
Surface Finishing of FDM-Fabricated Amorphous Polyetheretherketone and Its Carbon-Fiber-Reinforced Composite by Dry Milling

Abstract
:1. Introduction
2. Materials and Methods
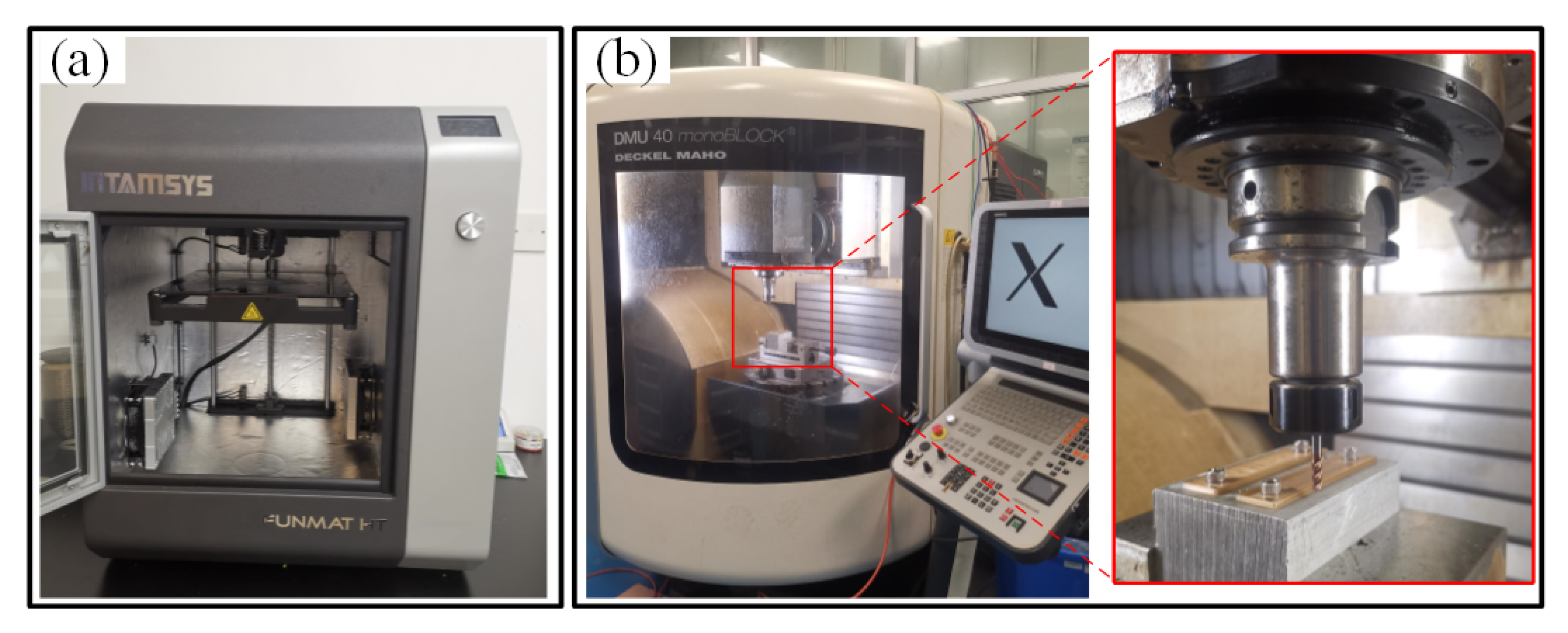
2.1. Materials and Material Handling Equipment
2.2. Preparation of the 3D-Printed Samples
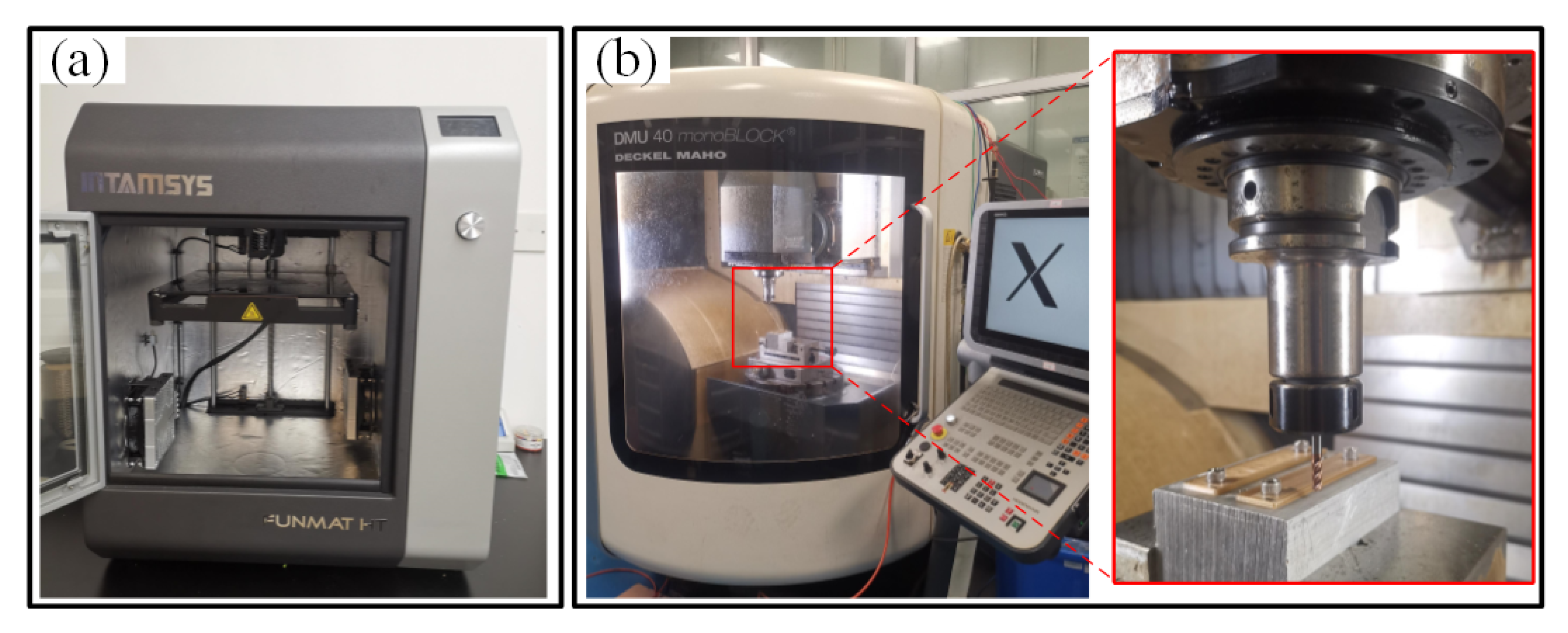
2.3. Test Equipment
