An Additive Manufacturing Method Using Large-Scale Wood Inspired by Laminated Object Manufacturing and Plywood Technology


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
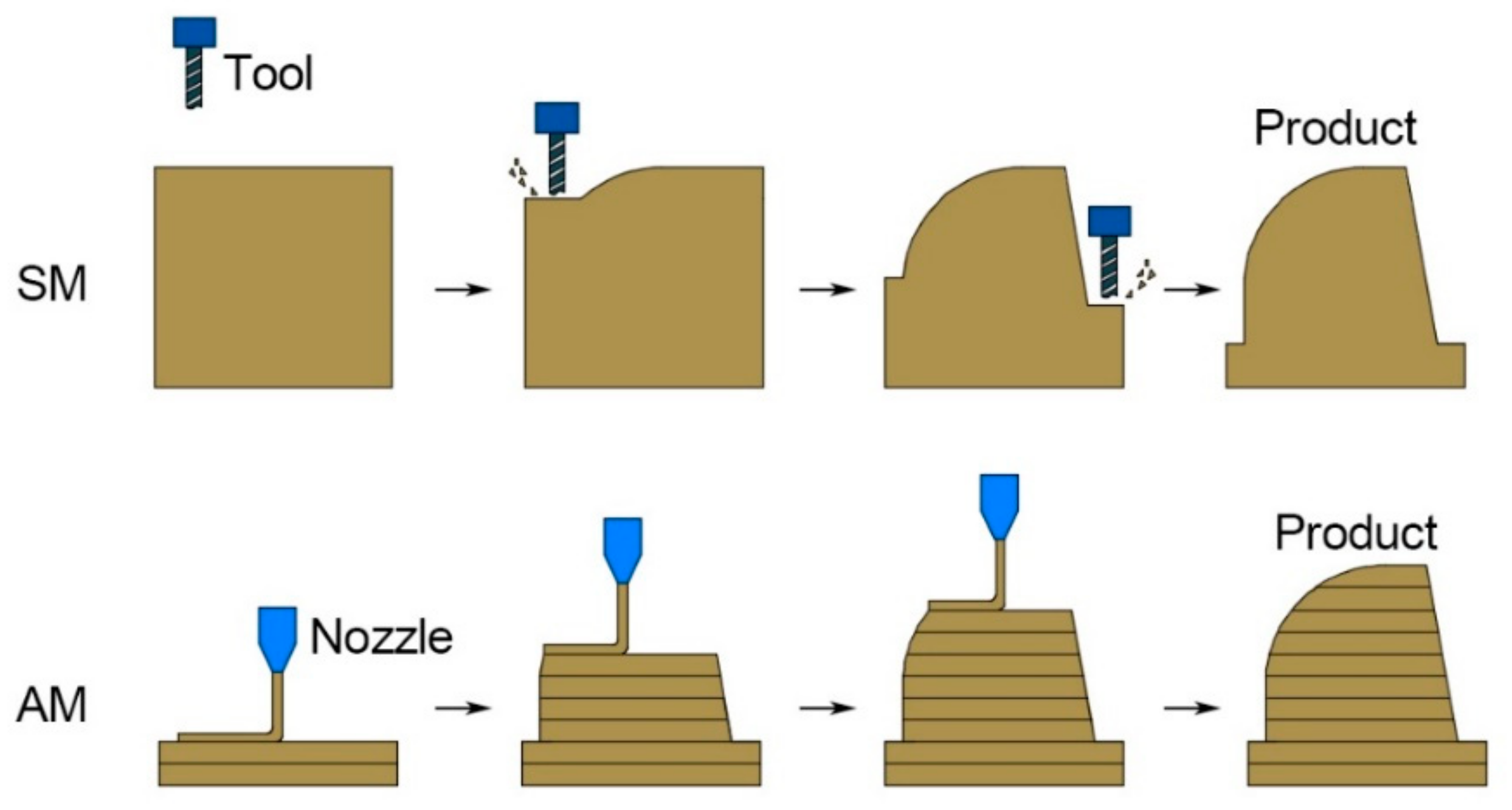
1. Introduction
2. Materials and Methods
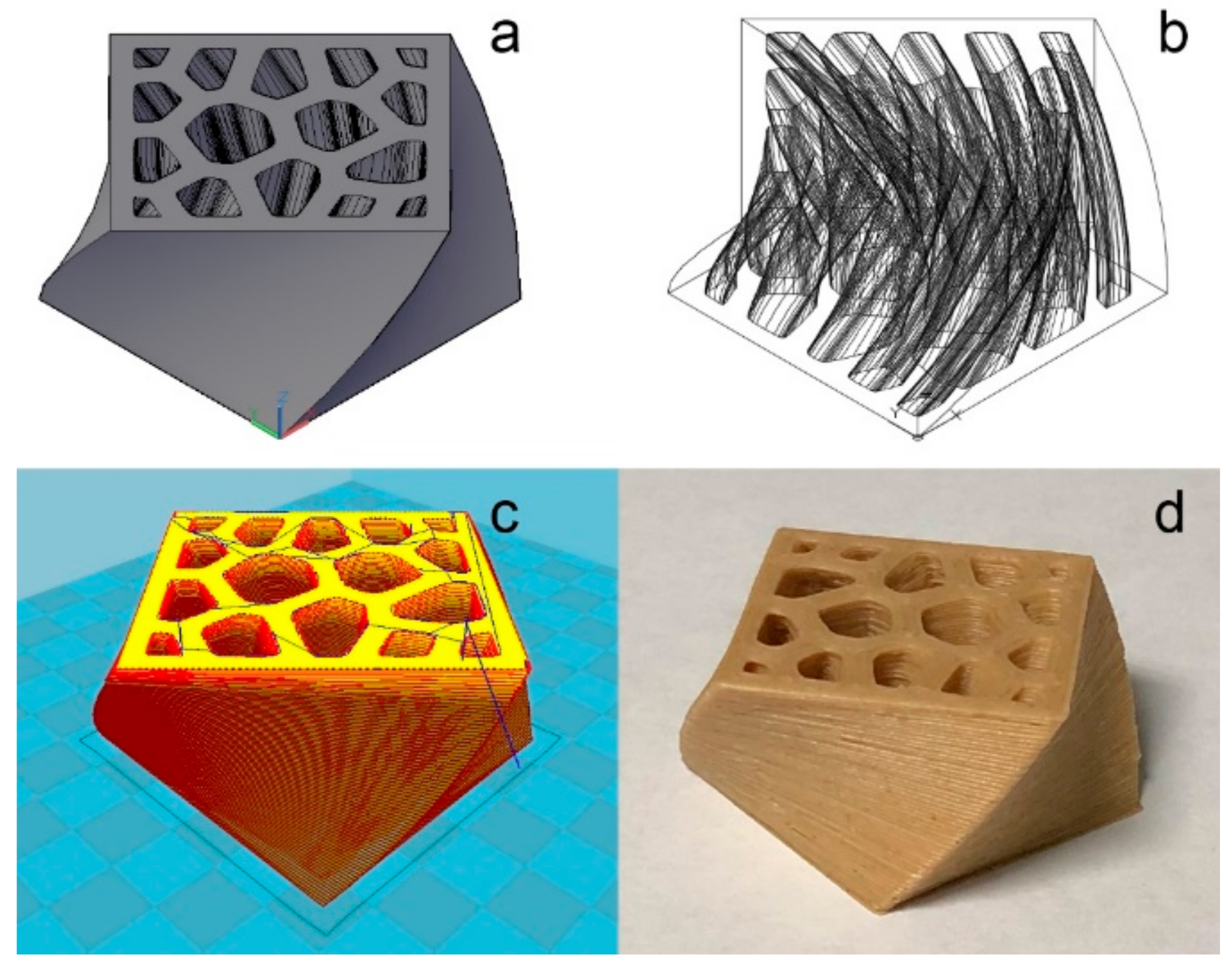
2.1. Modeling
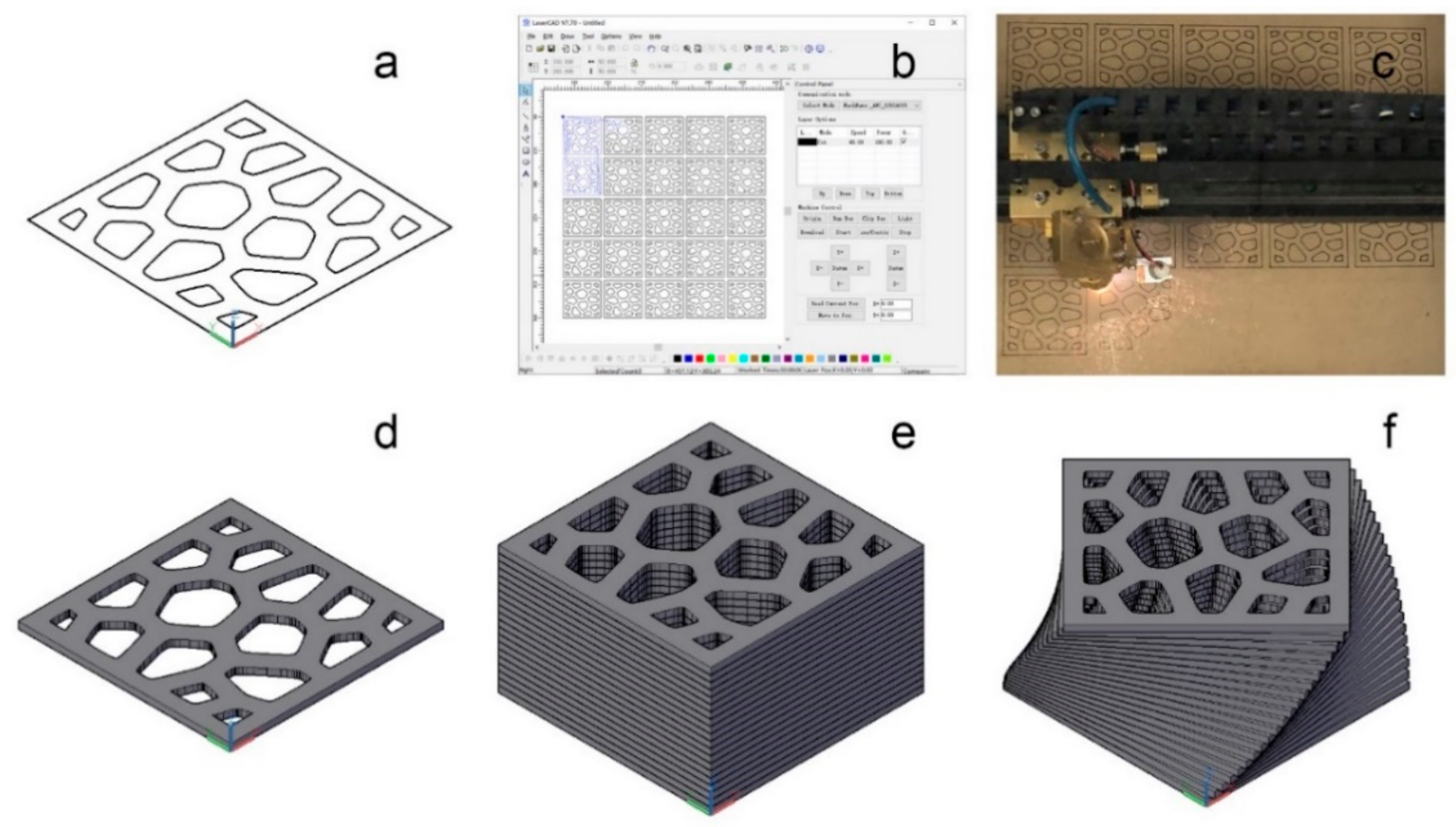
2.2. Processing
3. Results and Discussion
3.1. The LcVL Product
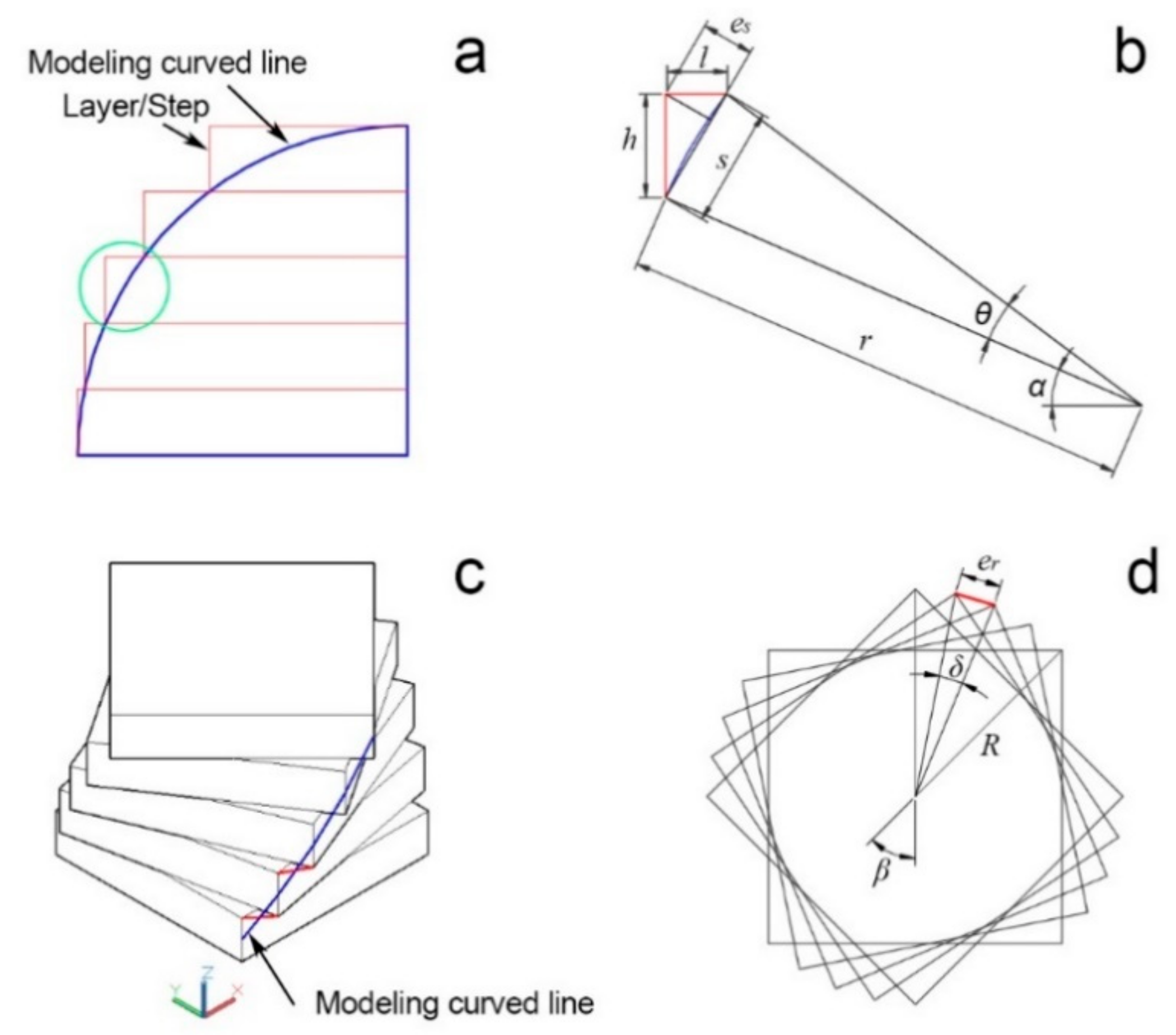
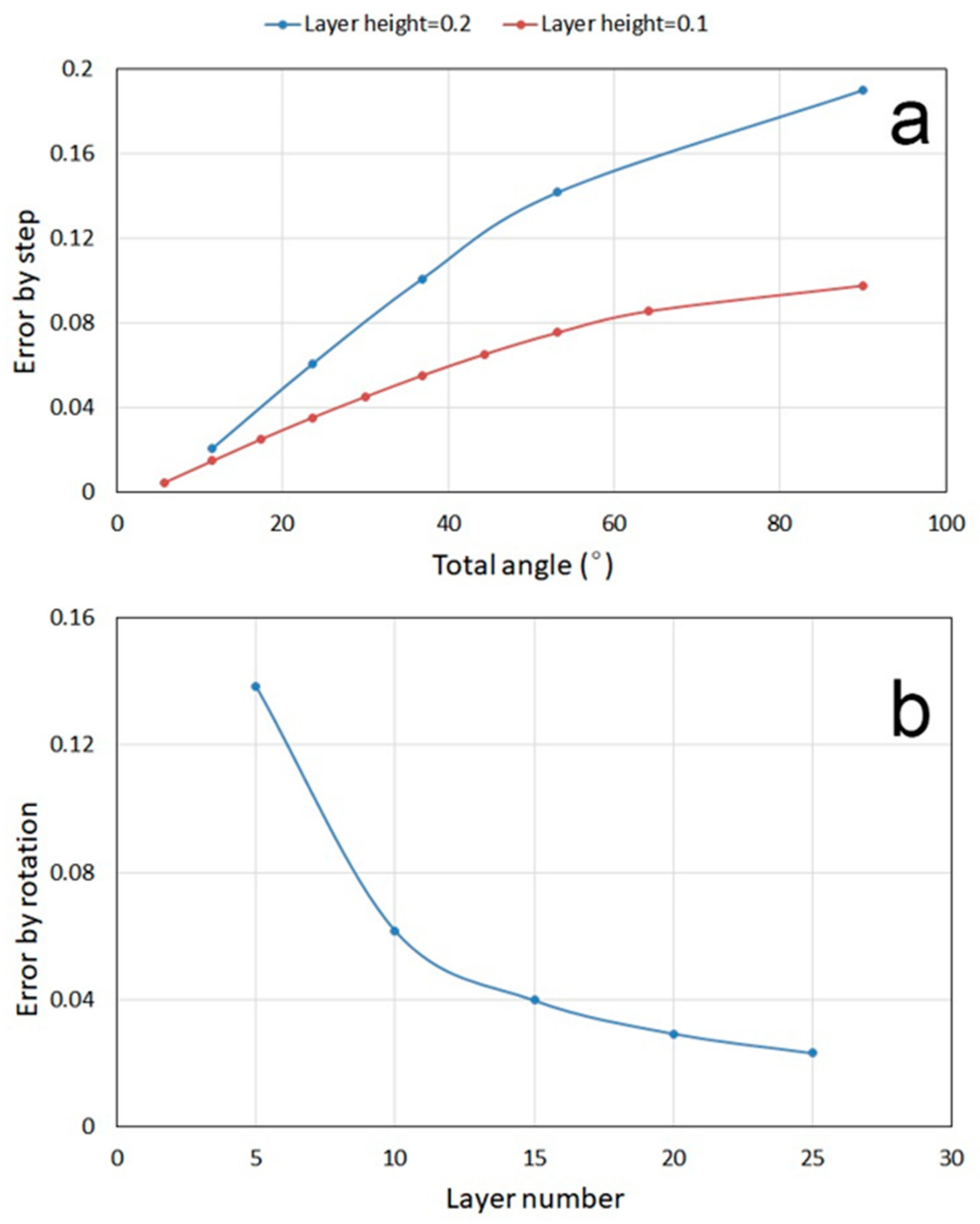
3.2. Effects of Layer Parameters on Processing Resolution
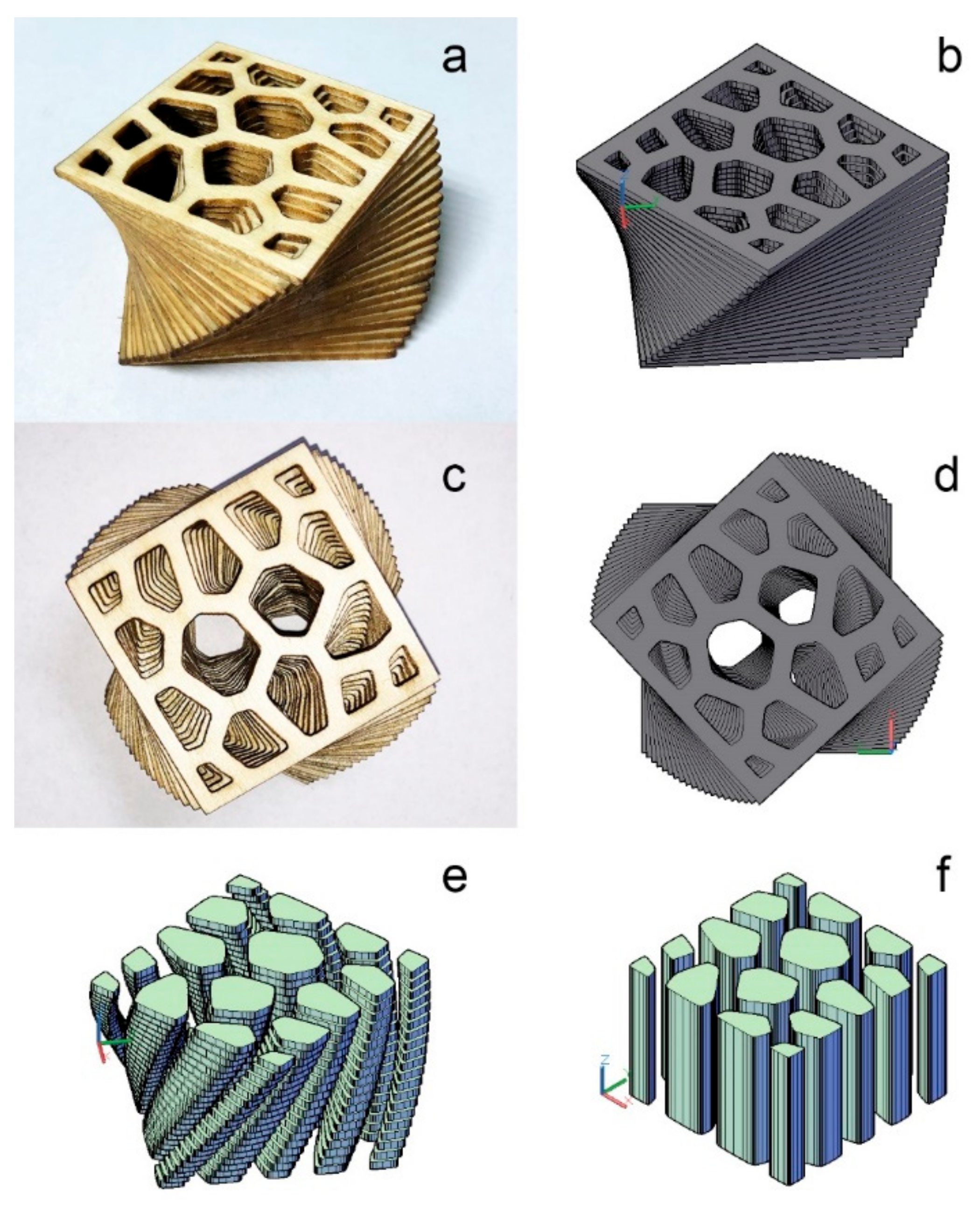
3.3. Wood Texture Direction and LcVL-Product Structure
4. Conclusions
- (1)
- As a combination of plywood technology and LOM, the LcVL method is a viable AM method which is capable of producing wood-based products with complex geometries and internal voids using large scale wood-based materials, specifically wood veneer.
- (2)
