
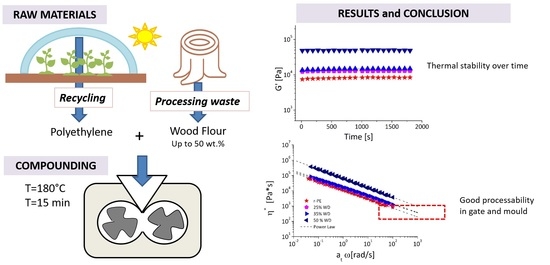
Rotational Rheology of Wood Flour Composites Based on Recycled Polyethylene




Abstract
:
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Torque and Temperature Measurements during Compounding Phase
3.2. Dynamic Rotational Rheology
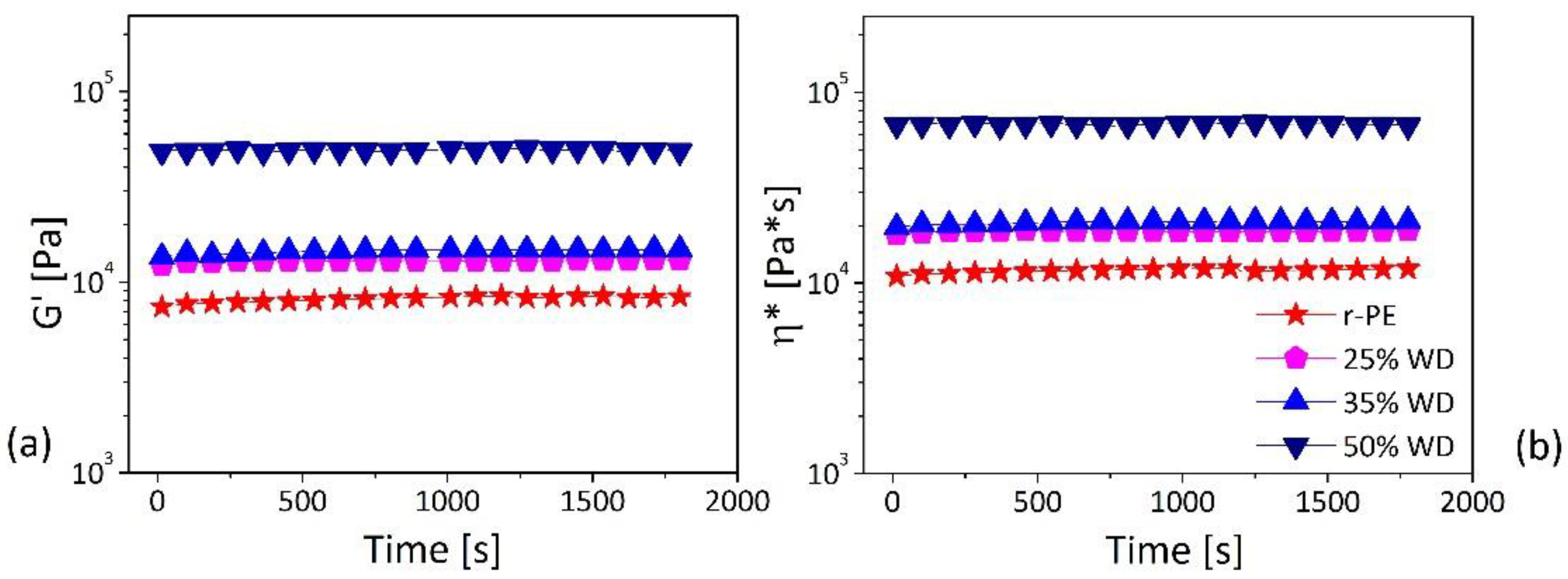
3.2.1. Time Sweep Tests
3.2.2. Frequency Sweep Tests
3.3. Infrared Spectroscopy
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Singh, N.; Hui, D.; Singh, R.; Ahuja, I.P.S.; Feo, L.; Fraternali, F. Recycling of plastic solid waste: A state of art review and future applications. Compos. Part B Eng. 2017, 115, 409–422. [Google Scholar] [CrossRef]
- Singh, P.; Sharma, V.P. Integrated Plastic Waste Management: Environmental and Improved Health Approaches. Procedia Environ. Sci. 2016, 35, 692–700. [Google Scholar] [CrossRef]
- Lebreton, L.; Andrady, A. Future scenarios of global plastic waste generation and disposal. Palgrave Commun. 2019, 5, 6. [Google Scholar] [CrossRef] [Green Version]
- Patti, A.; Cicala, G.; Acierno, D. Eco-Sustainability of the Textile Production: Waste Recovery and Current Recycling in the Composites World. Polymers 2020, 13, 134. [Google Scholar] [CrossRef] [PubMed]
- Ashori, A. Wood-plastic composites as promising green-composites for automotive industries! Bioresour. Technol. 2008, 99, 4661–4667. [Google Scholar] [CrossRef]
- Dinesh, S.; Kumaran, P.; Mohanamurugan, S.; Vijay, R.; Singaravelu, D.L.; Vinod, A.; Sanjay, M.R.; Siengchin, S.; Bhat, K.S. Influence of wood dust fillers on the mechanical, thermal, water absorption and biodegradation characteristics of jute fiber epoxy composites. J. Polym. Res. 2019, 27, 1–13. [Google Scholar] [CrossRef]
- Xiong, C.; Qi, R.; Wang, Y. Wood-thermoplastic composites from wood flour and high-density polyethylene. J. Appl. Polym. Sci. 2009, 114, 1160–1168. [Google Scholar] [CrossRef]
- Schwarzkopf, M.J.; Burnard, M.D. Wood-plastic composites—Performance and environmental impacts. In Environmental Footprints and Eco-Design of Products and Processes; Springer: Berlin/Heidelberg, Germany, 2016; pp. 19–43. [Google Scholar]
- Gardner, D.J.; Han, Y.; Wang, L. Wood-Plastic Composite Technology. Curr. For. Rep. 2015, 1, 139–150. [Google Scholar] [CrossRef] [Green Version]
- Wang, W.; Liu, L.; Ding, N.; Zhang, R.; Yu, J. Mechanical and thermal behavior analysis of wood–polypropylene composites. Text. Res. J. 2021, 91, 347–357. [Google Scholar] [CrossRef]
- Ratanawilai, T.; Taneerat, K. Alternative polymeric matrices for wood-plastic composites: Effects on mechanical properties and resistance to natural weathering. Constr. Build. Mater. 2018, 172, 349–357. [Google Scholar] [CrossRef]
- Habibi, M.; Kazemi Najafi, S.; Ghasemi, I. Rheological and mechanical properties of composites made from wood flour and recycled LDPE/HDPE blend. Iran. Polym. J. (Engl. Ed.) 2017, 26, 949–956. [Google Scholar] [CrossRef]
