Performance of Straw/Linear Low Density Polyethylene Composite Prepared with Film-Roll Hot Pressing

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
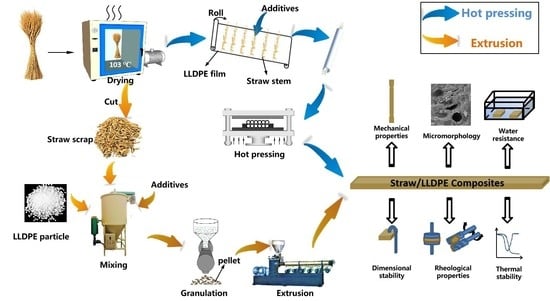
2.2. Preparation of Straw/LLDPE Composite
2.2.1. Extrusion Molding
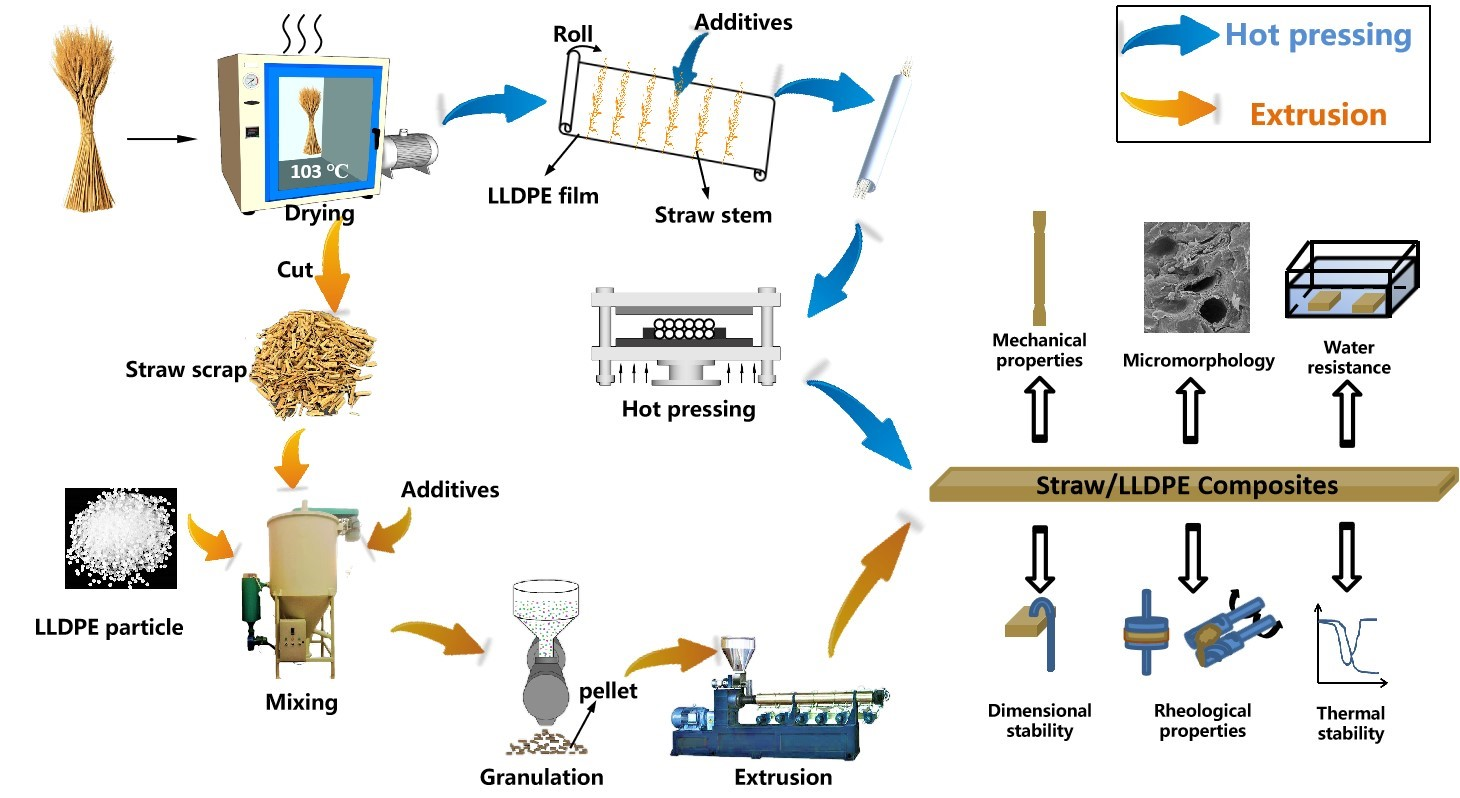