2.4. Design of the Milling Experiments
3. Results and Discussions
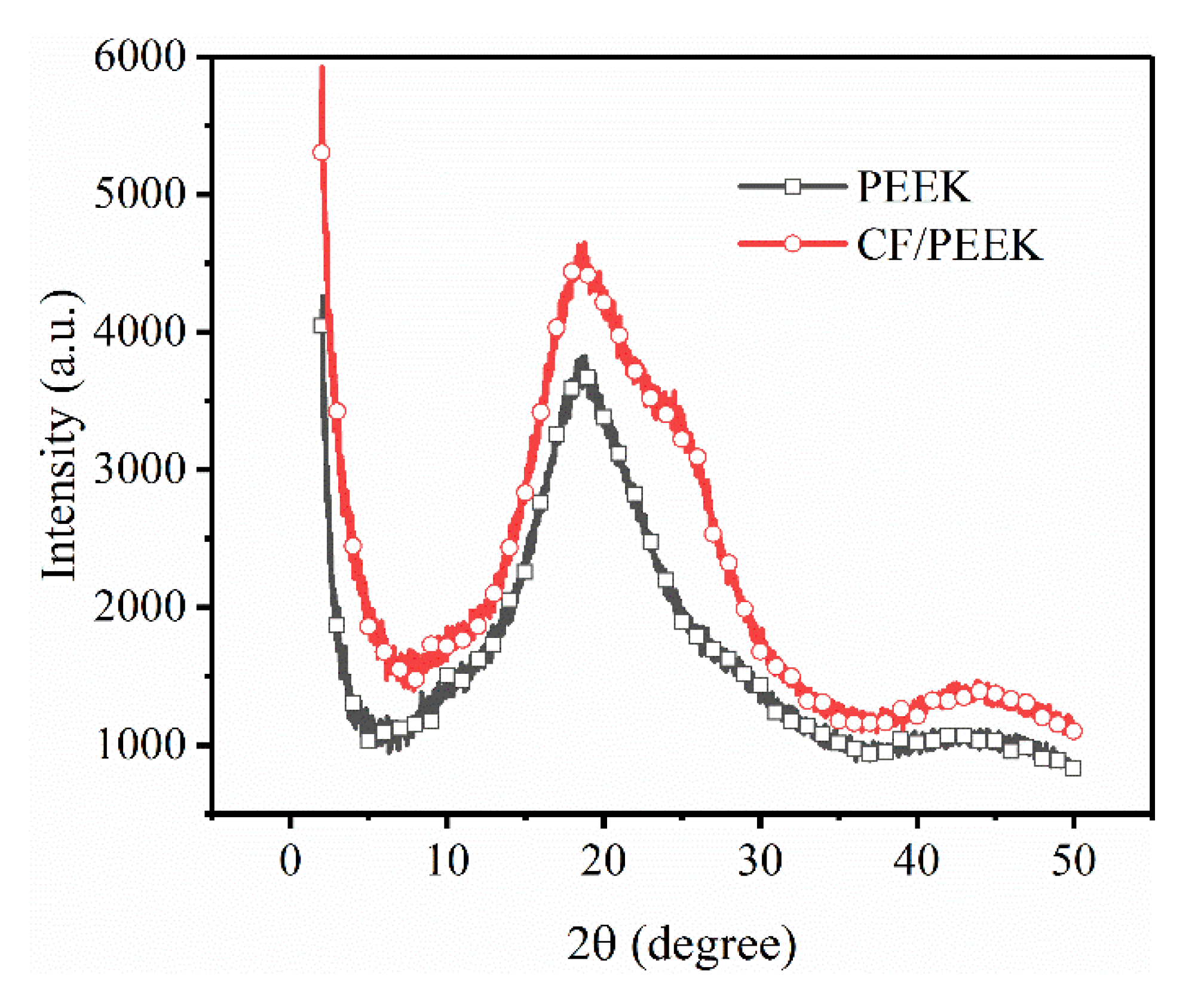
3.1. Characterisation of the Initial Surface
3.2. Effects of Printing Parameters
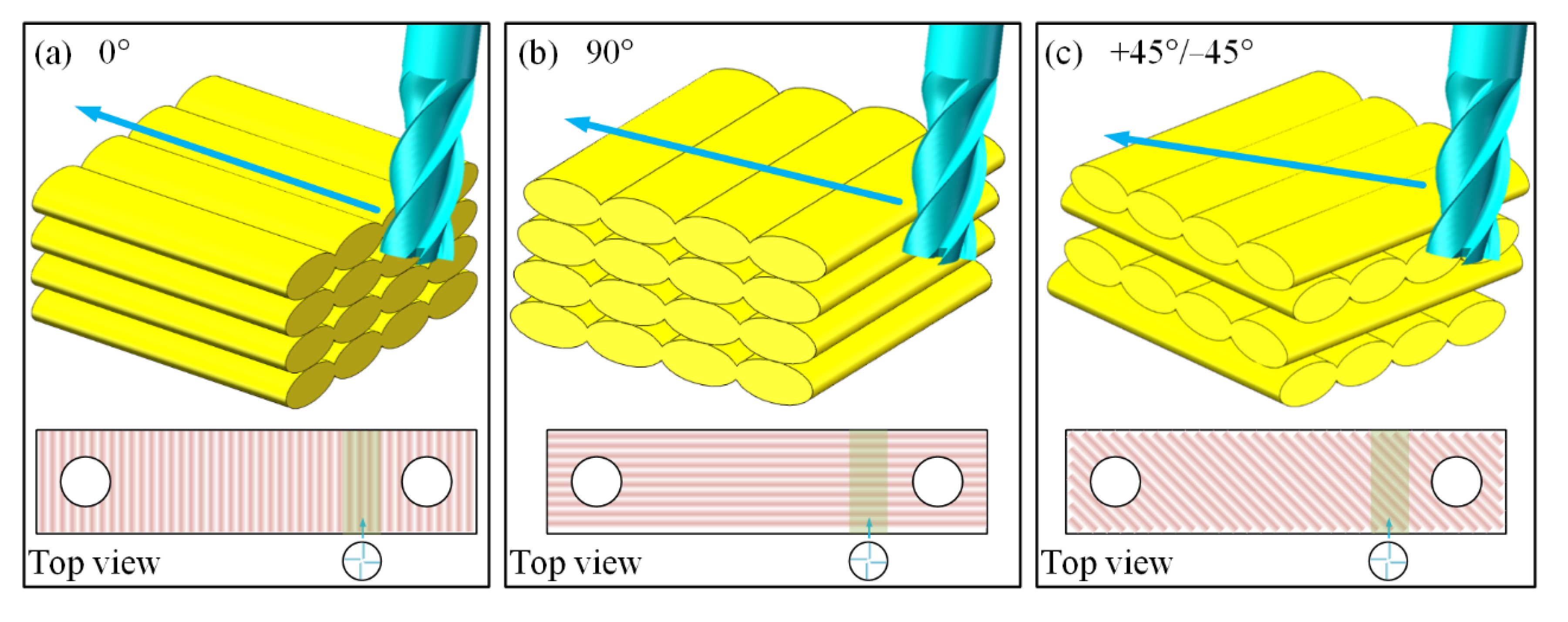
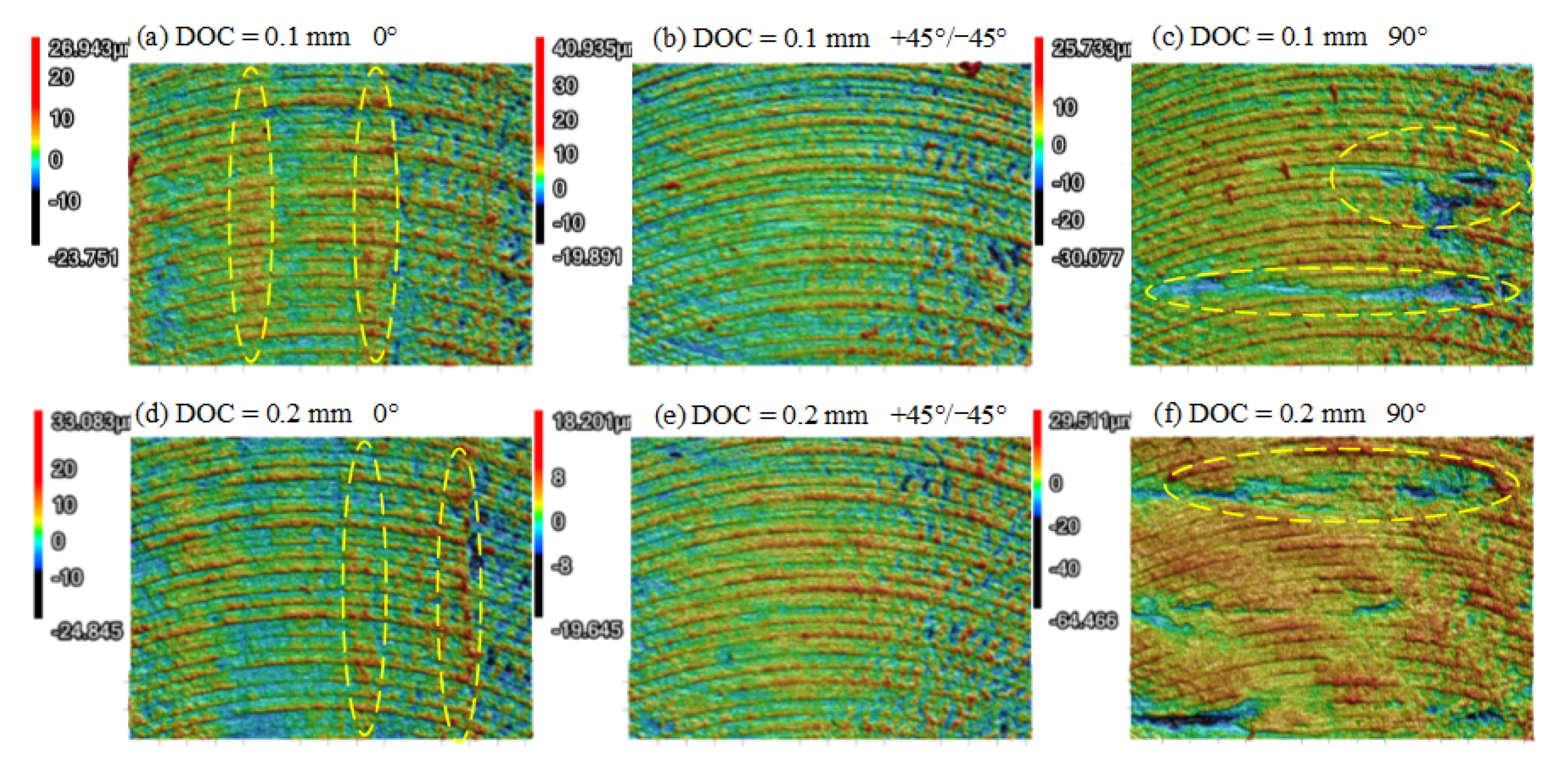
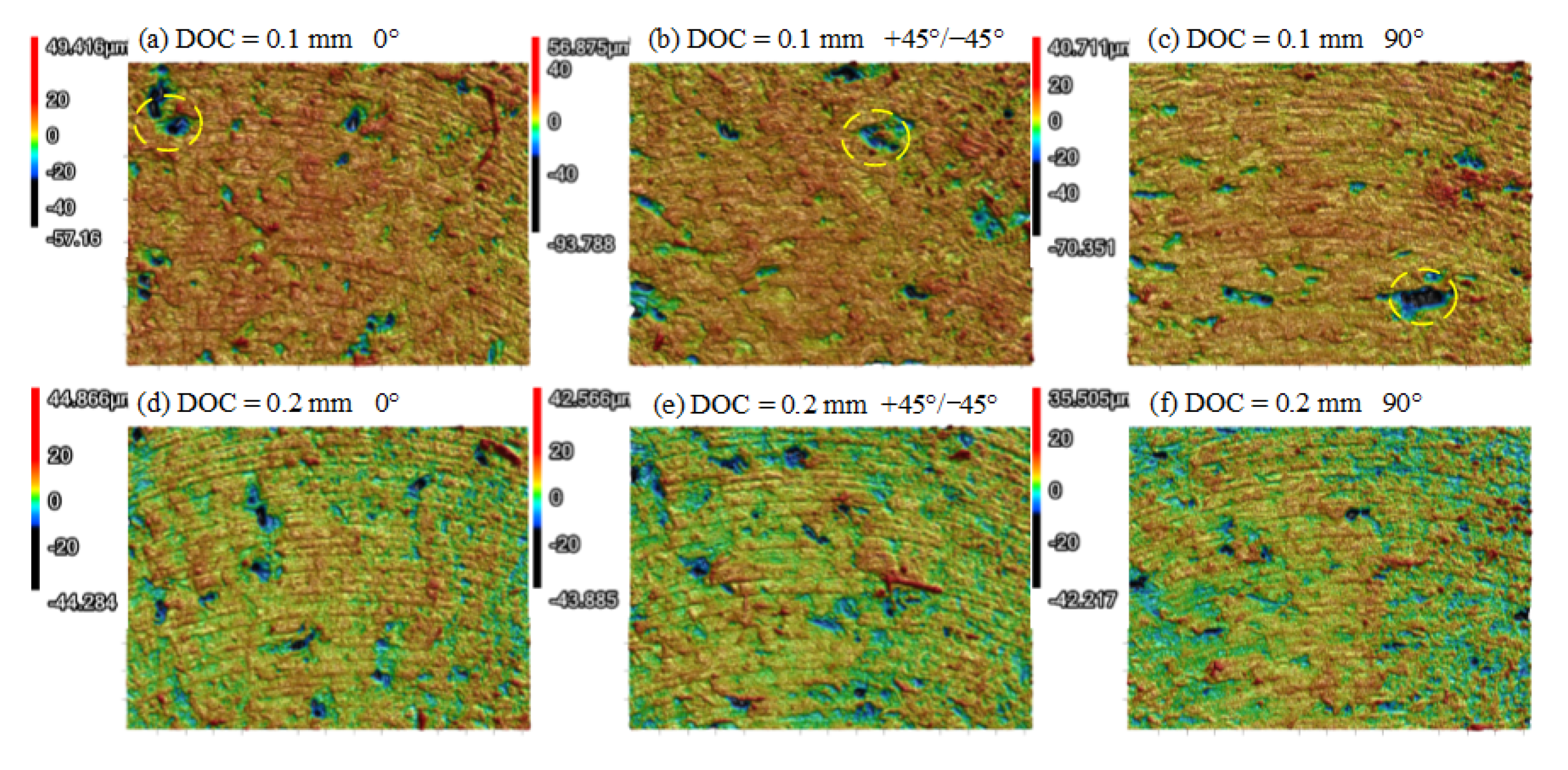
3.2.1. Effects of the RA
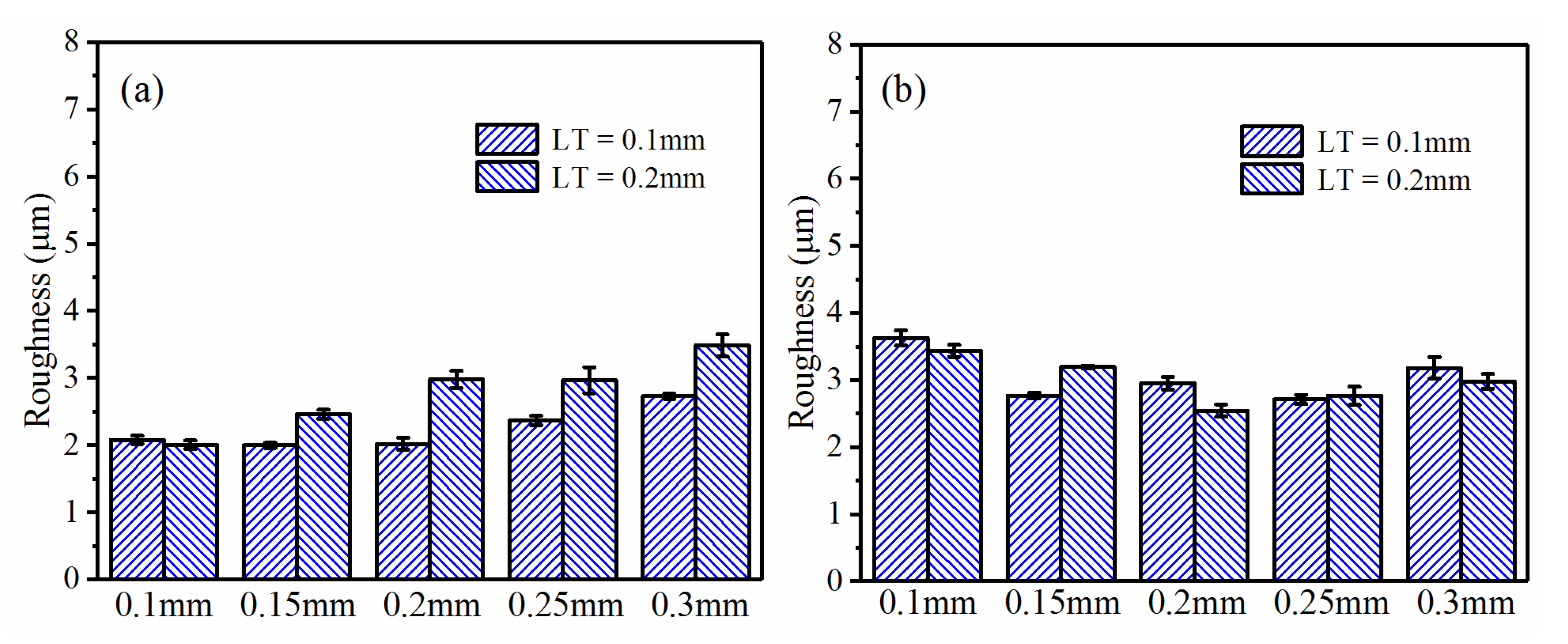
