Reinforcement of Refined and Semi-Refined Carrageenan Film with Nanocellulose



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Film Preparation
2.3. Physical Properties
2.4. Surface Morphology
2.5. Moisture Barrier and Water Resistance Properties
2.6. Mechanical Properties
2.7. Thermal Properties
2.8. Structural Properties
2.9. Statistical Analysis
3. Results and Discussion
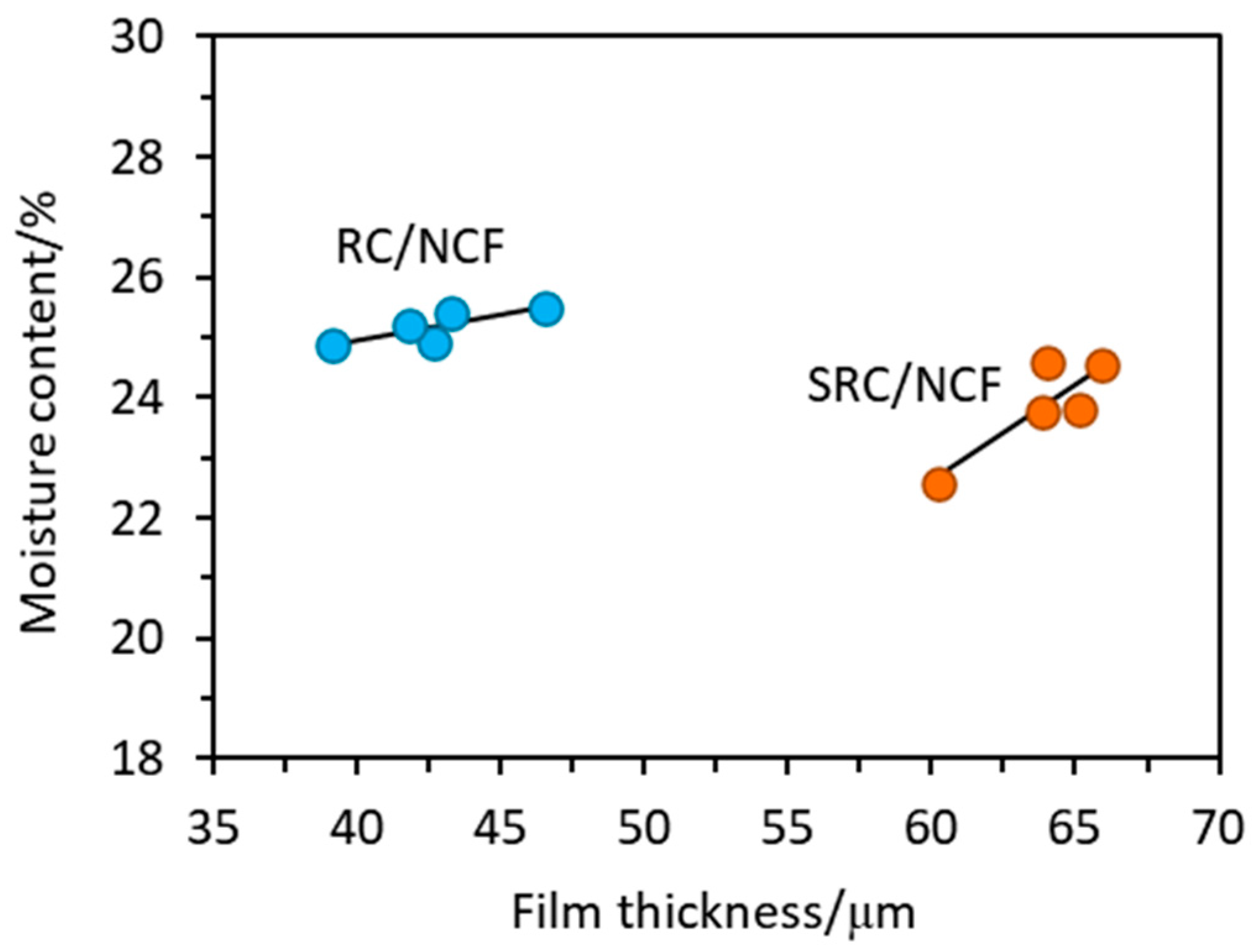
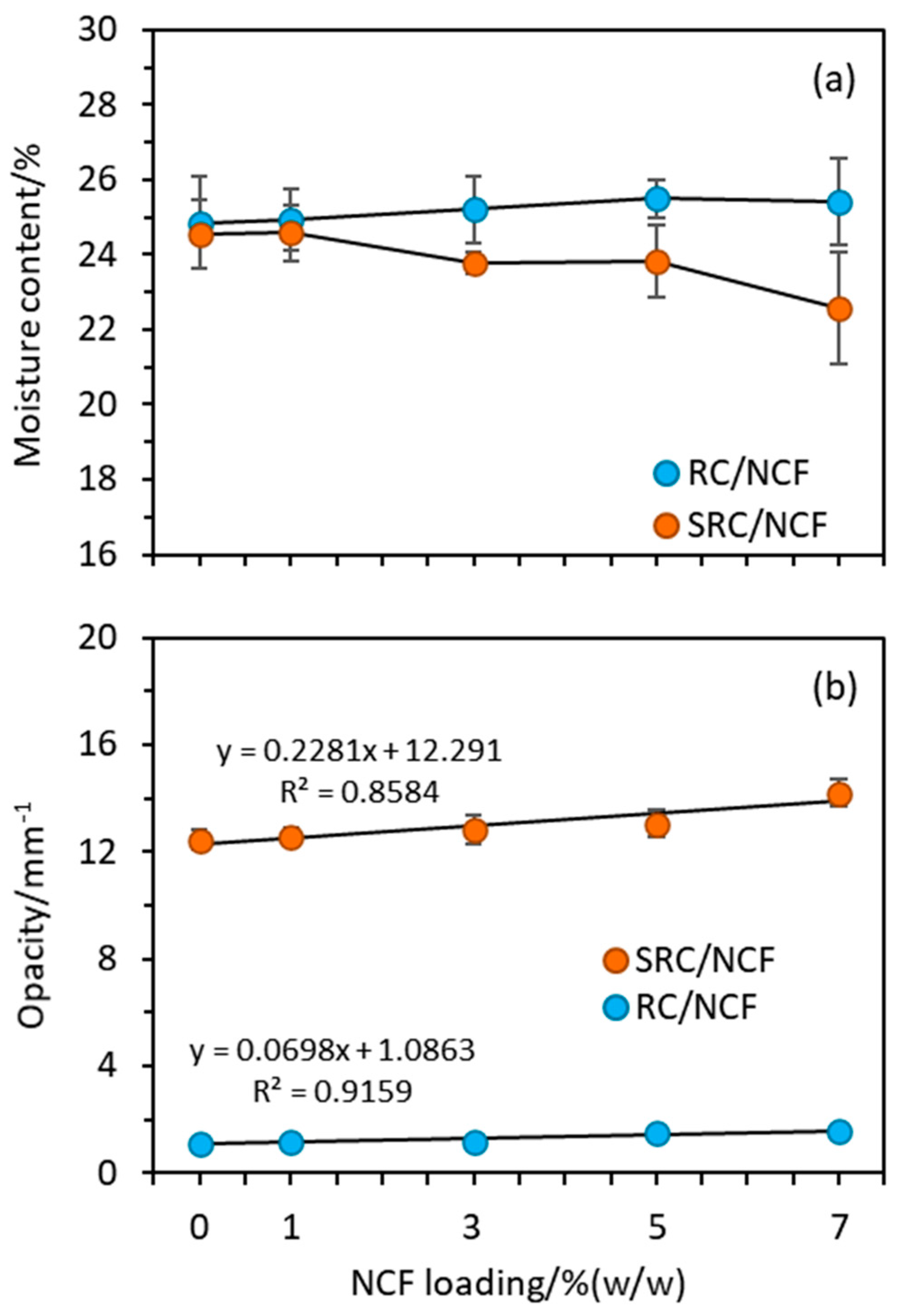
3.1. Physical and Optical Properties
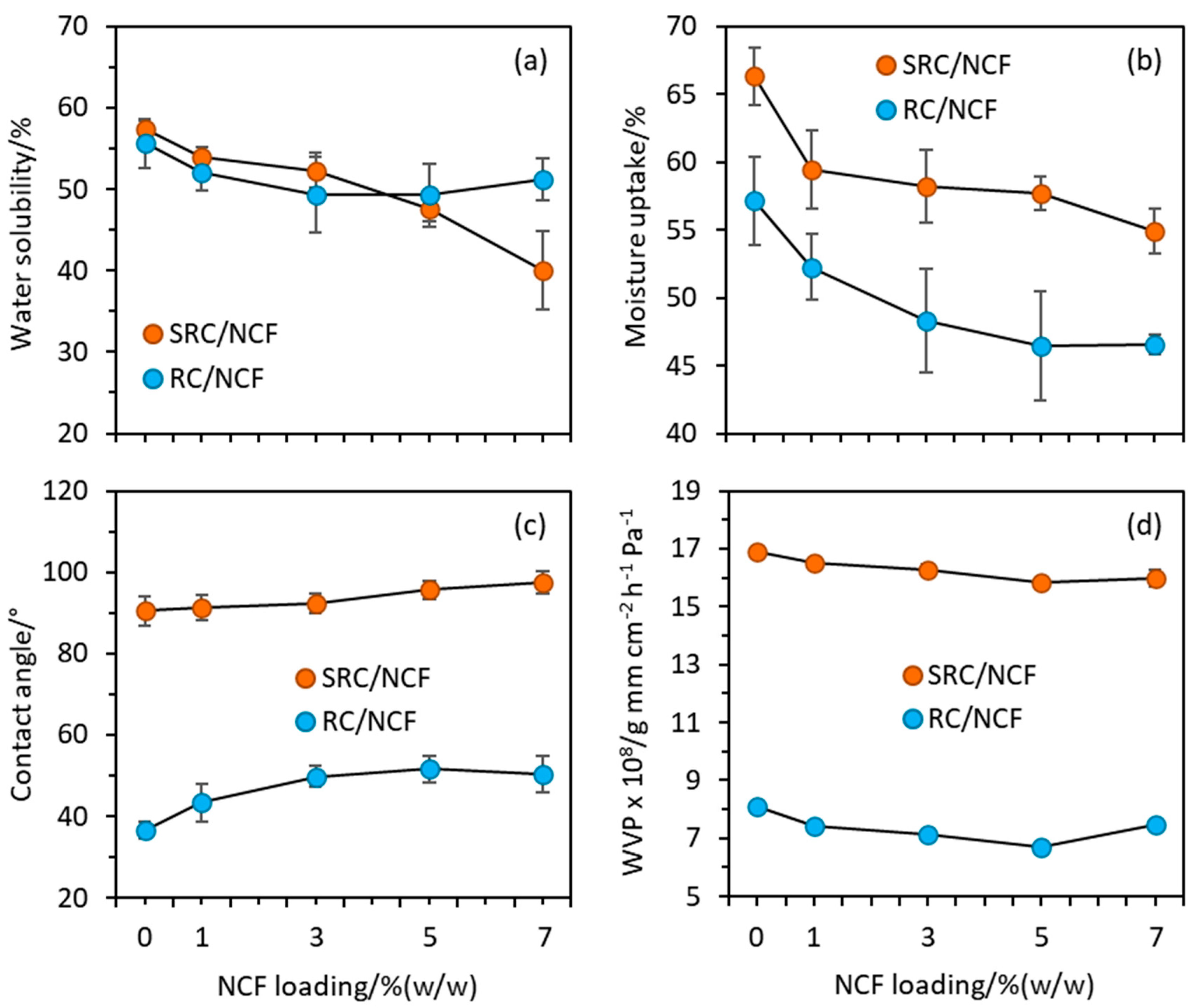
3.2. Water Sensitivity and Moisture Barrier Properties
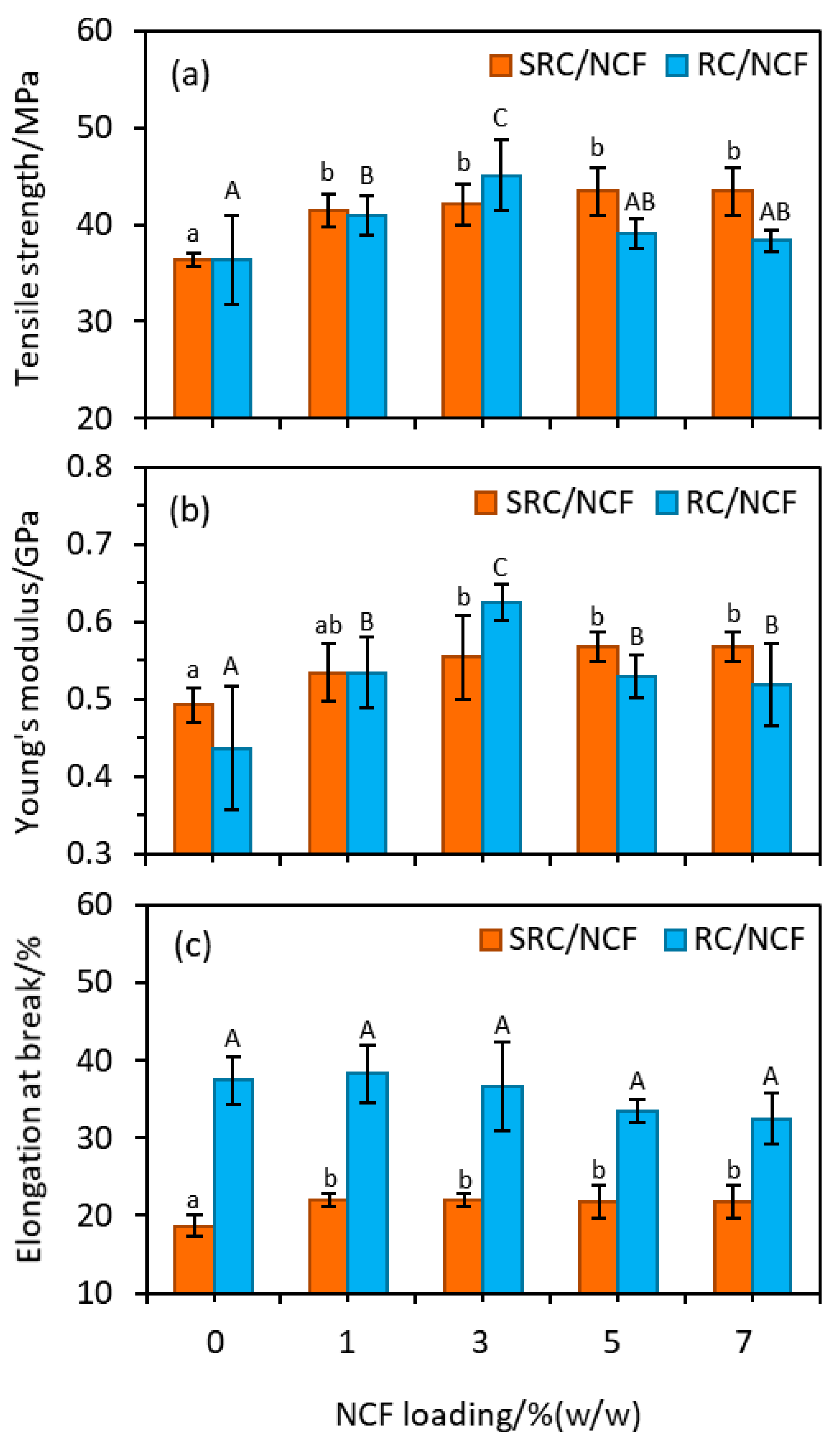
3.3. Mechanical Properties
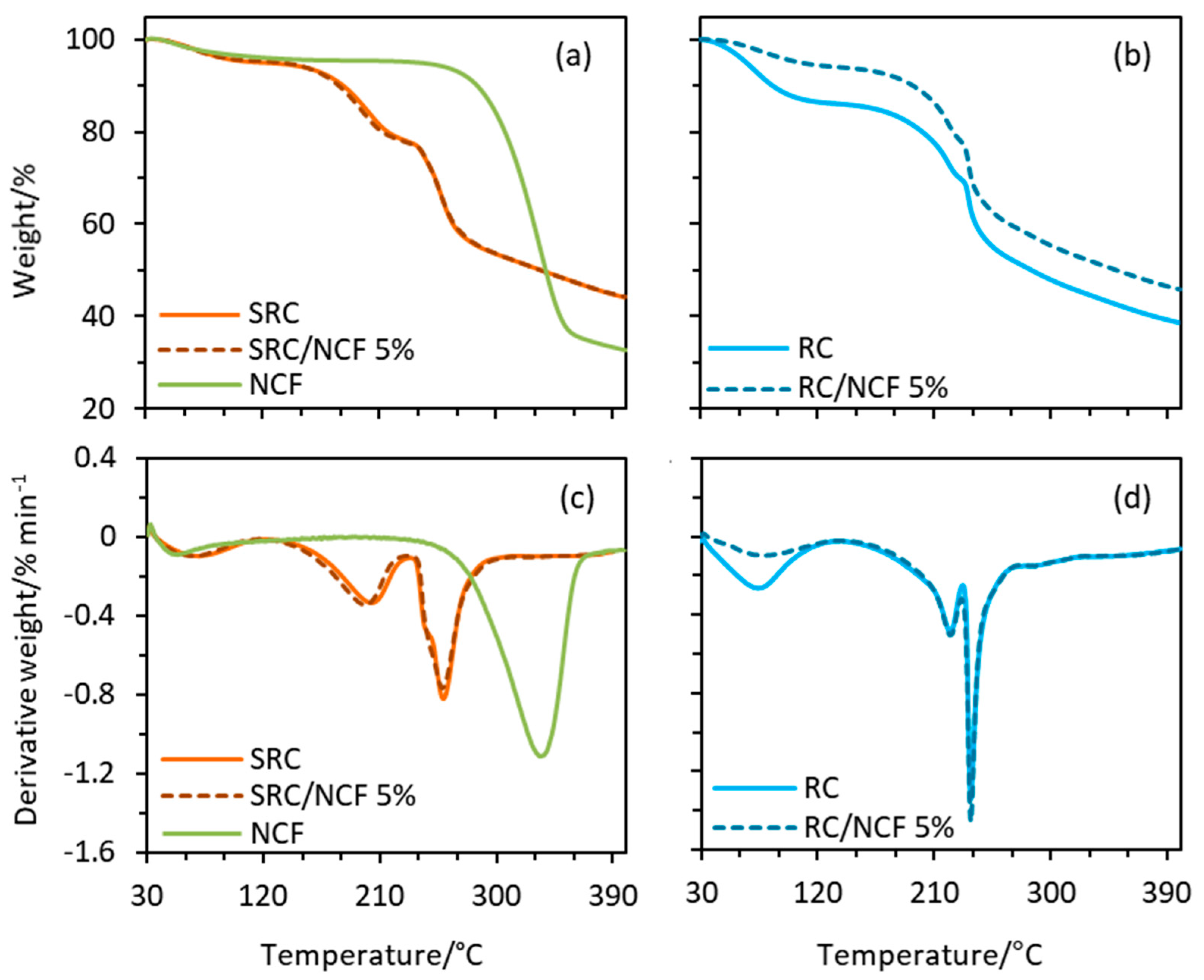
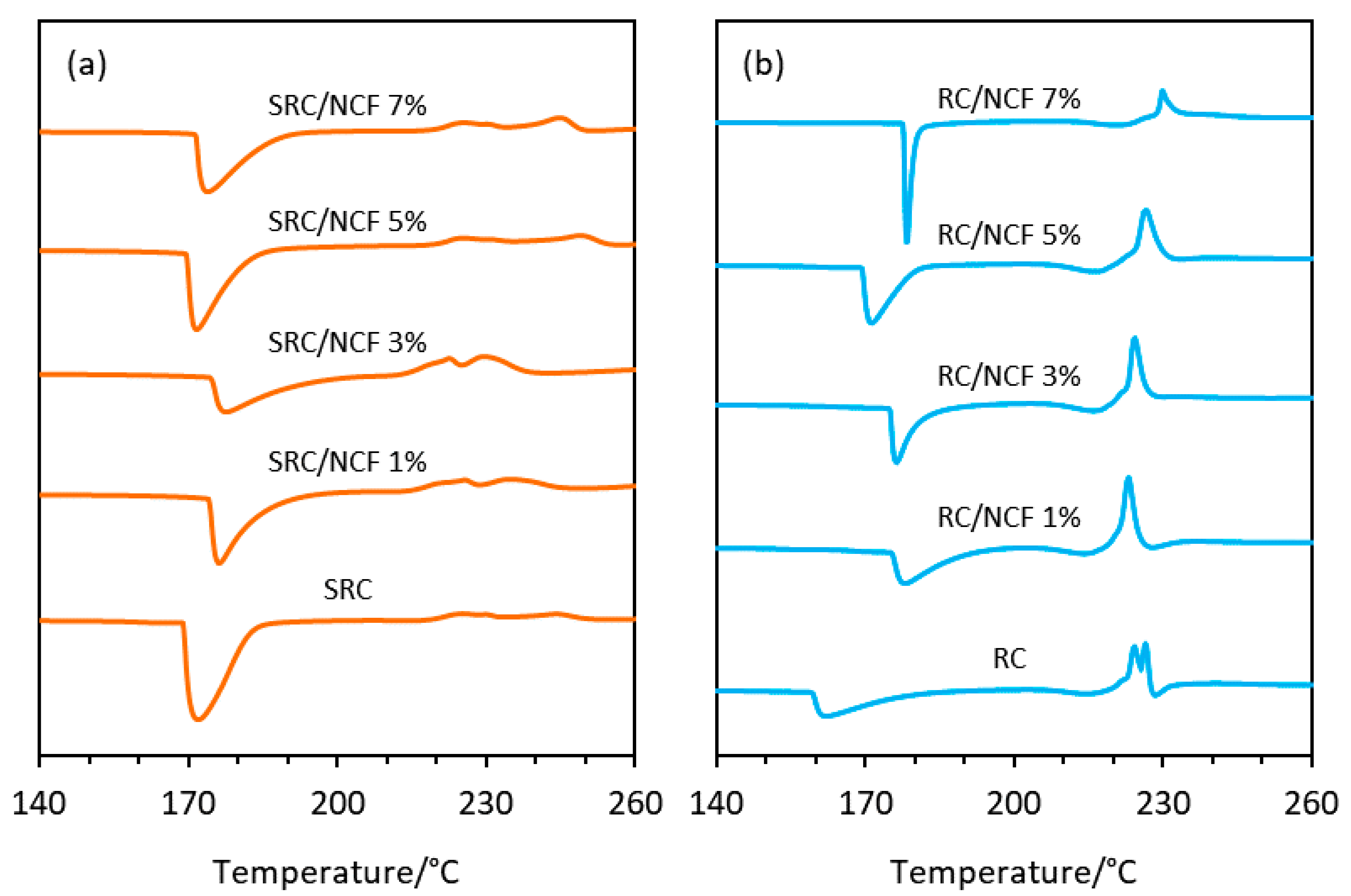
3.4. Thermal Behaviour
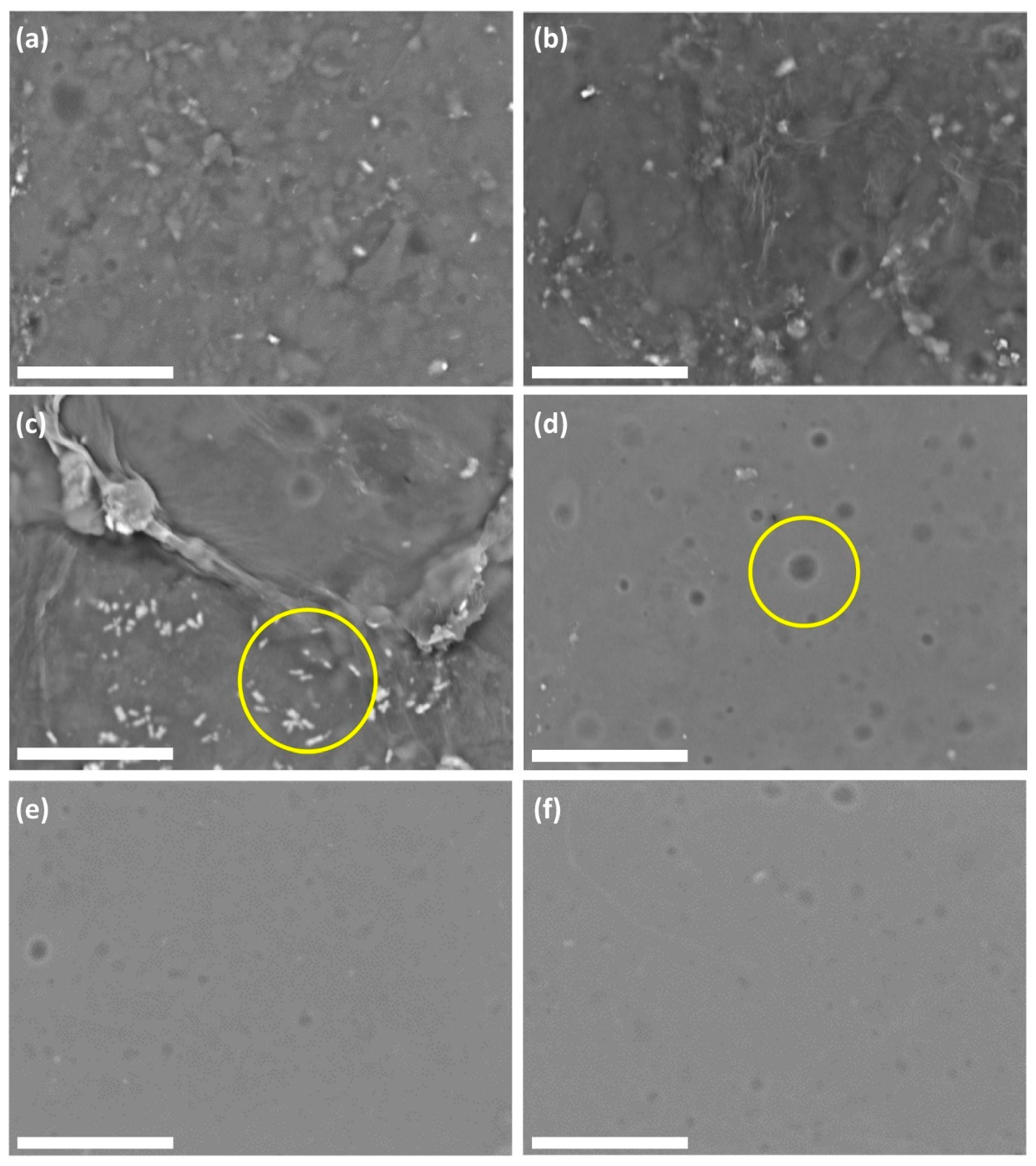
3.5. Surface Imaging
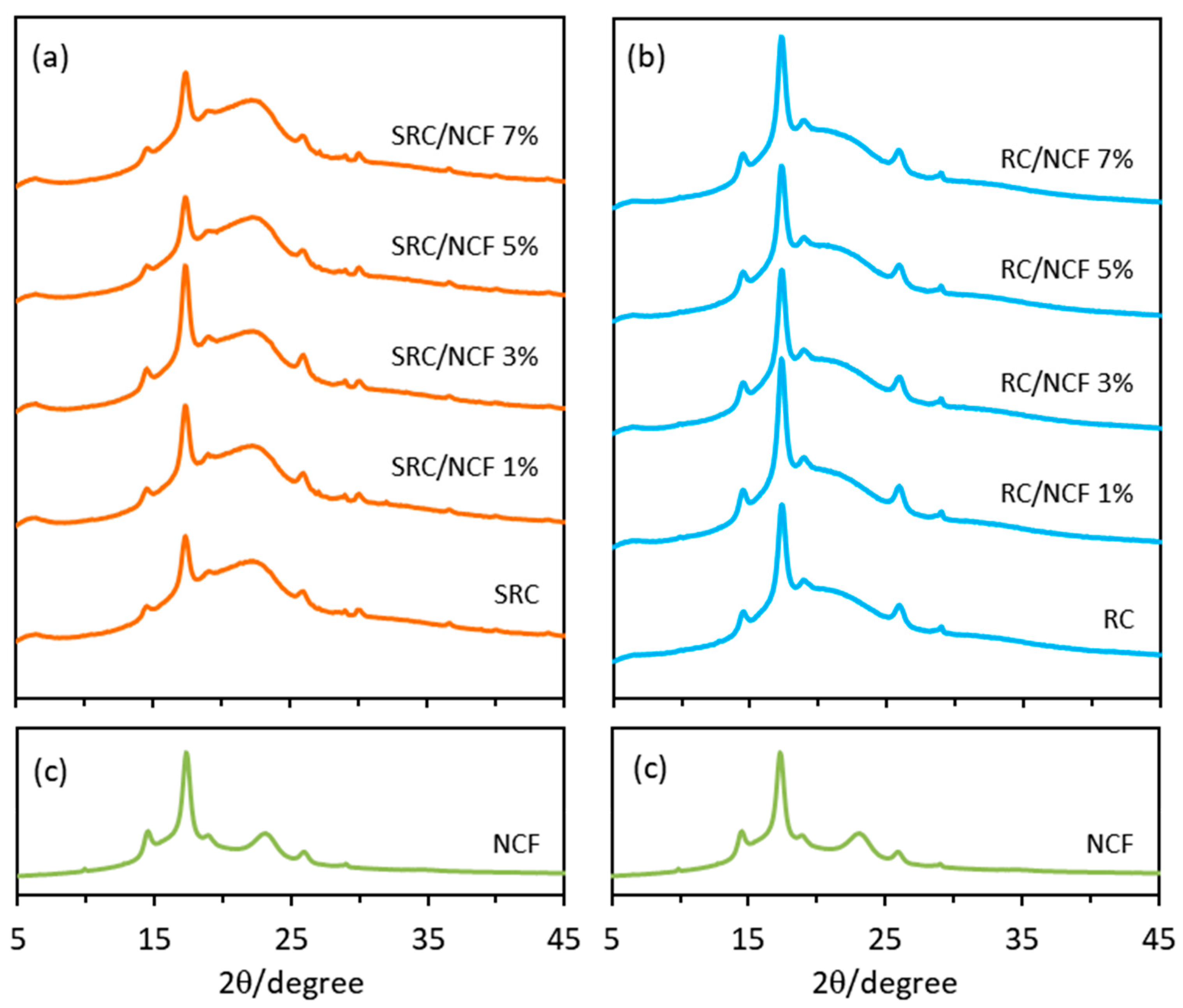
3.6. Film Crystallinity by X-ray Diffraction
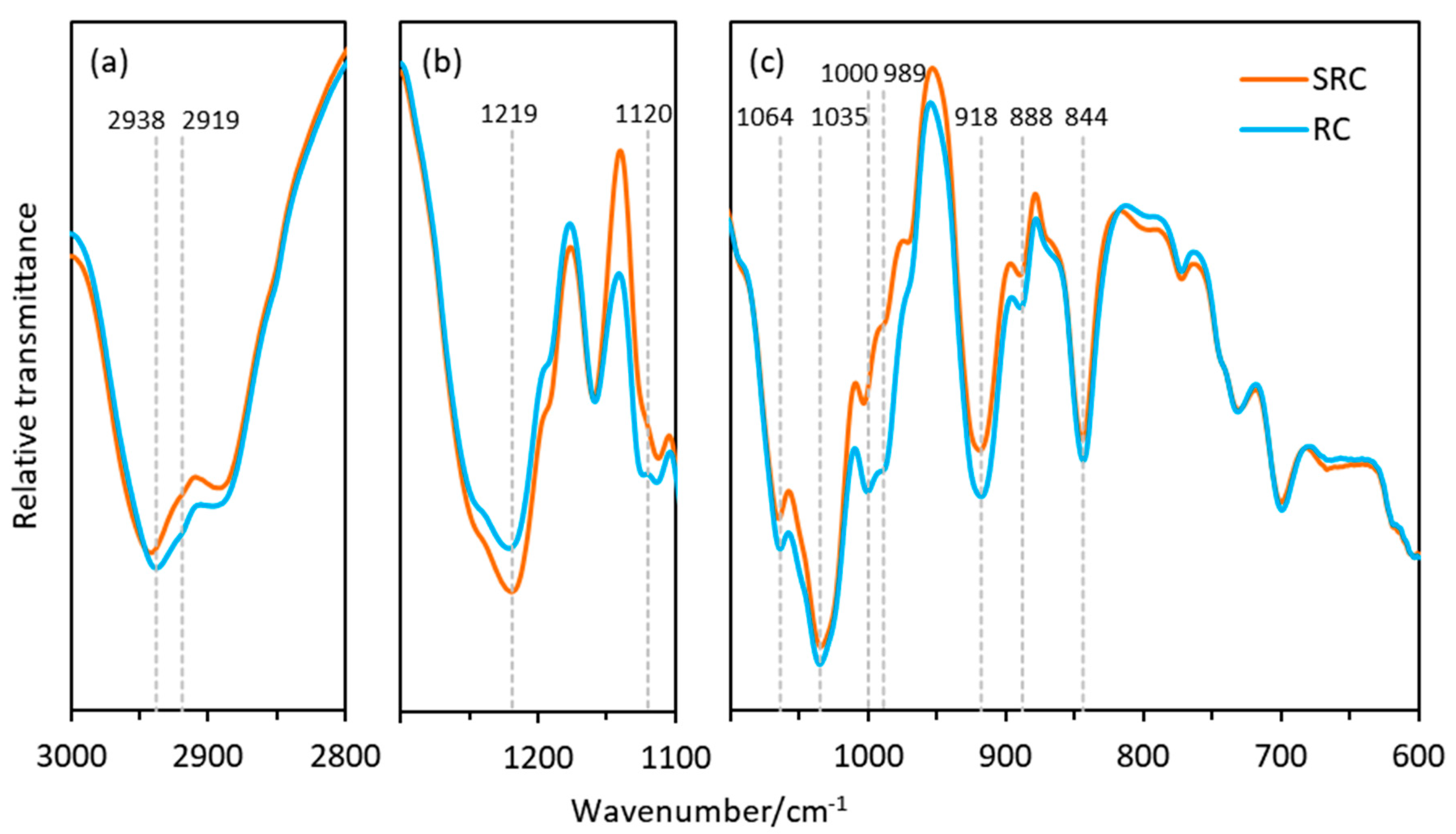
3.7. Structural Analysis by Fourier Transform Infrared Spectroscopy
3.8. Towards Optimization of NCF Loading
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Rajendran, N.; Puppala, S.; Sneha Raj, M.; Ruth Angeeleena, B.; Rajam, C. Seaweeds can be a new source for bioplastics. J. Pharm. Res. 2012, 5, 1476–1479. [Google Scholar]
- Prajapati, V.D.; Maheriya, P.M.; Jani, G.K.; Solanki, H.K. Carrageenan: A natural seaweed polysaccharide and its applications. Carbohydr. Polym. 2014, 105, 97–112. [Google Scholar] [CrossRef] [PubMed]
- Kanmani, P.; Rhim, J.-W. Development and characterization of carrageenan/grapefruit seed extract composite films for active packaging. Int. J. Biol. Macromol. 2014, 68, 258–266. [Google Scholar] [CrossRef] [PubMed]
- Martins, J.T.; Cerqueira, M.A.; Bourbon, A.I.; Pinheiro, A.C.; Souza, B.W.S.; Vicente, A.A. Synergistic effects between κ-carrageenan and locust bean gum on physicochemical properties of edible films made thereof. Food Hydrocoll. 2012, 29, 280–289. [Google Scholar] [CrossRef]
- Setha, B.; Mailoa, M.N.; Gaspersz, F.F. Analysis of quality sheet carrageenan of Eucheuma cottonii. Int. J. ChemTech Res. 2016, 9, 92–94. [Google Scholar]
- Shojaee-Aliabadi, S.; Mohammadifar, M.A.; Hosseini, H.; Mohammadi, A.; Ghasemlou, M.; Hosseini, S.M.; Haghshenas, M.; Khaksar, R. Characterization of nanobiocomposite kappa-carrageenan film with Zataria multiflora essential oil and nanoclay. Int. J. Biol. Macromol. 2014, 69, 282–289. [Google Scholar] [CrossRef]