2.2.2. Film-Roll Hot Press Molding
2.3. Characterization of Straw/LLDPE Composite
2.3.1. Mechanical Property Tests
2.3.2. Density Tests
2.3.3. Water Absorption Performance
2.3.4. Differential Scanning Calorimetry (DSC) Analysis
2.3.5. Interfacial Morphological Observations by Scanning Electric Microscopy (SEM)
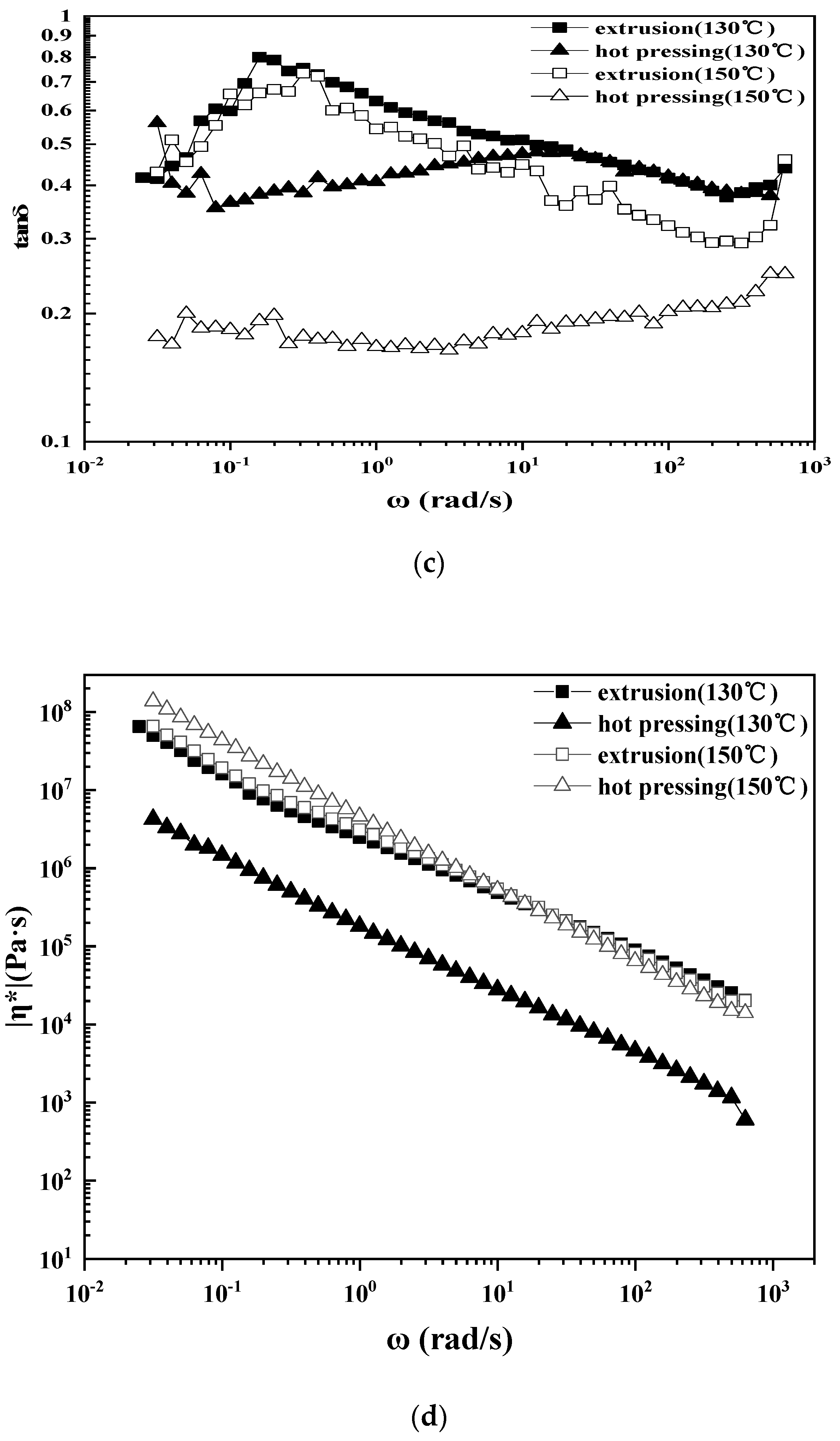
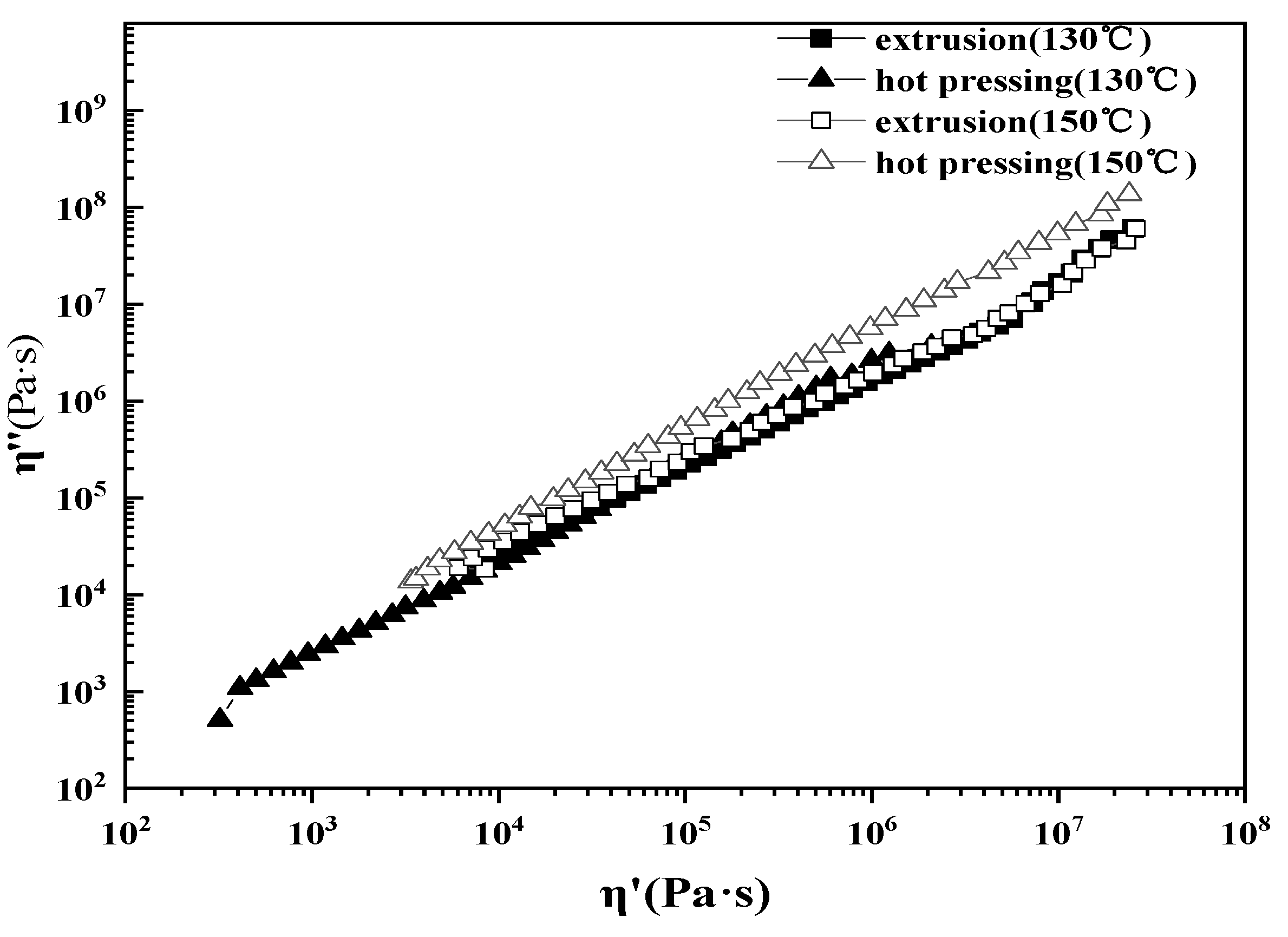
2.3.6. Rotating Rheological Tests
3. Results
