MPPE/SEBS Composites with Low Dielectric Loss for High-Frequency Copper Clad Laminates Applications


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Synthesis and Surface Modification of LT Powders and E-Glass Fabrics
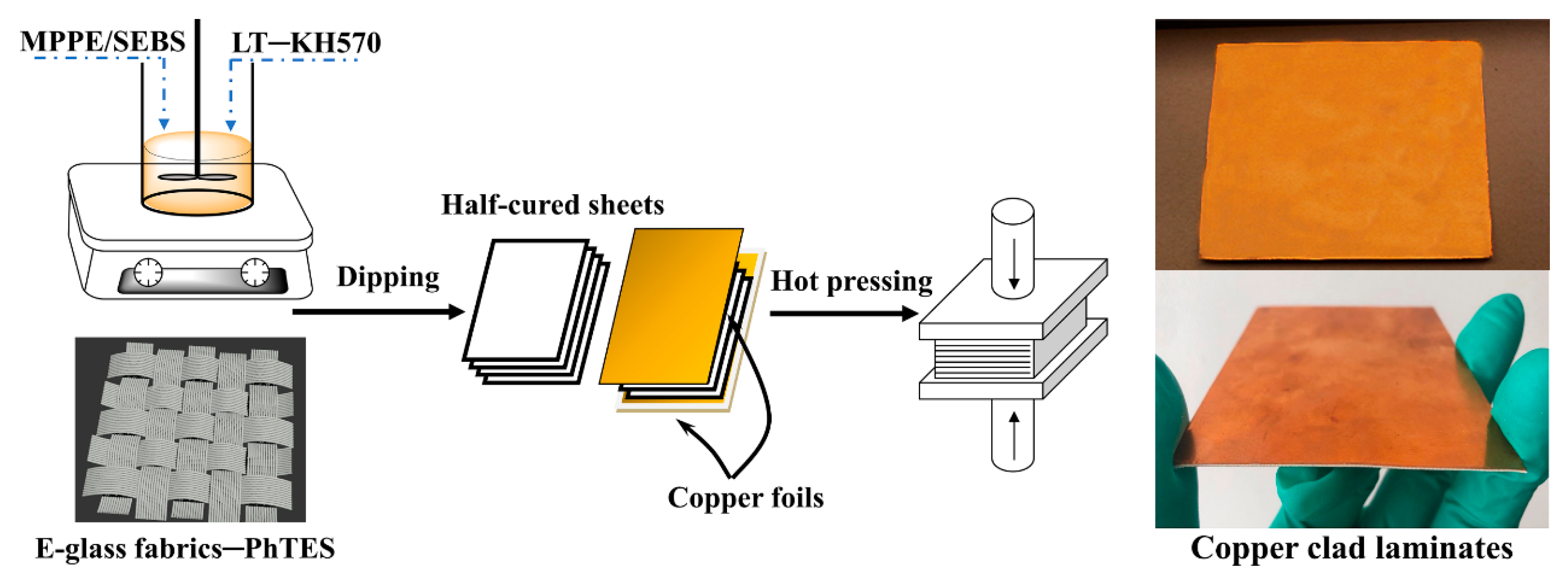
2.3. Preparation Process of Composite Laminates
2.4. Characterization
3. Result and Discussion
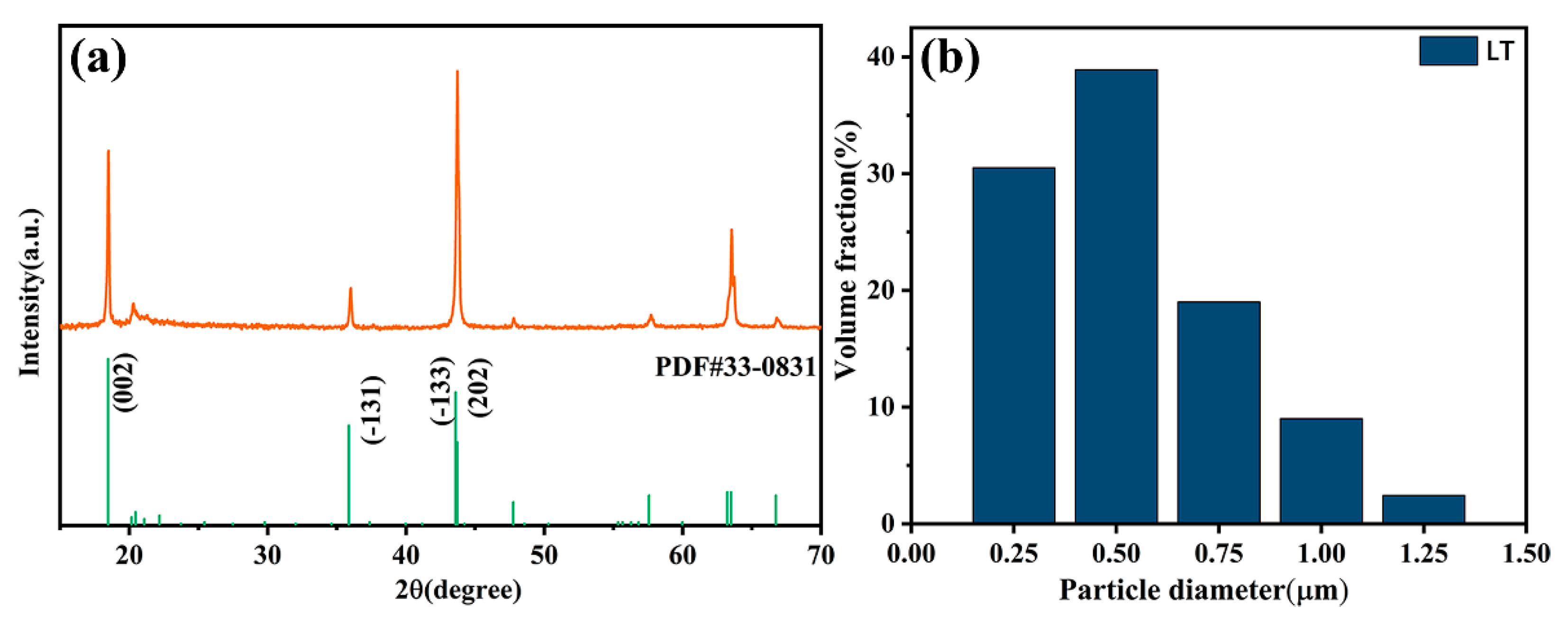
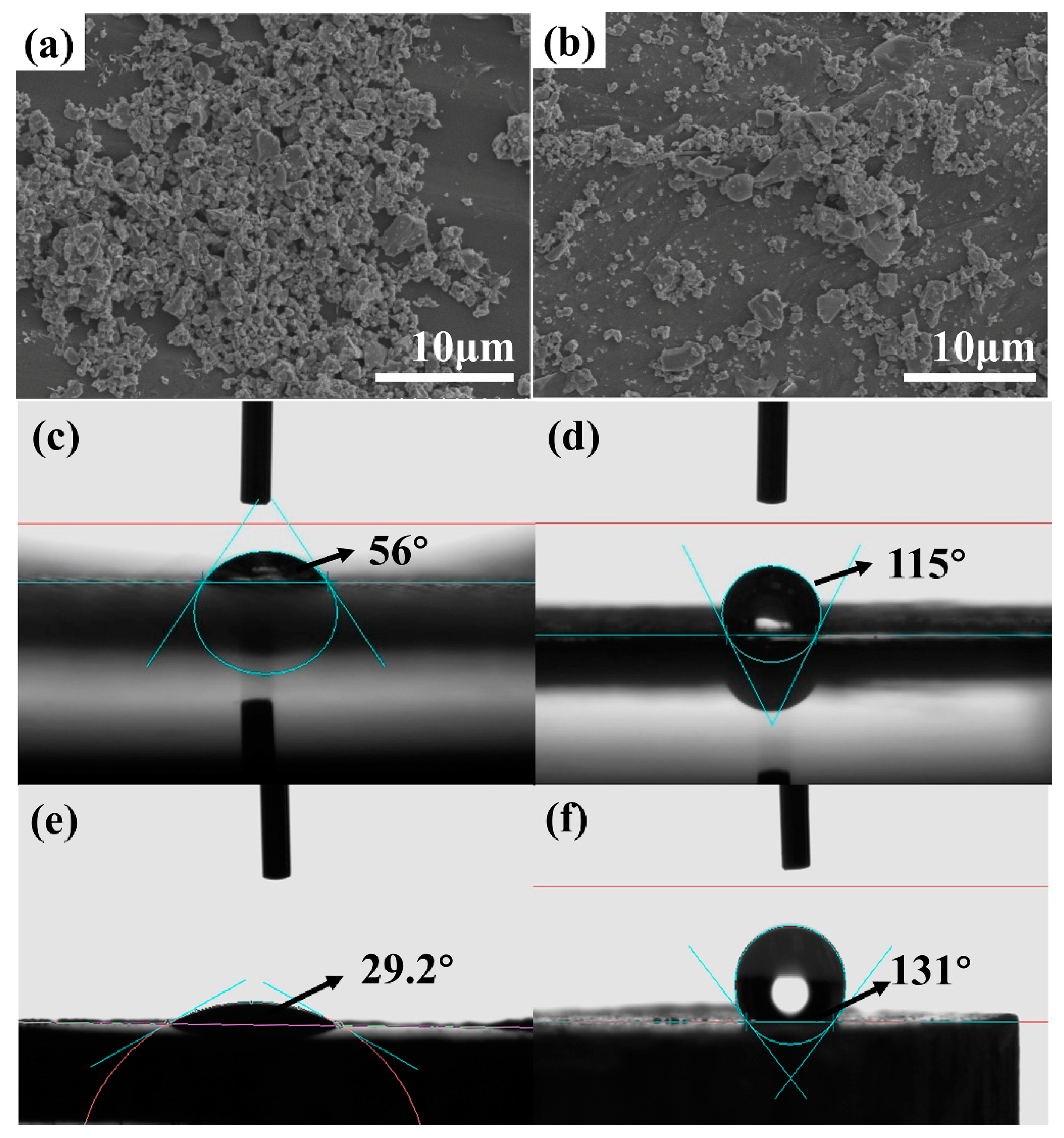
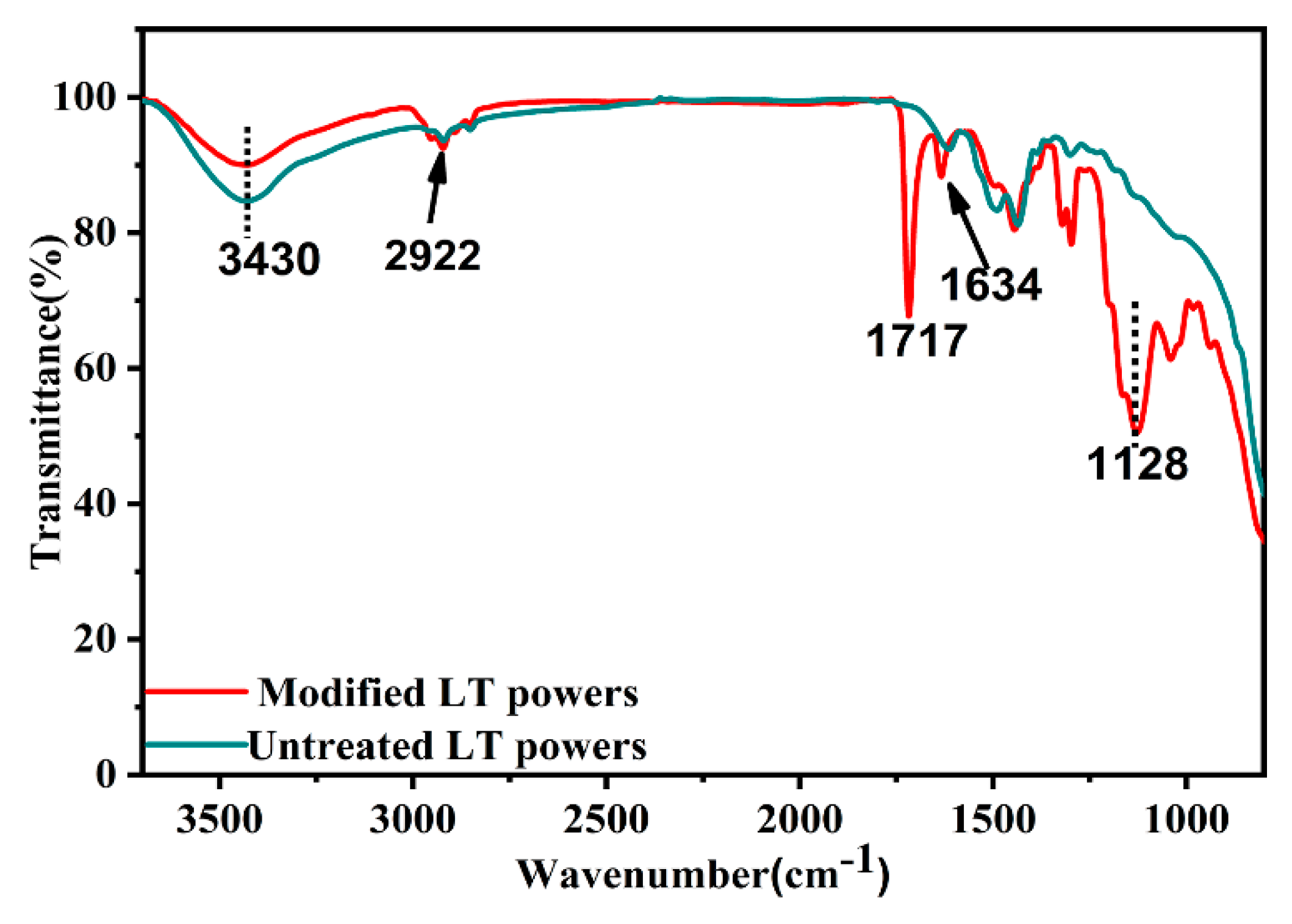
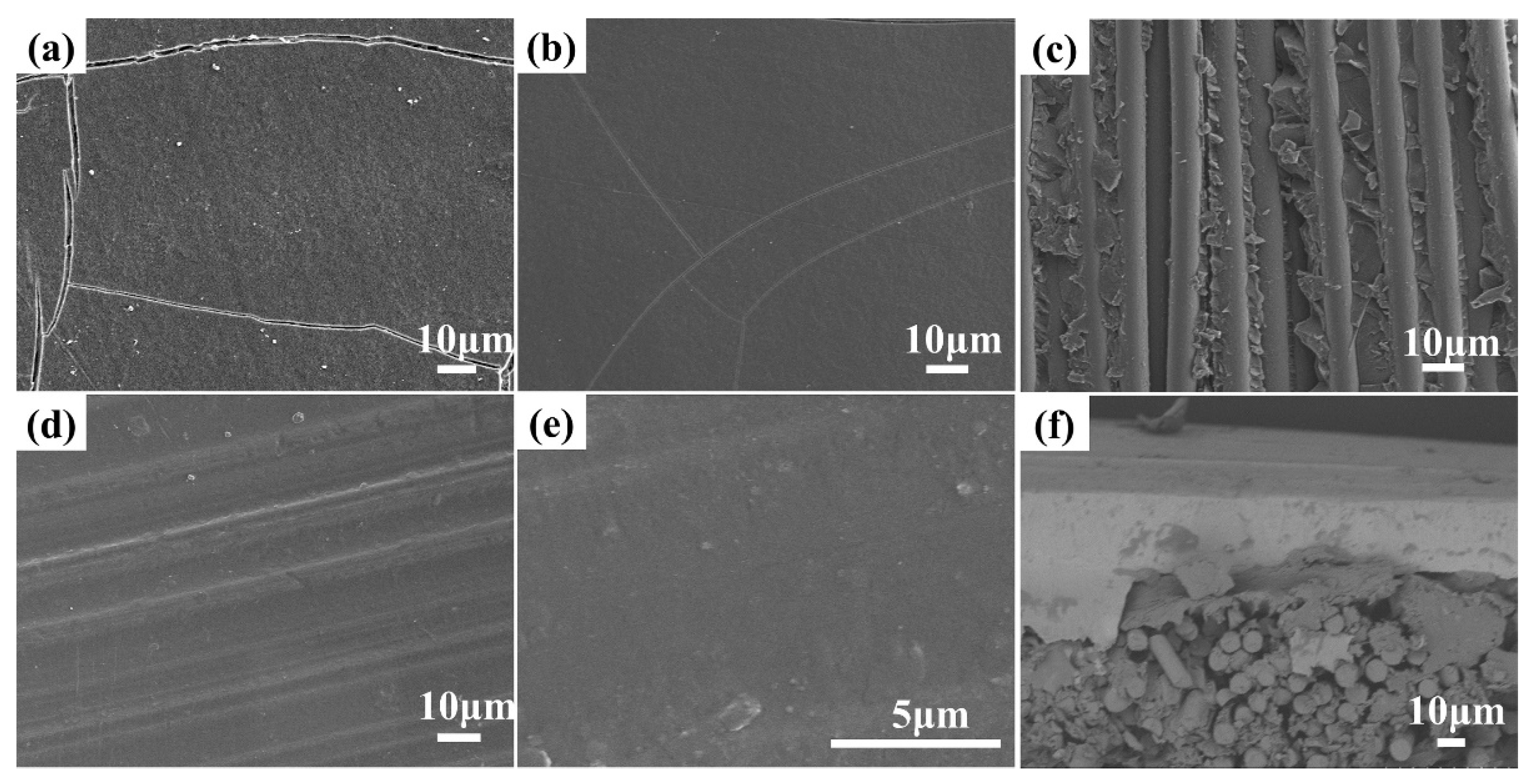
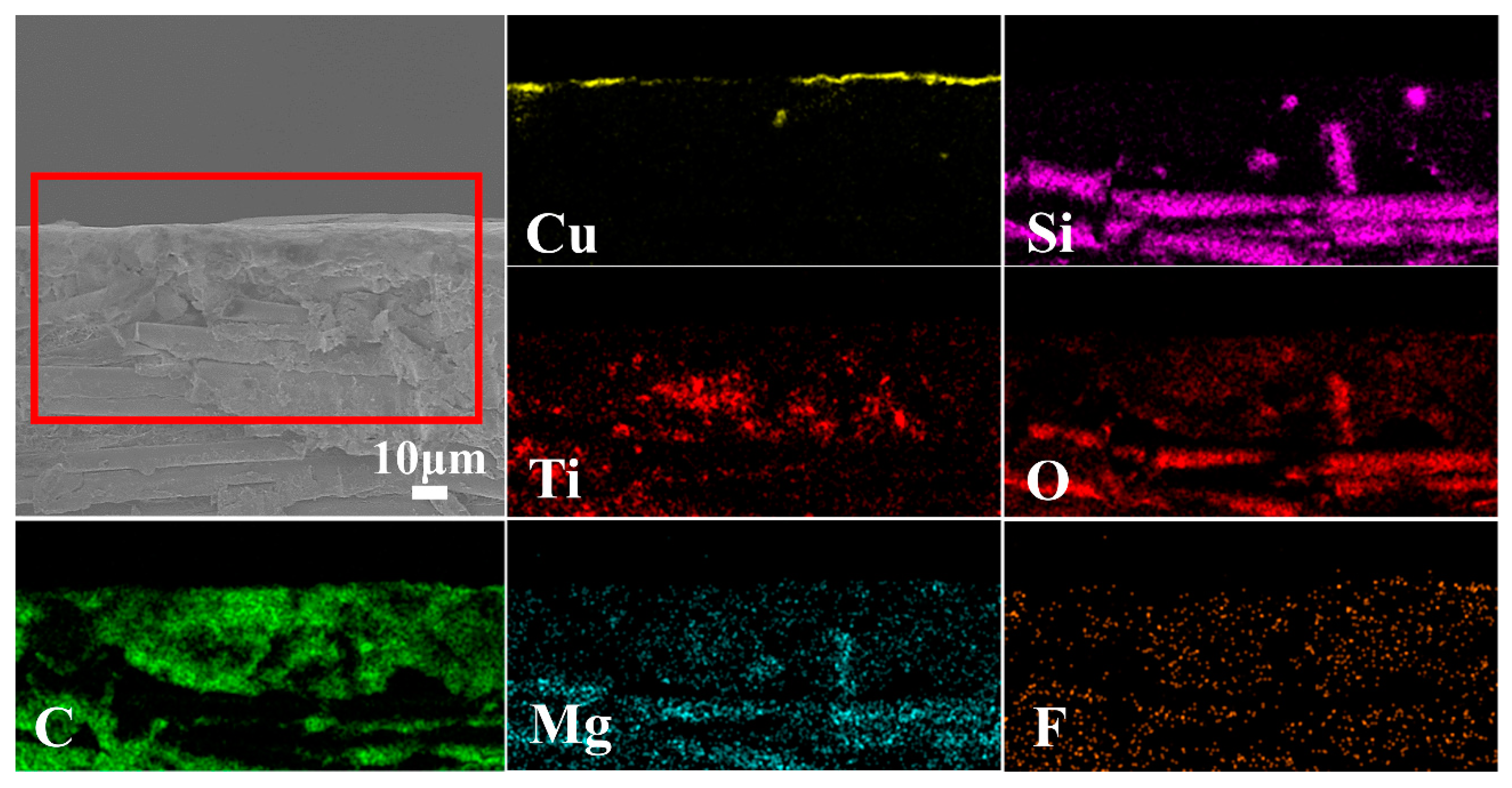
3.1. Microstructure Analysis
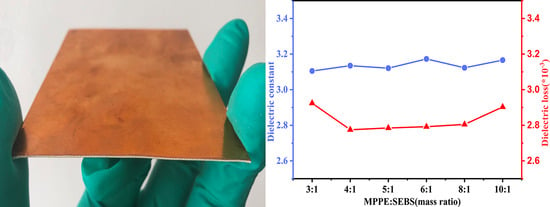
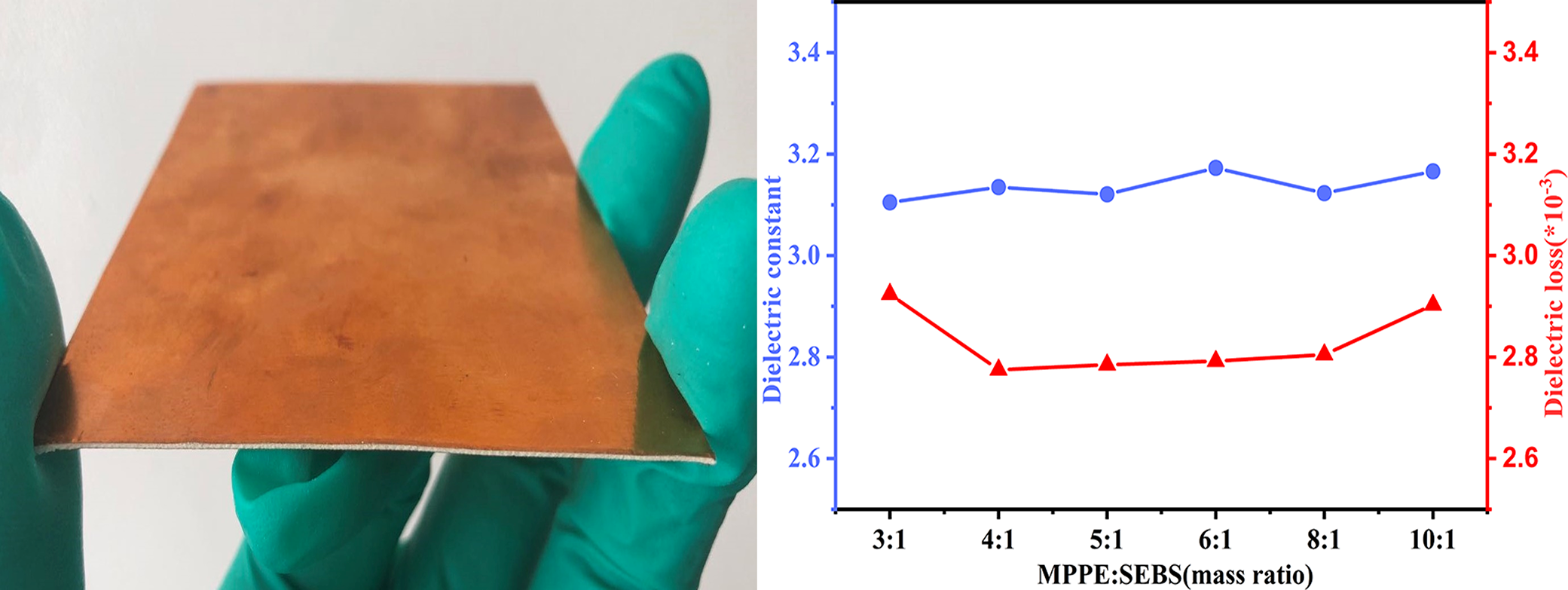
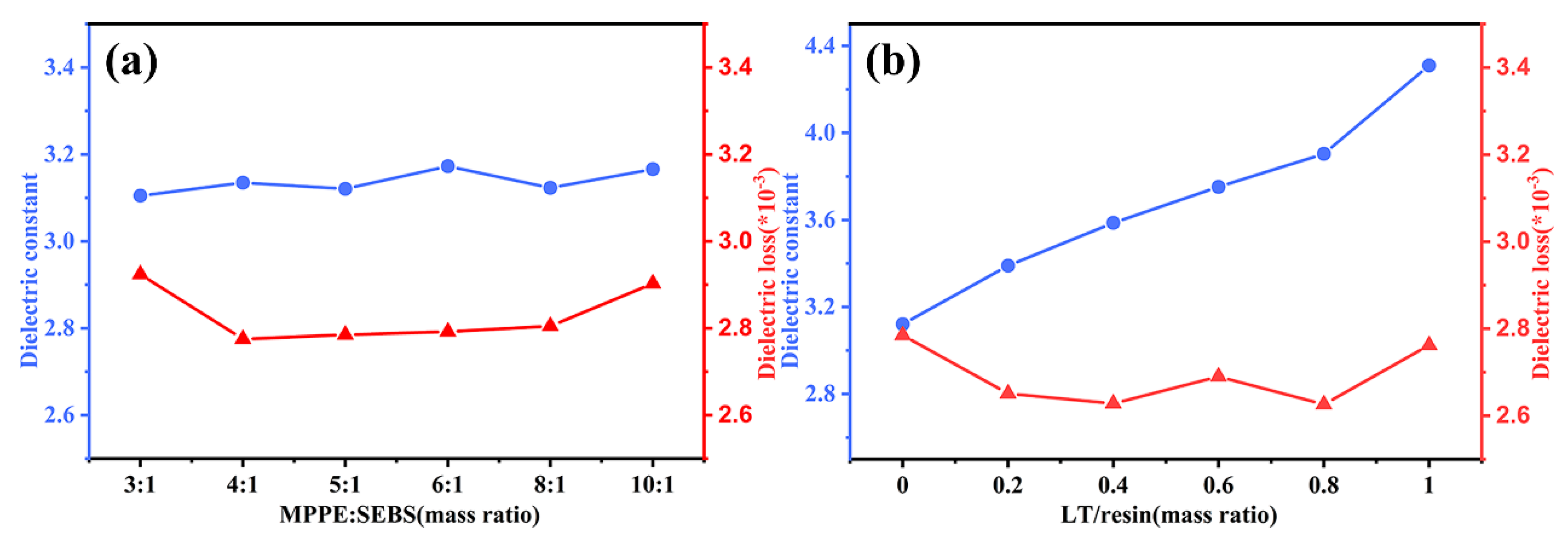
3.2. Dielectric Properties
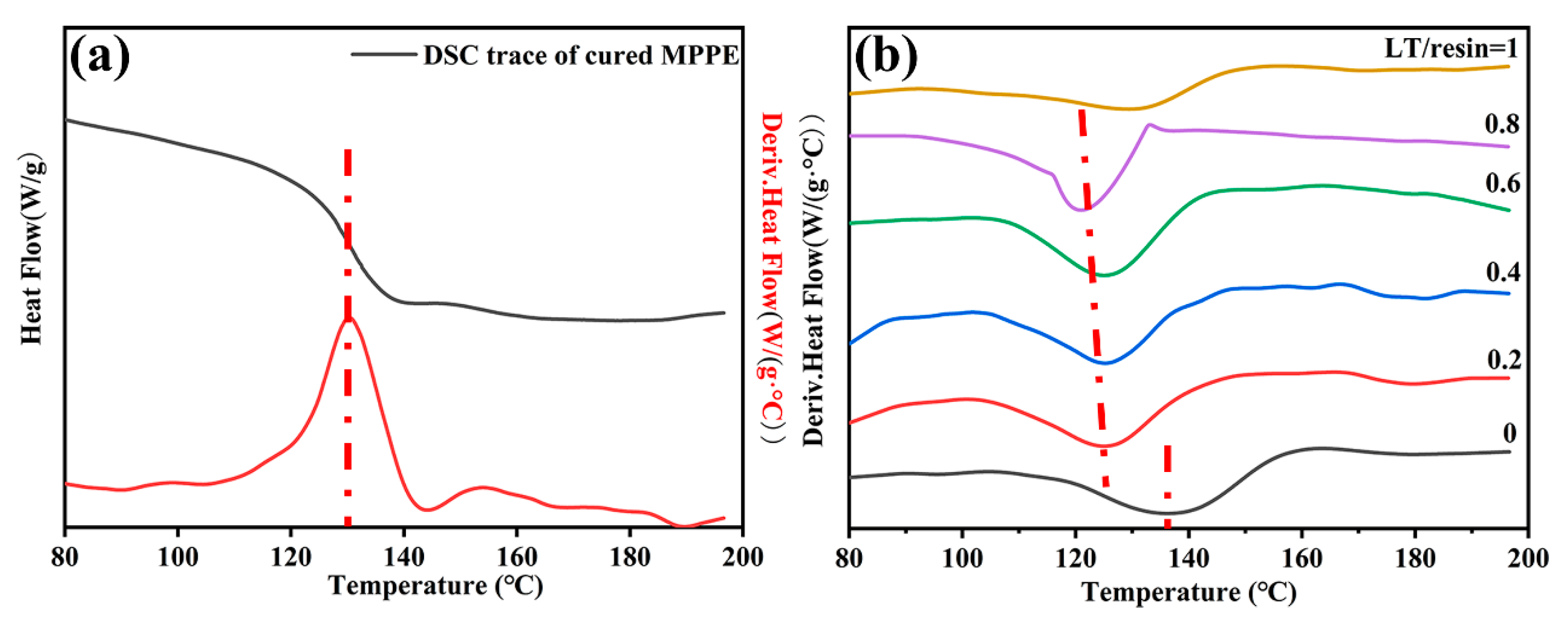
3.3. Thermal Properties
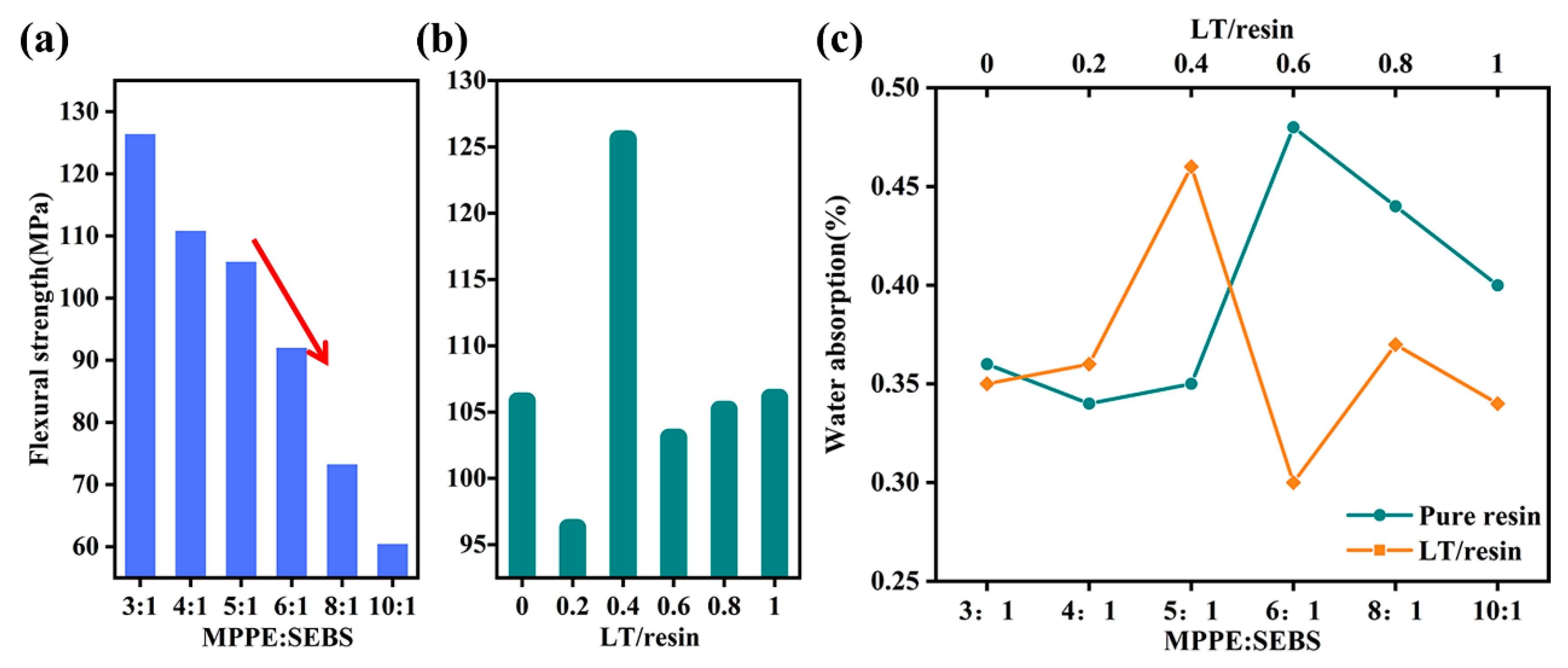
3.4. Flexural Strength and Moisture Absorption
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- LaDou, J. Printed circuit board industry. Int. J. Hyg. Environ. Heal. 2006, 209, 211–219. [Google Scholar] [CrossRef] [PubMed]
- Meng, J.; Liang, G.; Zhao, L. Study on epoxy matrix modified with poly (2, 6-dimethyl-1, 4-phenylene ether) for application to copper clad laminate. Compos. Sci. Technol. 2002, 62, 783–789. [Google Scholar] [CrossRef]