- Sedayu, B.B.; Cran, M.J.; Bigger, S.W. Characterization of Semi-refined Carrageenan-Based Film for Primary Food Packaging Purposes. J. Polym. Environ. 2018, 26, 3754–3761. [Google Scholar] [CrossRef]
- Hurtado, A.Q.; Neish, I.C.; Critchley, A.T. Developments in production technology of Kappaphycus in the Philippines: More than four decades of farming. J. Appl. Phycol. 2015, 27, 1945–1961. [Google Scholar] [CrossRef]
- Neish, I.C.; Sepulveda, M.; Hurtado, A.Q.; Critchley, A.T. Reflections on the Commercial Development of Eucheumatoid Seaweed Farming. In Tropical Seaweed Farming Trends, Problems and Opportunities: Focus on Kappaphycus and Eucheuma of Commerce; Hurtado, A.Q., Critchley, A.T., Neish, I.C., Eds.; Springer International Publishing: New York, NY, USA, 2017; pp. 1–27. [Google Scholar]
- Gunning, A.P.; Cairns, P.; Kirby, A.R.; Round, A.N.; Bixler, H.J.; Morris, V.J. Characterising semi-refined iota-carrageenan networks by atomic force microscopy. Carbohydr. Polym. 1998, 36, 67–72. [Google Scholar] [CrossRef]
- Qin, Y. Production of Seaweed-Derived Food Hydrocolloids. In Bioactive Seaweeds for Food Applications; Qin, Y., Ed.; Academic Press: London, UK, 2018; Volume 3, pp. 53–69. [Google Scholar]
- Dewi, E.N.; Darmanto, Y.S. Characterization and quality of semi refined carrageenan (SRC) products from different coastal waters based on fourier transform infrared technique. J. Coast. Dev. 2012, 16, 25–31. [Google Scholar]
- Uju; Wijayanta, A.T.; Goto, M.; Kamiya, N. Great potency of seaweed waste biomass from the carrageenan industry for bioethanol production by peracetic acid–ionic liquid pretreatment. Biomass Bioenergy 2015, 81, 63–69. [Google Scholar] [CrossRef]
- Feng, X.; Meng, X.; Zhao, J.; Miao, M.; Shi, L.; Zhang, S.; Fang, J. Extraction and preparation of cellulose nanocrystals from dealginate kelp residue: Structures and morphological characterization. Cellulose 2015, 22, 1763–1772. [Google Scholar] [CrossRef]
- Chen, Y.W.; Lee, H.V.; Juan, J.C.; Phang, S.-M. Production of new cellulose nanomaterial from red algae marine biomass Gelidium elegans. Carbohydr. Polym. 2016, 151, 1210–1219. [Google Scholar] [CrossRef]