- LcVL products have designable structures (complex internal voids and wood texture directions). Their designability could be used for creating material matrices and templates for functional wood-based materials, such as sound absorbers and composites.
- (3)
- The LcVL method encountered more theoretical manufacturing errors compared to other AM techniques due to its use of larger scale raw materials with larger layer heights. Nonetheless, the LcVL method may be used for large scale wood materials with sufficient layer thickness and number.
- (4)
- LcVL products could benefit greatly from postprocessing, such as surface finishing, for theoretical manufacturing-error reduction. In comparison with other AM techniques, larger amounts of wood and less adhesives are involved during the fabrication. The LcVL method could serve as a basis for the further development of veneer usage in AM.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wimmer, R.; Steyrer, B.; Woess, J.; Koddenberg, T.; Mundigler, N. 3D printing and wood. Pro Ligno 2015, 11, 144–149. Available online: https://publik.tuwien.ac.at/files/PubDat_243647.pdf (accessed on 5 November 2015).
- ASTM F2792-12a. Standard Terminology for Additive Manufacturing Technologies; ASTM International: West Conshohocken, PA, USA, 2012. [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Gardan, J. Additive manufacturing technologies: State of the art and trends. Int. J. Prod. Res. 2016, 54, 3118–3132. [Google Scholar] [CrossRef]
- Douglas, G.; Wang, L.; Wang, J. Additive Manufacturing of Wood-Based Materials for Composite Applications. In Proceedings of the SPE Automotive Composites Conference & Exhibition, Novi, MI, USA, 4–6 September 2019. [Google Scholar]
- Li, T.; Aspler, J.; Kingsland, A.; Cormier, L.M.; Zou, X. 3D printing–a review of technologies, markets, and opportunities for the forest industry. J. Sci. Technol. Prod. Process. 2016, 5, 30–31. [Google Scholar]