- Luo, Y.; Jin, K.; He, C.; Wang, J.; Sun, J.; He, F.; Zhou, J.; Wang, Y.; Fang, Q. An intrinsically microporous network polymer with good dielectric properties at high frequency. Macromolecules 2016, 49, 7314–7321. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, Z.; Xia, X.; Zhang, Z.; Xu, W.; Xiong, Y. Synthesis and characterization of a novel cycloaliphatic epoxy resin starting from dicyclopentadiene. Eur. Polym. J. 2007, 43, 2149–2154. [Google Scholar] [CrossRef]
- Yu, X.; Liang, W.; Cao, J.; Wu, D. Mixed rigid and flexible component design for high-performance polyimide films. Polymers 2017, 9, 451. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Jia, C. High-performance cyanate ester composites with plasma-synthesized MgSiO3-SiO2-hBN powders for thermally conductive and dielectric properties. Ceram. Int. 2019, 45, 6491–6498. [Google Scholar] [CrossRef]
- Zhuo, D.; Gu, A.; Liang, G.; Hu, J.; Yuan, L. Preparation and properties of hollow silica tubes/cyanate ester hybrids for high-frequency copper-clad laminates. J. Mater. Sci. 2010, 46, 1571–1580. [Google Scholar] [CrossRef]
- Krijgsman, J.; Feijen, J.; Gaymans, R.J. Synthesis and characterisation of telechelic poly(2,6-dimethyl-1,4-phenylene ether) for copolymerisation. Polymer 2003, 44, 7055–7065. [Google Scholar] [CrossRef]