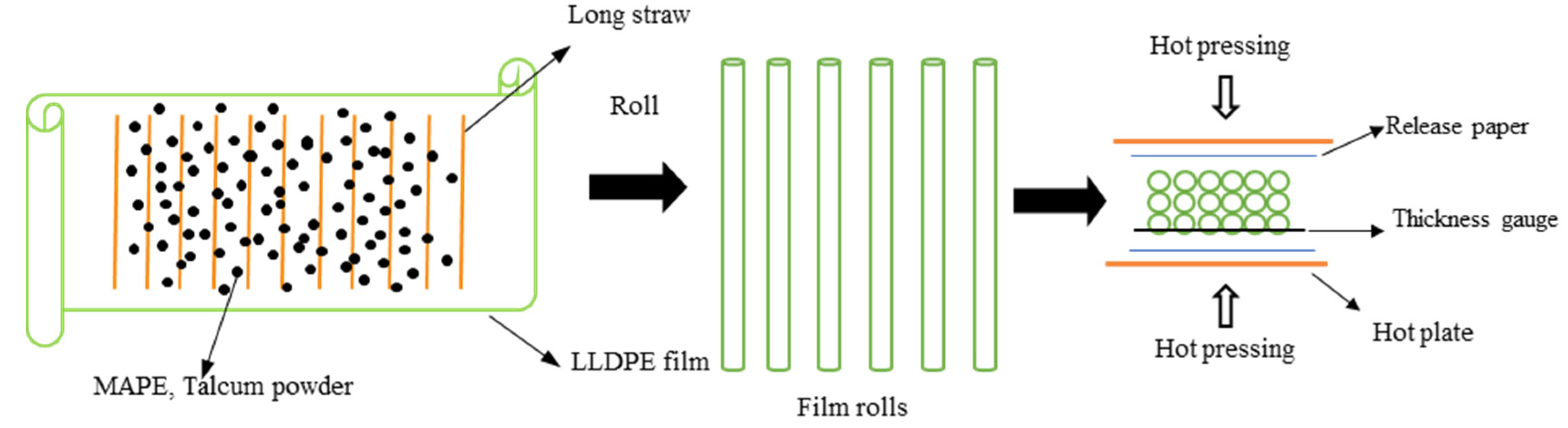
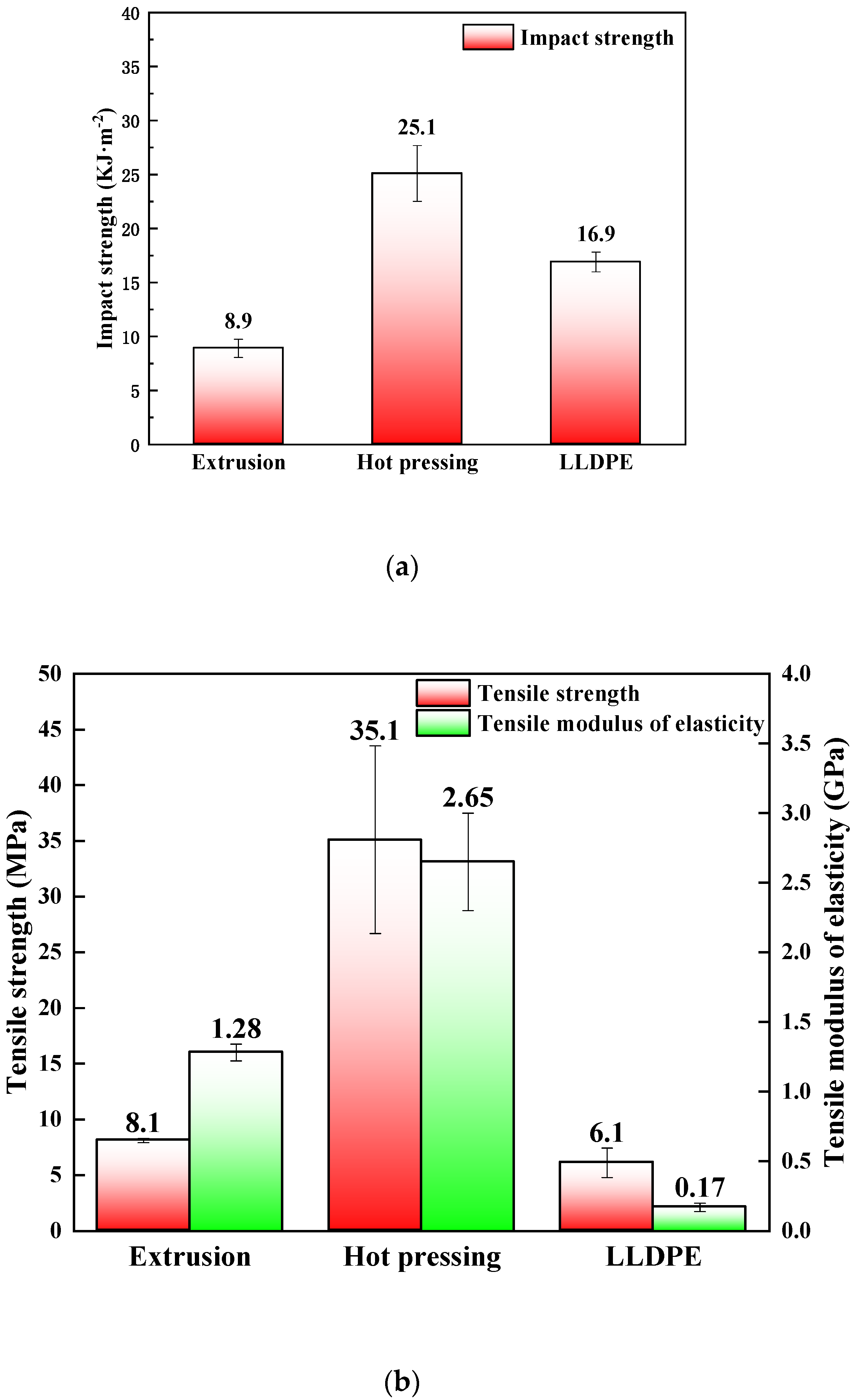
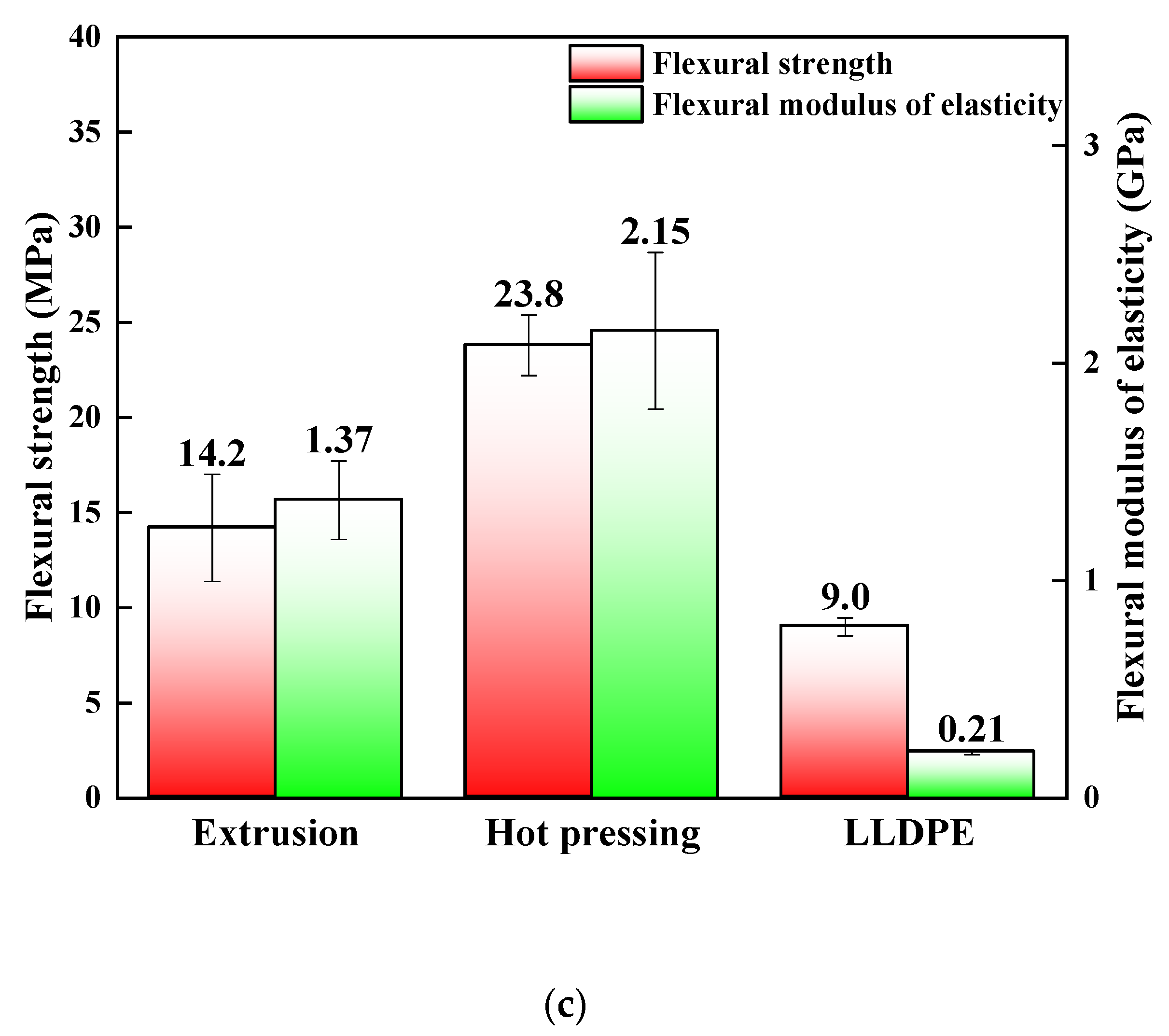
