Thermal Effect on Poly(methyl methacrylate) (PMMA) Material Removal in the Micromilling Process




Abstract
:
1. Introduction
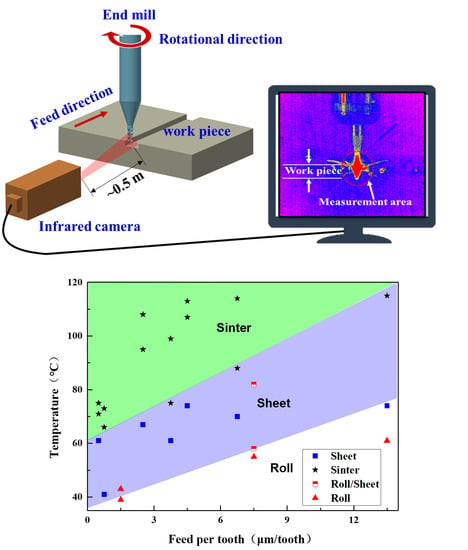
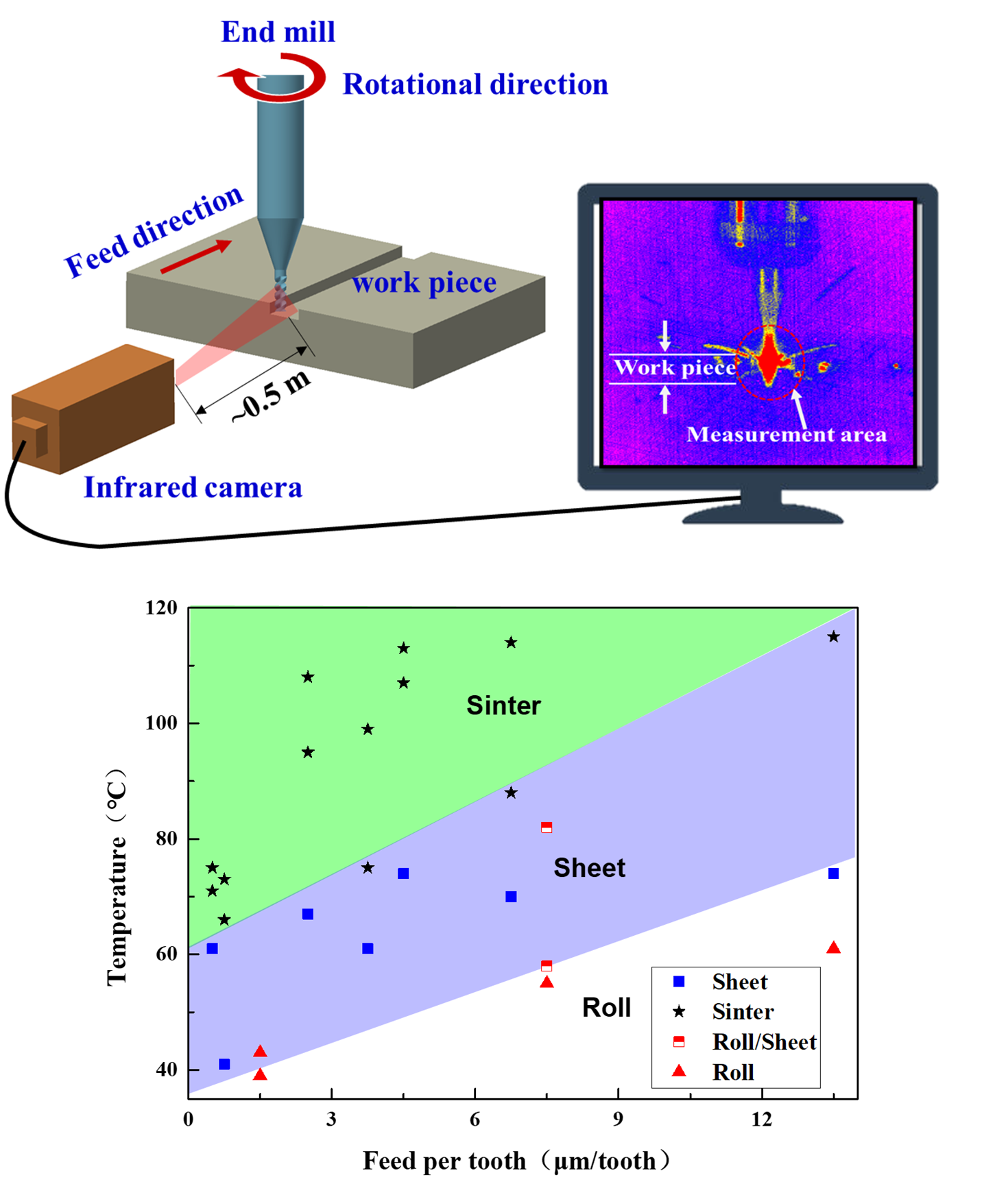
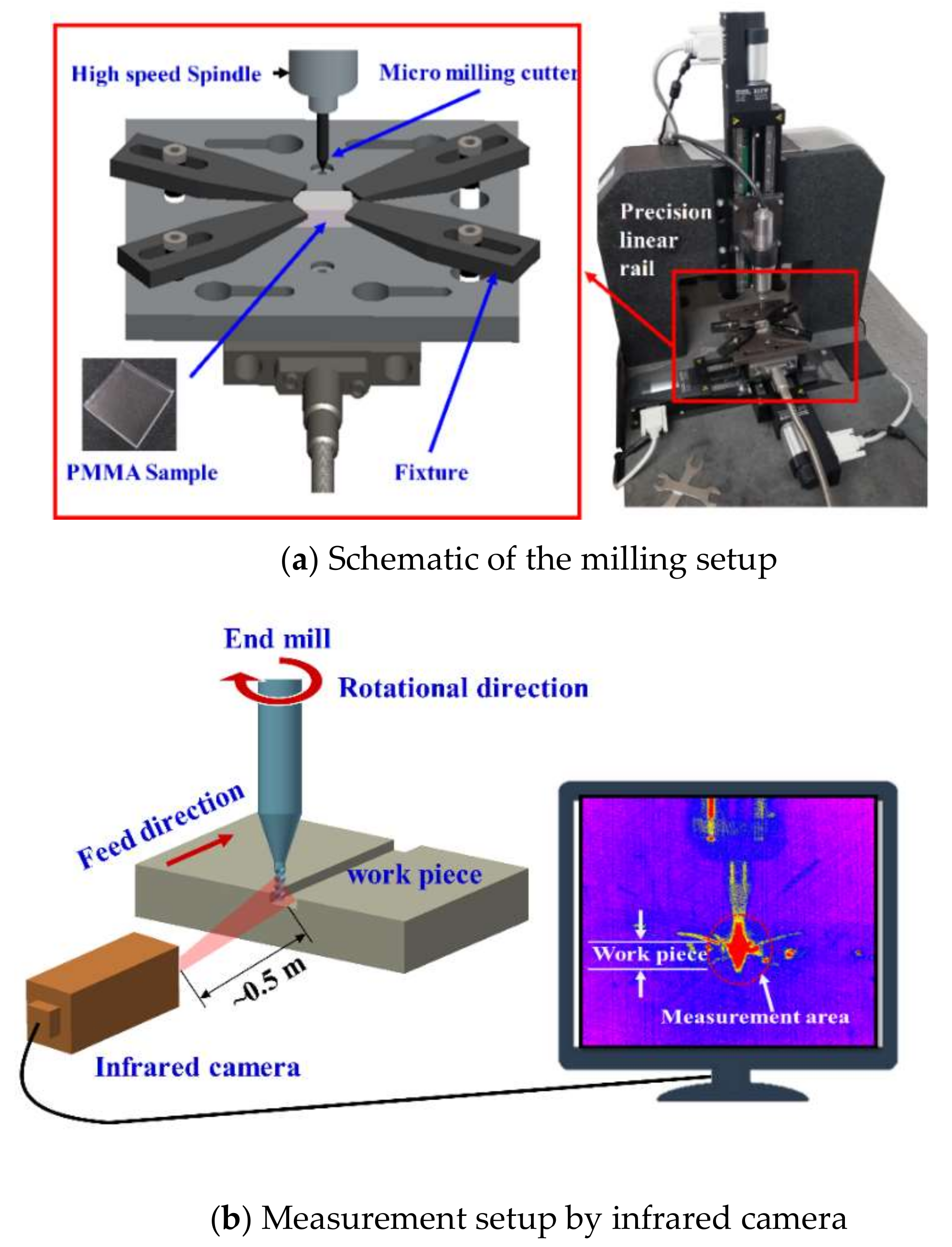
2. Experimental Design and Setup
3. Results and Discussion
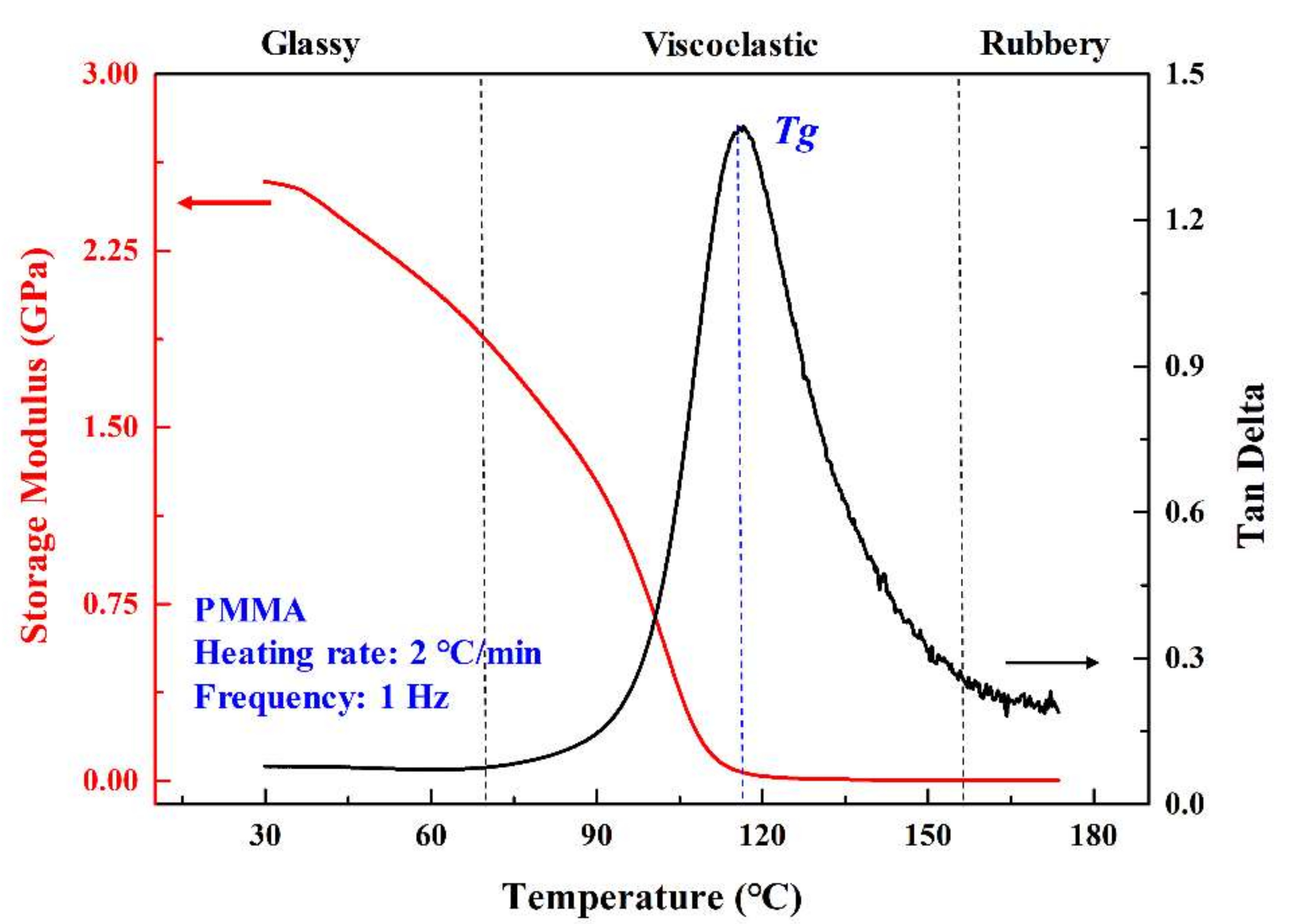
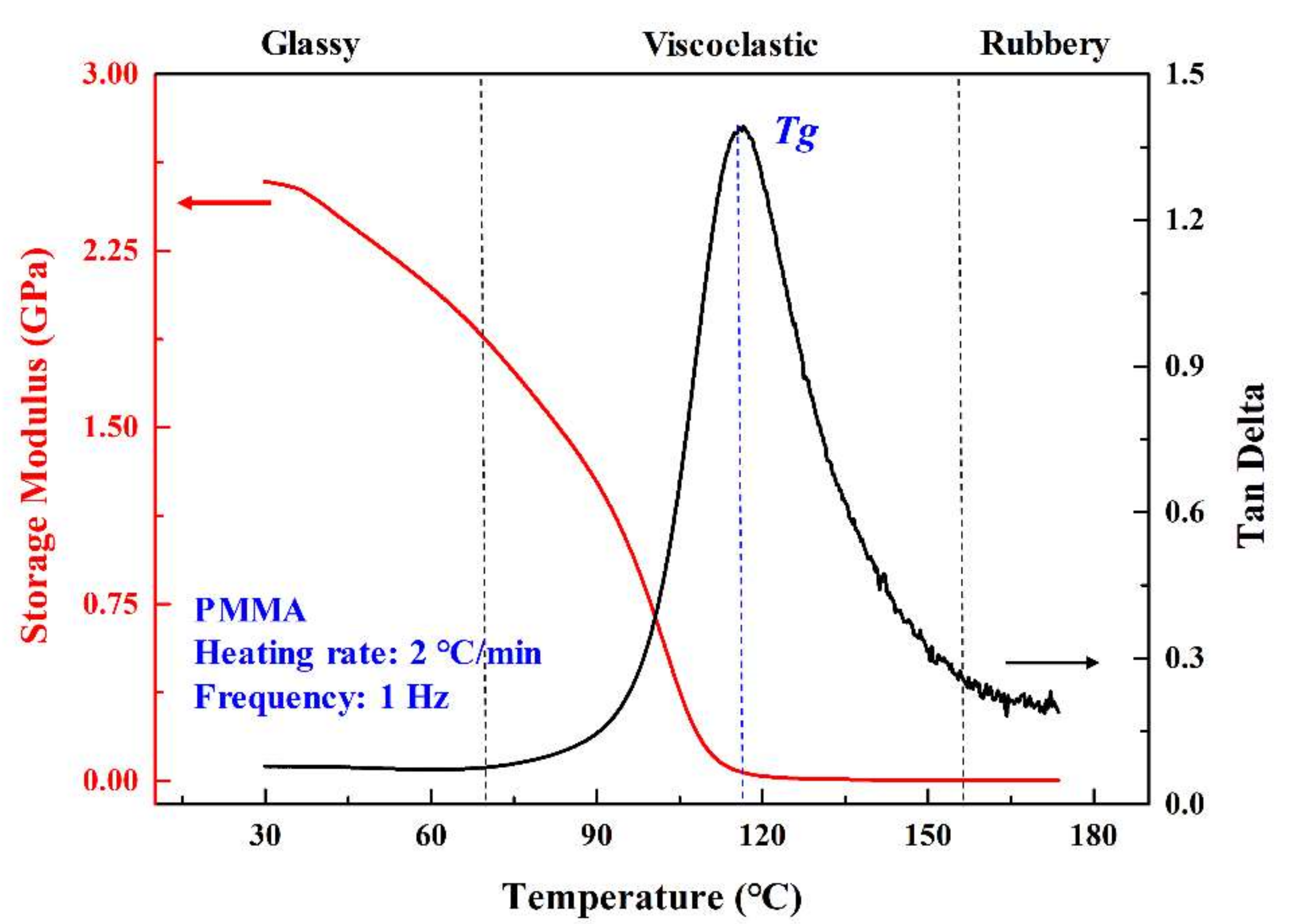
3.1. Thermal Effect on PMMA Dynamic Property
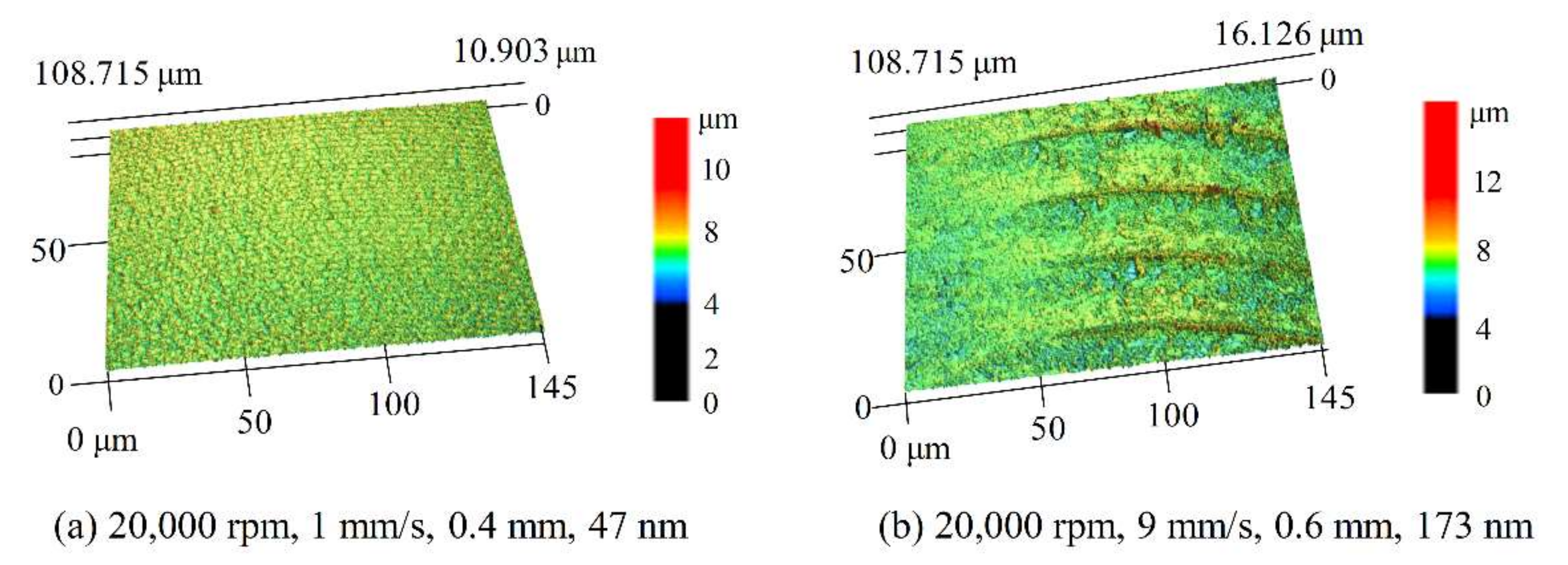
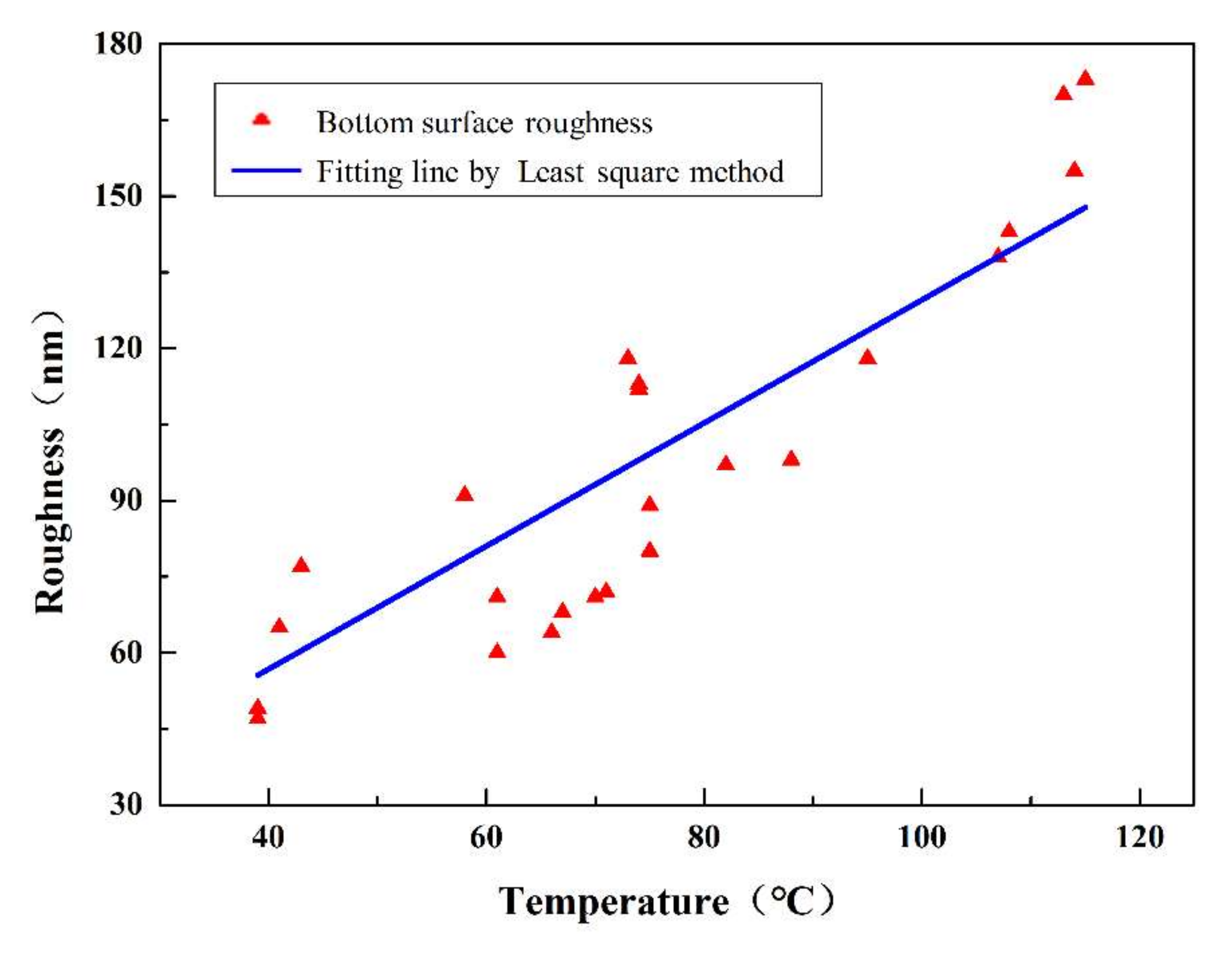
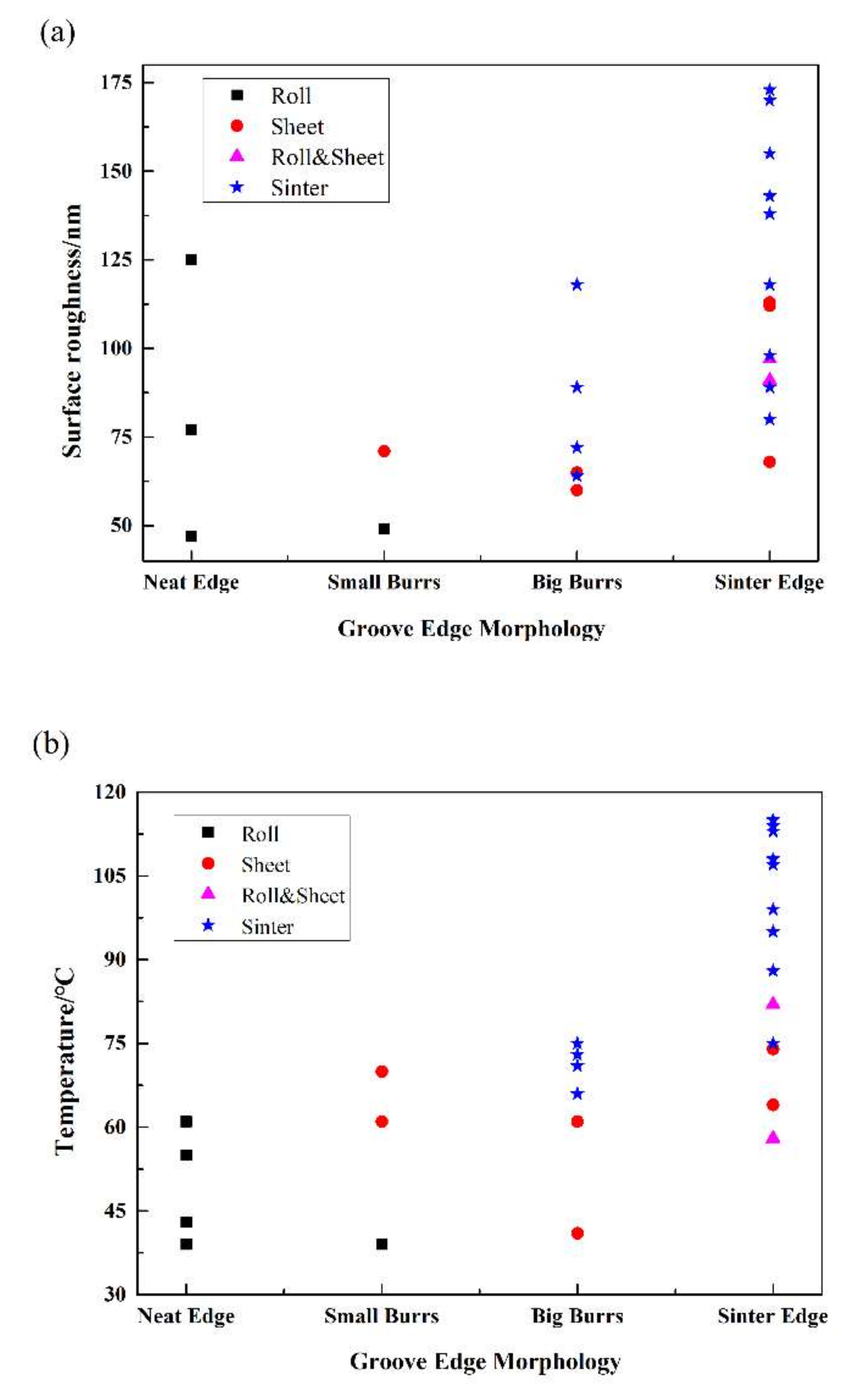
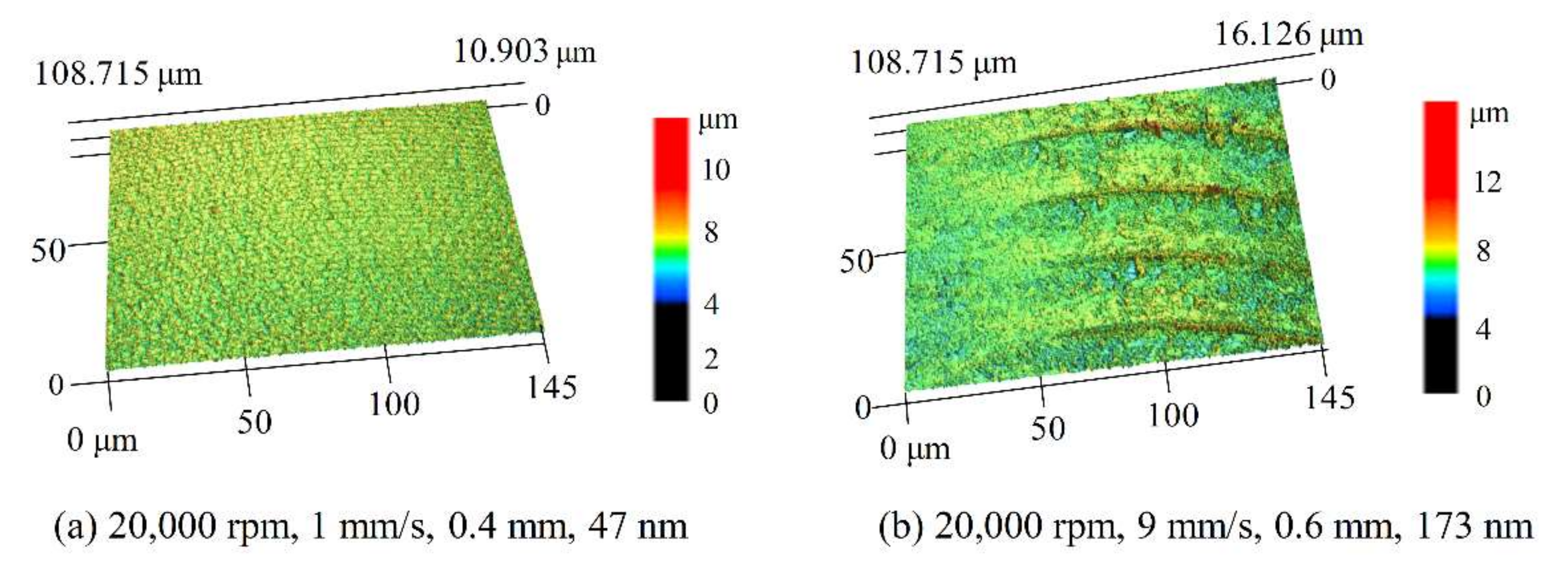
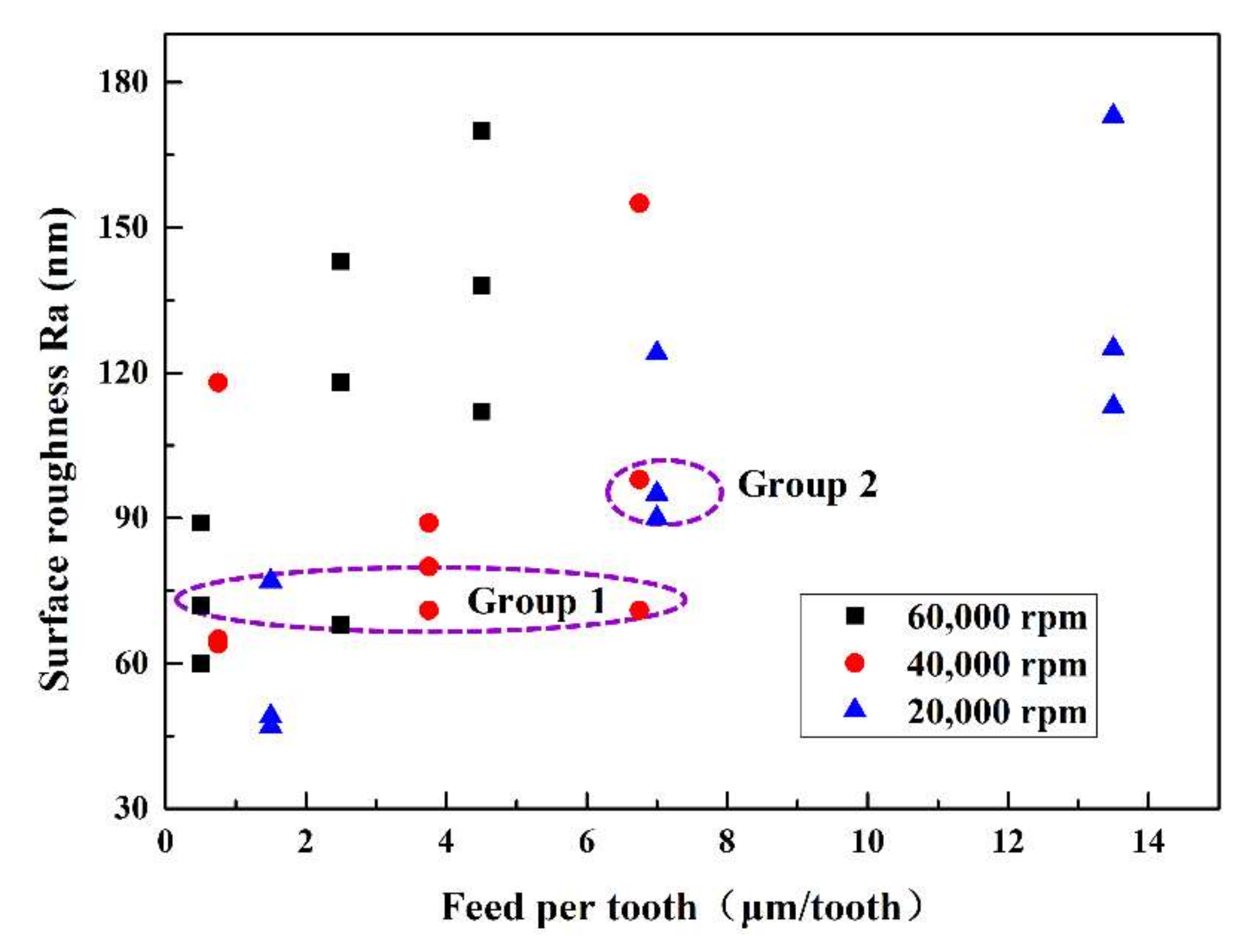
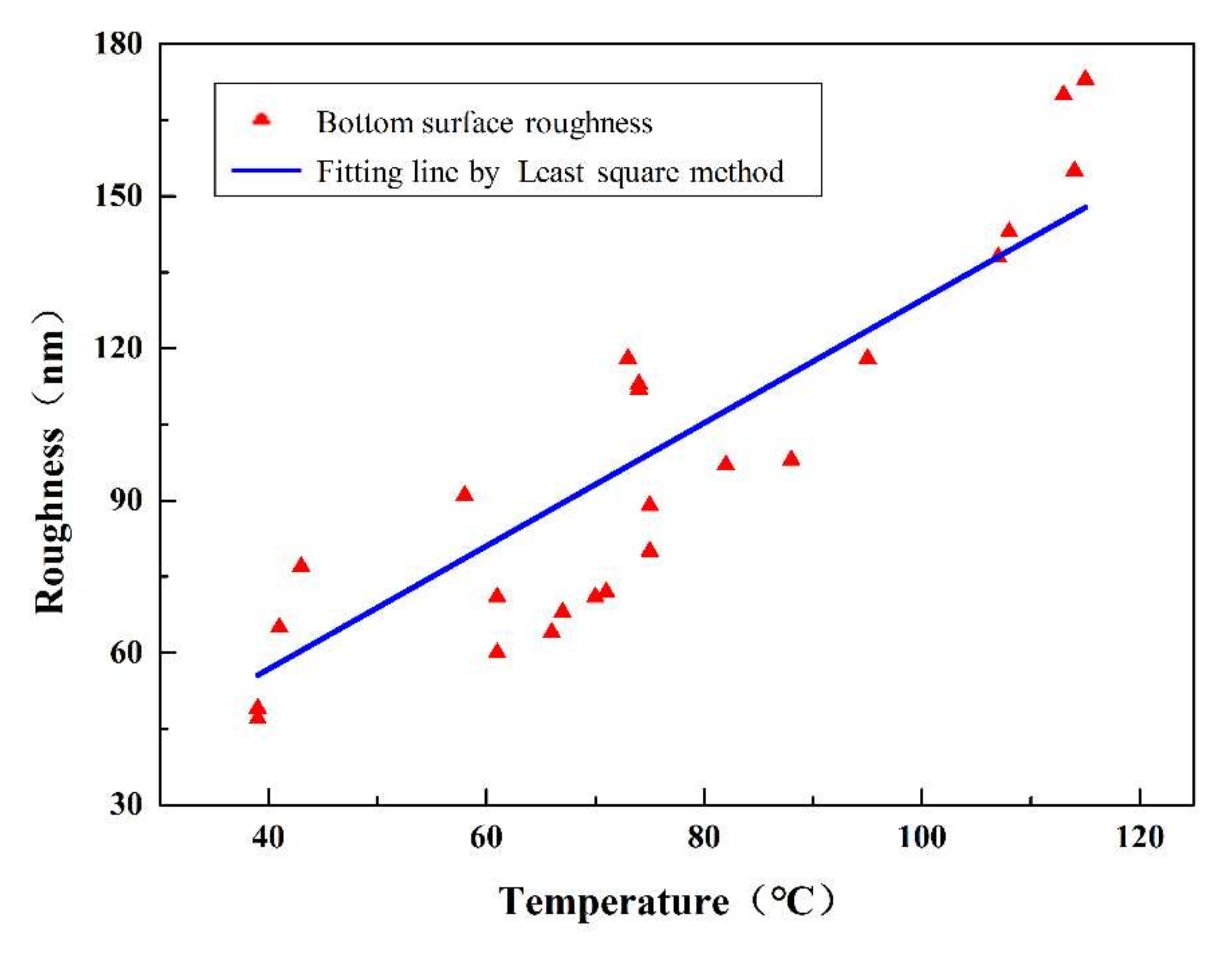
3.2. Thermal Effect on Groove Bottom Surface Roughness
3.3. Thermal Effect on Cutting Chips and Burrs
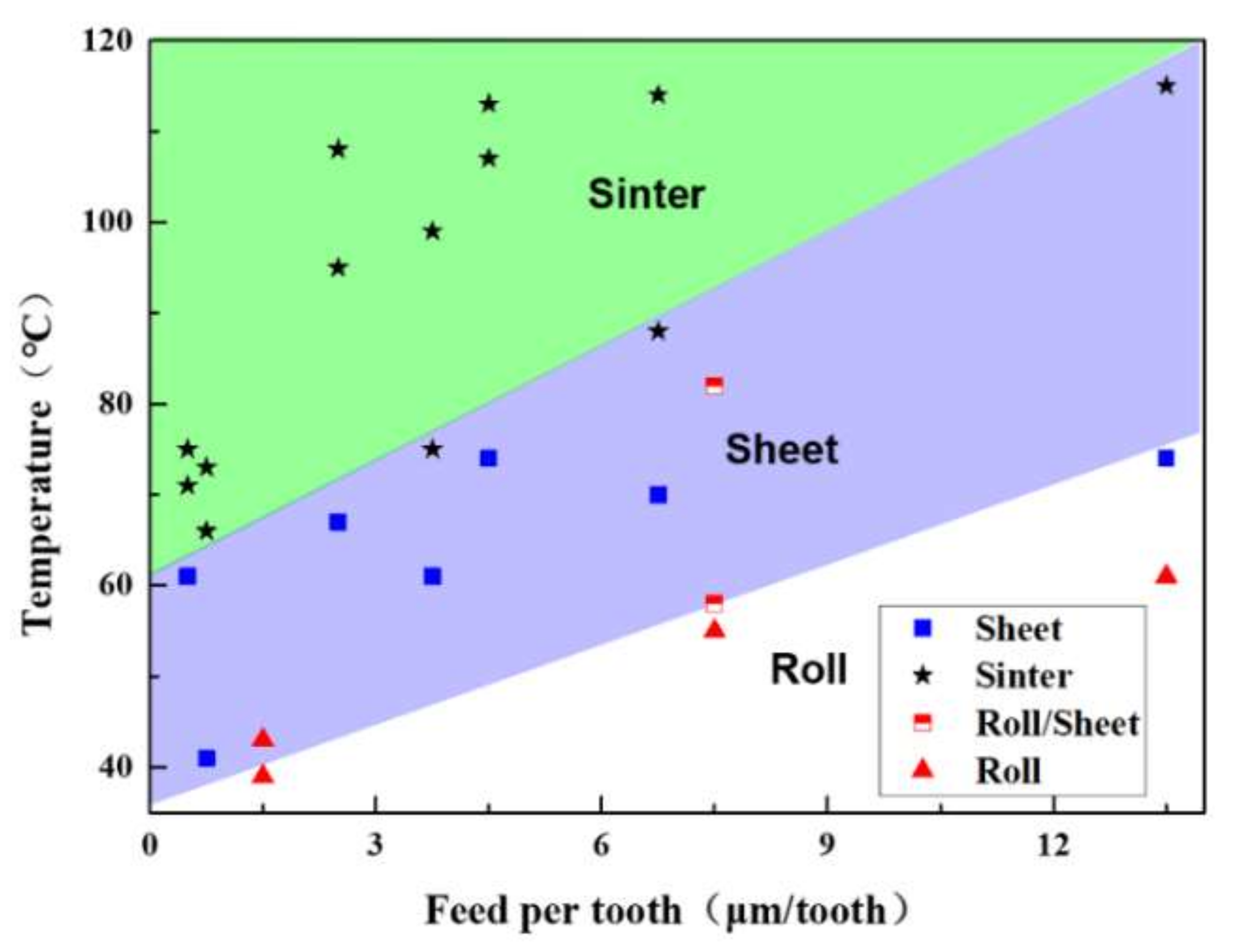
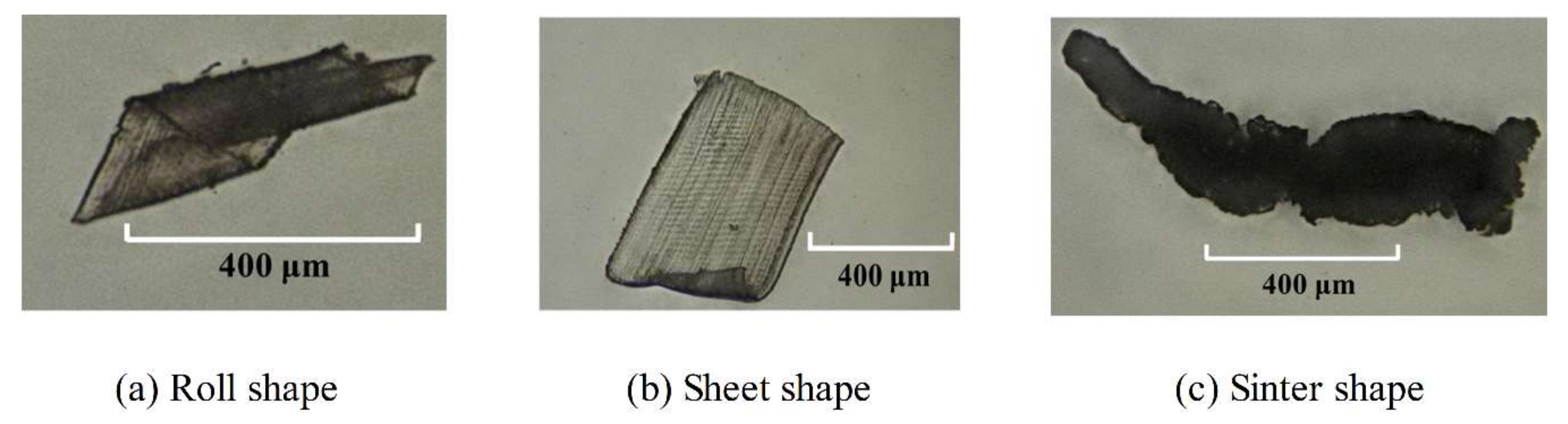
3.3.1. The Classification of Cutting Chips
3.3.2. The Classification of Burrs