- Weng, L.; Zhang, Y.; Zhang, X.; Liu, L.; Zhang, H. Synthesis and properties of cured epoxy mixed resin systems modified by polyphenylene oxide for production of high-frequency copper clad laminates. Polym. Compos. 2018, 39, E2334–E2345. [Google Scholar] [CrossRef]
- Gao, R.; Gu, A.; Liang, G.; Dai, S.; Yuan, L. Properties and origins of high-performance poly (phenylene oxide)/cyanate ester resins for high-frequency copper-clad laminates. J. Appl. Polym. Sci. 2011, 121, 1675–1684. [Google Scholar] [CrossRef]
- Yuan, L.; Huang, S.; Hu, Y.; Zhang, Y.; Gu, A.; Liang, G.; Chen, G.; Gao, Y.; Nutt, S. Poly (phenylene oxide) modified cyanate resin for self-healing. Polym. Adv. Technol. 2014, 25, 752–759. [Google Scholar] [CrossRef]
- Gupta, A.; Purwar, S. Tensile yield behavior of PP/SEBS blends. J. Appl. Polym. Sci. 1984, 29, 3513–3531. [Google Scholar] [CrossRef]
- Liu, H.; Shen, Y.; Song, Y.; Nan, C.W.; Lin, Y.; Yang, X. Carbon nanotube array/polymer core/shell structured composites with high dielectric permittivity, low dielectric loss, and large energy density. Adv. Mater. 2011, 23, 5104–5108. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.; Yang, H.; Tong, J.; Zhang, Q. Medium dielectric constant and low-loss PTFE composites filled with MgO-LiF co-doped Li2TiO3 particles. J. Appl. Polym. Sci. 2019, 136. [Google Scholar] [CrossRef]
- Ge, M.; Zhang, J.; Zhao, C.; Lu, C.; Du, G. Effect of hexagonal boron nitride on the thermal and dielectric properties of polyphenylene ether resin for high-frequency copper clad laminates. Mater. Des. 2019, 182, 108028. [Google Scholar] [CrossRef]
- Xu, N.; Zhou, J.; Yang, H.; Zhang, Q.; Wang, M.; Hu, L. Structural evolution and microwave dielectric properties of MgO–LiF co-doped Li2TiO3 ceramics for LTCC applications. Ceram. Int. 2014, 40, 15191–15198. [Google Scholar] [CrossRef]
- Wang, H.; Zhou, F.; Guo, J.; Yang, H.; Tong, J.; Zhang, Q. Modified BCZN particles filled PTFE composites with high dielectric constant and low loss for microwave substrate applications. Ceram. Int. 2020, 46, 7531–7540. [Google Scholar] [CrossRef]
- Zhou, Y.; Yu, J.; Wang, X.; Wang, Y.; Zhu, J.; Hu, Z. Preparation of KH570-SiO2 and their modification on the MF/PVA composite membrane. Fiber. Polym. 2015, 16, 1772–1780. [Google Scholar] [CrossRef]