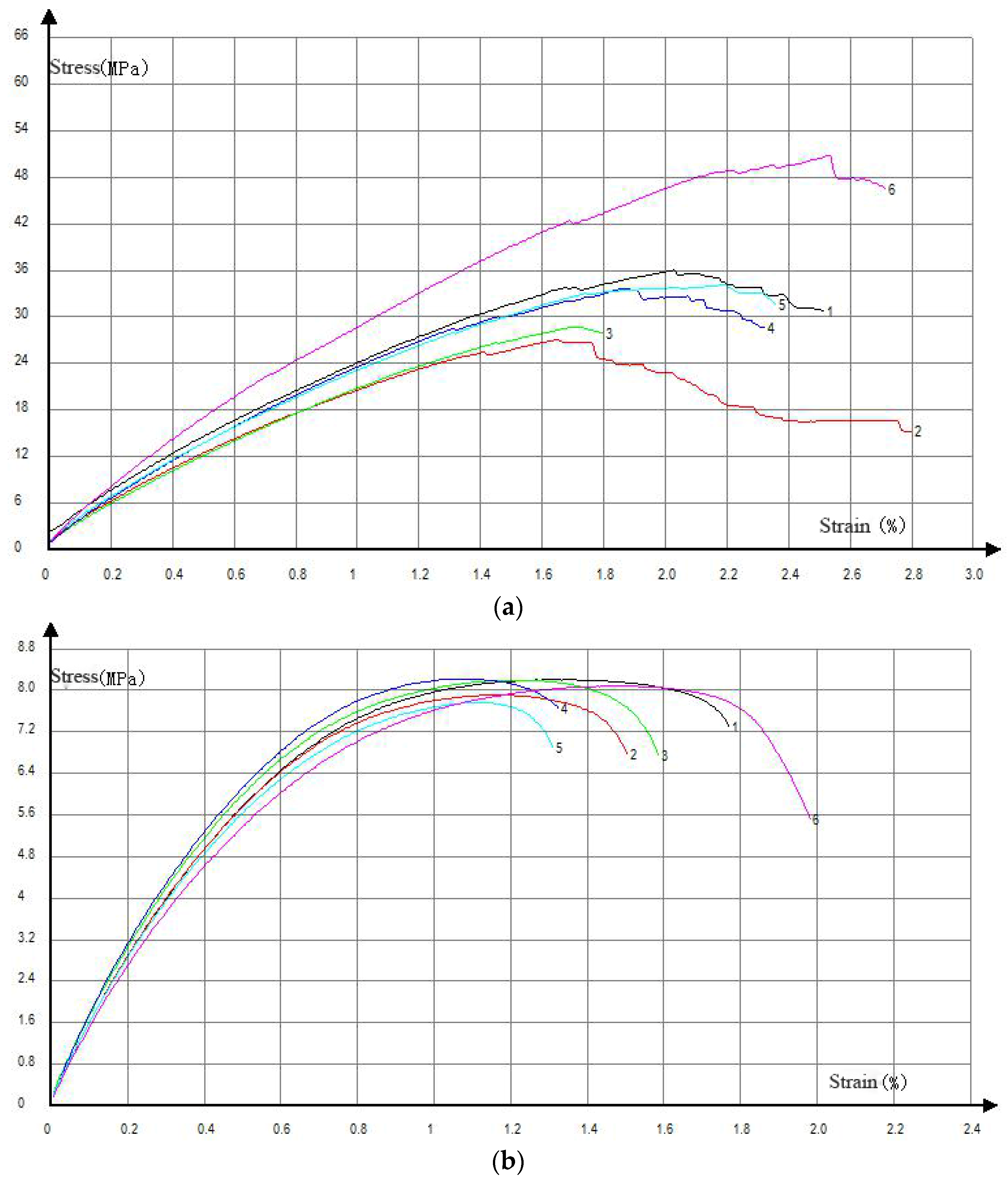
3.1. Mechanical Property Analysis
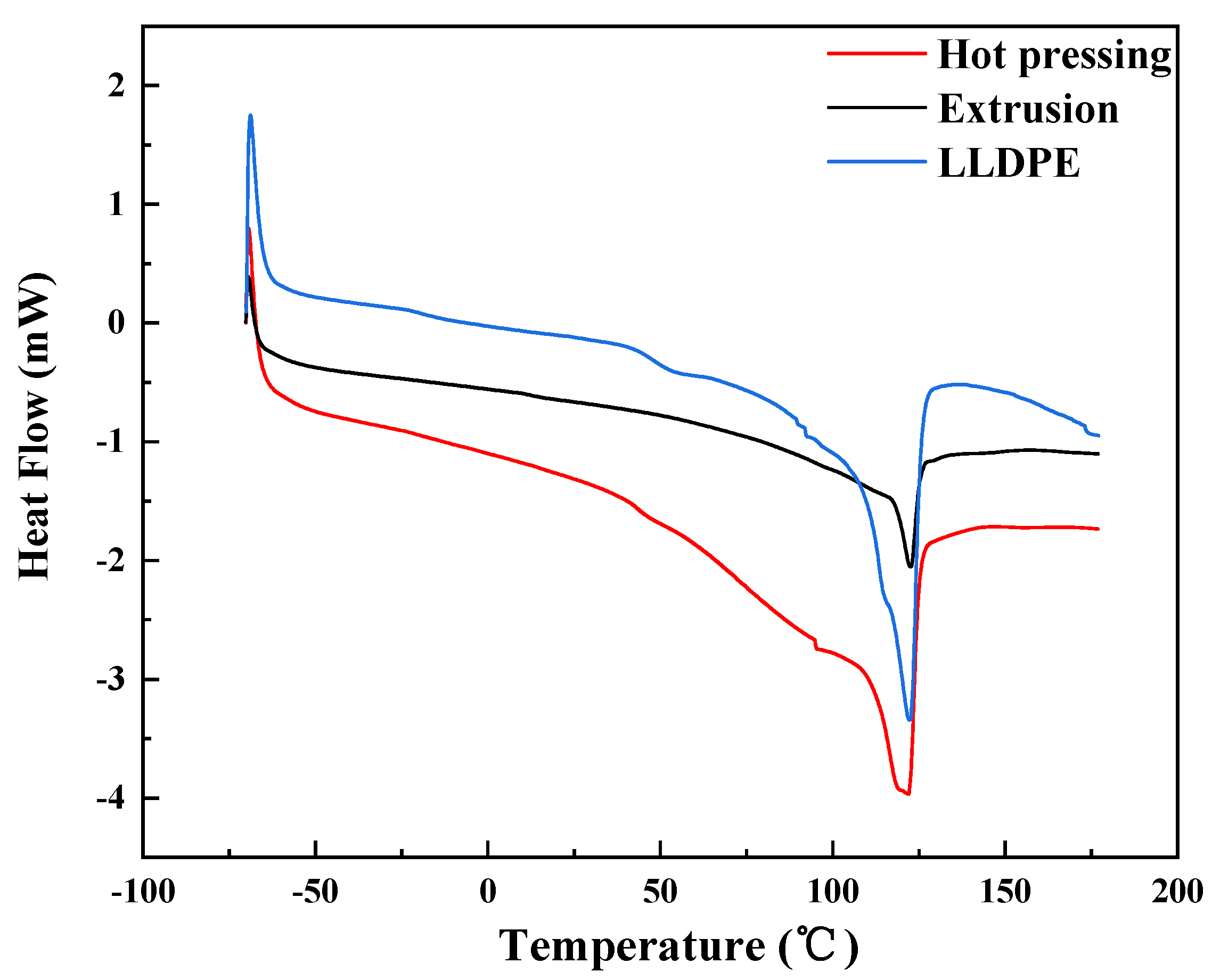
3.2. Melting Performance Analysis