- Liu, Z.; Li, X.; Xie, W.; Deng, H. Extraction, isolation and characterization of nanocrystalline cellulose from industrial kelp (Laminaria japonica) waste. Carbohydr. Polym. 2017, 173, 353–359. [Google Scholar] [CrossRef] [PubMed]
- Gao, H.; Duan, B.; Lu, A.; Deng, H.; Du, Y.; Shi, X.; Zhang, L. Fabrication of cellulose nanofibers from waste brown algae and their potential application as milk thickeners. Food Hydrocoll. 2018, 79, 473–481. [Google Scholar] [CrossRef]
- Sedayu, B.B.; Cran, M.J.; Bigger, S.W. A Review of Property Enhancement Techniques for Carrageenan-based Films and Coatings. Carbohydr. Polym. 2019, 216, 287–302. [Google Scholar] [CrossRef]
- Khan, A.; Khan, R.A.; Salmieri, S.; Le Tien, C.; Riedl, B.; Bouchard, J.; Chauve, G.; Tan, V.; Kamal, M.R.; Lacroix, M. Mechanical and barrier properties of nanocrystalline cellulose reinforced chitosan based nanocomposite films. Carbohydr. Polym. 2012, 90, 1601–1608. [Google Scholar] [CrossRef]
- Savadekar, N.R.; Karande, V.S.; Vigneshwaran, N.; Bharimalla, A.K.; Mhaske, S.T. Preparation of nano cellulose fibers and its application in kappa-carrageenan based film. Int. J. Biol. Macromol. 2012, 51, 1008–1013. [Google Scholar] [CrossRef]
- Lopes, T.A.; Bufalino, L.; Júnior, M.G.; Tonoli, G.H.D.; Mendes, L.M. Eucalyptus wood nanofibrils as reinforcement of carrageenan and starch biopolymers for improvement of physical properties. J. Trop. For. Sci. 2018, 30, 292–303. [Google Scholar]
- Xu, X.; Liu, F.; Jiang, L.; Zhu, J.Y.; Haagenson, D.; Wiesenborn, D.P. Cellulose Nanocrystals vs. Cellulose Nanofibrils: A Comparative Study on Their Microstructures and Effects as Polymer Reinforcing Agents. ACS Appl. Mater. Interfaces 2013, 5, 2999–3009. [Google Scholar] [CrossRef]
- Abitbol, T.; Rivkin, A.; Cao, Y.; Nevo, Y.; Abraham, E.; Ben-Shalom, T.; Lapidot, S.; Shoseyov, O. Nanocellulose, a tiny fiber with huge applications. Curr. Opin. Biotechnol. 2016, 39, 76–88. [Google Scholar] [CrossRef] [PubMed]
- Vilela, C.; Pinto, R.J.B.; Figueiredo, A.R.P.; Neto, C.P.; Silvestre, A.J.D.; Freire, C.S.R. Development and applications of cellulose nanofibres based polymer nanocomposites. In Advanced Composite Materials: Properties and Applications; Bafekrpour, E., Ed.; De Gruyter: Berlin, Germany, 2017; Volume 1, pp. 1–65. [Google Scholar]