- Wu, Z.; Xiang, H.; Kim, T.; Chun, M.-S.; Lee, K. Surface properties of submicrometer silica spheres modified with aminopropyltriethoxysilane and phenyltriethoxysilane. J. Colloid Interface Sci. 2006, 304, 119–124. [Google Scholar] [CrossRef]
- Tang, Y.; Xu, S.; Xie, Y.; Gu, J.; Song, Z.; Gao, F.; Kong, J. Interfacial RAFT polymerization induced ultra low dielectric loss ceramic/cyanate ester composites. Compos. Sci. Technol. 2016, 124, 10–16. [Google Scholar] [CrossRef]
- Zhang, J.; Guo, Z.; Zhi, X.; Tang, H. Surface modification of ultrafine precipitated silica with 3-methacryloxypropyltrimethoxysilane in carbonization process. Colloid Surf. A-Physicochem. Eng. Asp. 2013, 418, 174–179. [Google Scholar] [CrossRef]
- Stutz, H.; Illers, K.H.; Mertes, J. A generalized theory for the glass transition temperature of crosslinked and uncrosslinked polymers. J. Polym. Sci. Part B-Polym. Phys. 1990, 28, 1483–1498. [Google Scholar] [CrossRef]
- Chang, H.C.; Lin, H.T.; Lin, C.H.; Su, W.C. Facile preparation of a phosphinated bisphenol and its low water-absorption epoxy resins for halogen-free copper clad laminates. Polym. Degrad. Stabil. 2013, 98, 102–108. [Google Scholar] [CrossRef]
- Sun, Y.; Zhang, Z.; Moon, K.S.; Wong, C. Glass transition and relaxation behavior of epoxy nanocomposites. J. Polym. Sci. Part B-Polym. Phys. 2004, 42, 3849–3858. [Google Scholar] [CrossRef]
