar] [CrossRef]
- Lequieu, W.; Shtanko, N.I.; Du Prez, F.E. Track Etched Membranes with Thermo-Adjustable Porosity and Separation Properties by Surface Immobilization of Poly(N-Vinylcaprolactam). J. Membr. Sci. 2005, 256, 64–71. [Google Scholar] [CrossRef]
- Trofimov, D.A.; Shkinev, V.M.; Spivakov, B.Y.; Schué, F. Improvement of Pore Geometry and Performances of Poly(Ethylene Terephthalate) Track Membranes by a Protective Layer Method Using Plasma-Induced Graft Polymerization of 1H,1H,2H-Perfluoro-1-Octene Monomer. J. Membr. Sci. 2009, 326, 265–269. [Google Scholar] [CrossRef]
- Apel, P.Y. Fabrication of Functional Micro- and Nanoporous Materials from Polymers Modified by Swift Heavy Ions. Radiat. Phys. Chem. 2019, 159, 25–34. [Google Scholar] [CrossRef]
- Kozlovskiy, A.; Borgekov, D.; Kenzhina, I.; Zdorovets, M.; Korolkov, I.; Kaniukov, E.; Kutuzau, M.; Shumskaya, A. PET Ion-Track Membranes: Formation Features and Basic Applications. Springer Proc. Phys. 2019, 221, 461–479. [Google Scholar]
- Korolkov, I.V.; Mashentseva, A.A.; Güven, O.; Niyazova, D.T.; Barsbay, M.; Zdorovets, M.V. The Effect of Oxidizing Agents/Systems on the Properties of Track-Etched PET Membranes. Polym. Degrad. Stab. 2014, 107, 150–157. [Google Scholar] [CrossRef]
- Alem, H.; Duwez, A.S.; Lussis, P.; Lipnik, P.; Jonas, A.M.; Demoustier-Champagne, S. Microstructure and Thermo-Responsive Behavior of Poly(N-Isopropylacrylamide) Brushes Grafted in Nanopores of Track-Etched Membranes. J. Membr. Sci. 2008, 308, 75–86. [Google Scholar] [CrossRef]
- Apel, P.Y.; Bashevoy, V.V.; Blonskaya, I.V.; Lizunov, N.E.; Orelovitch, O.L.; Trautmann, C. Shedding Light on the Mechanism of Asymmetric Track Etching: An Interplay between Latent Track Structure, Etchant Diffusion and Osmotic Flow. Phys. Chem. Chem. Phys. 2016, 18, 25421–25433. [Google Scholar] [CrossRef]
- Apel, P.Y.; Blonskaya, I.V.; Orelovich, O.L.; Sartowska, B.; Spohr, R. Radiation Effects of Swift Heavy Ions in Polymers: Determination of Nanoshapes from Electro-Conductivity. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. Atoms 2014, 326, 158–162. [Google Scholar] [CrossRef]
- Yamauchi, Y.; Blonskaya, I.V.; Apel, P.Y. Adsorption of Nonionic Surfactant on Porous and Nonporous Poly(Ethylene Terephthalate) Films. Colloid J. 2017, 79, 707–714. [Google Scholar] [CrossRef]
- Apel, P.Y.; Blonskaya, I.V.; Lizunov, N.E.; Olejniczak, K.; Orelovitch, O.L.; Toimil-Molares, M.E.; Trautmann, C. Osmotic Effects in Track-Etched Nanopores. Small 2018, 14, 1703327. [Google Scholar] [CrossRef]
- Apel, P.Y.; Blonskaya, I.V.; Dmitriev, S.N.; Orelovich, O.L.; Sartowska, B.A. Ion Track Symmetric and Asymmetric Nanopores in Polyethylene Terephthalate Foils for Versatile Applications. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. with Mater. Atoms 2015, 365, 409–413. [Google Scholar] [CrossRef]
- Korolkov, I.V.; Mashentseva, A.A.; Güven, O.; Zdorovets, M.V.; Taltenov, A.A. Enhancing Hydrophilicity and Water Permeability of PET Track-Etched Membranes by Advanced Oxidation Process. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. Atoms 2015, 365, 651–655. [Google Scholar] [CrossRef]
- Kozlovskiy, A.; Zdorovets, M.; Arkhangelsky, E. Track-Etch Membranes: The Kazakh Experience. Desalin. Water Treat. 2017, 76, 143–147. [Google Scholar] [CrossRef]
- Russakova, A.V.; Altynbaeva, L.S.; Barsbay, M.; Zheltov, D.A.; Zdorovets, M.V.; Mashentseva, A.A. Kinetic and Isotherm Study of As(III) Removal from Aqueous Solution by PET Track-Etched Membranes Loaded with Copper Microtubes. Membranes (Basel) 2021, 11, 116. [Google Scholar] [CrossRef]
- He, Z.B.; Guo, S.L. Applications of Nuclear Track Membranes to Filtration of Medical Injections and Various Transfusions to Remove Solid Particles. Phys. Procedia 2015, 80, 131–134. [Google Scholar] [CrossRef]
- Ali, M. Functionalization and Application of Ion Track-Etched Nanochannels in Polymer Membranes. Available online: https://tuprints.ulb.tu-darmstadt.de/1952/1/Functionalization_and_Application_of_Ion_Track-Etched_Nano%E2%80%A6.pdf (accessed on 28 July 2021).