- Dufresne, A. Nanocellulose: Potential Reinforcement in Composites. In Natural Polymers: Volume 2: Nanocomposites; John, M.J., Thomas, S., Eds.; The Royal Society of Chemistry: London, UK, 2012; Volume 1, pp. 1–32. [Google Scholar]
- Hubbe, M.A.; Ferrer, A.; Tyagi, P.; Yin, Y.; Salas, C.; Pal, L.; Rojas, O.J. Nanocellulose in Thin Films, Coatings, and Plies for Packaging Applications: A Review. BioResources 2017, 12, 2143–2233. [Google Scholar] [CrossRef]
- El Achaby, M.; Kassab, Z.; Aboulkas, A.; Gaillard, C.; Barakat, A. Reuse of red algae waste for the production of cellulose nanocrystals and its application in polymer nanocomposites. Int. J. Biol. Macromol. 2018, 106, 681–691. [Google Scholar] [CrossRef] [PubMed]
- Teixeira, E.D.M.; Lotti, C.; Corrêa, A.C.; Teodoro, K.B.R.; Marconcini, J.M.; Mattoso, L.H.C. Thermoplastic corn starch reinforced with cotton cellulose nanofibers. J. Appl. Polym. Sci. 2011, 120, 2428–2433. [Google Scholar] [CrossRef]
- Yadav, M.; Chiu, F.-C. Cellulose nanocrystals reinforced κ-carrageenan based UV resistant transparent bionanocomposite films for sustainable packaging applications. Carbohydr. Polym. 2019, 211, 181–194. [Google Scholar] [CrossRef] [PubMed]
- Zakuwan, S.Z.; Ahmad, I. Synergistic Effect of Hybridized Cellulose Nanocrystals and Organically Modified Montmorillonite on kappa-Carrageenan Bionanocomposites. Nanomaterials 2018, 8, 874. [Google Scholar] [CrossRef]
- Jurasek, P.; Phillips, G.O. The classification of natural gums. Part IX. A method to distinguish between two types of commercial carrageenan. Food Hydrocoll. 1998, 12, 389–392. [Google Scholar] [CrossRef]
- Takigami, S.; Etoh, Y.; Phillips, G.O. A comparison of the interaction of water with refined kappa-carrageenean (INS 407) and processed Eucheuma seaweed (INS 407A). Food Hydrocoll. 2000, 14, 609–613. [Google Scholar] [CrossRef]
- Sedayu, B.B.; Cran, M.J.; Bigger, S.W. Improving the moisture barrier and mechanical properties of semi-refined carrageenan films. J. Appl. Polym. Sci. 2020, early view. 49238. [Google Scholar] [CrossRef]
- Farhan, A.; Hani, N.M. Characterization of edible packaging films based on semi-refined kappa-carrageenan plasticized with glycerol and sorbitol. Food Hydrocoll. 2017, 64, 48–58. [Google Scholar] [CrossRef]