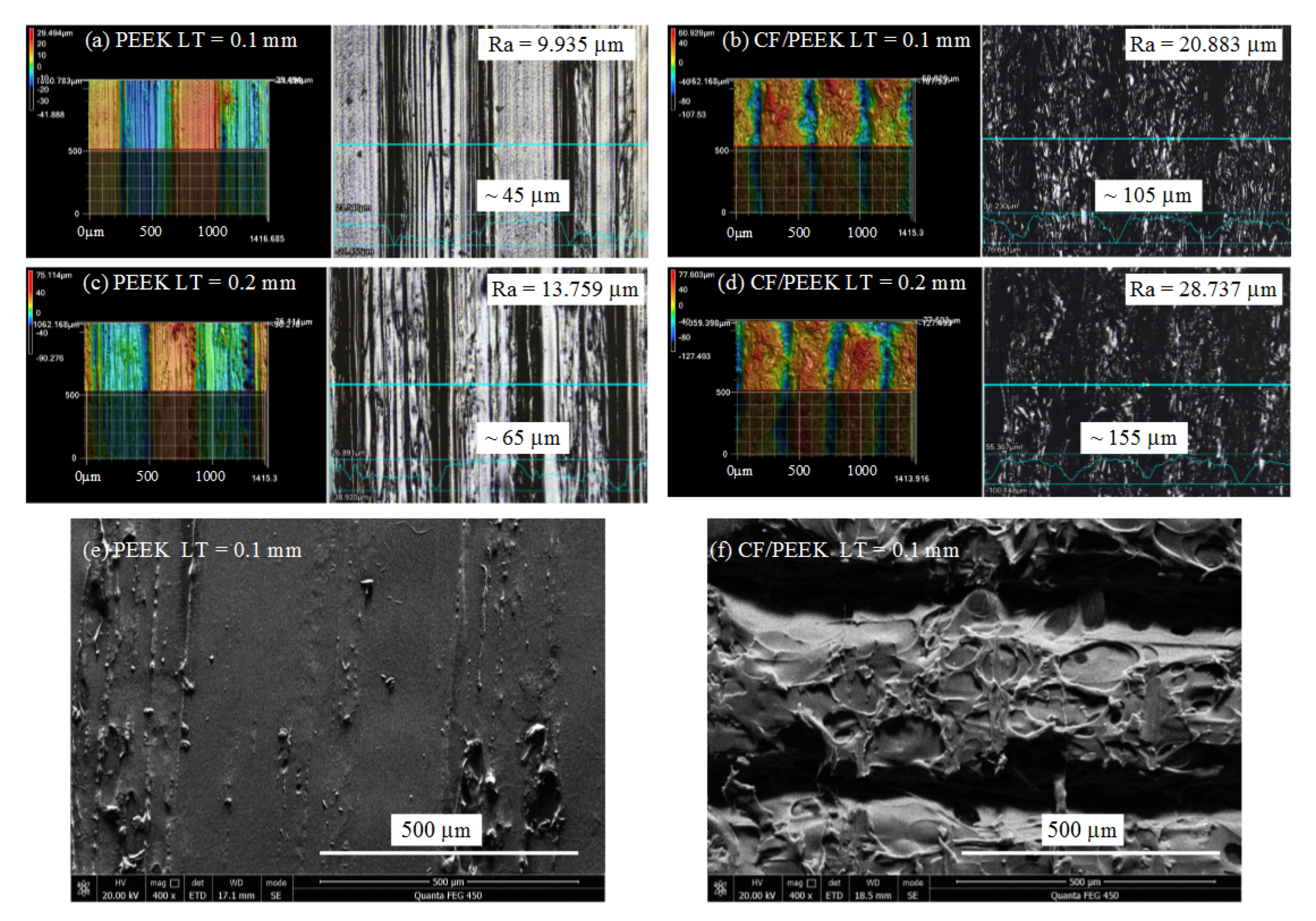
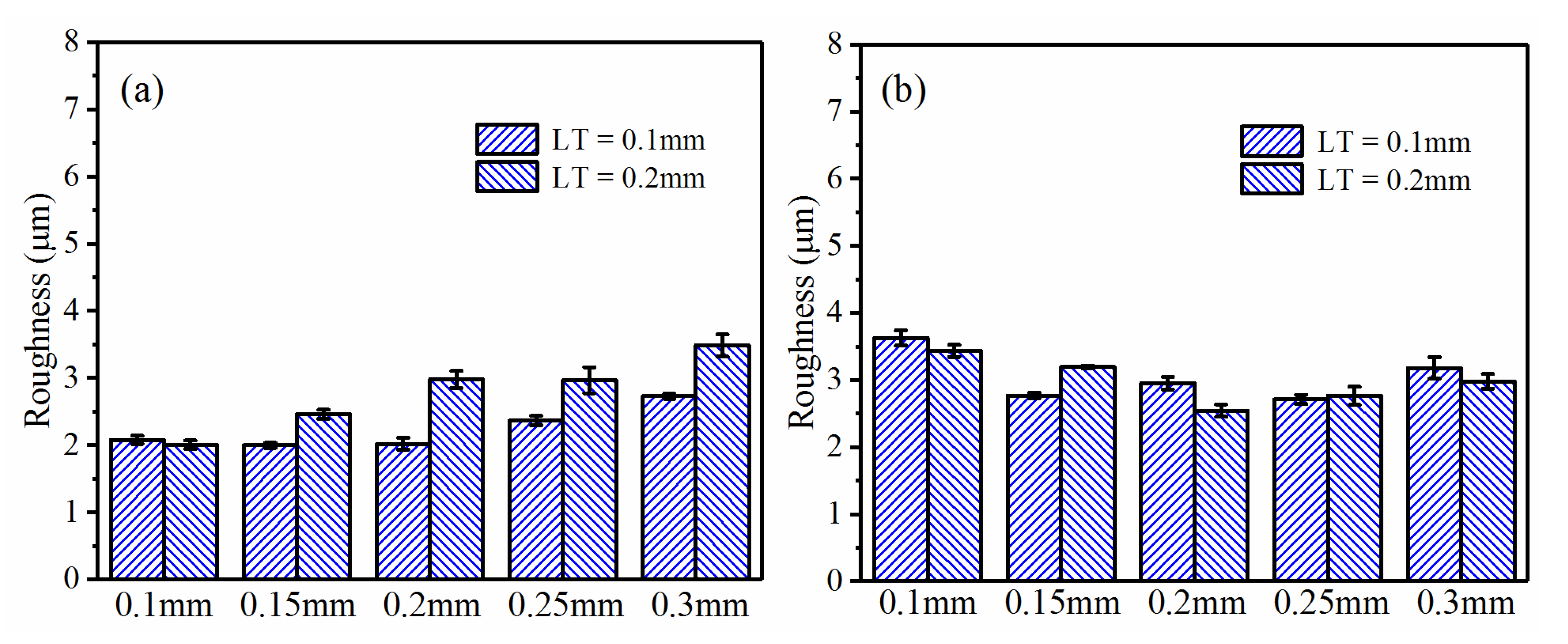
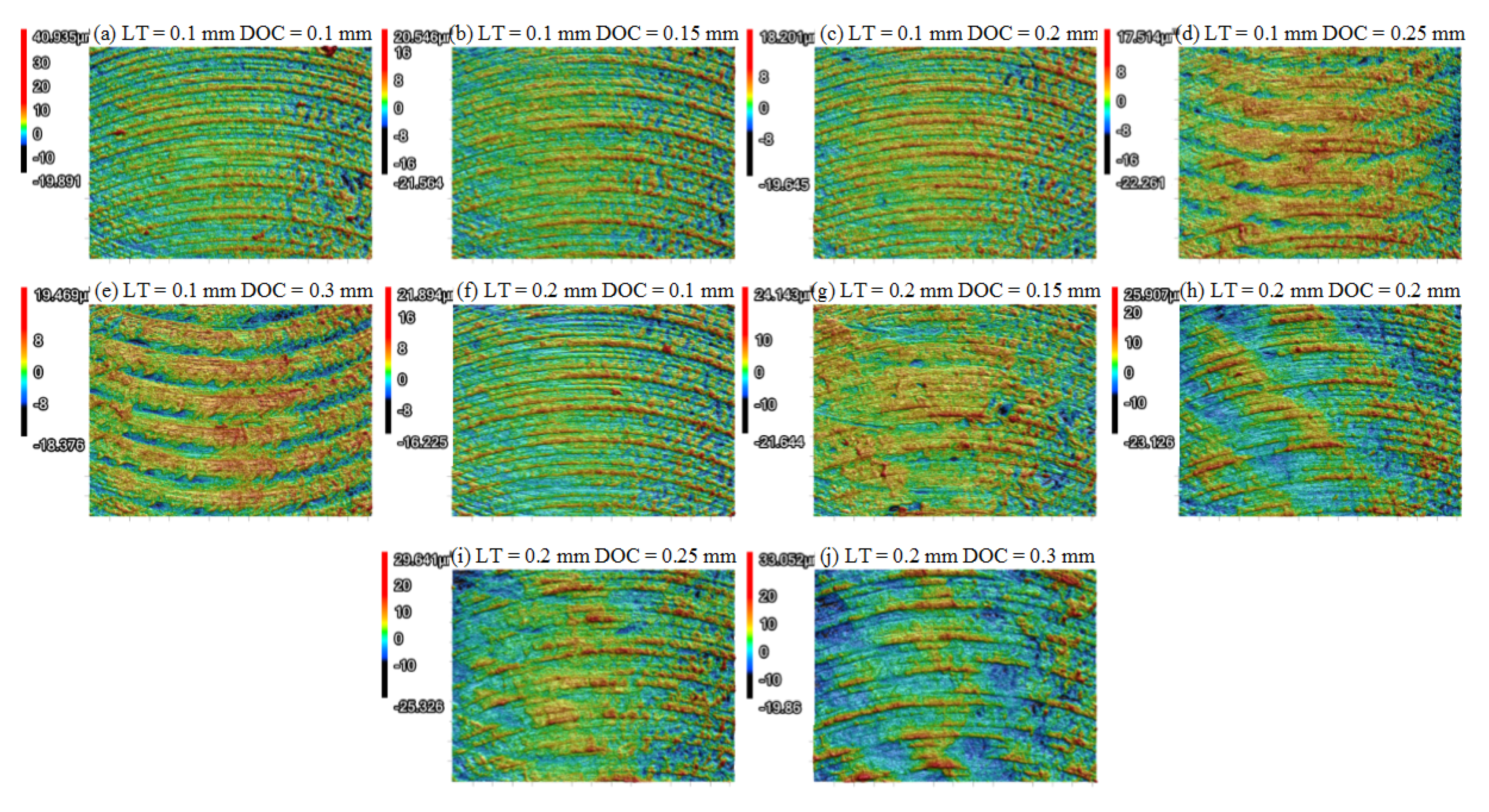
3.2.2. Effects of LT
3.3. Effects of Milling Parameters
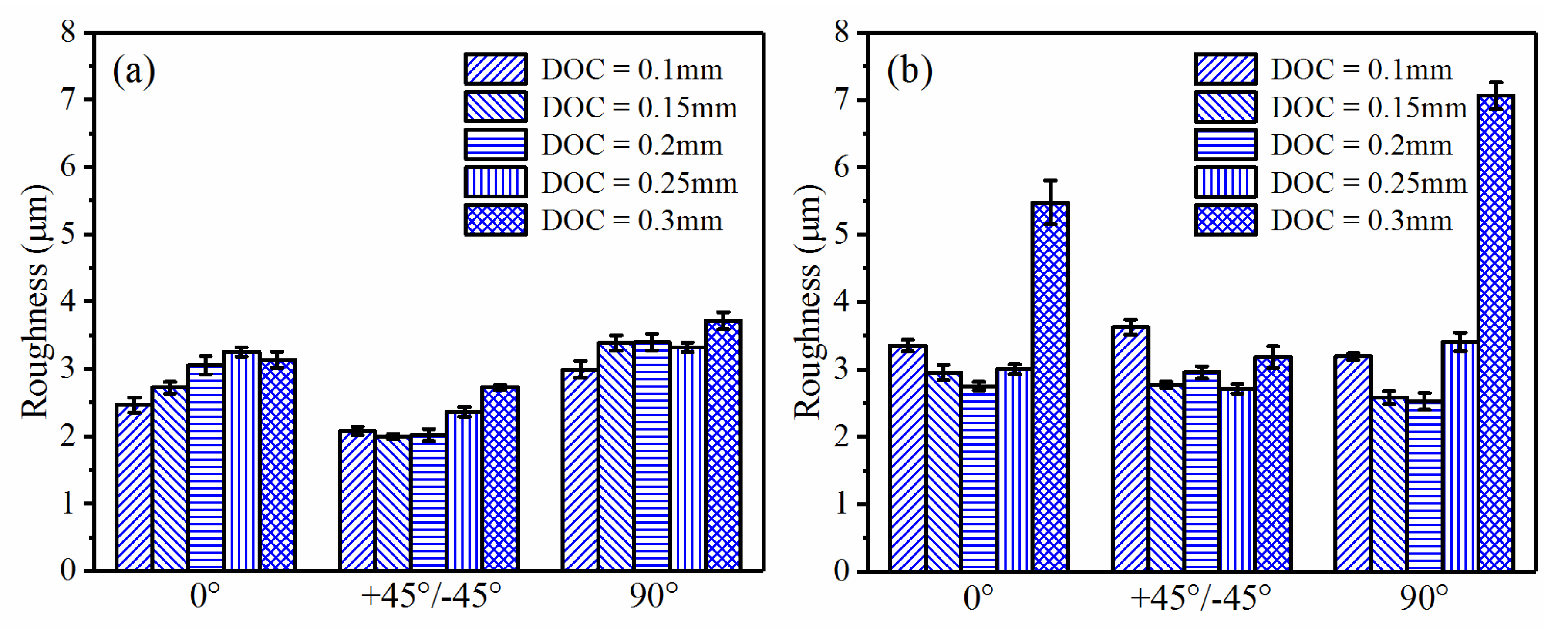
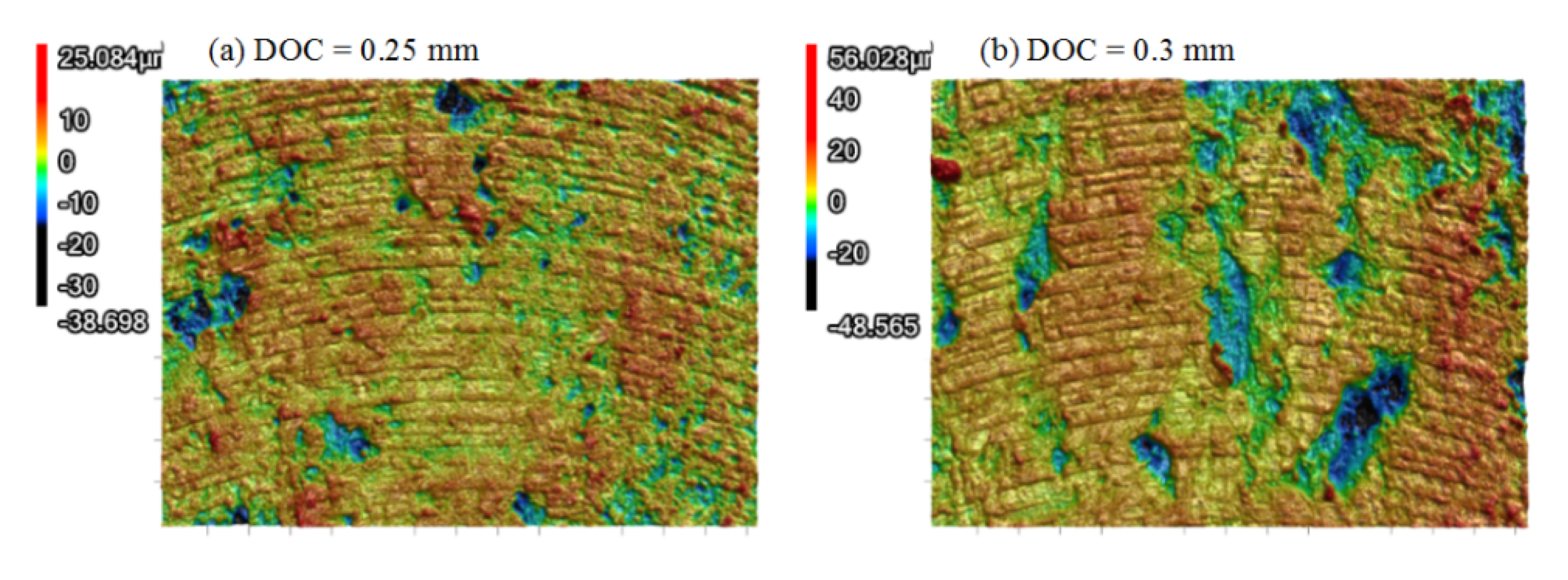
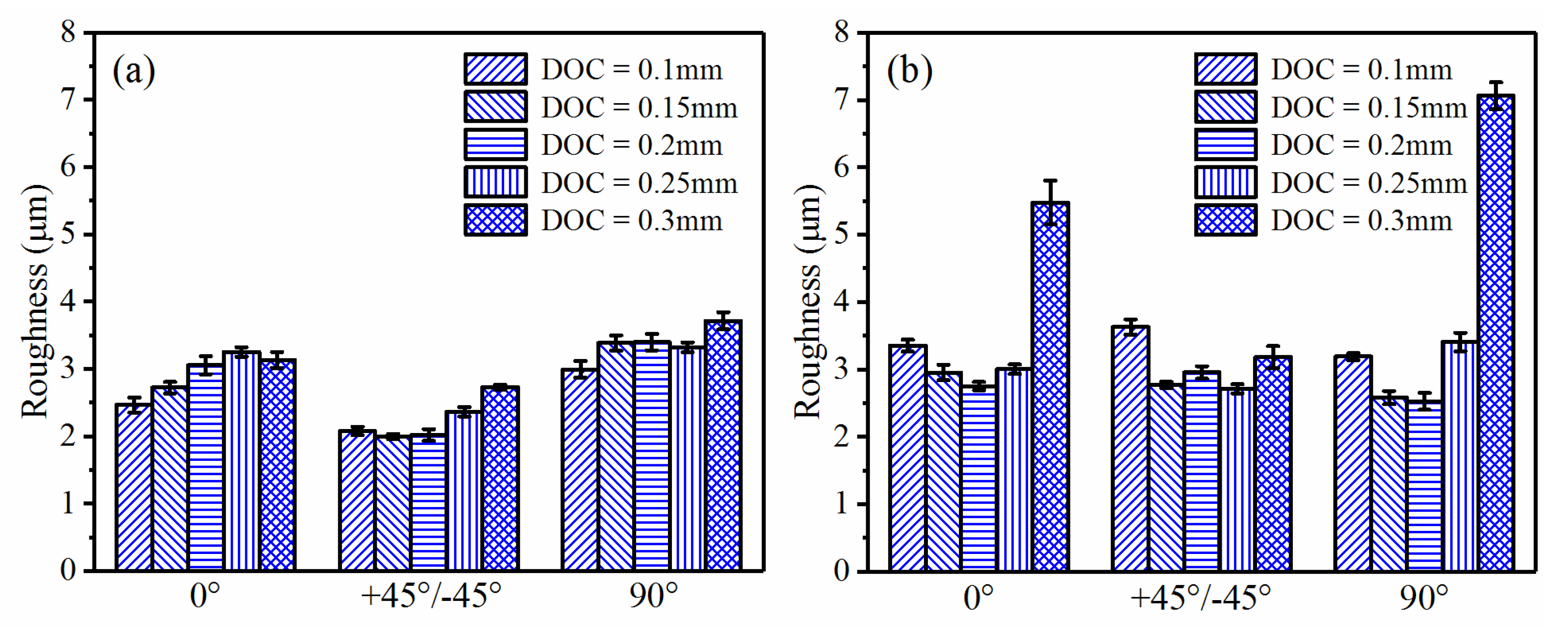
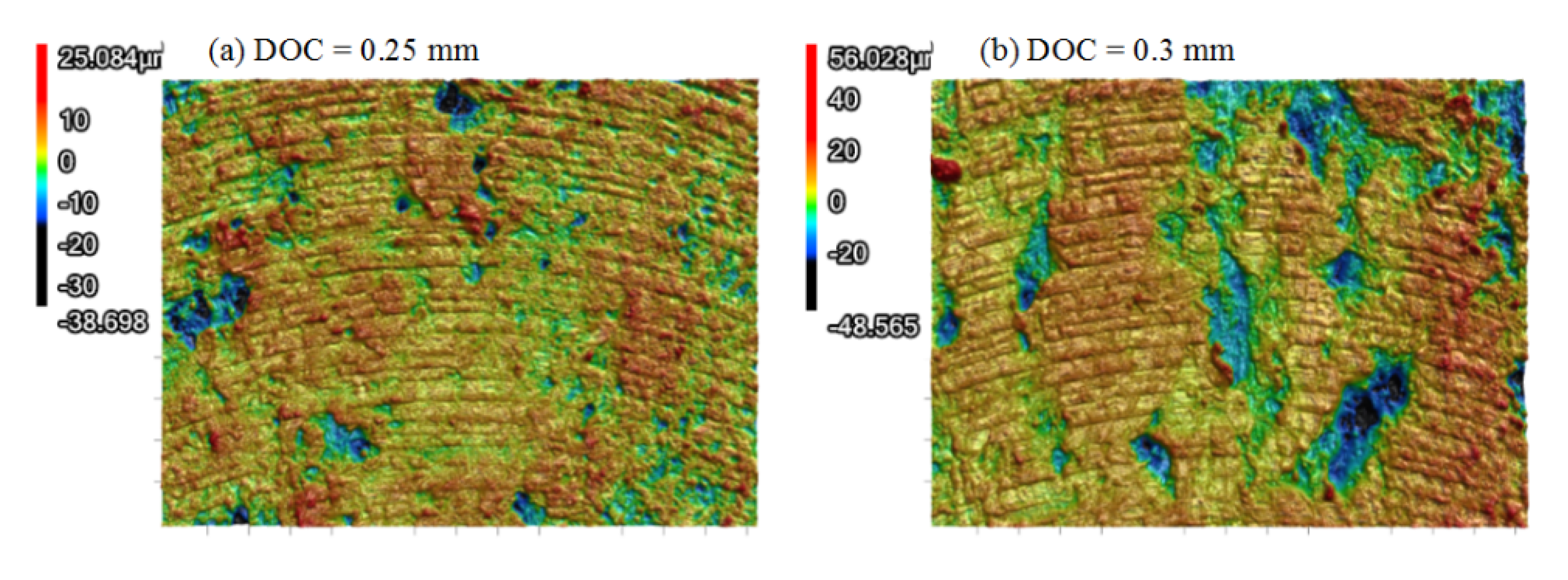
3.3.1. Effects of the DOC