- Tao, Y.; Wang, H.; Li, Z.; Li, P.; Shi, S.Q. Development and application of wood flour-filled polylactic acid composite filament for 3d printing. Materials 2017, 10, 339. [Google Scholar] [CrossRef] [PubMed]
- Zhao, X.; Tekinalp, H.; Meng, X.; Ker, D.; Benson, B.; Pu, Y.; Ragauskas, A.J.; Wang, Y.; Li, K.; Webb, E.; et al. Poplar as biofiber reinforcement in composites for large-scale 3D printing. ACS Applied. Bio. Mater. 2019, 2, 4557–4570. [Google Scholar] [CrossRef]
- Gardan, J.; Nguyen, D.C.; Roucoules, L.; Montay, G. Characterization of wood filament in additive deposition to study the mechanical behavior of reconstituted wood products. J. Eng. Fiber Fabr. 2016, 11, 56–63. [Google Scholar] [CrossRef]
- Kariz, M.; Sernek, M.; Kuzman, M.K. Use of wood powder and adhesive as a mixture for 3D printing. Eur. J. Wood Wood Prod. 2016, 74, 123–126. [Google Scholar] [CrossRef]
- Rosenthal, M.; Henneberger, C.; Gutkes, A.; Bues, C. Liquid Deposition Modeling: A promising approach for 3D printing of wood. Eur. J. Wood Wood Prod. 2018, 76, 797–799. [Google Scholar] [CrossRef]