- Rhim, J.-W.; Wang, L.F. Mechanical and water barrier properties of agar/κ-carrageenan/konjac glucomannan ternary blend biohydrogel films. Carbohydr. Polym. 2013, 96, 71–81. [Google Scholar] [CrossRef] [PubMed]
- Sobral, P.J.A.; Menegalli, F.C.; Hubinger, M.D.; Roques, M.A. Mechanical, water vapor barrier and thermal properties of gelatin based edible films. Food Hydrocoll. 2001, 15, 423–432. [Google Scholar] [CrossRef]
- ASTM. ASTM D882-12, Standard Test Method for Tensile Properties of Thin Plastic Sheeting; ASTM International: West Conshohocken, PA, USA, 2012; Available online: www.astm.org (accessed on 4 May 2018).
- Dehnad, D.; Emam-Djomeh, Z.; Mirzaei, H.; Jafari, S.M.; Dadashi, S. Optimization of physical and mechanical properties for chitosan-nanocellulose biocomposites. Carbohydr. Polym. 2014, 105, 222–228. [Google Scholar] [CrossRef] [PubMed]
- Oun, A.A.; Rhim, J.-W. Effect of post-treatments and concentration of cotton linter cellulose nanocrystals on the properties of agar-based nanocomposite films. Carbohydr. Polym. 2015, 134, 20–29. [Google Scholar] [CrossRef] [PubMed]
- Pereda, M.; Amica, G.; Rácz, I.; Marcovich, N.E. Structure and properties of nanocomposite films based on sodium caseinate and nanocellulose fibers. J. Food Eng. 2011, 103, 76–83. [Google Scholar] [CrossRef]
- De Santis, F.; Pantani, R. Optical properties of polypropylene upon recycling. Sci. World J. 2013, 2013, 354093. [Google Scholar] [CrossRef]
- Raymond, C.; Ronca, S. Relation of Structure to Electrical and Optical Properties. In Brydson’s Plastics Materials, 8th ed.; Gilbert, M., Ed.; Butterworth-Heinemann: Oxford, UK, 2017; Volume 6, pp. 103–125. [Google Scholar]
- Masarin, F.; Cedeno, F.R.P.; Chavez, E.G.S.; de Oliveira, L.E.; Gelli, V.C.; Monti, R. Chemical analysis and biorefinery of red algae Kappaphycus alvarezii for efficient production of glucose from residue of carrageenan extraction process. Biotechnol. Biofuels 2016, 9, 122. [Google Scholar] [CrossRef]
- Lan, W.; Liu, C.-F.; Sun, R.-C. Fractionation of Bagasse into Cellulose, Hemicelluloses, and Lignin with Ionic Liquid Treatment Followed by Alkaline Extraction. J. Agric. Food Chem. 2011, 59, 8691–8701. [Google Scholar] [CrossRef]
- Kumar, A.P.; Singh, R.P. Biocomposites of cellulose reinforced starch: Improvement of properties by photo-induced crosslinking. Bioresour. Technol. 2008, 99, 8803–8809. [Google Scholar] [CrossRef]
