1. Introduction
The fuel efficiency and abrasion resistance offered by truck bus radial (TBR) tires have had to improve over recent years to meet strengthened environmental regulations and the requirements of newly developed hydrogen fuel cell trucks [
1,
2]. Tire performance is significantly affected by the contact between the tire tread and the ground; thus the continued development of tread compounds is important for advancing the performance of tires. Synthetic rubber is often used as the base rubber for passenger car radial (PCR) tire treads. Therefore, efforts to improving tire performance have focused on adjusting the molecular weight, microstructure of synthetic rubber, and introducing functional groups [
3,
4]. However, TBR tire treads need to withstand a larger load and longer operation times. Thus, natural rubber (NR) is preferred as a base rubber to achieve superior mechanical properties and resistance to cut and chip. Accordingly, research regarding base rubbers for TBR tire treads remains limited compared to that on PCR tire treads.
Carbon black is compatible with NR, and has been used as a reinforcing filler when NR is used as the base rubber in TBR tires. Various studies have investigated the partial replacement of carbon black with silica to improve the fuel efficiency of TBR tires [
5,
6]. The use of silica with a silane coupling agent, such as bis-[3-(triethoxysilyl)propyl]-tetrasulfide (TESPT), leads to partial hydrophobization of the hydrophilic groups on the silica surface. This can promote the dispersion of silica within the rubber matrix, and is also known to give superior fuel efficiency compared to tires based on carbon black due to chemical reactions with the rubber chain [
7]. However, the combination of silica with a silane coupling agent can lead to lower abrasion resistance of the compounds compared to carbon black [
8]. Further, silica-filled NR compounds are associated with poor silica silanization and coupling reactions between rubber and the silane coupling agent due to the large molecular structure of NR and the influence of proteins and lipids [
9,
10].
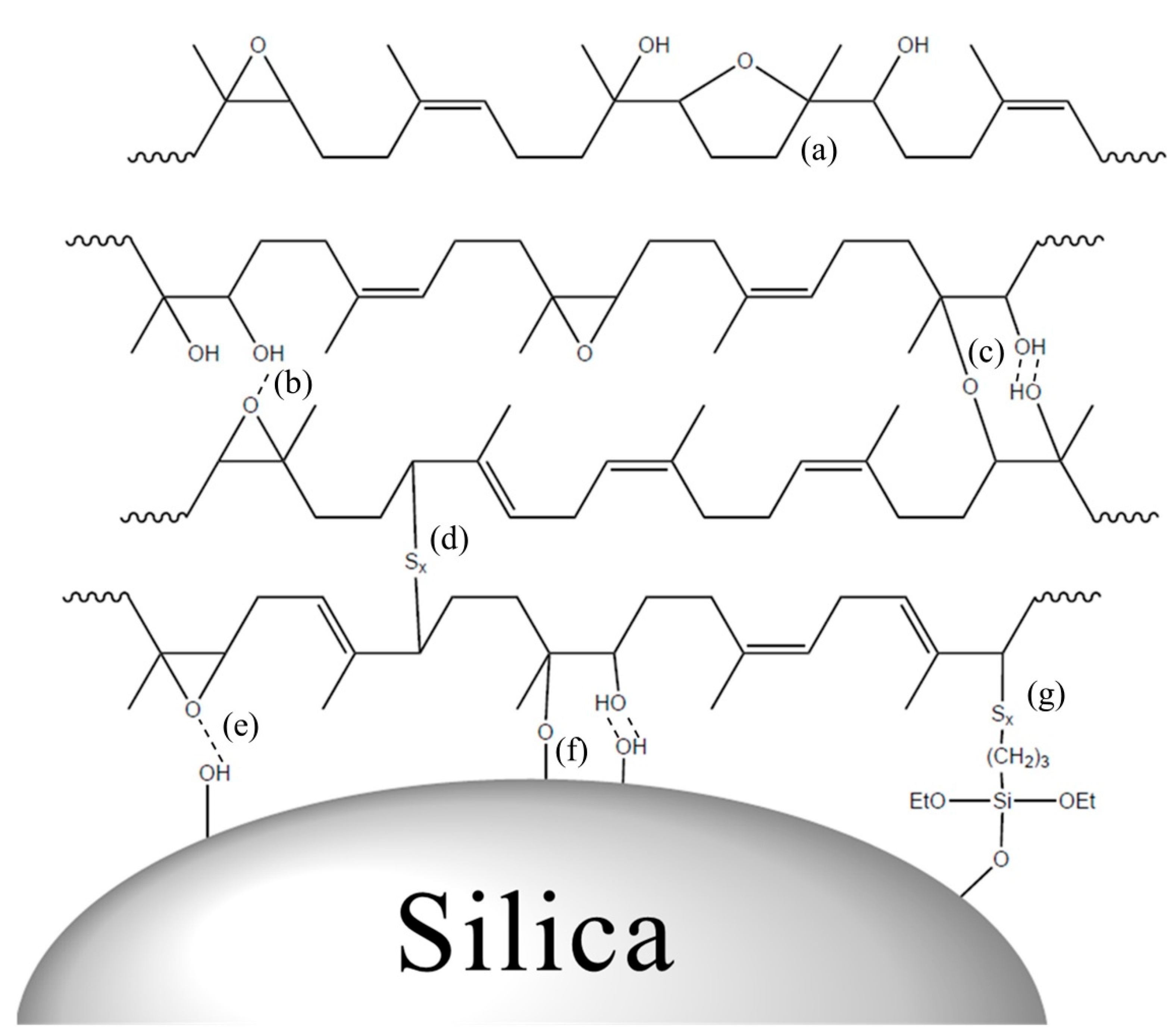
These problems can be resolved by introducing epoxide groups to NR to serve as silica-friendly functional groups [
10]. These epoxide groups can improve silica dispersion, and help to overcome the coupling issues associated with NR by encouraging filler–rubber interactions via chemical interactions between the NR epoxide groups and silica hydroxyl groups [
11,
12]. The reaction of formic acid and hydrogen peroxide with NR molecules leads to the formation of epoxidized natural rubber (ENR) in an NR latex state, as reported by Gelling [
13], Perera [
14], and Ng [
15]. Commercialized ENR products include ENR-25 and ENR-50, which offer 25 mol% and 50 mol% epoxide group contents, respectively. Both ENR-25 and ENR-50 have been used to achieve high filler–rubber interactions via the epoxide group without the use of a silane coupling agent [
16]. Moreover, some studies have reported that filler–rubber interactions are improved at higher epoxide contents when NR is partially replaced with ENR [
17,
18]. However, these previous studies evaluated filler–rubber interactions based on simple comparisons of the modulus of the stress–strain curve, or using bound rubber measurements. Thus, no quantitative analysis of the complex vulcanizate structures of silica-filled ENR compounds has yet been conducted.