- Mazzanti, V.; Mollica, F. A Review of Wood Polymer Composites Rheology and Its Implications for Processing. Polymers 2020, 12, 2304. [Google Scholar] [CrossRef] [PubMed]
- Saroia, J.; Wang, Y.; Wei, Q.; Lei, M.; Li, X.; Guo, Y.; Zhang, K. A review on 3D printed matrix polymer composites: Its potential and future challenges. Int. J. Adv. Manuf. Technol. 2020, 106, 1695–1721. [Google Scholar] [CrossRef]
- Suárez, L.; Domínguez, M. Sustainability and environmental impact of fused deposition modelling (FDM) technologies. Int. J. Adv. Manuf. Technol. 2020, 106, 1267–1279. [Google Scholar] [CrossRef]
- Kariz, M.; Sernek, M.; Obućina, M.; Kuzman, M.K. Effect of wood content in FDM filament on properties of 3D printed parts. Mater. Today Commun. 2018, 14, 135–140. [Google Scholar] [CrossRef]
- Yang, T.C. Effect of extrusion temperature on the physico-mechanical properties of unidirectional wood fiber-reinforced polylactic acid composite (WFRPC) components using fused depositionmodeling. Polymers 2018, 10, 976. [Google Scholar] [CrossRef] [Green Version]
- Gregor-Svetec, D.; Leskovšek, M.; Vrabič Brodnjak, U.; Stankovič Elesini, U.; Muck, D.; Urbas, R. Characteristics of HDPE/cardboard dust 3D printable composite filaments. J. Mater. Process. Technol. 2020, 276, 116379. [Google Scholar] [CrossRef]
- Carrete, I.A.; Quiñonez, P.A.; Bermudez, D.; Roberson, D.A. Incorporating Textile-Derived Cellulose Fibers for the Strengthening of Recycled Polyethylene Terephthalate for 3D Printing Feedstock Materials. J. Polym. Environ. 2021, 29, 662–671. [Google Scholar] [CrossRef]
- Gopalan, M.; Mandelkern, L. The effect of crystallization temperature and molecular weight on the melting temperature of linear polyethylene. J. Phys. Chem. 1967, 71, 3833–3841. [Google Scholar] [CrossRef]
- Chen, C.-H.; Mao, C.-F.; Lo, Y.-W. Study of fusion percolation thresholds of rigid PVC compounds. J. Appl. Polym. Sci. 2001, 81, 3022–3029. [Google Scholar] [CrossRef]
- Russo, P.; Patti, A.; Petrarca, C.; Acierno, S. Thermal conductivity and dielectric properties of polypropylene-based hybrid compounds containing multiwalled carbon nanotubes. J. Appl. Polym. Sci. 2018, 135, 46470–46479. [Google Scholar] [CrossRef]
- Tomaszewska, J.; Sterzyński, T.; Zajchowski, S. Thermal and structural effects of poly(vinyl chloride)/(wood flour) compound gelation in the Brabender mixer. J. Vinyl Addit. Technol. 2011, 17, 239–244. [Google Scholar] [CrossRef]
- Hidalgo, J.; Jiménez-Morales, A.; Torralba, J.M. Torque rheology of zircon feedstocks for powder injection moulding. J. Eur. Ceram. Soc. 2012, 32, 4063–4072. [Google Scholar] [CrossRef] [Green Version]
- Çavuş, V.; Şahin, S.; Esteves, B.; Ayata, Ü. Determination of Thermal Conductivity Properties in Some Wood Species Obtained from Turkey. Bioresources 2019, 14, 6709–6715. [Google Scholar]