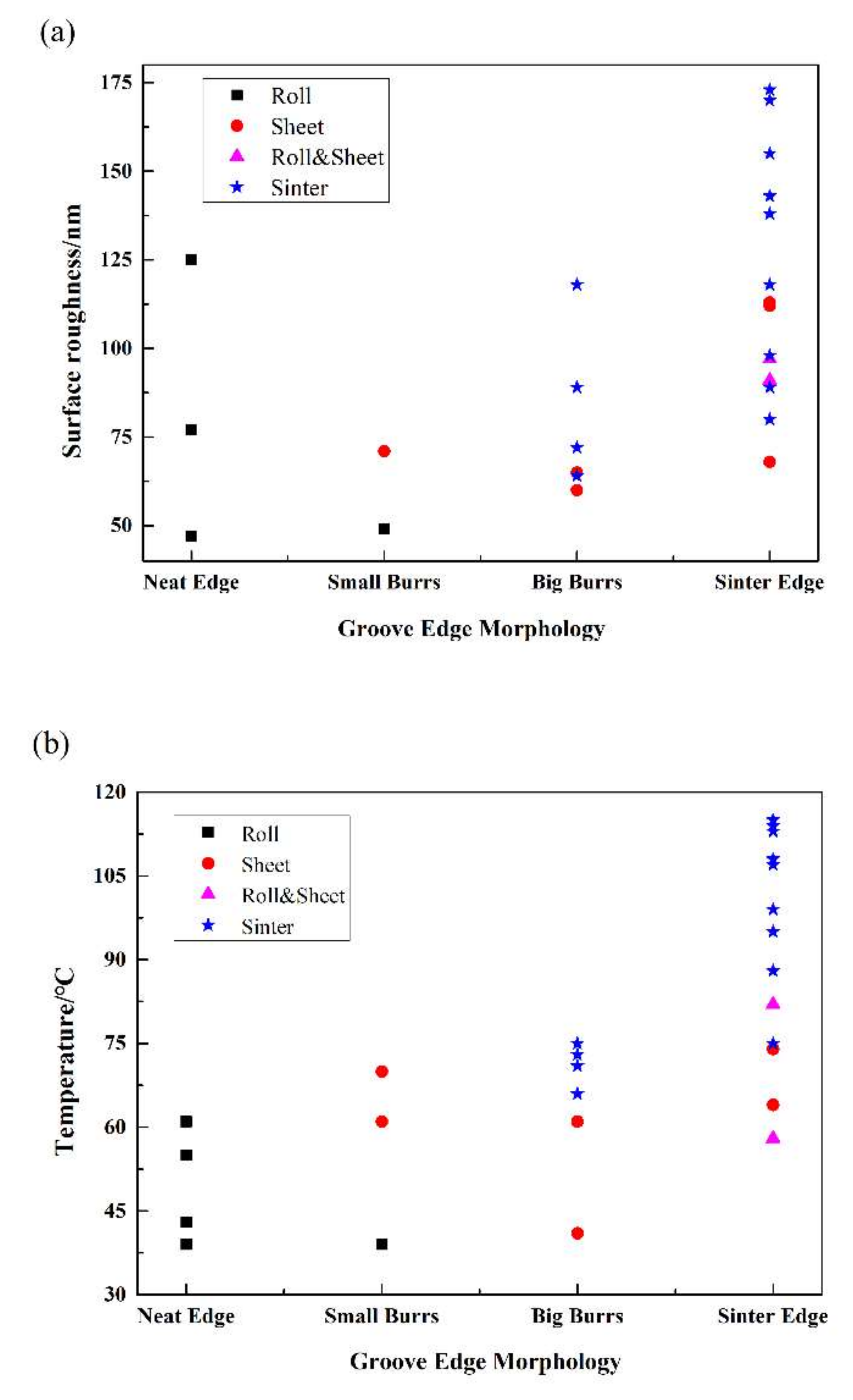
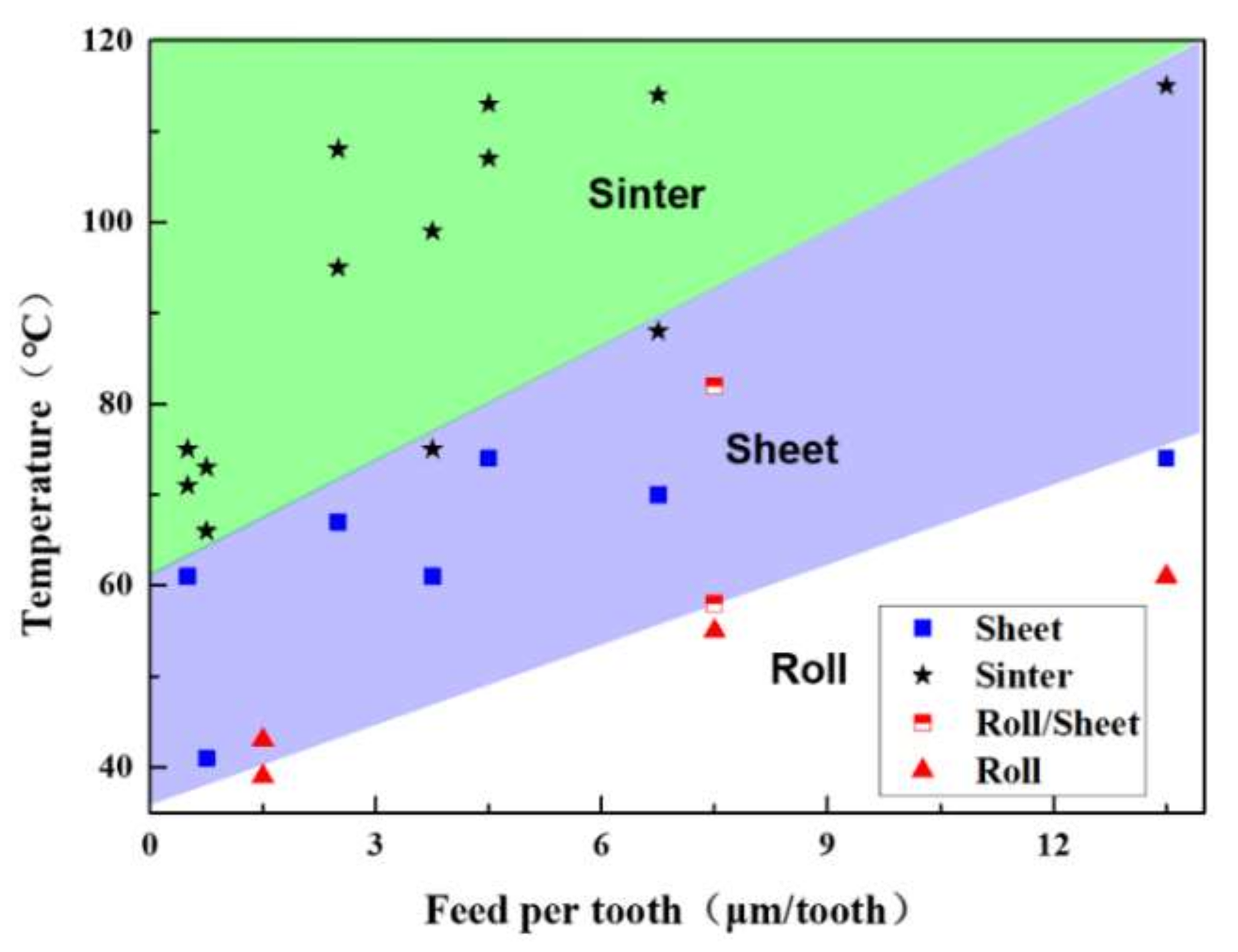
3.3.3. Influence of Temperature on Surface Quality
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Cowie, J.M.G.; Arrighi, V. Polymers: Chemistry and Physics of Modern Materials, 3nd ed.; CRC Press: Boca Raton, FL, USA, 2007. [Google Scholar]
- Korkmaz, E.; Onler, R.; Ozdoganlar, O.B. Micromilling of Poly (methyl methacrylate, PMMA) Using Single-Crystal Diamond Tools. Procedia Manuf. 2017, 10, 683–693. [Google Scholar] [CrossRef]
- Lin, B. Microfluidic chip lab and its functionalization. J. China Pharm. Univ. 2003, 34, 1–6. [Google Scholar]
- Terry, S.C. A Gas Chromatography System Fabricated on a Silicon Wafer Using Integrated Circuit Technology. Ph.D. Thesis, Stanford University, Stanford, CA, USA, 1975. [Google Scholar]
- Wu, C.; Jin, Z.; Wang, H.; Wang, H.; Wang, Y. Design and fabrication of a nanofluidic channel by selective thermal oxidation and etching back of silicon dioxide made on a silicon substrate. J. Micromech. Microeng. 2007, 17, 2393–2397. [Google Scholar] [CrossRef]