Filler dispersion and filler–rubber interactions within the rubber have a significant effect on the mechanical properties of rubber vulcanizates, while crosslinking with sulfur can also play a role [
19]. Thus, rubber vulcanizates with varying equilibrium swelling ratios in organic solvents have been previously analyzed according to the degree of the crosslinking network. For example, Flory and Rehner computed and formulated the crosslink density of unfilled vulcanizates based on this swelling phenomenon [
20,
21]. Further, in the filled vulcanizates, Kraus [
22] and Boonstra [
23] confirmed that the addition of an adhering filler, such as carbon black, led to restricted swelling behavior and changes in the total crosslink density. The Kraus equation was proposed based on this work, where the density was found to be proportional to the filler volume fraction. Furthermore, recent studies quantitatively distinguished the vulcanizate structure of compounds with silica as a filler as networks of silica–silane–rubber and sulfur chemical crosslinking [
19,
24,
25,
26,
27,
28,
29,
30,
31,
32]. Consequently, the filler–rubber network of silica-filled compounds can be quantitatively differentiated, the detailed vulcanizate structure of rubber with functional groups (e.g., ENR) can be identified, and the effects of functional groups on the properties of the compounds were better understood.
This study aimed to use vulcanizate structure analysis to determine the vulcanizate structure depending on the epoxide content of silica-filled compounds with NR, ENR-25, and ENR-50 as base rubbers. The effects of epoxide content on the properties of the compounds were also examined.
2. Materials and Methods
2.1. Materials
NR (Standard Vietnamese Rubber SVR-10, dirty content = 0.1 wt%, Astlett Rubber Inc., Oakville, ON, Canada), ENR-25, and ENR-50 (Epoxyprene 25, Epoxyprene 50, Muang Mai Guthrie Public Co., Ltd., Muang, Phucket, Thailand) were used as base rubbers. Silica (Ultrasil 7000 GR, Evonik Industries AG, Essen, Germany) with a Brunauer–Emmett–Teller (BET) surface area of 160 to 175 m2/g was used as a filler. Bis-[3-(triethoxysilyl)propyl]-tetrasulfide (TESPT, Si-69, Evonik Korea Ltd., Seoul, Korea) was used as the silane coupling agent. ZnO and stearic acid (Sigma-Aldrich Corp., Seoul, Korea) were used as activators, and N-(1,3-dimethyl butyl)-N-phenyl-p-phenylenediamine (6PPD, Kumho Petrochemical Co., Daejeon, Korea) was used as the antioxidant. Sulfur (Daejung Chemicals and Metals Co., Siheung, Korea) was used as the crosslinking agent. N-cyclohexyl benzothiazyl-2-sulfenamide (CBS, 98%, Tokyo Chemical Industry Co., Ltd., Tokyo, Japan) and 1,3-diphenylguanidine (DPG, 98%, Tokyo Chemical Industry Co., Ltd., Tokyo, Japan) were used as cure accelerators. N-cyclohexylthio phthalimide (PVI, Shandong Yanggu Huatai Chemical Co., Ltd., Liaocheng, China) was used as the pre-vulcanization inhibitor.
2.2. Manufacture of Compounds and Vulcanizates
Compounds were manufactured using an internal mixer (300cc, Mirae Scientific Instruments Inc., Gwangju, Korea) based on the formulations presented in