- Preghenella, M.; Pegoretti, A.; Migliaresi, C. Thermo-mechanical characterization of fumed silica-epoxy nanocomposites. Polymer 2005, 46, 12065–12072. [Google Scholar] [CrossRef]
- Liu, G.; Zhang, H.; Zhang, D.; Zhang, Z.; An, X.; Yi, X. On depression of glass transition temperature of epoxy nanocomposites. J. Mater. Sci. 2012, 47, 6891–6895. [Google Scholar] [CrossRef]
- Yung, K.; Zhu, B.; Wu, J.; Yue, T.; Xie, C. Effect of AlN content on the performance of brominated epoxy resin for printed circuit board substrate. J. Polym. Sci. Part B-Polym. Phys. 2007, 45, 1662–1674. [Google Scholar] [CrossRef]
- Tani, J.i.; Kimura, H.; Hirota, K.; Kido, H. Thermal expansion and mechanical properties of phenolic resin/ZrW2O8 composites. J. Appl. Polym. Sci. 2007, 106, 3343–3347. [Google Scholar] [CrossRef]
- Saito, S.; Tsuchiya, K.; Kawamura, H.; Terai, T.; Tanaka, S. Density dependence on thermal properties of Li2TiO3 pellets. J. Nucl. Mater. 1998, 253, 213–218. [Google Scholar] [CrossRef]
- Murali, K.; Rajesh, S.; Prakash, O.; Kulkarni, A.; Ratheesh, R. Preparation and properties of silica filled PTFE flexible laminates for microwave circuit applications. Compos. Part A-Appl. Sci. Manuf. 2009, 40, 1179–1185. [Google Scholar] [CrossRef]