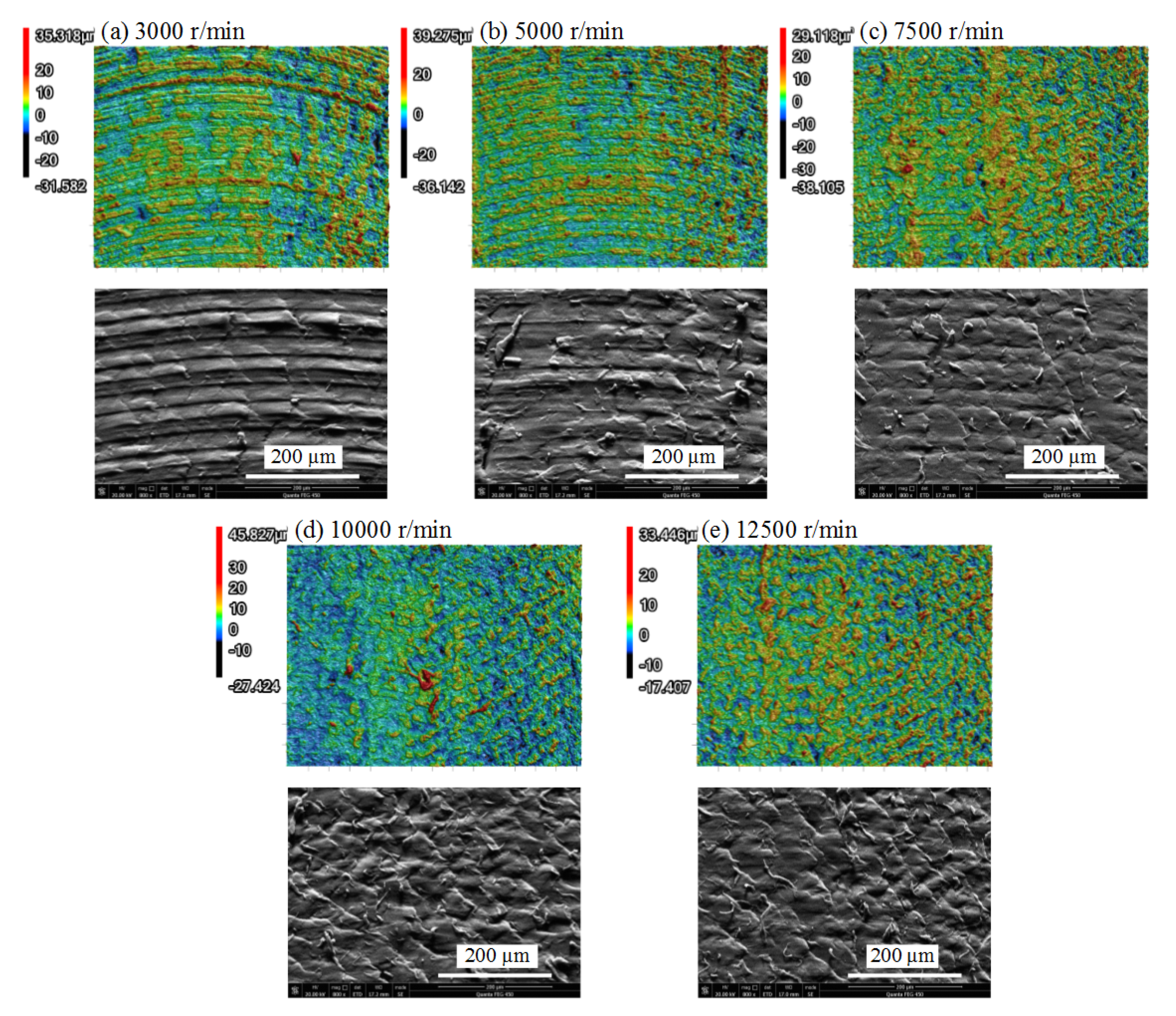
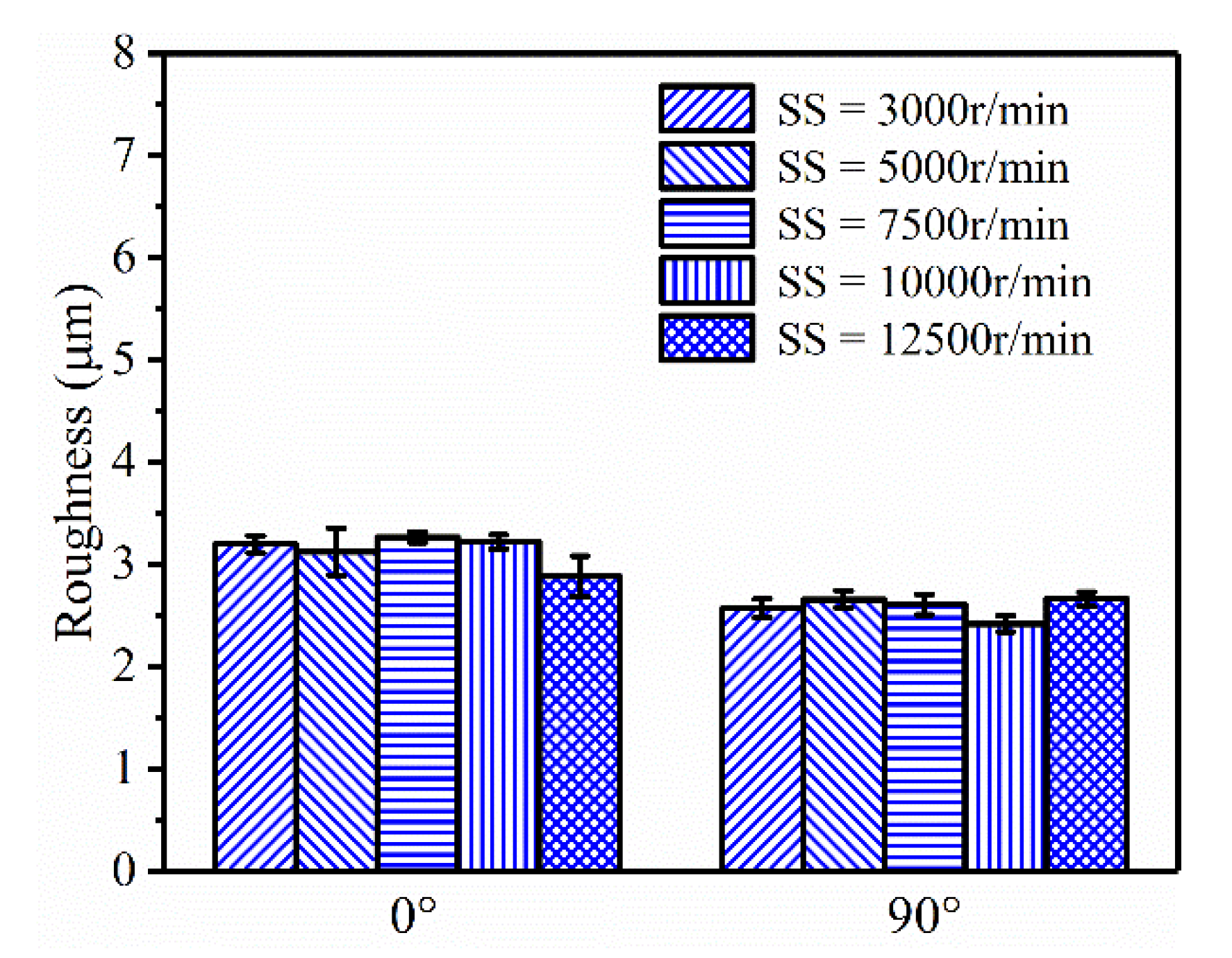
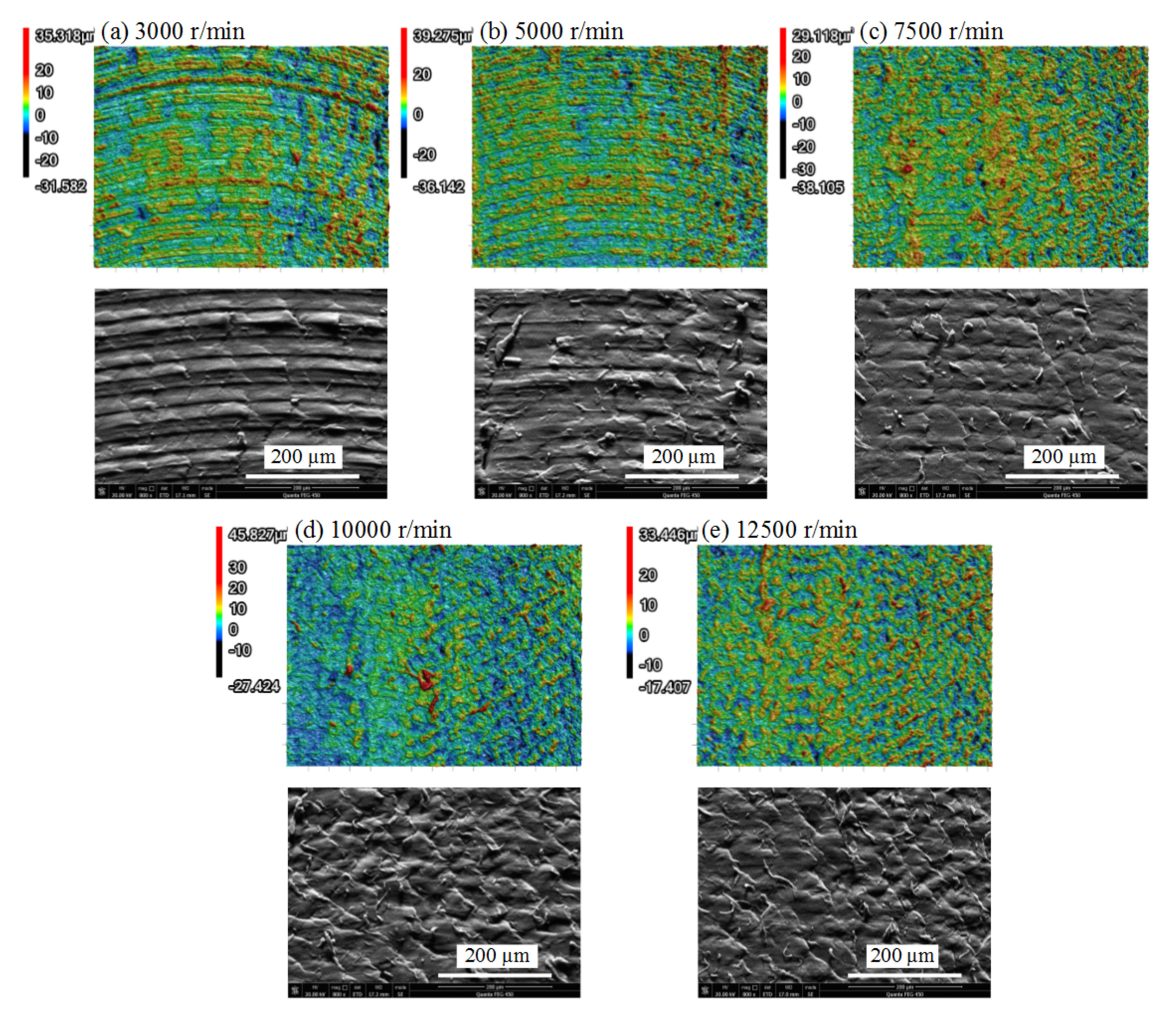
3.3.2. Effects of the SS
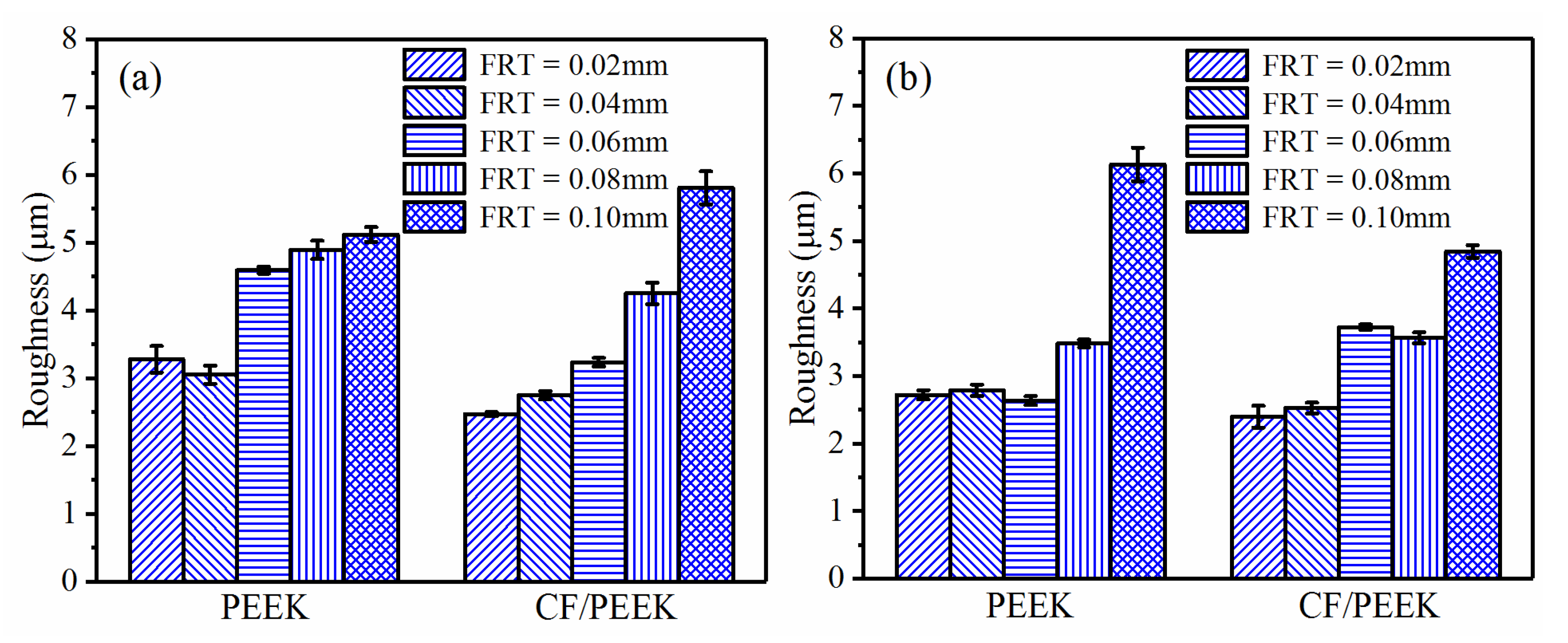
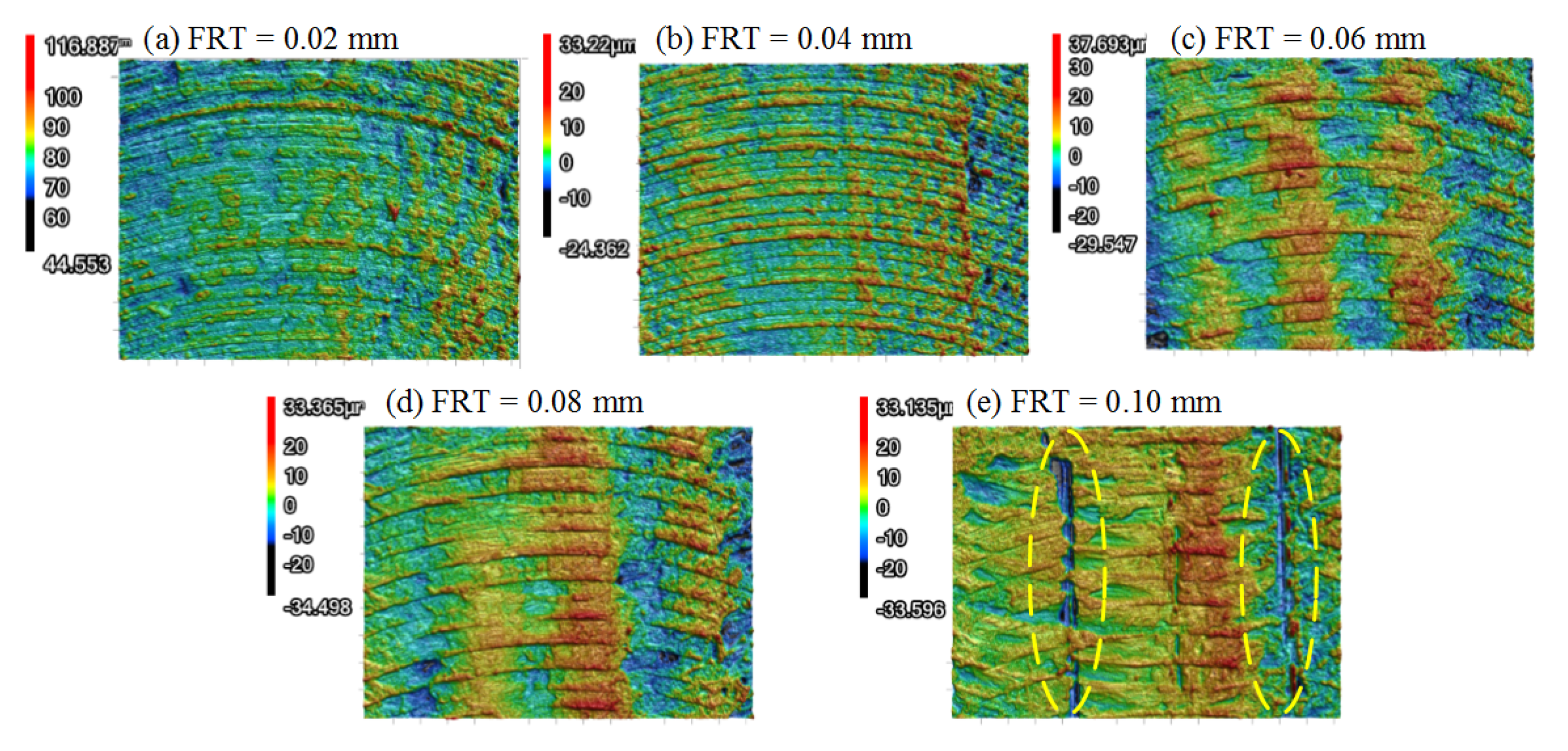
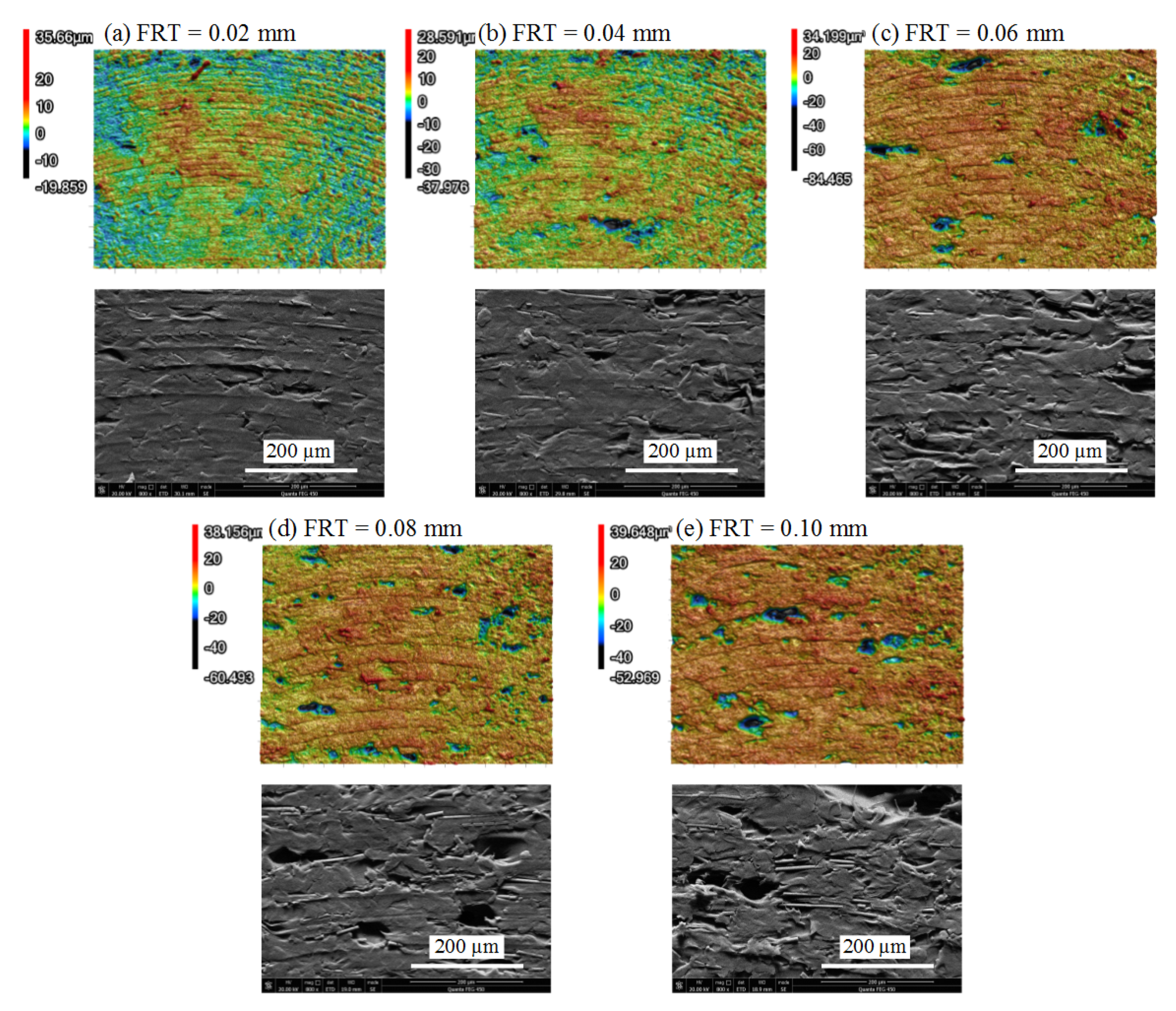
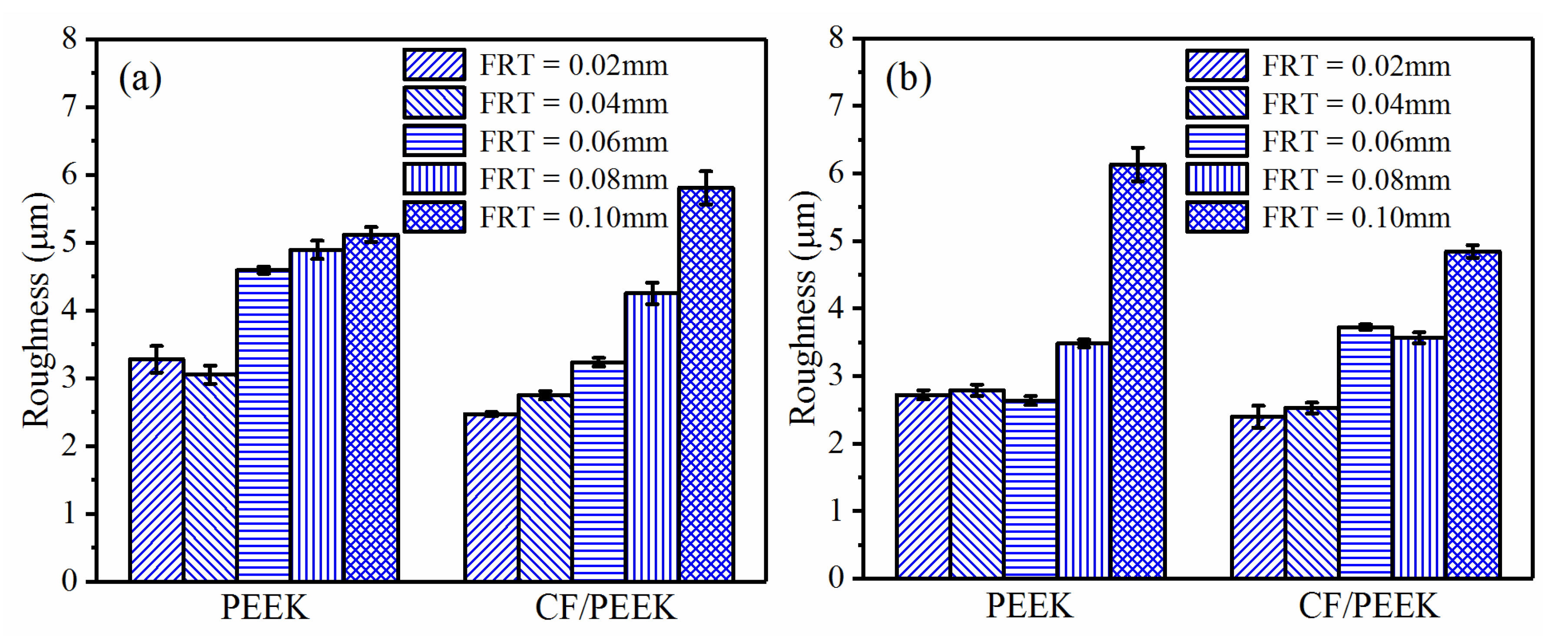
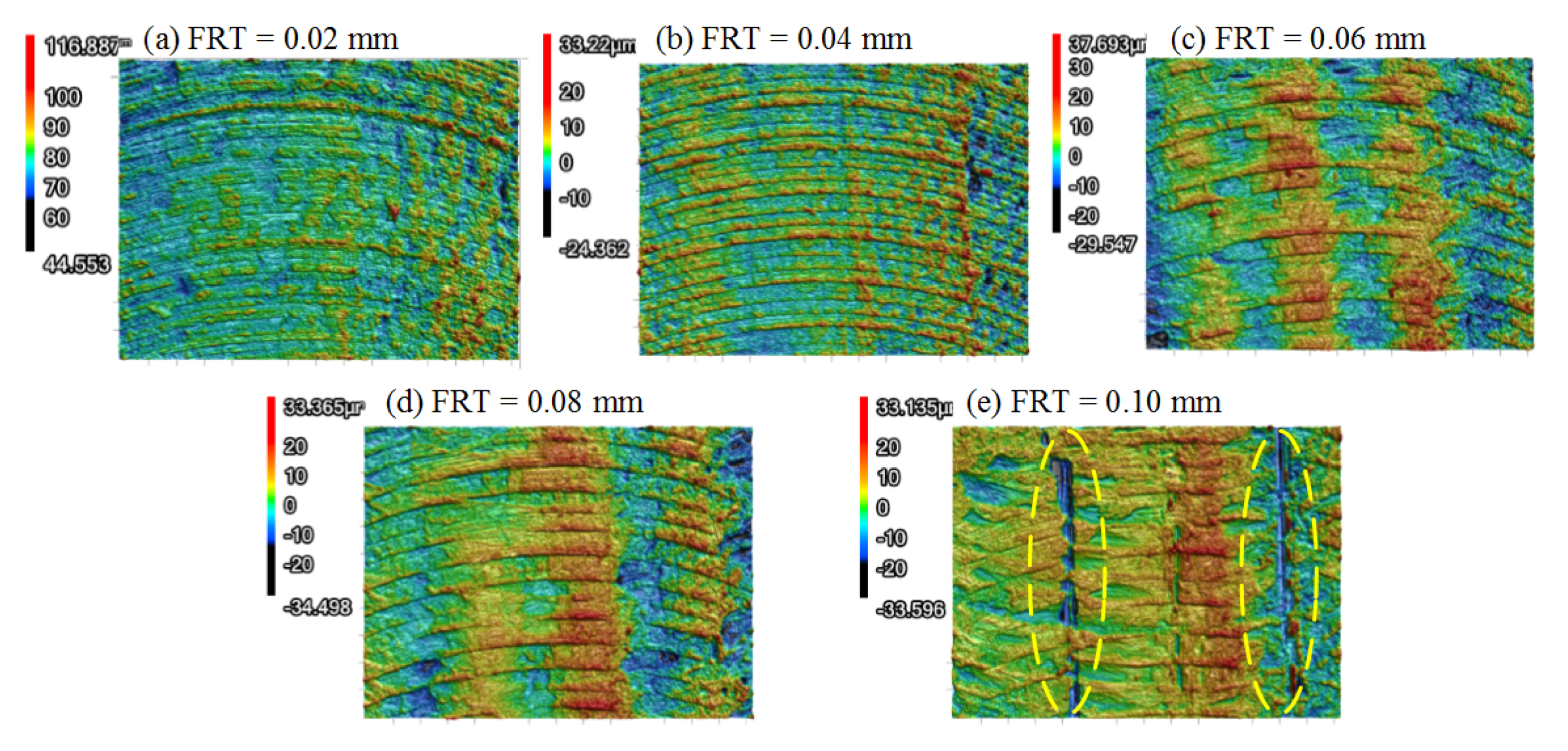