Table 1. The fill factor was 80% of the mixer volume. The input unit was parts per hundred rubber (phr), and the compounds were proportional to the amount of rubber added. The effect of substituting the coupling agent TESPT using the epoxide groups in ENR was evaluated by comparing the compounds without TESPT with the compounds with 8 wt% TESPT with respect to silica.
The mixing procedure is outlined in
Table 2, where the initial temperatures of the first and second stages were 100 and 50 °C, respectively, and the dump temperature ranges were 150 to 155 °C and 80 to 90 °C, respectively. After mixing was complete in each stage, the compounds were formed into sheets using a two-roll mill. The vulcanizates were prepared by pressing the compound in a hydraulic press at 150 °C for an optimal curing time (t
90).
2.3. Characterization
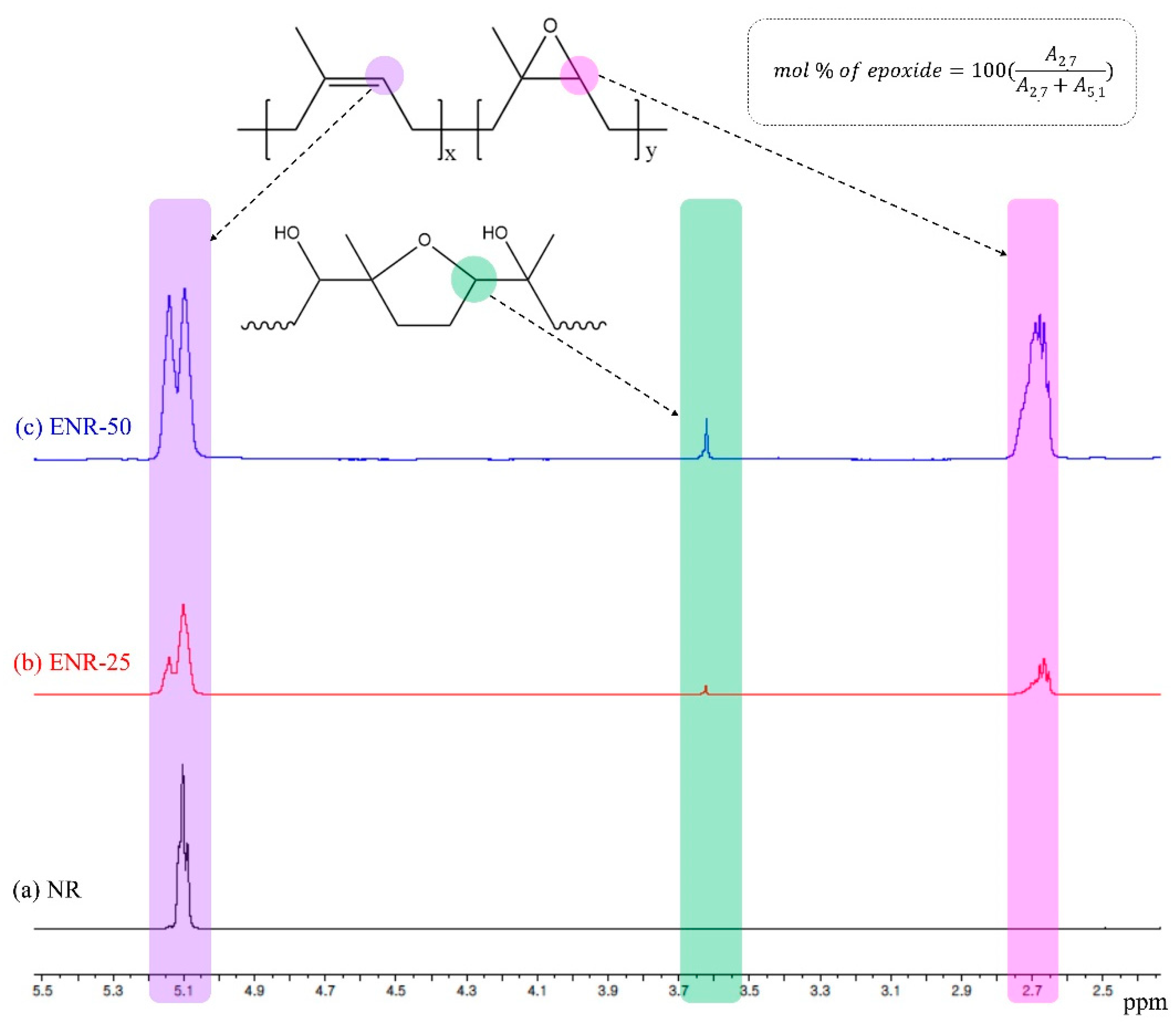
2.3.1. Proton Nuclear Magnetic Resonance Spectroscopy (1H NMR)
The epoxide content of the ENR samples was determined using proton nuclear magnetic resonance spectroscopy (1H NMR; Varian, Unity Plus 300, Garden State Scientific, Morristown, NJ, USA). Solutions of ENR (15 mg/mL) in deuterochloroform (CDCl3, Cambridge Isotope Laboratories, Inc., Andover, MA, USA) were prepared in 5-mm NMR tubes.
2.3.2. Differential Scanning Calorimetry (DSC)
The glass transition temperature (Tg) of the rubber was measured using differential scanning calorimetry (DSC-Q10, TA Instruments, USA). Rubber samples (3–6 mg) were measured from −80 to 100 °C at a heating rate of 10 °C/min.
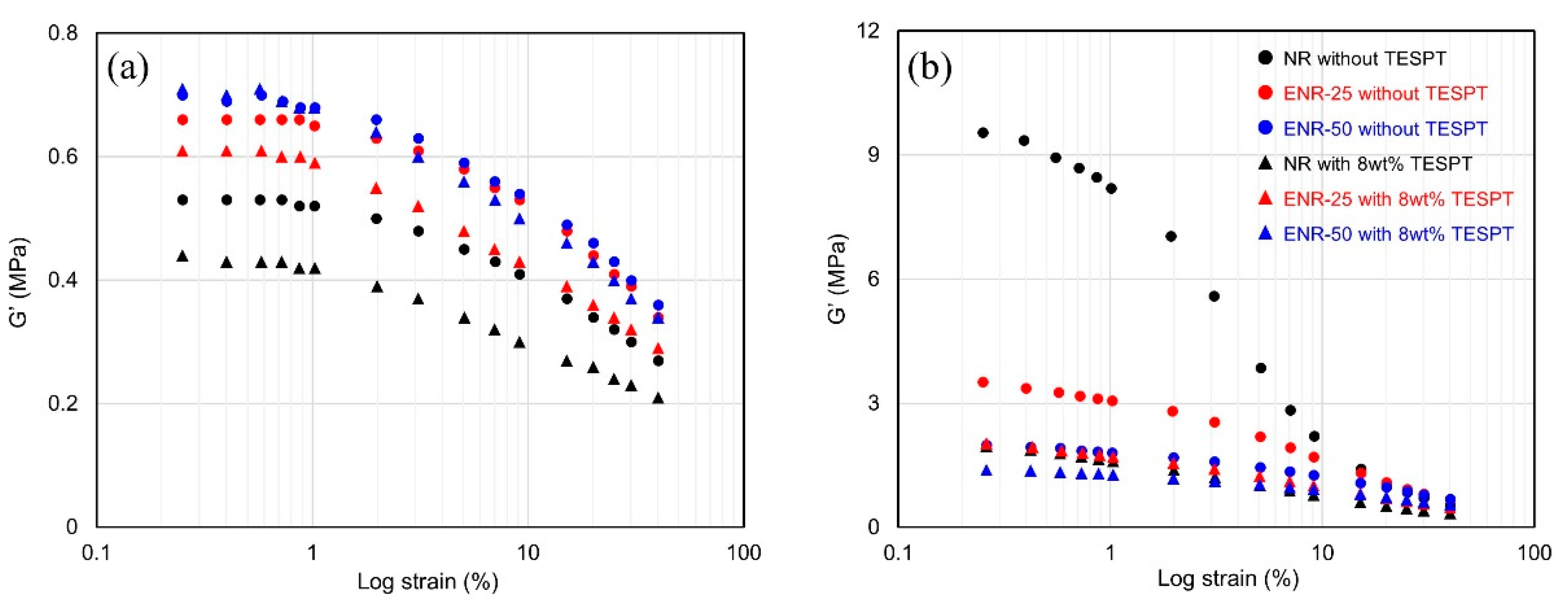
2.3.3. Payne Effect
The filler–filler interaction of the compound samples were determined using a rubber processing analyzer (RPA2000, Alpha Technologies, Hudson, OH, USA) according to the standard procedure given in ASTM D8059. The storage modulus (G′) of the compounds after the 1st stage of mixing was measured at 60 °C within a strain range of 0.01% to 40.04%. The storage modulus was high in the low strain region because silica agglomerates were not yet disintegrated, and decreased once higher strain was applied. The change in storage modulus (ΔG′) was calculated by subtracting the value at a strain of 40.04% from that at 0.28%. This value describes the Payne effect, and represents the degree of filler–filler interaction. Thus, it was used as an indicator for the degree of filler dispersion within the rubber compounds. The compounds were annealed for 5 min at 160 °C in the rubber processing analyzer, and the degree of re-agglomeration of silica was evaluated based on the Payne effect of the sample after annealing.
2.3.4. Mooney Viscosity
The processability of the rubber was evaluated using the standard procedure given in ASTM D164. A Mooney viscometer (Vluchem IND Co., Seoul, Korea) was used to measure the torque as the rotor rotated at 2 rpm within a space filled with unvulcanized rubber. The sample was preheated to 100 °C over 1 min, and the torque was measured as the rotor was rotated for 4 min.