- Ngo, I.L.; Jeon, S.; Byon, C. Thermal conductivity of transparent and flexible polymers containing fillers: A literature review. Int. J. Heat Mass Transf. 2016, 98, 219–226. [Google Scholar] [CrossRef]
- Patti, A.; Acierno, D.; Latteri, A.; Tosto, C.; Pergolizzi, E.; Recca, G.; Cristaudo, M.; Cicala, G. Influence of the processing conditions on the mechanical performance of sustainable bio-based PLA compounds. Polymers 2020, 12, 2197. [Google Scholar] [CrossRef] [PubMed]
- Dordinejad, A.K.; Sharif, F.; Ebrahimi, M.; Rashedi, R. Time-sweep rheometry for evaluating polyethylene degradation behavior: Effect of formulation and process conditions. Polym. Test. 2018, 70, 39–46. [Google Scholar] [CrossRef]
- Mariani, P.; Carianni, G.; Menconi, F.; La Mantia, F.P. Correlation between processability and properties of a high density polyethylene by a rheological approach. Macromol. Chem. Phys. 2002, 203, 1602–1605. [Google Scholar] [CrossRef]
- Mazzanti, V.; Mollica, F.; El Kissi, N. Rheological and mechanical characterization of polypropylene-based wood plastic composites. Polym. Compos. 2016, 37, 3460–3473. [Google Scholar] [CrossRef]
- Sliwa, F.; El Bounia, N.E.; Marin, G.; Charrier, F.; Malet, F. A new generation of wood polymer composite with improved thermal stability. Polym. Degrad. Stab. 2012, 97, 496–503. [Google Scholar] [CrossRef]
- Patti, A.; Nele, L.; Zarrelli, M.; Graziosi, L.; Acierno, D. A Comparative Analysis on the Processing Aspects of Basalt and Glass Fibers Reinforced Composites. Fibers Polym. 2021, 22, 1449–1459. [Google Scholar] [CrossRef]
- Kaseem, M.; Hamad, K.; Deri, F.; Ko, Y.G. Material properties of polyethylene/wood composites: A review of recent works. Polym. Sci. Ser. A 2015, 57, 689–703. [Google Scholar] [CrossRef]
- Patti, A.; Russo, P.; Acierno, D.; Acierno, S. The effect of filler functionalization on dispersion and thermal conductivity of polypropylene/multi wall carbon nanotubes composites. Compos. Part B Eng. 2016, 94, 350–359. [Google Scholar] [CrossRef]
- Godard, F.; Vincent, M.; Agassant, J.F.; Vergnes, B. Rheological behavior and mechanical properties of sawdust/polyethylene composites. J. Appl. Polym. Sci. 2009, 112, 2559–2566. [Google Scholar] [CrossRef]
- Lozano, K.; Bonilla-Rios, J.; Barrera, E.V. A study on nanofiber-reinforced thermoplastic composites (II): Investigation of the mixing rheology and conduction properties. J. Appl. Polym. Sci. 2001, 80, 1162–1172. [Google Scholar] [CrossRef]
- Tazi, M.; Erchiqui, F.; Godard, F.; Kaddami, H.; Ajji, A. Characterization of rheological and thermophysical properties of HDPE-wood composite. J. Appl. Polym. Sci. 2014, 131. [Google Scholar] [CrossRef]
- Laufer, N.; Hansmann, H.; Koch, M. Rheological Characterisation of the Flow Behaviour of Wood Plastic Composites in Consideration of Different Volume Fractions of Wood. Proc. J. Phys. Conf. Ser. 2017, 790, 012017. [Google Scholar] [CrossRef] [Green Version]