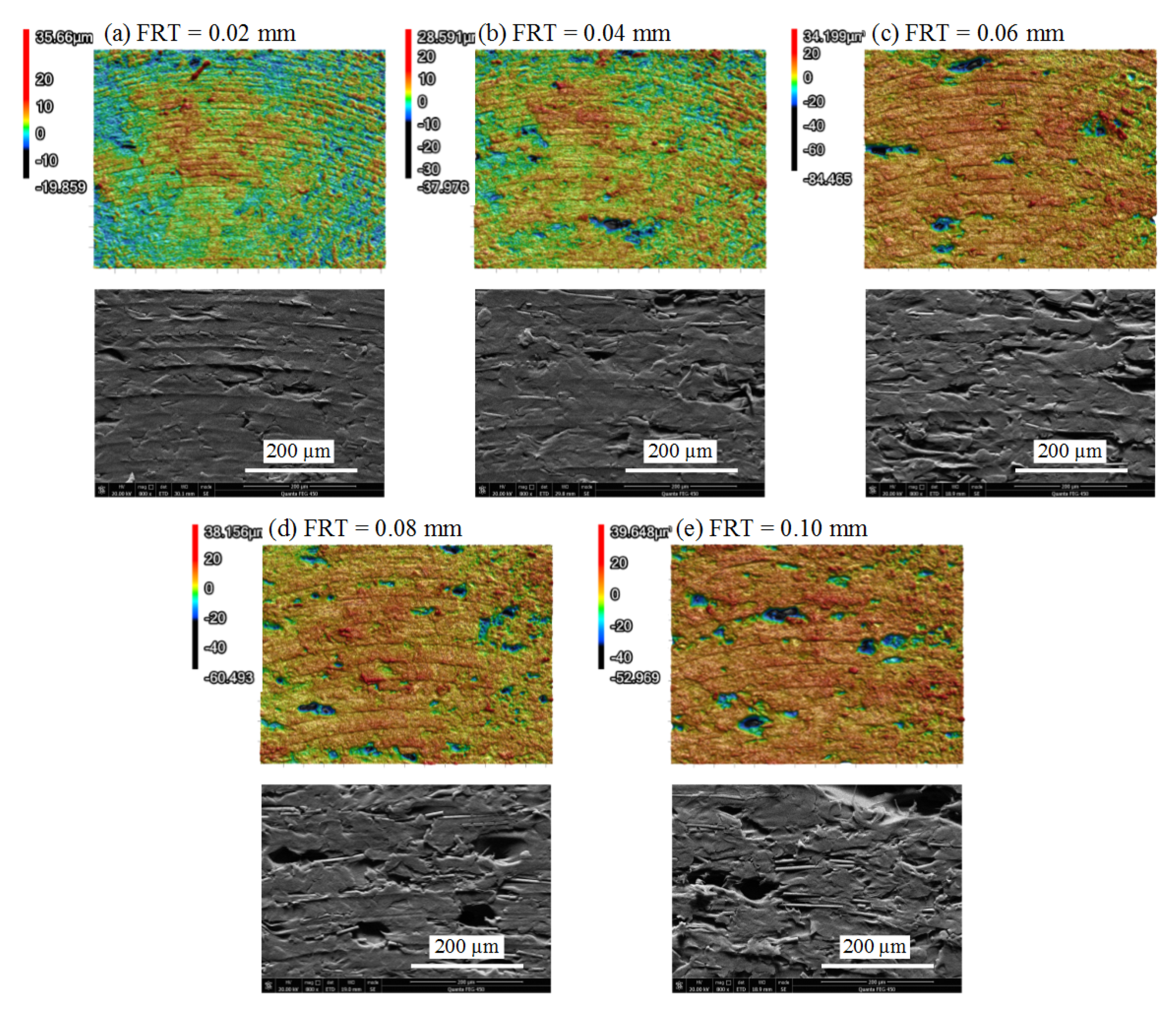
3.3.3. Effects of the FRT
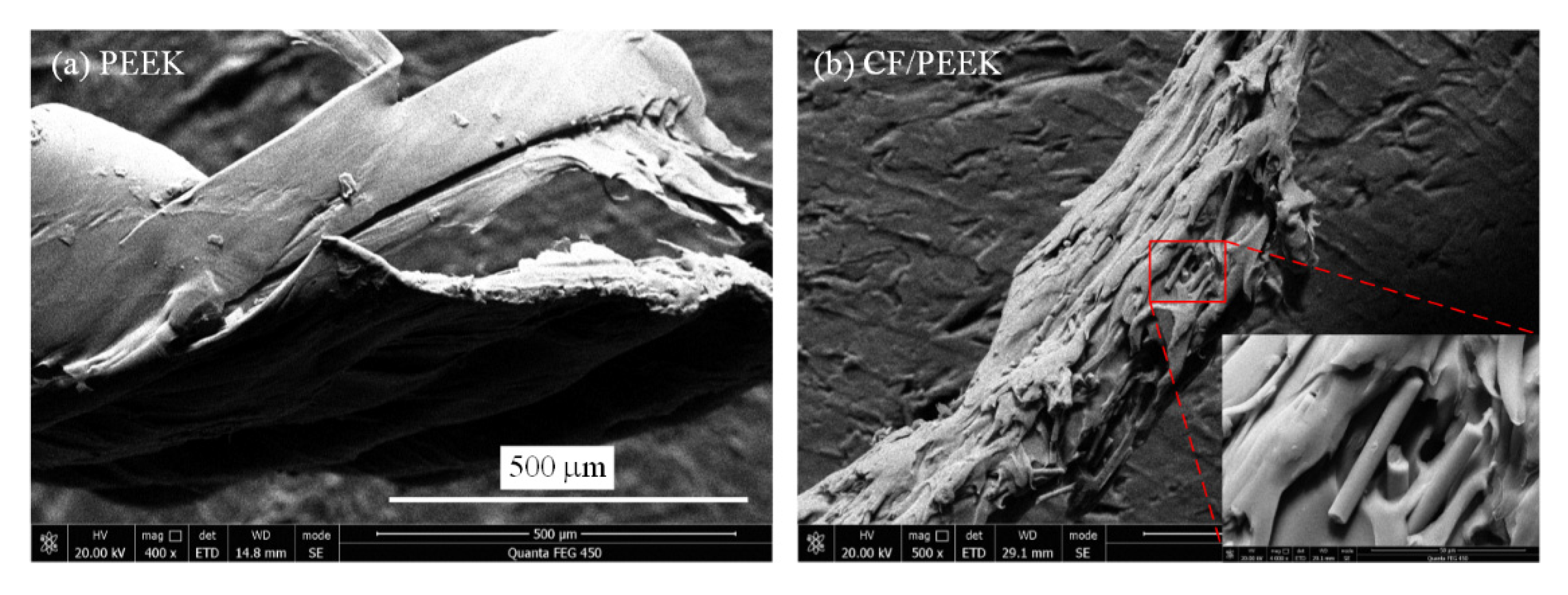
3.4. Comparison between 3D-Printed PEEK and CF/PEEK during Dry Milling
3.5. Comparison of Additive–Subtractive Manufacturing of PEEK and CF/PEEK
4. Conclusions
- Both the raster angle and the layer thickness could affect the dry milling performance. The raster angle of +45°/−45° and a thinner layer facilitated better surface qualities.
- An overlarge depth of cut and feed rate per tooth were likely to deteriorate the finished polymer surface. The spindle speed could influence the morphologies without significant changes in roughness values. In the future, side milling will be investigated to expand the scope of dry milling.