2.3.5. Bound Rubber Content
After the first mixing stage, a sample of the compounds (0.2 ± 0.01 g) was placed on a filter paper and immersed in toluene (100 mL) for 6 days at 25 °C to extract the unbound rubber. The toluene containing the extracted unbound rubber was cleaned with acetone and dried. The bound rubber content was computed based on the sample weights before and after the experiment as follows:
where
wfg is the weight of the filler and gel,
wt is the weight of the specimen,
mf is the weight fraction of the filler in the compounds, and
mr is the weight fraction of the polymer in the compounds.
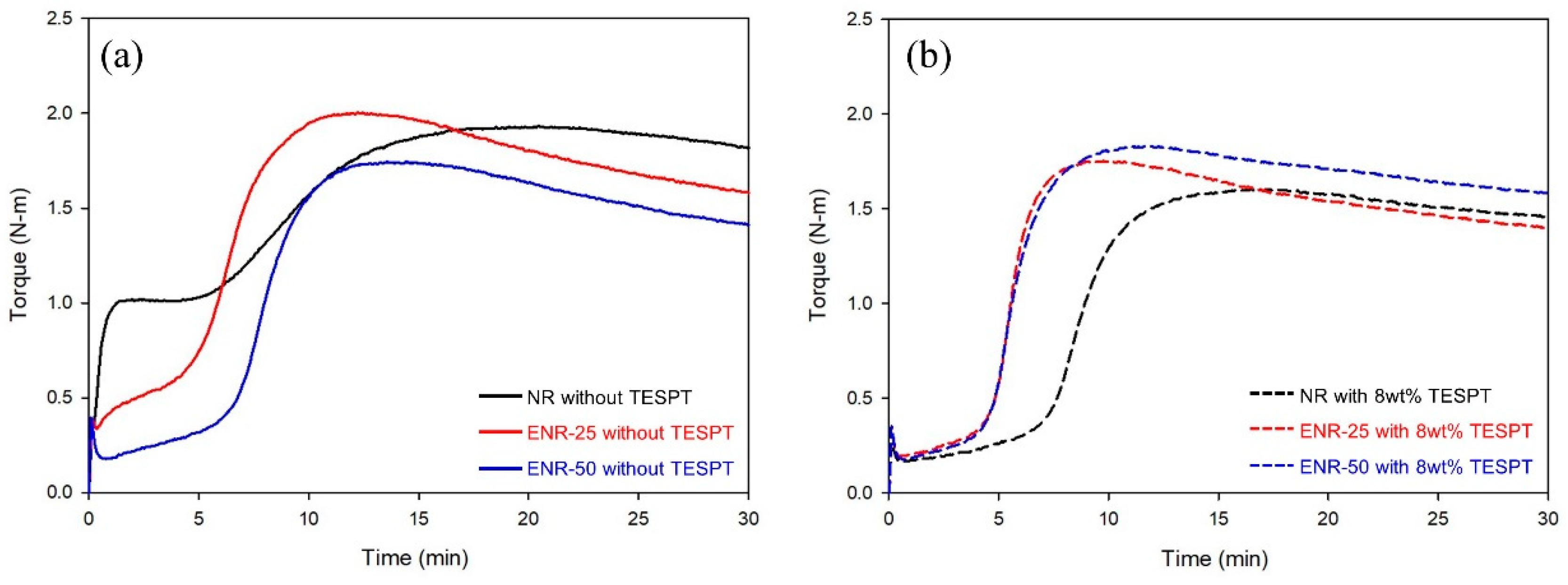
2.3.6. Cure Characteristics
The cure characteristics of the compounds were evaluated based on the minimum torque (Tmin), maximum torque (Tmax), scorch time (t10), and optimal cure time (t90) measured using a moving die rheometer (MDR, Myung Ji Co., Seoul, Korea) over 30 min at 150 °C and a vibration angle of ±1°.
2.3.7. Crosslink Density and Vulcanizate Structure Analysis
Vulcanizate specimens (10 mm × 10 mm × 2 mm) were sequentially immersed in tetrahydrofuran (THF, 99%, Samchun Chemical Co., Seoul, Korea) and n-hexane (95%, Samchun Chemical Co., Seoul, Korea) for 1 day each at 25 °C to remove organic additives inside the specimens. The weight of the specimens was recorded. The specimens were immersed in toluene for 1 day at room temperature, and the swollen specimens were weighed. The total crosslink density was calculated using the Flory-Rehner equation as follows:
where
ν is the crosslink density (mol/g),
Mc is the average molecular weight between crosslink points (g/mol),
Vr is the volume fraction of rubber in the swollen gel at equilibrium,
Vs is the molar volume of solvent (cm
3/mol),
ρr is the density of rubber sample (g/cm
3), and
χ is the polymer-solvent interaction parameter. Further, the chemical crosslink density of the unfilled compounds was calculated based on the Flory–Rehner equation (Equation (2)) and the Kraus equation (Equation (3)):
where
Vr0 is the volume fraction of unfilled rubber in the swollen gel at equilibrium,
Vr is the volume fraction of rubber in the swollen gel at equilibrium, and
φ is the volume fraction of filler
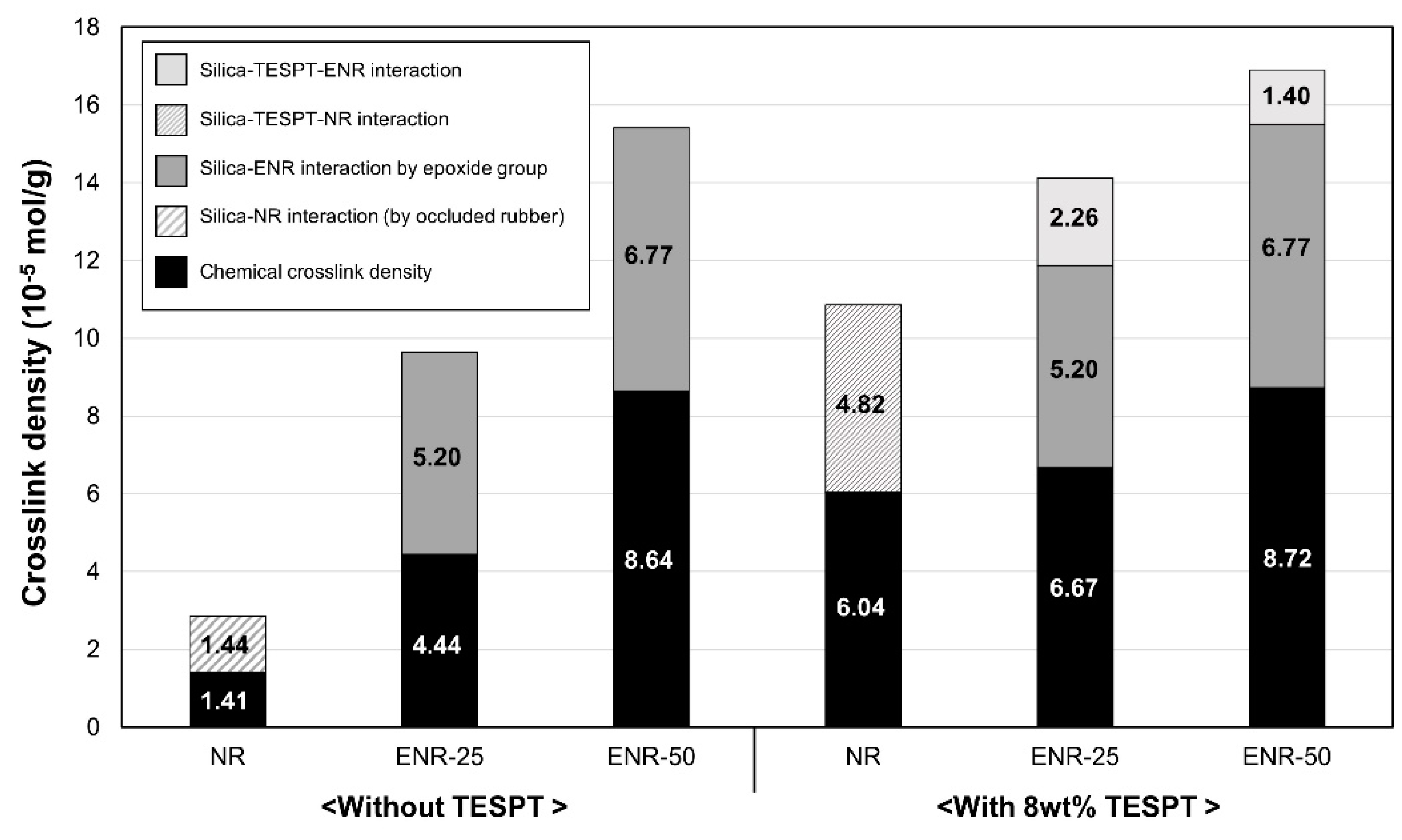
. Subsequently, the filler–rubber interaction was calculated as the difference between the total crosslink density (chemical crosslink density + filler–rubber interaction) and chemical crosslink density.
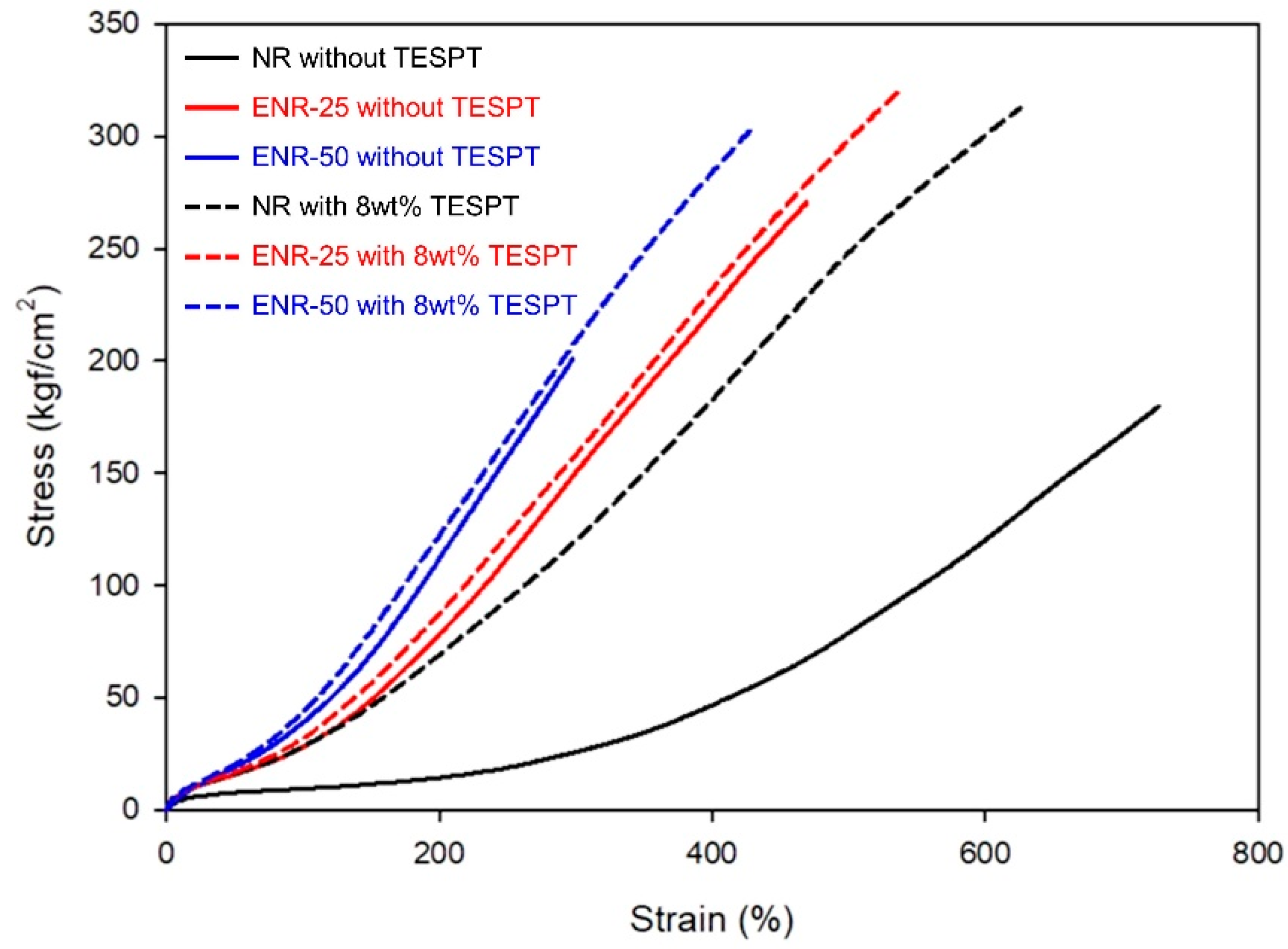
2.3.8. Mechanical Properties
The mechanical properties of the vulcanizates, including tensile strength, modulus, and elongation at break, were evaluated. Dumbbell-shaped specimens (length = 100 mm; width = 25 mm) were tested at the speed of 500 mm/min using a universal testing machine (UTM, KSU-05M-C, KSU Co., Ansan, Korea) according to the standard procedure given in ATSM D 412.