- El Miri, N.; Abdelouahdi, K.; Barakat, A.; Zahouily, M.; Fihri, A.; Solhy, A.; El Achaby, M. Bio-nanocomposite films reinforced with cellulose nanocrystals: Rheology of film-forming solutions, transparency, water vapor barrier and tensile properties of films. Carbohydr. Polym. 2015, 129, 156–167. [Google Scholar] [CrossRef]
- Abdollahi, M.; Alboofetileh, M.; Behrooz, R.; Rezaei, M.; Miraki, R. Reducing water sensitivity of alginate bio-nanocomposite film using cellulose nanoparticles. Int. J. Biol. Macromol. 2013, 54, 166–173. [Google Scholar] [CrossRef] [PubMed]
- Cao, X.; Chen, Y.; Chang, P.R.; Stumborg, M.; Huneault, M.A. Green composites reinforced with hemp nanocrystals in plasticized starch. J. Appl. Polym. Sci. 2008, 109, 3804–3810. [Google Scholar] [CrossRef]
- Li, Q.; Zhou, J.; Zhang, L. Structure and properties of the nanocomposite films of chitosan reinforced with cellulose whiskers. J. Polym. Sci. B Polym. Phys. 2009, 47, 1069–1077. [Google Scholar] [CrossRef]
- Dos Santos, F.A.; Iulianelli, G.C.V.; Tavares, M.I.B. The Use of Cellulose Nanofillers in Obtaining Polymer Nanocomposites: Properties, Processing, and Applications. Mater. Sci. Appl. 2016, 7, 257–294. [Google Scholar] [CrossRef]
- Sánchez-García, M.D.; Hilliou, L.; Lagarón, J.M. Morphology and water barrier properties of nanobiocomposites of κ/ι-hybrid carrageenan and cellulose nanowhiskers. J. Agric. Food Chem. 2010, 58, 12847–12857. [Google Scholar] [CrossRef] [PubMed]
- Sothornvit, R.; Rodsamran, P. Effect of a mango film on quality of whole and minimally processed mangoes. Postharv. Biol. Technol. 2008, 47, 407–415. [Google Scholar] [CrossRef]
- Siqueira, G.; Bras, J.; Dufresne, A. Cellulosic Bionanocomposites: A Review of Preparation, Properties and Applications. Polymers 2010, 2, 728–765. [Google Scholar] [CrossRef]
- Abdul Khalil, H.P.S.; Tye, Y.Y.; Saurabh, C.K.; Leh, C.P.; Lai, T.K.; Chong, E.W.N.; Fazita, M.R.N.; Hafiidz, J.M.; Banerjee, A.; Syakir, M.I. Biodegradable polymer films from seaweed polysaccharides: A review on cellulose as a reinforcement material. eXPRESS Polym. Lett. 2017, 11, 244–265. [Google Scholar] [CrossRef]