- An, L.; Pan, Y.; Shen, X.; Lu, H.; Yang, Y. Rod-like attapulgite/polyimide nanocomposites with simultaneously improved strength, toughness, thermal stability and related mechanisms. J. Mat. Chem. 2008, 18, 4928–4941. [Google Scholar] [CrossRef]
- Fukuda, A.; Mitsui, H.; Inoue, Y.; Goto, K. The influence of water absorption on dielectric properties of cycloaliphatic epoxy resin. In Proceedings of the 5th International Conference on Properties and Applications of Dielectric Materials, Seoul, Korea, 25–30 May 1997; pp. 58–61. [Google Scholar] [CrossRef]
- Zhou, H.; Wang, J. Preparation of copper clad laminates with high performance bismaleimide-based copolymer matrix resins. In Proceedings of the 2011 International Symposium on Advanced Packaging Materials, Xiamen, China, 25–28 October 2011; pp. 410–413. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| LT/Resin (Mass Ratio) | 0 | 0.2 | 0.4 | 0.6 | 0.8 | 1 |
|---|---|---|---|---|---|---|
| Relative density (g/cm−3) | 1.51 | 1.60 | 1.66 | 1.71 | 1.76 | 1.78 |
| CTE(ppm/℃) | 80 | 75 | 73 | 40 | - | 76 |
| Composites | Loading | Dk | Df | F(Hz) | Flexural Strengths (MPa) | Reference |
|---|---|---|---|---|---|---|
| MgSiO3-SiO2-hBN/CE | 50 vol% | 6.8 | 0.03 | 103–106 | ─ | [6] |