2.3.9. Abrasion Resistance
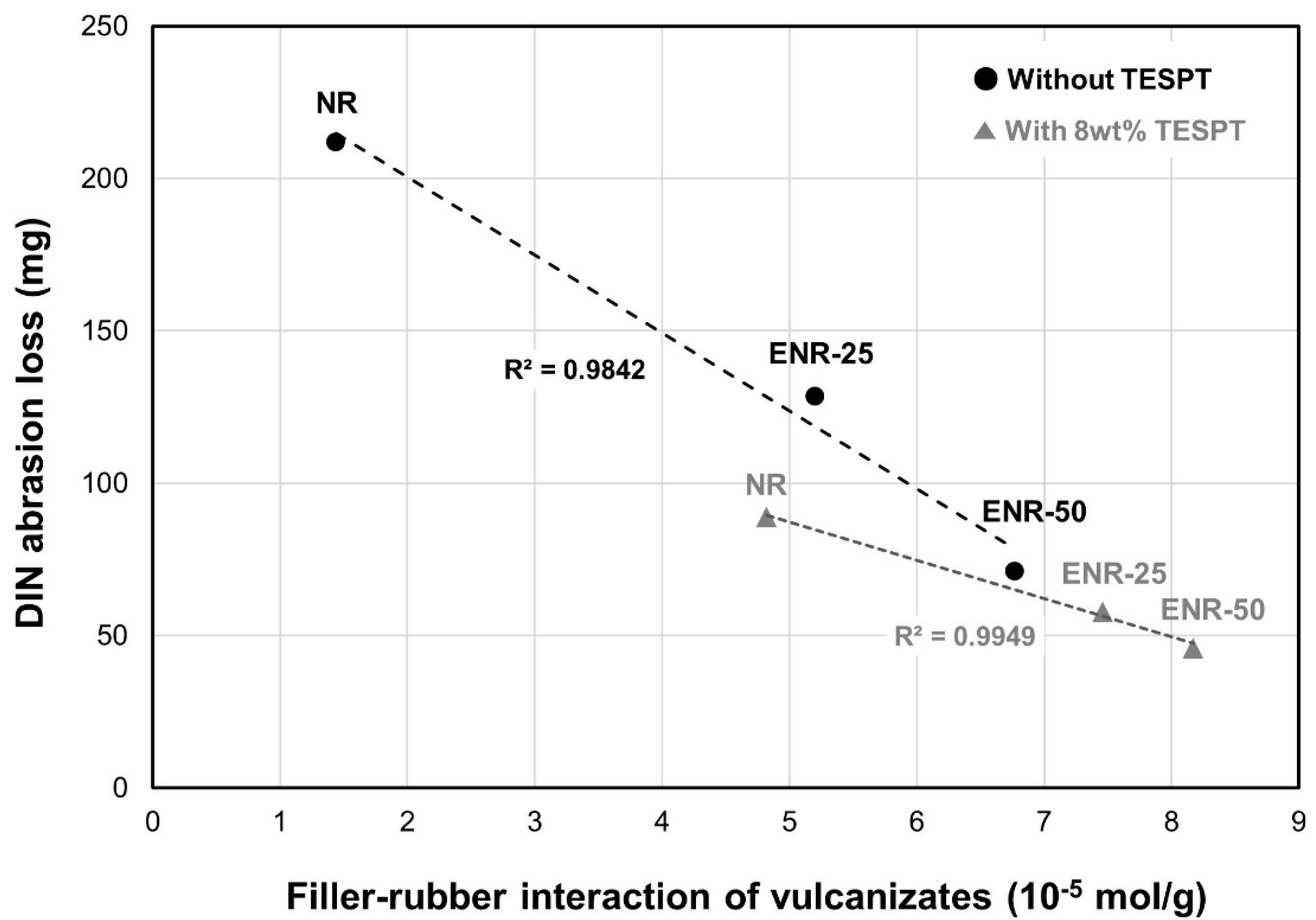
Abrasion resistance was measured using an abrasion tester (DIN: Deutsche Industrie Normen, KSU Co., Ansan, Korea) according to the standard procedure given in DIN 53516. Cylindrical specimens (diameter = 16 mm; length = 8 mm) were tested, where an abrasive sheet was rotated on the surface of the specimen at 40 ± 1 rpm under load of 5 N. The mass loss was measured.
2.3.10. Viscoelastic Properties
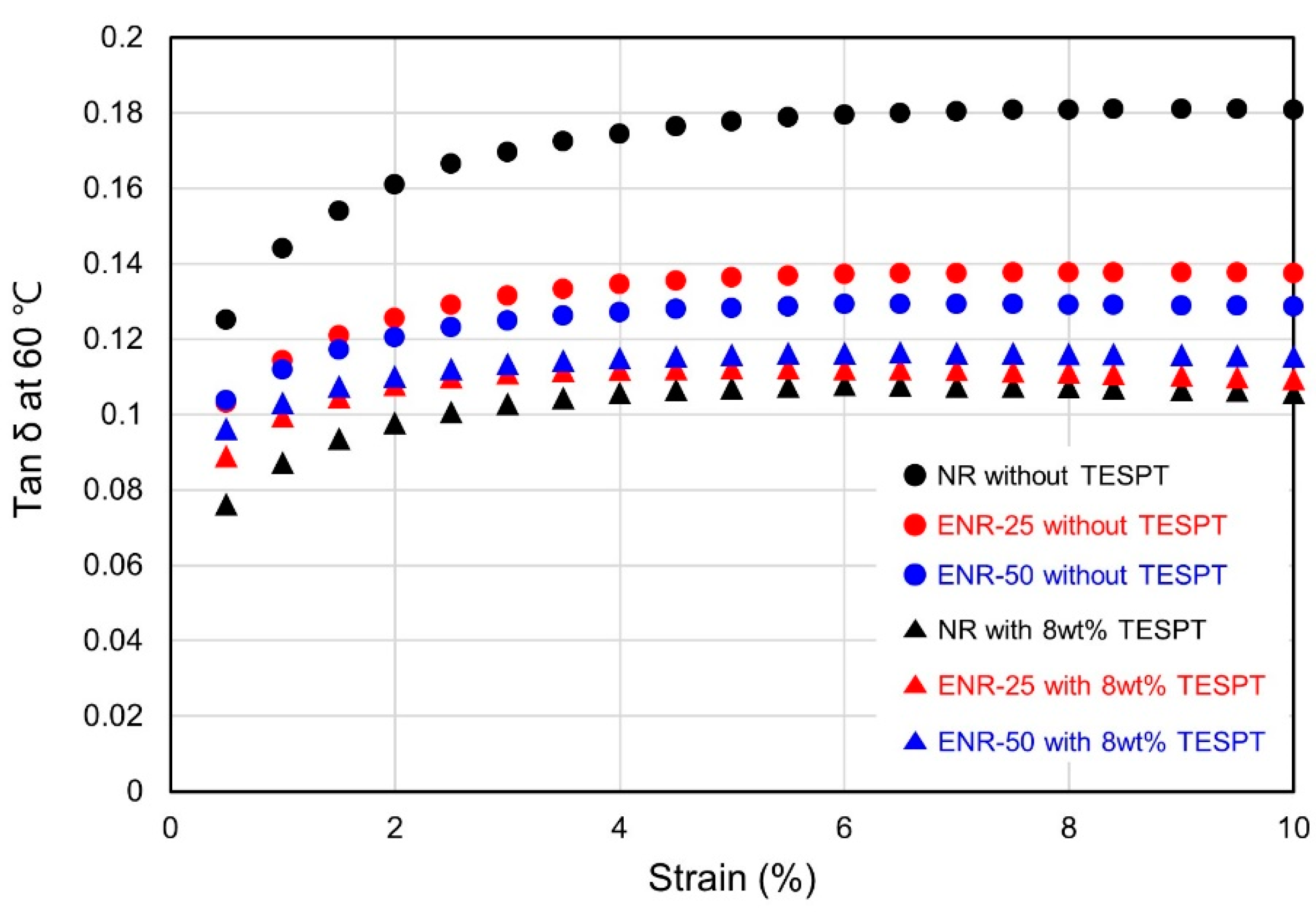