- Park, H.E.; Dealy, J.; Münstedt, H. Influence of long-chain branching on time-pressure and time-temperature shift factors for polystyrene and polyethylene. Rheol. Acta 2006, 46, 153–159. [Google Scholar] [CrossRef]
- Liu, W.; Xie, Z.; Bo, T.; Yang, X. Injection molding of surface modified powders with high solid loadings: A case for fabrication of translucent alumina ceramics. J. Eur. Ceram. Soc. 2011, 31, 1611–1617. [Google Scholar] [CrossRef]
- Weon, J. Il Effects of thermal ageing on mechanical and thermal behaviors of linear low density polyethylene pipe. Polym. Degrad. Stab. 2010, 95, 14–20. [Google Scholar] [CrossRef]
- Brandon, J.; Goldstein, M.; Ohman, M.D. Long-term aging and degradation of microplastic particles: Comparing in situ oceanic and experimental weathering patterns. Mar. Pollut. Bull. 2016, 110, 299–308. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Huang, H.-J.; Wang, Q.-B.; Xie, B.-H.; Yang, W.; Yang, M.-B. Thermal Oxidation and Structural Changes of Degraded Polyethylene in an Oxygen Atmosphere. J. Macromol. Sci. Part B 2011, 50, 1376–1387. [Google Scholar] [CrossRef]
- Gulmine, J.V.; Janissek, P.R.; Heise, H.M.; Akcelrud, L. Polyethylene characterization by FTIR. Polym. Test. 2002, 21, 557–563. [Google Scholar] [CrossRef]
- Soccalingame, L.; Perrin, D.; Bénézet, J.C.; Mani, S.; Coiffier, F.; Richaud, E.; Bergeret, A. Reprocessing of artificial UV-weathered wood flour reinforced polypropylene composites. Polym. Degrad. Stab. 2015, 120, 313–327. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Barczewski, M.; Szostak, M. Injection Molding of Highly Filled Polypropylene-based Biocomposites. Buckwheat Husk and Wood Flour Filler: A Comparison of Agricultural and Wood Industry Waste Utilization. Polymers 2019, 11, 1881. [Google Scholar] [CrossRef] [PubMed] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | M [Nm] | T [°C] | TME [kJ] |
|---|---|---|---|
| r-PE | 23 | 179 | 70 |
| 25% WD | 27 | 181 | 79 |
| 35% WD | 28 | 183 | 81 |
| 50% WD | 30 | 185 | 80 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Patti, A.; Cicala, G.; Acierno, S. Rotational Rheology of Wood Flour Composites Based on Recycled Polyethylene. Polymers 2021, 13, 2226. https://doi.org/10.3390/polym13142226
Patti A, Cicala G, Acierno S. Rotational Rheology of Wood Flour Composites Based on Recycled Polyethylene. Polymers. 2021; 13(14):2226. https://doi.org/10.3390/polym13142226
Chicago/Turabian StylePatti, Antonella, Gianluca Cicala, and Stefano Acierno. 2021. "Rotational Rheology of Wood Flour Composites Based on Recycled Polyethylene" Polymers 13, no. 14: 2226. https://doi.org/10.3390/polym13142226
APA StylePatti, A., Cicala, G., & Acierno, S. (2021). Rotational Rheology of Wood Flour Composites Based on Recycled Polyethylene. Polymers, 13(14), 2226. https://doi.org/10.3390/polym13142226