- Li, Y.; Yan, P.; Huang, Y.; Shan, S. Preparation of PMMA microlens array based on X-ray mobile lithography. Infrared Laser. Eng. 2016, 45, 6. [Google Scholar]
- Spierings, G. Compositional effects in the dissolution of multicomponent silicate glasses inaqueous HF solutions. J. Mater. Sci. 1991, 26, 3329–3336. [Google Scholar] [CrossRef]
- Zheng, X.; Yan, J.; Hu, N.; Yang, J.; Yang, J. Research progress of materials and fabrication methods of microfluidic chip. Transd. Microsyst. Technol. 2011, 6. [Google Scholar]
- Atkins, A.G.; Lee, C.S.; Caddell, R.M. Time-temperature dependent fracture toughness of PMMA. J. Mater. Sci. 1975, 10, 1381–1393. [Google Scholar] [CrossRef]
- Han, X. Study on PMMA Polymer Thermal Engraving Technology for Microfluidic Analysis Chips. Ph.D. Thesis, Harbin Institute of Technology, Harbin, China, 2015. [Google Scholar]
- Zhou, L.; Zou, W. Research progress in application of poly (demethylsiloxane). New Chem. Mater. 2007, 1. [Google Scholar]
- Shih, A.J.; Lewis, M.A.; Strenkowski, J.S. End Milling of Elastomers-Fixture Design and Tool Effectiveness for Material Removal. J. Manuf. Sci. Eng. 2004, 126, 115–123. [Google Scholar] [CrossRef]
- Shen, J. Research on Manufacturing Method of Polymer Microfluidic Chip. Master’s Thesis, Liaoning University of Technology, Jinzhou, China, 2017. [Google Scholar]
- Yang, Q.; Li, G. Review on Micro Molding of Polymers and Polymer Composites. Polym. Bull. 2013, 9. [Google Scholar]
- Yin, X.; Shen, H.; Fang, Z. Simplified microfabrication technology for production of glass microfluidic chips. Chinese J. Anal. Chem. 2003, 31, 116–119. [Google Scholar]
- Li, K. Research on Milling Force Modeling and Tool Wear Law in Micro Milling. Master’s Thesis, University of Science and Technology of China, Hefei, China, 2016. [Google Scholar]