- Ebadi-Dehaghani, H.; Nazempour, M. Thermal Conductivity of Nanoparticles Filled Polymers; IntechOpen: London, UK, 2012; pp. 519–540. [Google Scholar]
- Raghav, S. Polymer-Filled Nanoporous Membranes. Master’s Thesis, Drexel University, Philadelphia, PA, USA, June 2005. [Google Scholar]
- Korolkov, I.V.; Yeszhanov, A.B.; Gorin, Y.G.; Zdorovets, M.V.; Khlebnikov, N.A.; Serkov, K.V. Hydrophobization of PET Track-Etched Membranes for Direct Contact Membrane Distillation. Mater. Res. Express 2018, 5, 065317. [Google Scholar] [CrossRef]
- Korolkov, I.V.; Yeszhanov, A.B.; Zdorovets, M.V.; Gorin, Y.G.; Güven, O.; Dosmagambetova, S.S.; Khlebnikov, N.A.; Serkov, K.V.; Krasnopyorova, M.V.; Milts, O.S.; et al. Modification of PET Ion Track Membranes for Membrane Distillation of Low-Level Liquid Radioactive Wastes and Salt Solutions. Sep. Purif. Technol. 2019, 227, 115694. [Google Scholar] [CrossRef]
- Barsbay, M.; Güven, O. Grafting in Confined Spaces: Functionalization of Nanochannels of Track-Etched Membranes. Radiat. Phys. Chem. 2014, 105, 26–30. [Google Scholar] [CrossRef]
- Hayakawa, K.; Kawase, K.; Yamakita, H. Graft Polymerization of Triethoxyvinylsilane–Styrene and Triethoxyvinylsilane–Methyl Methacrylate Binary Monomers onto Various Silicates. J. Appl. Polym. Sci. 1977, 21, 2921–2932. [Google Scholar] [CrossRef]
- Barsbay, M.; Güven, O.; Bessbousse, H.; Wade, T.L.; Beuneu, F.; Clochard, M.-C. Nanopore Size Tuning of Polymeric Membranes Using the RAFT-Mediated Radical Polymerization. J. Membr. Sci. 2013, 445, 135–145. [Google Scholar] [CrossRef]
- Effati, E.; Pourabbas, B. One-Pot Synthesis of Sub-50nm Vinyl- and Acrylate-Modified Silica Nanoparticles. Powder Technol. 2012, 219, 276–283. [Google Scholar] [CrossRef]
- Yeszhanov, A.B.; Korolkov, I.V.; Gorin, Y.G.; Dosmagambetova, S.S.; Zdorovets, M.V. Membrane Distillation of Pesticide Solutions Using Hydrophobic Track-Etched Membranes. Chem. Pap. 2020, 74, 3445–3453. [Google Scholar] [CrossRef]
- Khayet, M. Treatment of Radioactive Wastewater Solutions by Direct Contact Membrane Distillation Using Surface Modified Membranes. Desalination 2013, 321, 60–66. [Google Scholar] [CrossRef]
- Jia, F.; Yin, Y.; Wang, J. Removal of Cobalt Ions from Simulated Radioactive Wastewater by Vacuum Membrane Distillation. Prog. Nucl. Energy 2018, 103, 20–27. [Google Scholar] [CrossRef]
- Chen, X.; Chen, T.; Li, J.; Qiu, M.; Fu, K.; Cui, Z.; Fan, Y.; Drioli, E. Ceramic Nanofiltration and Membrane Distillation Hybrid Membrane Processes for the Purification and Recycling of Boric Acid from Simulative Radioactive Waste Water. J. Membr. Sci. 2019, 579, 294–301. [Google Scholar] [CrossRef]
- Wen, X.; Li, F.; Jiang, B.; Zhang, X.; Zhao, X. Effect of Surfactants on the Treatment of Radioactive Laundry Wastewater by Direct Contact Membrane Distillation. J. Chem. Technol. Biotechnol. 2018, 93, 2252–2261. [Google Scholar] [CrossRef]