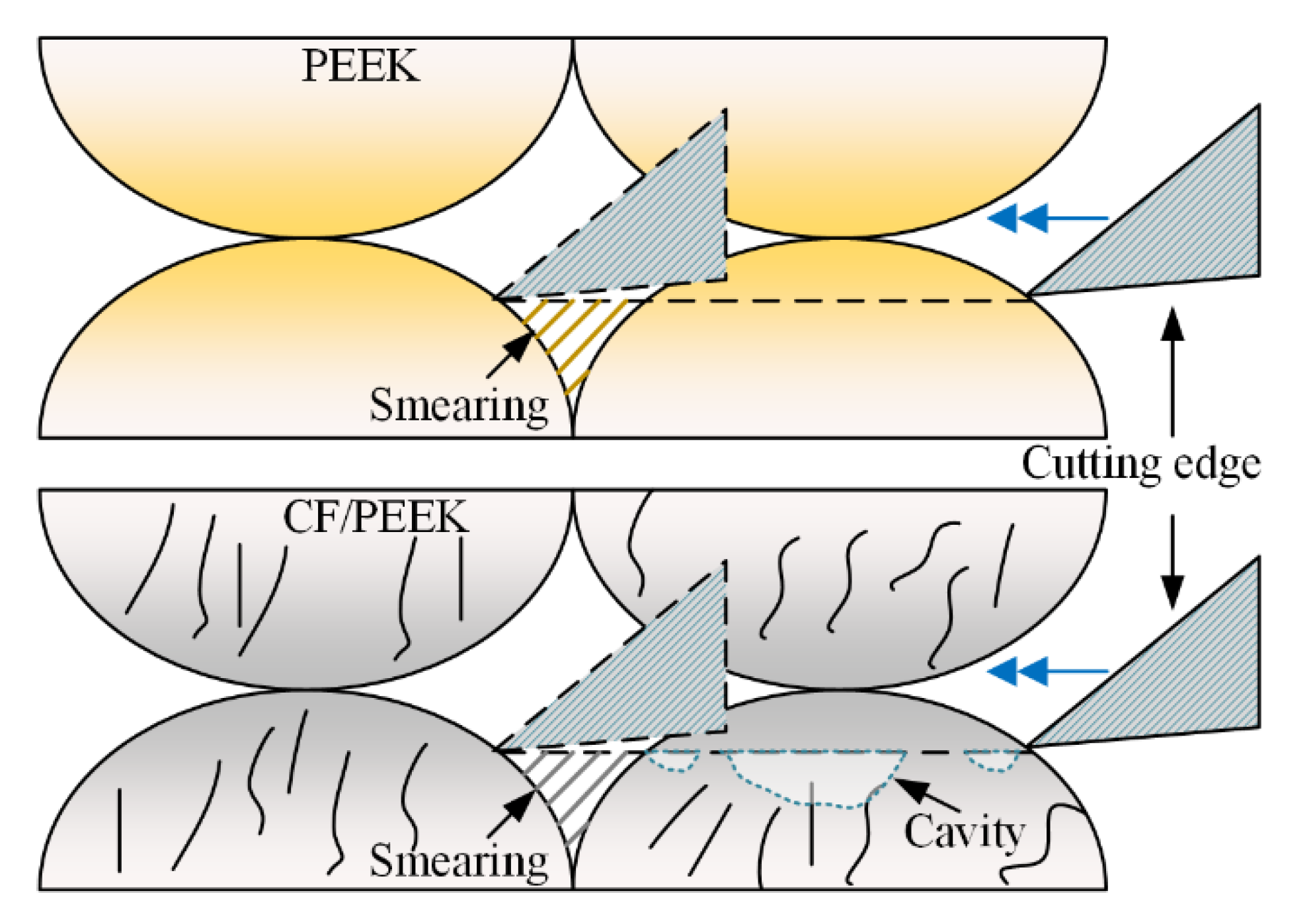
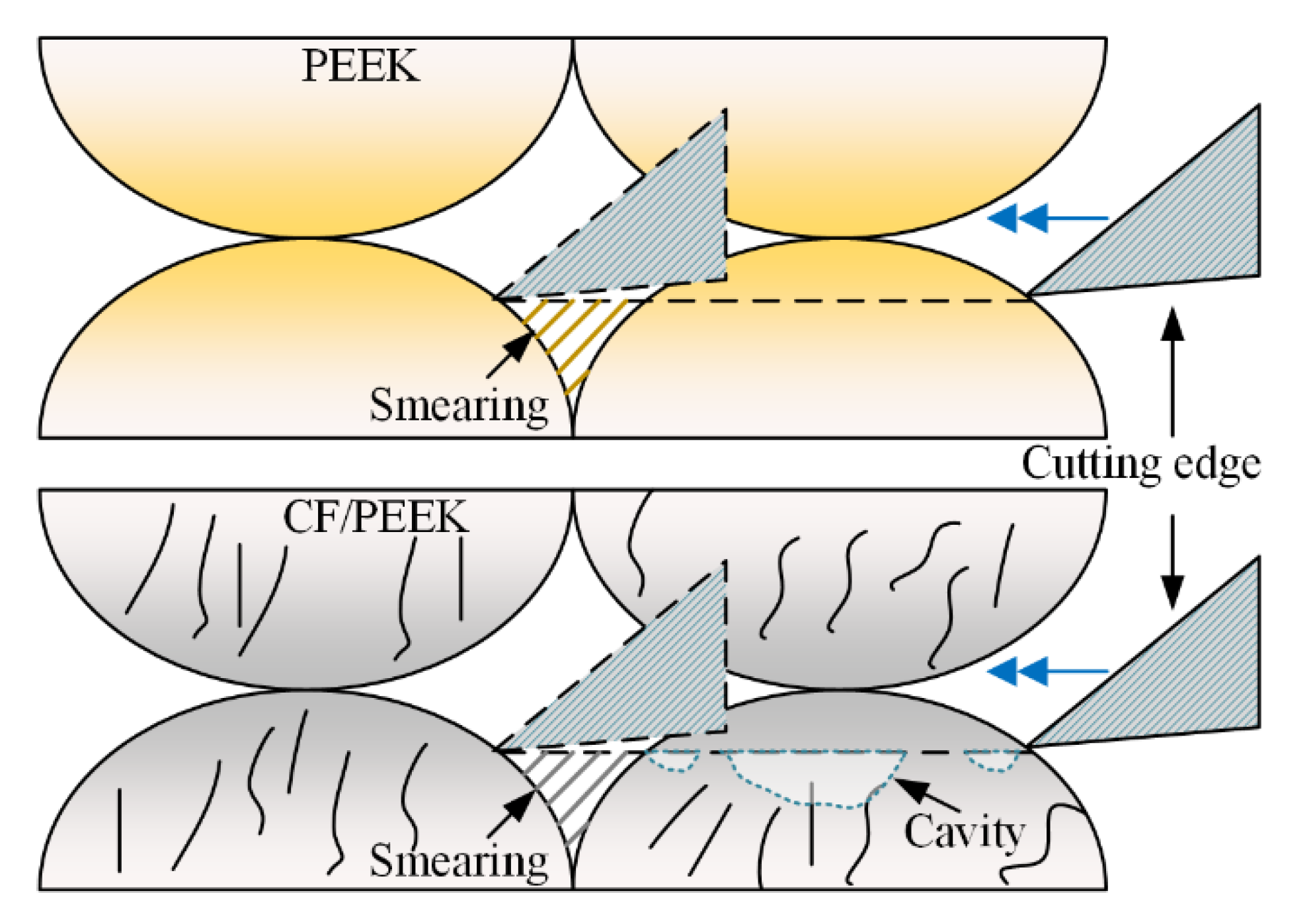
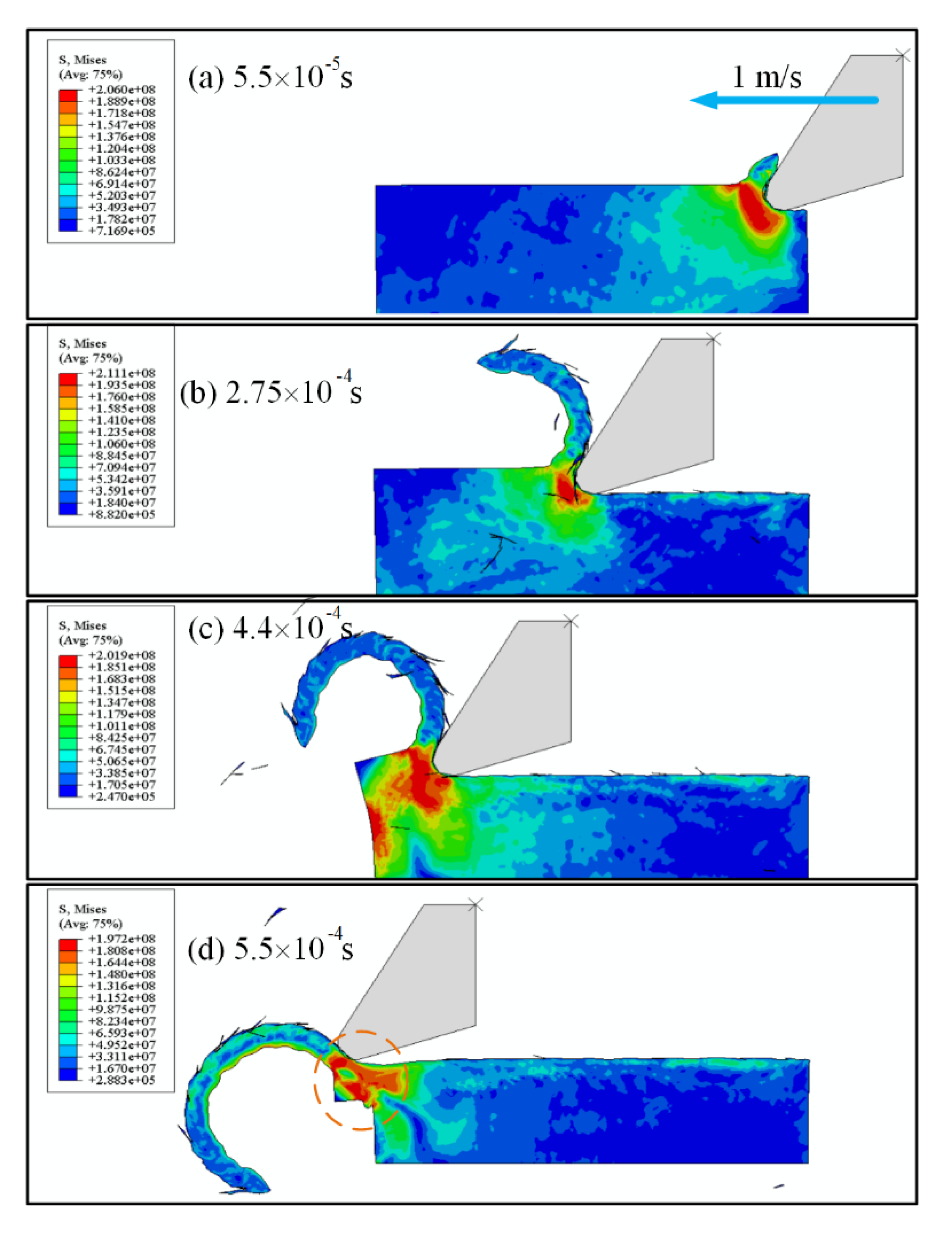
- The smearing effect can enhance surface leveling and decrease defects for both PEEK and CF/PEEK samples. The shear slip mechanism of the smearing effect was revealed by a simulation model.
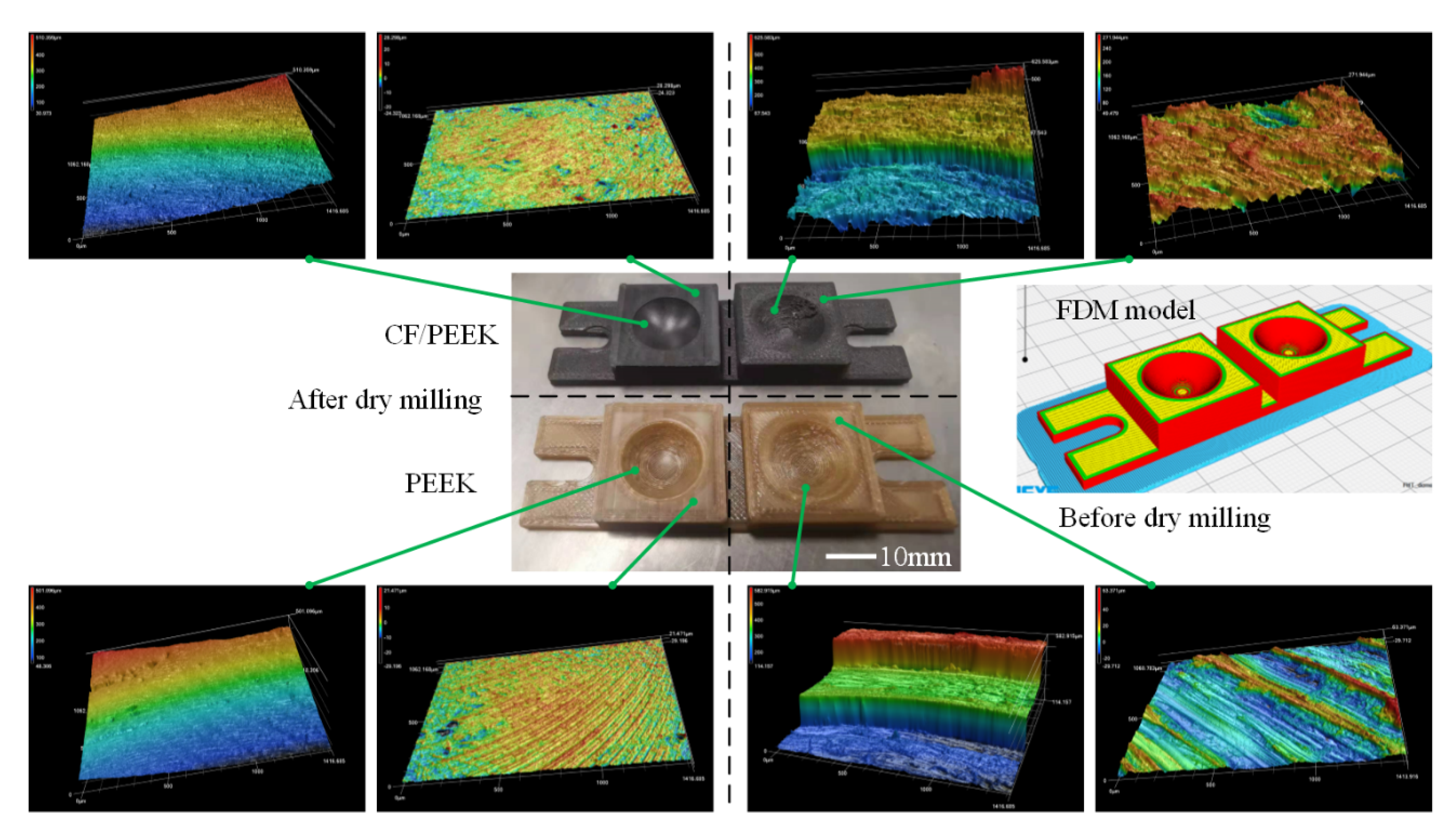
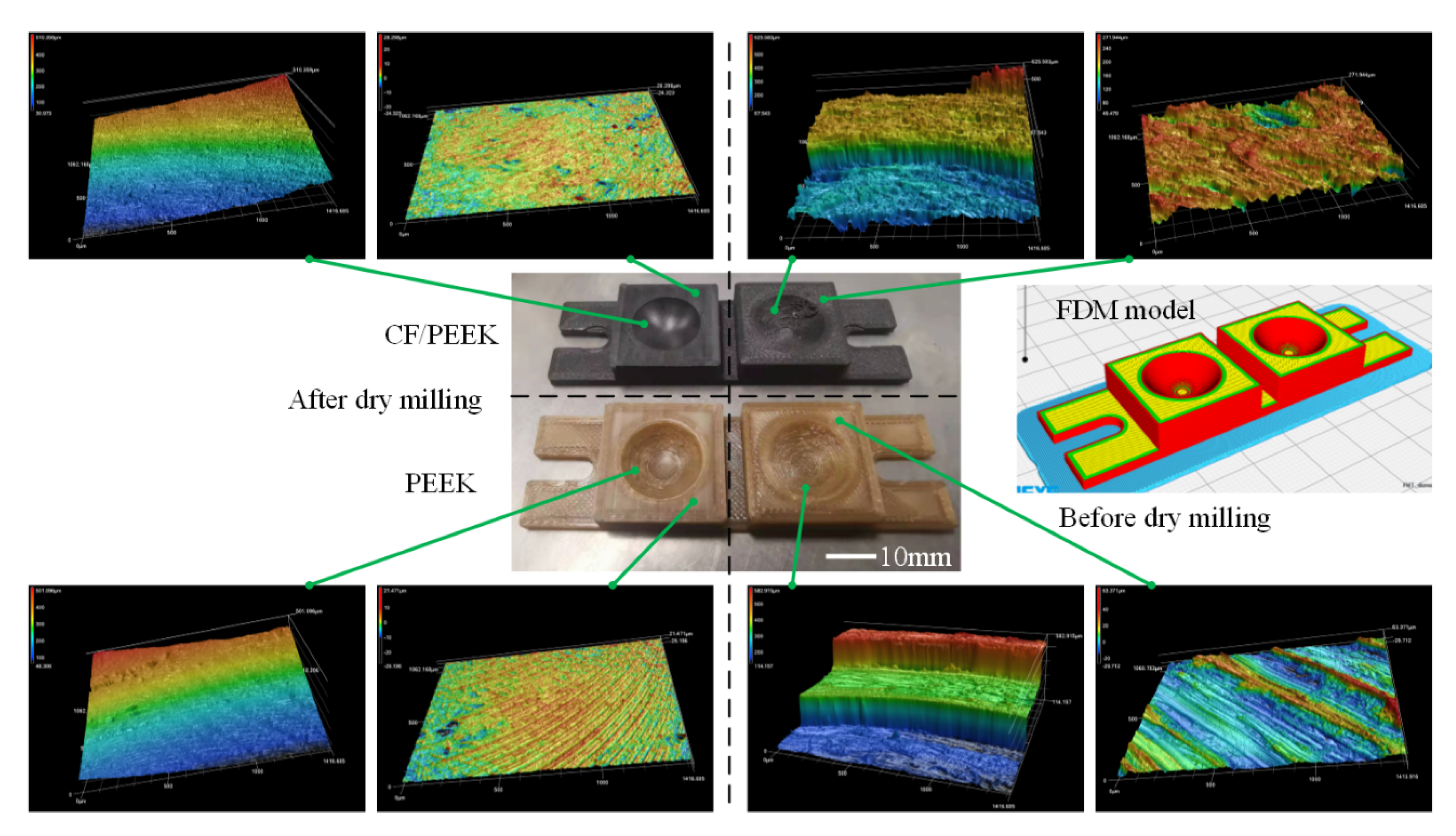
- A demonstration was put forward to verify that dry milling of 3D-printed PEEK and CF/PEEK parts with suitable parameters can significantly improve the surface quality and decrease defects, such as filament accumulation. This dry milling method can be extended to the other 3D-printed amorphous polymers and can even be integrated to 3D printers for high-performance polymers.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, Y.; Lou, Y. Tensile and Bending Strength Improvements in PEEK Parts Using Fused Deposition Modelling 3D Printing Considering Multi-Factor Coupling. Polymers 2020, 12, 2497. [Google Scholar] [CrossRef]
- Zhu, J.; Xie, F.; Dwyer-Joyce, R.S. PEEK Composites as Self-Lubricating Bush Materials for Articulating Revolute Pin Joints. Polymers 2020, 12, 665. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Katouzian, M.; Vlase, S.; Scutaru, M. Finite Element Method-Based Simulation Creep Behavior of Viscoelastic Carbon-Fiber Composite. Polymers 2021, 13, 1017. [Google Scholar] [CrossRef]
- Díez-Pascual, A.M.; Naffakh, M.; González-Domínguez, J.M.; Ansón-Casaos, A.; Rubi, Y.M.; Martínez, M.T.; Simard, B.; Gómez, M.A. High performance PEEK/carbon nanotube composites compatibilized with polysulfones-I. Structure and thermal properties. Carbon 2010, 48, 3485–3499. [Google Scholar] [CrossRef] [Green Version]
- Rinaldi, M.; Cecchini, F.; Pigliaru, L.; Ghidini, T.; Lumaca, F.; Nanni, F. Additive Manufacturing of Polyether Ether Ketone (PEEK) for Space Applications: A Nanosat Polymeric Structure. Polymers 2020, 13, 11. [Google Scholar] [CrossRef]
- Song, J.; Shi, H.; Liao, Z.; Wang, S.; Liu, Y.; Liu, W.; Peng, Z. Study on the Nanomechanical and Nanotribological Behaviors of PEEK and CFRPEEK for Biomedical Applications. Polymers 2018, 10, 142. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chon, J.W.; Yang, X.; Lee, S.M.; Kim, Y.J.; Jeon, I.S.; Jho, J.Y.; Chung, D.J. Novel PEEK Copolymer Synthesis and Biosafety—I: Cytotoxicity Evaluation for Clinical Application. Polymers 2019, 11, 1803. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Schwitalla, A.D.; Abou-Emara, M.; Zimmermann, T.; Spintig, T.; Beuer, F.; Lackmann, J.; Müller, W.-D. The applicability of PEEK-based abutment screws. J. Mech. Behav. Biomed. Mater. 2016, 63, 244–251. [Google Scholar] [CrossRef]
- Liao, C.; Li, Y.; Tjong, S.C. Polyetheretherketone and Its Composites for Bone Replacement and Regeneration. Polymers 2020, 12, 2858. [Google Scholar] [CrossRef] [PubMed]
- Romoli, L.; Fischer, F.D.; Kling, R. A study on UV laser drilling of PEEK reinforced with carbon fibers. Opt. Lasers Eng. 2012, 50, 449–457. [Google Scholar] [CrossRef]
- Hanafi, I.; Khamlichi, A.; Cabrera, F.M.; Almansa, E.; Jabbouri, A. Optimization of cutting conditions for sustainable machining of PEEK-CF30 using TiN tools. J. Clean. Prod. 2012, 33, 1–9. [Google Scholar] [CrossRef]
- Davim, J.P.; Mata, F. Physical cutting model of Polyetheretherketone composites. Mater. Des. 2006, 27, 847–852. [Google Scholar] [CrossRef]
- Davim, J.P.; Mata, F. Chemical vapour deposition (CVD) diamond coated tools performance in machining of PEEK composites. Mater. Des. 2008, 29, 1568–1574. [Google Scholar] [CrossRef]
- Mata, F.; Gaitonde, V.; Karnik, R.; Davim, J.P. Influence of cutting conditions on machinability aspects of PEEK, PEEK CF 30 and PEEK GF 30 composites using PCD tools. J. Mater. Process. Technol. 2009, 209, 1980–1987. [Google Scholar] [CrossRef]
- Davim, J.P.; Reis, P.; Lapa, V.; António, C.C. Machinability study on polyetheretherketone (PEEK) unreinforced and reinforced (GF30) for applications in structural components. Compos. Struct. 2003, 62, 67–73. [Google Scholar] [CrossRef]
- Kim, D.; Ramulu, M.; Doan, X. Influence of Consolidation Process on the Drilling Performance and Machinability of PIXA-M and PEEK Thermoplastic Composites. J. Thermoplast. Compos. Mater. 2005, 18, 195–217. [Google Scholar] [CrossRef]
- Xu, J.; Huang, X.; Davim, J.P.; Ji, M.; Chen, M. On the machining behavior of carbon fiber reinforced polyimide and PEEK thermoplastic composites. Polym. Compos. 2020, 41, 3649–3663. [Google Scholar] [CrossRef]
- Khoran, M.; Amirabadi, H.; Azarhoushang, B. The effects of cryogenic cooling on the grinding process of polyether ether ketone (PEEK). J. Manuf. Process. 2020, 56, 1075–1087. [Google Scholar] [CrossRef]
- Izamshah, R.; Azam, M.A.; Hadzley, M.; Ali, M.M.; Kasim, M.S.; Aziz, M.A. Study of Surface Roughness on Milling Unfilled-polyetheretherketones Engineering Plastics. Procedia Eng. 2013, 68, 654–660. [Google Scholar] [CrossRef] [Green Version]
- Cao, H.; Liu, L.; Wu, B.; Gao, Y.; Qu, D. Process optimization of high-speed dry milling UD-CF/PEEK laminates using GA-BP neural network. Compos. Part B Eng. 2021, 221, 109034. [Google Scholar] [CrossRef]
- Yan, M.; Tian, X.; Peng, G.; Li, D.; Zhang, X. High temperature rheological behavior and sintering kinetics of CF/PEEK composites during selective laser sintering. Compos. Sci. Technol. 2018, 165, 140–147. [Google Scholar] [CrossRef]
- Zanjanijam, A.R.; Major, I.; Lyons, J.G.; Lafont, U.; Devine, D.M. Fused Filament Fabrication of PEEK: A Review of Process-Structure-Property Relationships. Polymers 2020, 12, 1665. [Google Scholar] [CrossRef]
- Yaragalla, S.; Zahid, M.; Panda, J.; Tsagarakis, N.; Cingolani, R.; Athanassiou, A. Comprehensive Enhancement in Thermomechanical Performance of Melt-Extruded PEEK Filaments by Graphene Incorporation. Polymers 2021, 13, 1425. [Google Scholar] [CrossRef]