- Hivechi, A.; Hajir Bahrami, S.; Siegel, R.A. Investigation of morphological, mechanical and biological properties of cellulose nanocrystal reinforced electrospun gelatin nanofibers. Int. J. Biol. Macromol. 2019, 124, 411–417. [Google Scholar] [CrossRef]
- Yuwawech, K.; Wootthikanokkhan, J.; Tanpichai, S. Effects of Two Different Cellulose Nanofiber Types on Properties of Poly(vinyl alcohol) Composite Films. J. Nanomater. 2015, 2015, 908689. [Google Scholar] [CrossRef]
- Zarina, S.; Ahmad, I. Biodegradable Composite Films based on κ-carrageenan Reinforced by Cellulose Nanocrystal from Kenaf Fibers. BioResources 2015, 10, 256–271. [Google Scholar] [CrossRef]
- Rhim, J.-W. Effect of PLA lamination on performance characteristics of agar/κ-carrageenan/clay bio-nanocomposite film. Food Res. Int. 2013, 51, 714–722. [Google Scholar] [CrossRef]
- Roman, M.; Winter, W.T. Effect of Sulfate Groups from Sulfuric Acid Hydrolysis on the Thermal Degradation Behavior of Bacterial Cellulose. Biomacromolecules 2004, 5, 1671–1677. [Google Scholar] [CrossRef] [PubMed]
- Corvaglia, S.; Rodriguez, S.; Bardi, G.; Torres, F.G.; Lopez, D. Chitin whiskers reinforced carrageenan films as low adhesion cell substrates. Int. J. Polym. Mater. Polym. Biomater. 2016, 65, 574–580. [Google Scholar] [CrossRef]
- Ghani, N.A.A.; Othaman, R.; Ahmad, A.; Anuar, F.H.; Hassan, N.H. Impact of purification on iota carrageenan as solid polymer electrolyte. Arab. J. Chem. 2019, 12, 370–376. [Google Scholar] [CrossRef]
- Moses, J.; Anandhakumar, R.; Shanmugam, M. Effect of alkaline treatment on the sulfate content and quality of semi-refined carrageenan prepared from seaweed Kappaphycus alvarezii Doty (Doty) farmed in Indian waters. Afr. J. Biotechnol. 2015, 14, 1584–1589. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Film Samples | Film Thickness/µm | Moisture Content/% | ||
|---|---|---|---|---|
| SRC | RC | SRC | RC | |
| NCF 0% | 66 ± 4 a | 40 ± 7 A | 24.5 ± 0.9 a | 24.9 ± 1.2 A |
| NCF 1% | 64 ± 2 a | 43 ± 4 ABC | 24.6 ± 0.8 a | 24.9 ± 0.8 A |
| NCF 3% | 64 ± 3 a | 42 ± 6 AB | 23.8 ± 0.3 ab | 25.2 ± 0.9 A |
| NCF 5% | 65 ± 3 a | 46 ± 4 C | 23.8 ± 1.0 ab | 25.5 ± 0.5 A |
| NCF 7% | 60 ± 2 b | 43 ± 1 BC | 22.6 ± 1.5 b | 25.4 ± 1.2 A |
| Film Samples | L* | a* | b* | |||
|---|---|---|---|---|---|---|
| SRC | RC | SRC | RC | SRC | RC | |
| NCF 0% | 88.2 ± 0.2 a | 94.7 ± 0.2 A | 12.5 ± 0.4 a | 1.12 ± 0.04 A | 0.12 ± 0.03 a | −0.51 ± 0.09 A |