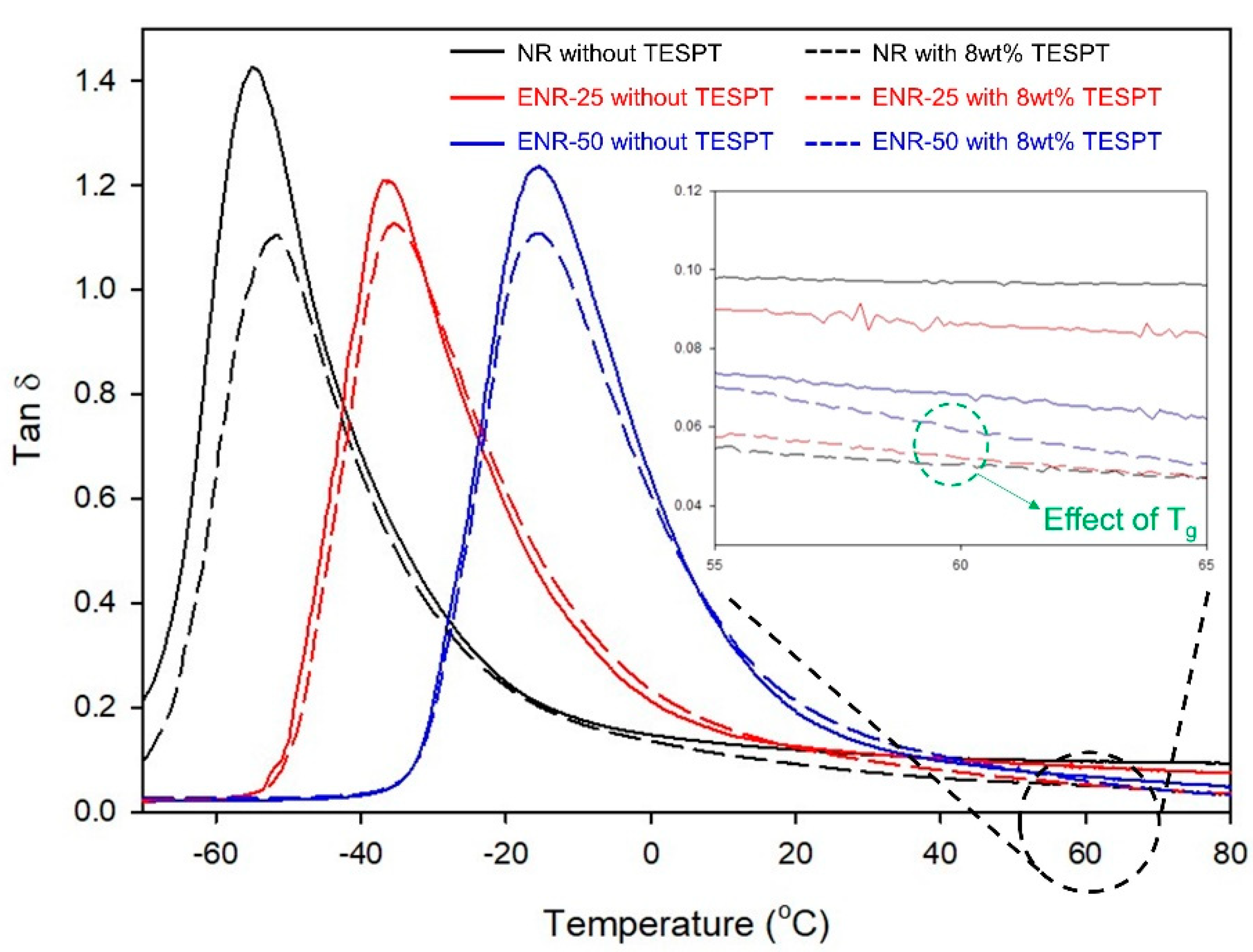
The viscoelastic properties of the compounds was evaluated by measuring tan δ within a strain range of 0.5 to 10% at 60 °C and 10 Hz using a dynamic mechanical thermal spectrometer (DMTS, EPLEXOR 500N, GABO, Ahlden, Germany). Further, the storage modulus (E′), loss modulus (E″), and tan δ were measured between −70 and 80 °C at 0.2% strain and 10 Hz using a dynamic mechanical analyzer (DMA Q800, TA Instrument, New Castle, DE, USA).