- Wen, X.; Li, F.; Zhao, X. Filtering of Low-Level Radioactive Wastewater by Means of Vacuum Membrane Distillation. Nucl. Technol. 2016, 194, 379–386. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Membrane | Modification Method | Contact Angle, ° | Feed Solution | Salt Rejection, % | Water Flux g/m2·h | Ref. |
|---|---|---|---|---|---|---|
| PVDF | NIPS | 148 | NaCl | 99 | 87,400 | [100] |
| Nanofiber PVDF | Electrospinning | 139 | NaCl | 99.9 | 10,700 | [104] |
| Nanofiber PS | Electrospinning | 113 | NaCl | 99.9 | 31,000 | [107] |
| Nanofiber PVDF | Electrospinning | 154 | NaCl | 99 | 5800 | [111] |
| Nanofiber SBS | Electrospinning | 132 | NaCl | 99.9 | 10,500 | [112] |
| PVDF–polysulfone | Electrospinning | 130 | NaCl | 99.9 | 49,000 | [113] |
| PES | Sol–gel | 119 | NaCl | 99.3 | 44,700 | [118] |
| Bilayer PVDF | Addition of perfluorinated polymers | ~135 | NaCl | 99.9 | 83,400 | [127] |
| PVDF–SiO2 | Phase inversion | 92 | NaCl | 99.9 | 2900 | [138] |
| PES | Plasma treatment | 120 | NaCl | 99.9 | 42,000 | [143] |
| PVC | Radiation-induced graft polymerization | 96 | Water | / | 37,500 | [145] |
| PES | Radiation-induced graft polymerization | 114 | NaCl | 99.98 | 50,500 | [146] |
| PP | UV graft polymerization | 138 | NaCl | 97 | 3000–8000 | [147] |
| Sample | Contact Angle, ±4° | Effective Pore Size, nm | Pore Size (from SEM Analysis), nm | LEP, MPa |
|---|---|---|---|---|
| Initial PET TeMs | 58 | 198 ± 5 | 220 ± 8 | 0.12 |
| PET TeMs-g-TEVS | 89 | 167 ± 8 | 216 ± 3 | >0.43 |
| PET TeMs—PFDTS | 134 | 148 ± 6 | 174 ± 4 | >0.43 |
| Initial PET TeMs | 55 | 302 ± 8 | 310 ± 15 | 0.015 |
| PET TeMs-g-TEVS | 85 | 287 ± 10 | 292 ± 20 | 0.04 |
| PET TeMs—PFDTS | 115 | 274 ± 12 | 285 ± 18 | 0.04 |
| Element | Concentration in the Feed (μg/L) | Concentration in the Permeate (PET TeMs-g-PS, d = 268 nm) (μg/L) | Concentration in the Permeate (PET TeMs-g-PS, d = 220 nm) (μg/L) | Concentration in the Permeate (PET TeMs-g-PS, d = 135 nm) (μg/L) | Concentration in the Permeate (PTFE Nanofiber Membrane d = 220 nm) (μg/L) |
|---|---|---|---|---|---|
| Cs (σ = ± 26%) | 304 | 1.45 | 0.33 | <0.05 | 34.3 |
| Mo (σ = ± 15%) | 458 | 1.11 | <0.3 | <0.3 | 76.0 |
| Sr (σ = ± 15%) | 136 | <0.5 | <0.5 | <0.5 | 11.1 |
| Sb (σ = ± 15%) | 46.3 | <0.3 | <0.3 | <0.3 | 8.96 |
| Al (σ = ± 16%) | 660 | <3 | <3 | <3 | <30 |
| Ca (σ = ± 16%) | 1780 | 55.3 | 52 | 44 | 208 |
| Fe (σ = ± 10%) | 383 | <0.6 | <0.6 | <0.6 | <6 |
| K (σ = ± 15%) | 249,200 | 377 | 414 | 150 | 7476 |
| Mg (σ = ± 15%) | 1046 | 2.52 | 4 | 2 | <10 |
| Na (σ = ± 15%) | 4,710,000 | 13,200 | 3200 | 540 | 601 |
| Radioisotope | Activity of the Feed (Bq/kg) | Activity of the Permeate (PET TeMs-g-PS, d = 220 nm) (Bq/kg) | Decontamination Factor (D) | Activity of the Permeate (PTFE Nanofiber Membrane d = 220 nm) (Bq/kg) | Decontamination Factor (D) |
|---|---|---|---|---|---|
| 60Co | 85.4 ± 6.1 | <1.0 | 85 | 16.5 ± 1.1 | 10 |
| 137Cs | 1900 ± 27 | <1.1 | 1727 | 4.33 | 439 |
| 241Am | <2.2 | <0.45 | 5 | >0.49 | 2 |