- Li, R. Plastic Machining; Chemical Industry Press: Beijing, China, 2014. [Google Scholar]
- Yang, K. Research on Wear Mechanism of Micro Milling Tools and Factors Affecting Workpiece Burr. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2007. [Google Scholar]
- Kobayashi, A.; Hirakawa, K. Ultraprecision machining of plastics. Part 1. Polymethyl methacrylate. Polym. Plast. Technol. Eng. 1984, 22, 15–25. [Google Scholar] [CrossRef]
- Okuda, K.; Tsuneyoshi, T.; Li, W.; Shibahara, H. Study on cutting of micro channel by end mill with small diameter. Key Eng. Tran. Tech. Publ. 2009, 407, 351–354. [Google Scholar] [CrossRef]
- Jirapattarasilp, K.; Obma, S. Tool Wear in Vertical Milling of Polymethyl-methacrylate Sheet. AASRI Procedia 2012, 3, 155–159. [Google Scholar] [CrossRef]
- Chen, P.; Pan, C.; Lee, W.; Li, K. An experimental study of micromilling parameters to manufacture microchannels on a PMMA substrate. Int. J. Adv. Manuf. Technol. 2014, 71, 1623–1630. [Google Scholar] [CrossRef]
- Xiao, K.; Zhang, L. The role of viscous deformation in the machiningof polymers. Int. J. Mechan. Sci. 2002, 44, 2317–2336. [Google Scholar] [CrossRef]
- Fetecau, C.; Stan, F.; Munteanu, A.; Popa, V. Machining and surface integrity of polymeric materials. Int. J. Mater. Form. 2008, 1, 515–518. [Google Scholar] [CrossRef]
- Yuan, Z.J.; Zhou, M.; Dong, S. Effect of diamond tool sharpness on minimum cutting thickness and cutting surface integrity in ultraprecision machining. J. Mater. Process. Technol. 1996, 624, 327–330. [Google Scholar] [CrossRef]
- Shi, Z. Study on micro cutting mechanism based on minimum uncut chip thickness. Master’s Thesis, Shandong University, Jinan, China, 2011. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| Spindle speed (rpm) | 20,000 | 40,000 | 60,000 |
| Feed rate (mm/s) | 1 | 5 | 9 |