4. Conclusions
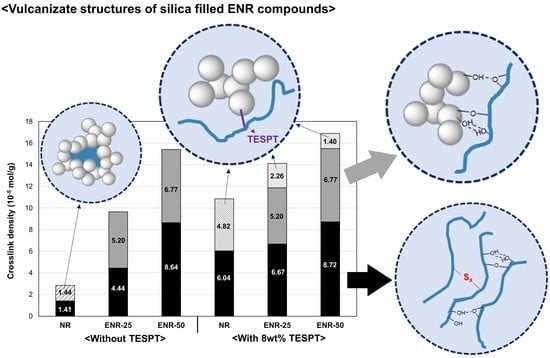
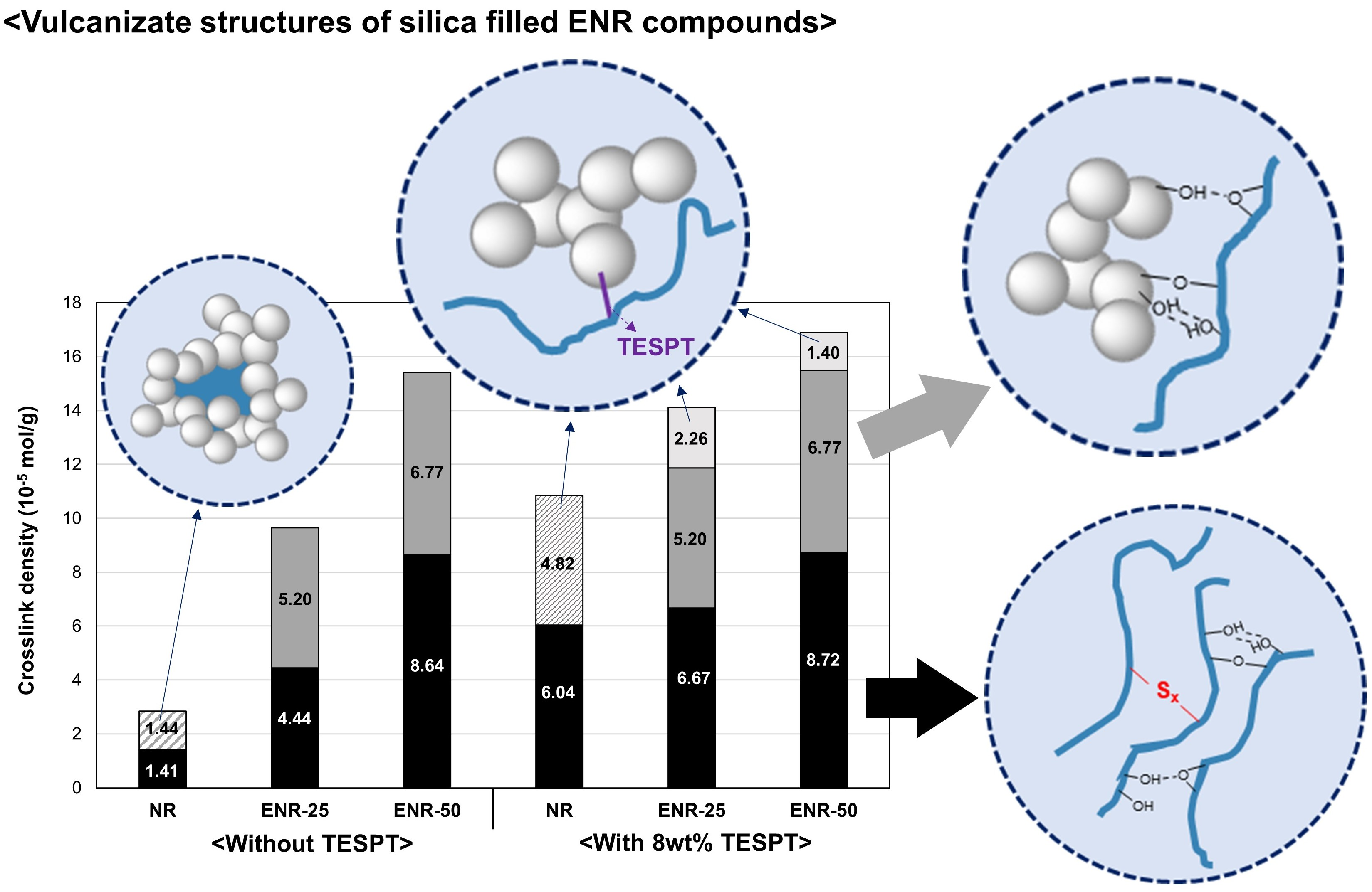
The requirements for TBR tire treads are continually increasing to achieve outstanding fuel efficiency. Recent research has focused on replacing carbon black with silica. Therefore, this study used ENR as the base rubber to resolve issues related to coupling reactions between silica and rubber, and unfavorable silanization reactions in silica-filled NR compounds. The filler–rubber interactions were evaluated with respect to the presence of TESPT, where silica-ENR interactions via the epoxide groups and silica–TESPT–rubber interaction due to TESPT were quantitatively calculated during vulcanizate structure analysis. This allowed for analysis of the vulcanizate structure of the silica-filled ENR vulcanizates.
Among the compounds without TESPT, the NR compound exhibited very unfavorable silica dispersion, whereas the ENR compounds without TESPT had improved silica dispersion as the epoxide content increased. Further, abrasion resistance was also significantly improved by epoxidation due to the enhanced filler–rubber interactions, while the fuel efficiency was also improved due to the increased crosslink density and enhanced silica dispersion. All of the compounds with 8 wt% TESPT exhibited superior silica dispersion compared to those without TESPT, where the filler–rubber interaction was increased due to silica–TESPT–rubber interactions. Thus, both the abrasion resistance and fuel efficiency were enhanced. In the compounds with 8 wt% TESPT, similar to the trend observed for the compounds without TESPT, where excellent abrasion resistance was achieved as epoxide content increased due to high filler–rubber interaction. However, the tan δ values at 60 °C were high due to the influence of the Tg of the compounds, thereby leading to a slight compromise in fuel efficiency. The E″ value at 0 °C was high as Tg increased, which was indicative of an outstanding wet grip performance.
The vulcanizate structure analysis demonstrated that more silica-ENR interaction was achieved due to the presence of epoxide groups compared to the silica-TESPT-rubber interactions facilitated by TESPT. This confirmed that the epoxidation of NR can lead to higher filler–rubber interactions than the addition of TESPT. Therefore, the epoxidation of NR resolves issues such as low filler–rubber interaction due to unfavorable coupling reactions and silanization reactions of silica-filled NR compounds. Further, the abrasion resistance can be improved by enhancing the filler–rubber interaction as the epoxide content increases. Thus, this study quantitatively confirms that the epoxidation of NR can solve the common issues associated with silica-filled NR compounds.
Therefore, through this study, it will be possible to understand the complex vulcanizate structure of silica filled ENR compounds, and to develop a TBR tire tread with excellent wear resistance, fuel efficiency and wet grip.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}