| Type of Membrane | Water Flux of LLLRW, g/m2·h | Salt Rejection, % | Decontamination Factor for Isotopes | Reference |
|---|---|---|---|---|
| Hydrophobic PET TeMs-g-PS | 980 | 99.9 | 60Co—85 137Cs—1727 241Am—5 | [179] |
| PTFE membrane | 5000 | 90–95 | 60Co—10 137Cs—439 241Am >2 | [179] |
| PTFE spiral-wound membrane | 1300–1800 | >93 | 60Co—4336.5 137Cs—43.8 | [13] |
| PES membrane | 70,000–159,000 | >90 | 60Co—400–1000 137Cs—900–1400 85Sr—400–800 | [185] |
| PP hollow fiber membrane | 6300 | 99.6 | Co (simulated) | [186] |
| Ceramic NF membrane | 20,000 | 99.9 | Co (simulated) | [187] |
| Hydrophobic PP membrane | 7100–30,300 | / | 85Sr—105 60Co—104 137Cs—103 | [188] |
| PP hollow fiber membrane | 5000–50,000 | >90 | 85Sr—3700 60Co—8300 137Cs—6000 | [189] |
| Modification Method | Pore Size, nm | Contact Angle, ° | Water Flux, g/m2·h | Salt Rejection, % | LEP, MPa | Reference |
|---|---|---|---|---|---|---|
| Covalent bonding of FDTS | 410 ± 14 | 104 | / | / | 0.012 | [178] |
| Covalent bonding of FDTS | 305 ± 13 | 107 | / | / | 0.039 | [178] |
| Covalent bonding of FDTS | 220 ± 11 | 109 | 97—for 30 g/L NaCl | 98.4 | 0.340 | [178] |
| Photo-initiated graft polymerization of TEVS and VIM | 200 ± 18 | 105 | 88—for 30 g/L NaCl | 95.2 | >0.430 | [130] |
| Photo-initiated graft polymerization of styrene | 268 ± 21 | 91 | 1254—for 30 g/L NaCl | 83.2 | 0.140 | [179] |
| Photo-initiated graft polymerization of styrene | 220 ± 15 | 99 | 219.3—for 30 g/L NaCl | 97.5 | 0.340 | [179] |
| Photo-initiated graft polymerization of styrene | 135 ± 15 | 104 | 107.7—for 30 g/L NaCl | 98.1 | 0.390 | [179] |
| Immobilization of silica nanoparticles | 315 ± 6 | 125 | 15,000—for 30 g/L NaCl | 93 | 0.350 | [131] |
| Immobilization of silica nanoparticles | 263 ± 5 | 132 | 6500—for 30 g/L NaCl | 98 | 0.430 | [131] |
| Immobilization of silica nanoparticles | 201 ± 5 | 135 | 2200—for 30 g/L NaCl | 99 | >0.430 | [131] |
| Plasma deposition of fluoropolymers | 400 | 85–95 | 1100–2900 | 95–100 | / | [133] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yeszhanov, A.B.; Korolkov, I.V.; Dosmagambetova, S.S.; Zdorovets, M.V.; Güven, O. Recent Progress in the Membrane Distillation and Impact of Track-Etched Membranes. Polymers 2021, 13, 2520. https://doi.org/10.3390/polym13152520
Yeszhanov AB, Korolkov IV, Dosmagambetova SS, Zdorovets MV, Güven O. Recent Progress in the Membrane Distillation and Impact of Track-Etched Membranes. Polymers. 2021; 13(15):2520. https://doi.org/10.3390/polym13152520
Chicago/Turabian StyleYeszhanov, Arman B., Ilya V. Korolkov, Saule S. Dosmagambetova, Maxim V. Zdorovets, and Olgun Güven. 2021. "Recent Progress in the Membrane Distillation and Impact of Track-Etched Membranes" Polymers 13, no. 15: 2520. https://doi.org/10.3390/polym13152520
APA StyleYeszhanov, A. B., Korolkov, I. V., Dosmagambetova, S. S., Zdorovets, M. V., & Güven, O. (2021). Recent Progress in the Membrane Distillation and Impact of Track-Etched Membranes. Polymers, 13(15), 2520. https://doi.org/10.3390/polym13152520