- Rodzeń, K.; Sharma, P.; McIlhagger, A.; Mokhtari, M.; Dave, F.; Tormey, D.; Sherlock, R.; Meenan, B.; Boyd, A. The Direct 3D Printing of Functional PEEK/Hydroxyapatite Composites via a Fused Filament Fabrication Approach. Polymers 2021, 13, 545. [Google Scholar] [CrossRef] [PubMed]
- Yang, C.; Tian, X.; Li, D.; Cao, Y.; Zhao, F.; Shi, C. Influence of thermal processing conditions in 3D printing on the crystallinity and mechanical properties of PEEK material. J. Mater. Process. Technol. 2017, 248, 1–7. [Google Scholar] [CrossRef]
- Luo, M.; Tian, X.; Zhu, W.; Li, D. Controllable interlayer shear strength and crystallinity of PEEK components by laser-assisted material extrusion. J. Mater. Res. 2018, 33, 1632–1641. [Google Scholar] [CrossRef]
- Wang, P.; Zou, B.; Xiao, H.; Ding, S.; Huang, C. Effects of printing parameters of fused deposition modeling on mechanical properties, surface quality, and microstructure of PEEK. J. Mater. Process. Technol. 2019, 271, 62–74. [Google Scholar] [CrossRef]
- El Magri, A.; El Mabrouk, K.; Vaudreuil, S.; Chibane, H.; Touhami, M.E. Optimization of printing parameters for improvement of mechanical and thermal performances of 3D printed poly(ether ether ketone) parts. J. Appl. Polym. Sci. 2020, 137, 49087. [Google Scholar] [CrossRef]
- Bekas, D.; Hou, Y.; Liu, Y.; Panesar, A. 3D printing to enable multifunctionality in polymer-based composites: A review. Compos. Part B Eng. 2019, 179, 107540. [Google Scholar] [CrossRef]
- Gardner, J.M.; Sauti, G.; Kim, J.-W.; Cano, R.J.; Wincheski, R.A.; Stelter, C.J.; Grimsley, B.W.; Working, D.C.; Siochi, E.J. 3-D printing of multifunctional carbon nanotube yarn reinforced components. Addit. Manuf. 2016, 12, 38–44. [Google Scholar] [CrossRef]
- Goh, G.D.; Agarwala, S.; Tan, H.K.J.; Zhao, L.; Chuah, T.K.; Yeong, W.Y. Additively manufactured multi-material free-form structure with printed electronics. Int. J. Adv. Manuf. Technol. 2018, 94, 1309–1316. [Google Scholar] [CrossRef]
- Batak, B.; Çakmak, G.; Johnston, W.M.; Yilmaz, B. Surface roughness of high-performance polymers used for fixed implant-supported prostheses. J. Prosthet. Dent. 2021. [Google Scholar] [CrossRef]
- Bruni, C.; Gianangeli, C.; Mancia, T.; Greco, L.; Pieralisi, M. Improving dimensional and surface quality of additive manufactured parts. J. Phys. Conf. Ser. 2020, 1507. [Google Scholar] [CrossRef]
- Zhao, Y.; Sun, J.; Li, J.; Wang, P.; Zheng, Z.; Chen, J.; Yan, Y. The stress coupling mechanism of laser additive and milling subtractive for FeCr alloy made by additive –subtractive composite manufacturing. J. Alloy. Compd. 2018, 769, 898–905. [Google Scholar] [CrossRef]
- Zhang, S.; Gong, M.; Zeng, X.; Gao, M. Residual stress and tensile anisotropy of hybrid wire arc additive-milling subtractive manufacturing. J. Mater. Process. Technol. 2021, 293, 117077. [Google Scholar] [CrossRef]
- Li, L.; Haghighi, A.; Yang, Y. A novel 6-axis hybrid additive-subtractive manufacturing process: Design and case studies. J. Manuf. Process. 2018, 33, 150–160. [Google Scholar] [CrossRef]
- Li, Y.; Zhao, W.; Yang, W.; Wang, G. Flexural Properties and Fracture Behavior of CF/PEEK in Orthogonal Building Orientation by FDM: Microstructure and Mechanism. Polymers 2019, 11, 656. [Google Scholar] [CrossRef] [Green Version]
- Yan, Y.; Mao, Y.; Li, B.; Zhou, P. Machinability of the Thermoplastic Polymers: PEEK, PI, and PMMA. Polymers 2020, 13, 69. [Google Scholar] [CrossRef]
- Garcia-Gonzalez, D.; Rusinek, A.; Jankowiak, T.; Arias, A. Mechanical impact behavior of polyether–ether–ketone (PEEK). Compos. Struct. 2015, 124, 88–99. [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Test Standard | PEEK | CF/PEEK |
|---|---|---|---|
| Tensile strength (MPa) | ISO 527 | 99.9 | 87.4 |
| Young’s modulus (MPa) | ISO 527 | 3738 | 5193 |
| Elongation at break (%) | ISO 527 | 9.1 | 2.9 |
| Bending strength (MPa) | ISO 178 | 147 | 168.6 |
| Flexural modulus (MPa) | ISO 178 | 3612 | 6338 |
| Notch impact strength (KJ/m2) | ISO 179 | 7.1 | 9.7 |
| Heat distortion temperature (°C) | ISO 75, 1.8MPa | 152 | 315 |
| Glass transition temperature (°C) | 143 | 143 | |
| Melting point (°C) | 343 | 343 |
| Items | Parameters |
|---|---|
| Filaments | PEEK, CF/PEEK |
| Printing speed (mm/s) | 50 |
| Nozzle diameter (mm) | 0.4 |
| Nozzle temperature (°C) | 400 |
| Build plate temperature (°C) | 130 |
| Build plate treatment | Use the frosted glass plate. Apply PVP glue. |
| Cooling fan speed | 50% |
| Layer thickness (mm) | 0.1, 0.2 |
| Raster angle | 0°, 90°, +45°/−45° |
| Items | Parameters |
|---|---|
| DOC (mm) | 0.1, 0.15, 0.2, 0.25, 0.3 |
| SS (r/min) | 3000, 5000, 7500, 10,000, 12,500 |
| FRT (mm) | 0.02, 0.04, 0.06, 0.08, 0.1 |
| Tool | Feature | DOC (mm) | SS (r/min) | FR (mm/min) | Overlapping |
|---|---|---|---|---|---|
| End mill (∅4) | Plane | 0.2 | 5000 | 400 | 50% |
| Ball mill (∅2) | Curve | 0.25 | 8000 | 400 | 50% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, C.; Liu, X.; Liu, G. Surface Finishing of FDM-Fabricated Amorphous Polyetheretherketone and Its Carbon-Fiber-Reinforced Composite by Dry Milling. Polymers 2021, 13, 2175. https://doi.org/10.3390/polym13132175
Guo C, Liu X, Liu G. Surface Finishing of FDM-Fabricated Amorphous Polyetheretherketone and Its Carbon-Fiber-Reinforced Composite by Dry Milling. Polymers. 2021; 13(13):2175. https://doi.org/10.3390/polym13132175
Chicago/Turabian StyleGuo, Cheng, Xiaohua Liu, and Guang Liu. 2021. "Surface Finishing of FDM-Fabricated Amorphous Polyetheretherketone and Its Carbon-Fiber-Reinforced Composite by Dry Milling" Polymers 13, no. 13: 2175. https://doi.org/10.3390/polym13132175
APA StyleGuo, C., Liu, X., & Liu, G. (2021). Surface Finishing of FDM-Fabricated Amorphous Polyetheretherketone and Its Carbon-Fiber-Reinforced Composite by Dry Milling. Polymers, 13(13), 2175. https://doi.org/10.3390/polym13132175