| Depth of cut (mm) | 0.2 | 0.4 | 0.6 |
| Spindle Speed (104 rpm) | Feed Rate (mm/s) | Depth of Cut (mm) | Neat Edge | Small Burrs | Sinter | Big Burrs | Temperature (°C) |
|---|---|---|---|---|---|---|---|
| 2 | 5 | 0.2 | ✓ | 55 | |||
| 2 | 9 | 0.2 | ✓ | 61 | |||
| 2 | 1 | 0.4 | ✓ | 39 | |||
| 2 | 1 | 0.6 | ✓ | 43 | |||
| 2 | 1 | 0.2 | ● | 39 | |||
| 4 | 5 | 0.2 | ● | 61 | |||
| 4 | 9 | 0.2 | ● | 70 | |||
| 2 | 5 | 0.4 | ▲ | 58 | |||
| 2 | 9 | 0.4 | ▲ | 74 | |||
| 2 | 5 | 0.6 | ● | ▲ | 82 | ||
| 2 | 9 | 0.6 | ● | ▲ | 115 | ||
| 4 | 5 | 0.4 | ● | ▲ | 75 | ||
| 4 | 9 | 0.4 | ● | ▲ | 88 | ||
| 4 | 5 | 0.6 | ● | ▲ | 99 | ||
| 4 | 9 | 0.6 | ● | ▲ | 114 | ||
| 6 | 9 | 0.2 | ● | ▲ | 74 | ||
| 6 | 5 | 0.5 | ● | ▲ | 67 | ||
| 6 | 5 | 0.4 | ● | ▲ | 95 | ||
| 6 | 9 | 0.4 | ● | ▲ | 107 | ||
| 6 | 5 | 0.6 | ● | ▲ | 108 | ||
| 6 | 9 | 0.6 | ● | ▲ | 113 | ||
| 4 | 1 | 0.2 | ★ | 41 | |||
| 4 | 1 | 0.4 | ★ | 66 | |||
| 4 | 1 | 0.6 | ★ | 73 | |||
| 6 | 1 | 0.2 | ★ | 61 | |||
| 6 | 1 | 0.4 | ★ | 71 | |||
| 6 | 1 | 0.6 | ★ | 75 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yan, Y.; Zhou, P.; Wang, H.; Mao, Y. Thermal Effect on Poly(methyl methacrylate) (PMMA) Material Removal in the Micromilling Process. Polymers 2020, 12, 2122. https://doi.org/10.3390/polym12092122
Yan Y, Zhou P, Wang H, Mao Y. Thermal Effect on Poly(methyl methacrylate) (PMMA) Material Removal in the Micromilling Process. Polymers. 2020; 12(9):2122. https://doi.org/10.3390/polym12092122
Chicago/Turabian StyleYan, Ying, Ping Zhou, Huiping Wang, and Yu Mao. 2020. "Thermal Effect on Poly(methyl methacrylate) (PMMA) Material Removal in the Micromilling Process" Polymers 12, no. 9: 2122. https://doi.org/10.3390/polym12092122
APA StyleYan, Y., Zhou, P., Wang, H., & Mao, Y. (2020). Thermal Effect on Poly(methyl methacrylate) (PMMA) Material Removal in the Micromilling Process. Polymers, 12(9), 2122. https://doi.org/10.3390/polym12092122