- Zeng, W.; Guo, Y.; Jiang, K.; Yu, Z.; Liu, Y.; Shen, Y.; Deng, J.; Wang, P. Laser intensity effect on mechanical properties of wood–plastic composite parts fabricated by selective laser sintering. J. Thermoplast. Compos. 2013, 26, 125–136. [Google Scholar] [CrossRef]
- Henke, K.; Treml, S. Wood based bulk material in 3D printing processes for applications in construction. Eur. J. Wood Wood Prod. 2013, 71, 139–141. [Google Scholar] [CrossRef]
- Feygin, M.; Pak, S.S. Laminated Object Manufacturing Apparatus and Method. U.S. Patent 5,876,550, 2 March 1999. [Google Scholar]
- Wimpenny, D.I.; Bryden, B.; Pashby, I. Rapid laminated tooling. J. Mater. Process. Technol. 2003, 138, 214–218. [Google Scholar] [CrossRef]
- Yoshida, H.; Igarashi, T.; Obuchi, Y.; Takami, Y.; Sato, J.; Araki, M.; Miki, M.; Nagata, K.; Sakai, K.; Igarashi, S. Architecture-scale human-assisted additive manufacturing. ACM Trans. Graph. 2015, 34, 88. [Google Scholar] [CrossRef]
- Dawod, M.; Deetman, A.; Akbar, Z.; Heise, J.; Böhm, S.; Klussmann, H.; Eversmann, P. Continuous Timber Fibre Placement. Impact: Design with All Senses; DMSB 2019; Springer: Cham, Switzerland, 2020. [Google Scholar] [CrossRef]
- Eltawahni, H.A.; Rossini, N.S.; Dassisti, M.; Alrashed, K.; Aldaham, T.A.; Benyounis, K.Y.; Olabi, A.G. Evaluation and optimization of laser cutting parameters for plywood materials. Opt. Laser Eng. 2013, 9, 1029–1043. [Google Scholar] [CrossRef]
- Kubovský, I.; Kačík, F. Colour and chemical changes of the lime wood surface due to CO2 laser thermal modification. Appl. Surf. Sci. 2014, 321, 261–267. [Google Scholar] [CrossRef]
- Errico, F.; Ichchou, M.; De Rosa, S.; Franco, F.; Bareille, O. Investigations about periodic design for broadband increased sound transmission loss of sandwich panels using 3D-printed models. Mech. Syst. Signal. 2020, 136, 106432. [Google Scholar] [CrossRef]







Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tao, Y.; Yin, Q.; Li, P. An Additive Manufacturing Method Using Large-Scale Wood Inspired by Laminated Object Manufacturing and Plywood Technology. Polymers 2021, 13, 144. https://doi.org/10.3390/polym13010144
Tao Y, Yin Q, Li P. An Additive Manufacturing Method Using Large-Scale Wood Inspired by Laminated Object Manufacturing and Plywood Technology. Polymers. 2021; 13(1):144. https://doi.org/10.3390/polym13010144
Chicago/Turabian StyleTao, Yubo, Qing Yin, and Peng Li. 2021. "An Additive Manufacturing Method Using Large-Scale Wood Inspired by Laminated Object Manufacturing and Plywood Technology" Polymers 13, no. 1: 144. https://doi.org/10.3390/polym13010144
APA StyleTao, Y., Yin, Q., & Li, P. (2021). An Additive Manufacturing Method Using Large-Scale Wood Inspired by Laminated Object Manufacturing and Plywood Technology. Polymers, 13(1), 144. https://doi.org/10.3390/polym13010144