| NCF 1% | 88.2 ± 0.2 b | 94.5 ± 0.2 B | 12.6 ± 0.3 a | 1.2 ± 0.1 AB | 0.28 ± 0.04 b | −0.70 ± 0.02 B |
| NCF 3% | 88.3 ± 0.2 b | 94.4 ± 0.2 BC | 12.8 ± 0.5 ab | 1.2 ± 0.1 B | 0.23 ± 0.05 c | −0.61 ± 0.25 AB |
| NCF 5% | 88.1 ± 0.4 b | 94.4 ± 0.1 B | 13.1 ± 0.5 b | 1.5 ± 0.1 C | 0.25 ± 0.04 c | −0.70 ± 0.02 B |
| NCF 7% | 88.1 ± 0.4 b | 94.3 ± 0.1 C | 14.2 ± 0.5 c | 1.6 ± 0.1 D | 0.23 ± 0.03 c | −0.67 ± 0.02 B |
| Properties | Threshold NCF Loading/%(w/w) | |
|---|---|---|
| SRC/NCF | RC/NCF | |
| Physical and Optical | ||
| Film Thickness | ~7% | Note 1 |
| Opacity | Note 2 | Note 2 |
| Crystallinity | 3% | 1% |
| Surface Texture | 3% (7% max) | Note 3 |
| Water Sensitivity and Moisture Barrier | ||
| Moisture Content | Note 4 | 5% |
| Water Solubility | Note 4 | 4–5% |
| Moisture Uptake | ~7% | 5% |
| Water Contact Angle | 5% | 5% |
| Water Vapor Permeability | 5% | 5% |
| Mechanical | ||
| Tensile Strength | 1% | 3% |
| Elastic Modulus | 1–3% | 3% |
| Elongation at Break | 1% | 3% max |
| Thermal | ||
| Thermal Mass Loss | Note 5 | 3% |
| Melting Temperature | Note 5 | 1% |
- NCF loading found not to affect resultant film thickness.
- Opacity of SRC and RC continues to increase with increased NCF loading.
- No noticeable change in surface texture was observed over range of NCF loadings tested.
- No threshold value was observed in the case of the SRC/NCF formulation.
- No observable effect of NCF was found in the case of the SRC/NCF formulation.
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sedayu, B.B.; Cran, M.J.; Bigger, S.W. Reinforcement of Refined and Semi-Refined Carrageenan Film with Nanocellulose. Polymers 2020, 12, 1145. https://doi.org/10.3390/polym12051145
Sedayu BB, Cran MJ, Bigger SW. Reinforcement of Refined and Semi-Refined Carrageenan Film with Nanocellulose. Polymers. 2020; 12(5):1145. https://doi.org/10.3390/polym12051145
Chicago/Turabian StyleSedayu, Bakti B., Marlene J. Cran, and Stephen W. Bigger. 2020. "Reinforcement of Refined and Semi-Refined Carrageenan Film with Nanocellulose" Polymers 12, no. 5: 1145. https://doi.org/10.3390/polym12051145
APA StyleSedayu, B. B., Cran, M. J., & Bigger, S. W. (2020). Reinforcement of Refined and Semi-Refined Carrageenan Film with Nanocellulose. Polymers, 12(5), 1145. https://doi.org/10.3390/polym12051145