| HST/CE | 0.7 wt.% | 2.6 | 0.01 | 106 | 145 | [7] |
| rPPE/EP | ─ | 3.76 | 0.0021 | 107 | ─ | [9] |
| BMI/glass fabrics | ─ | 3.57 | 0.0053 | 106 | 458.3 | [33] |
| BN/PPE | 48 wt.% | 3.94 | 0.004 | 5 × 109 | 300 | [15] |
| MPPE/LT/glass fabrics | LT/MPPE = 0.4 | 3.6 | 0.0026 | 1010 | 125 | This work |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, J.; Wang, H.; Zhang, C.; Zhang, Q.; Yang, H. MPPE/SEBS Composites with Low Dielectric Loss for High-Frequency Copper Clad Laminates Applications. Polymers 2020, 12, 1875. https://doi.org/10.3390/polym12091875
Guo J, Wang H, Zhang C, Zhang Q, Yang H. MPPE/SEBS Composites with Low Dielectric Loss for High-Frequency Copper Clad Laminates Applications. Polymers. 2020; 12(9):1875. https://doi.org/10.3390/polym12091875
Chicago/Turabian StyleGuo, Jianming, Hao Wang, Caixia Zhang, Qilong Zhang, and Hui Yang. 2020. "MPPE/SEBS Composites with Low Dielectric Loss for High-Frequency Copper Clad Laminates Applications" Polymers 12, no. 9: 1875. https://doi.org/10.3390/polym12091875
APA StyleGuo, J., Wang, H., Zhang, C., Zhang, Q., & Yang, H. (2020). MPPE/SEBS Composites with Low Dielectric Loss for High-Frequency Copper Clad Laminates Applications. Polymers, 12(9), 1875. https://doi.org/10.3390/polym12091875