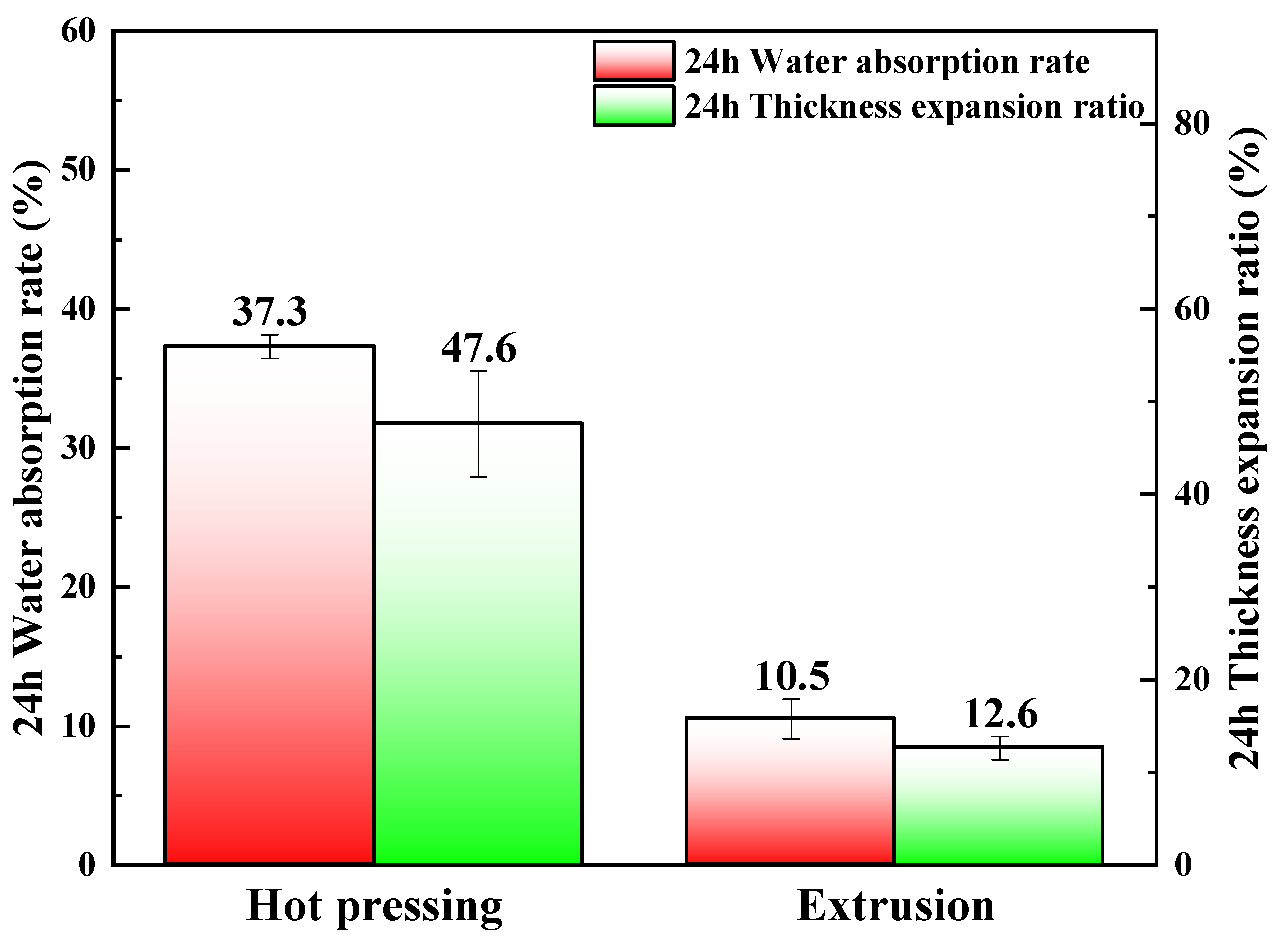
3.3. Water Absorption Performance Analysis
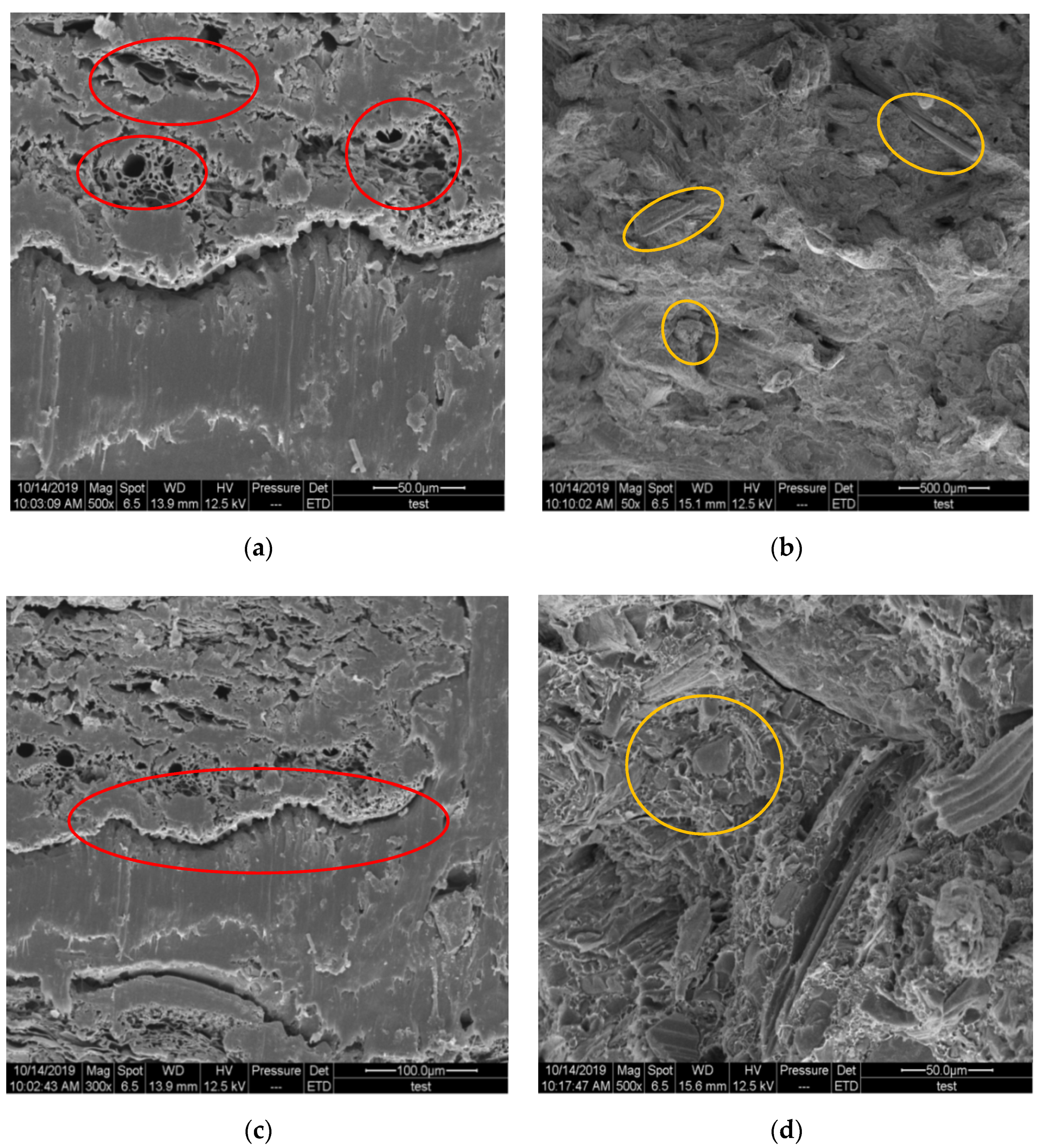
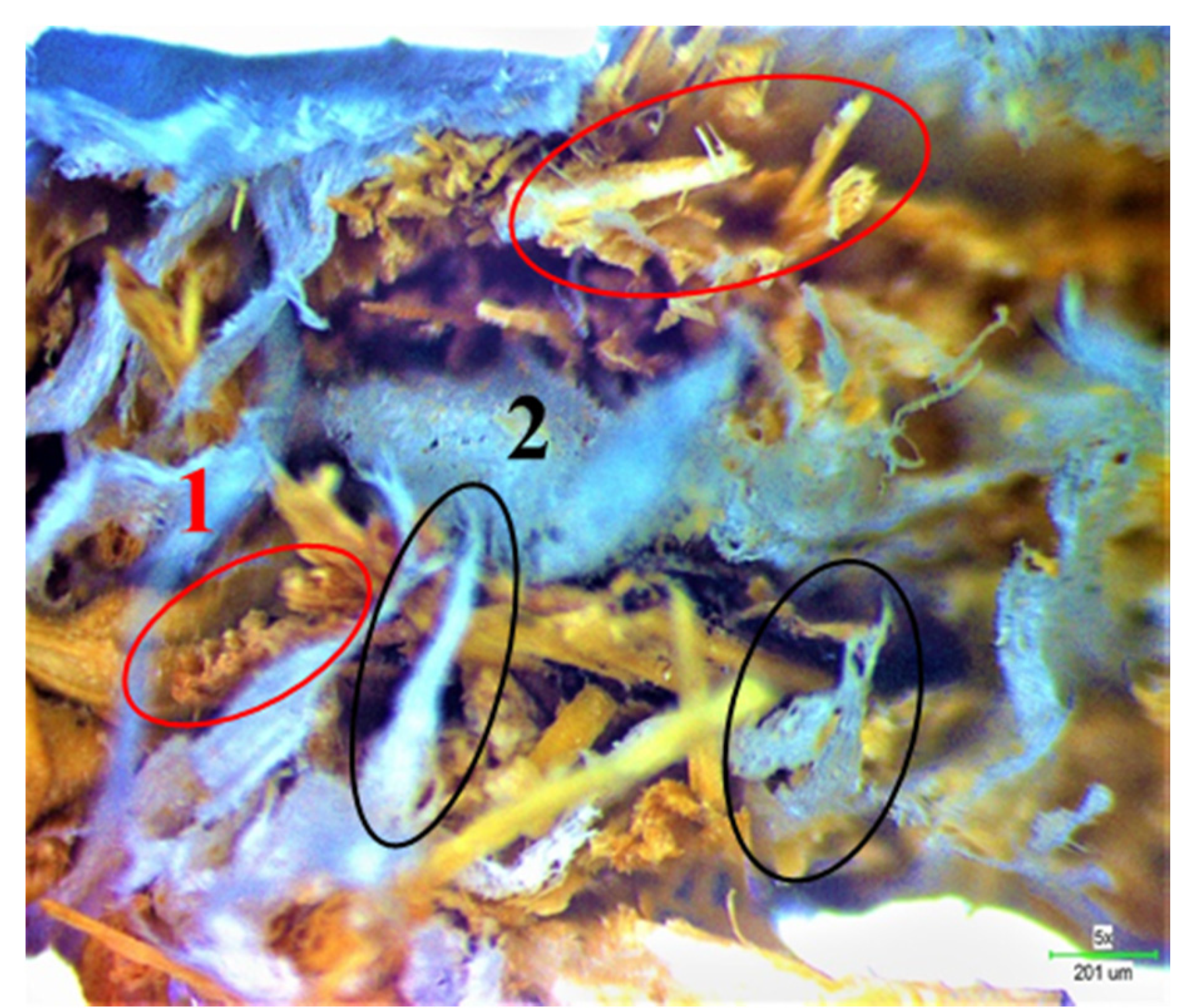
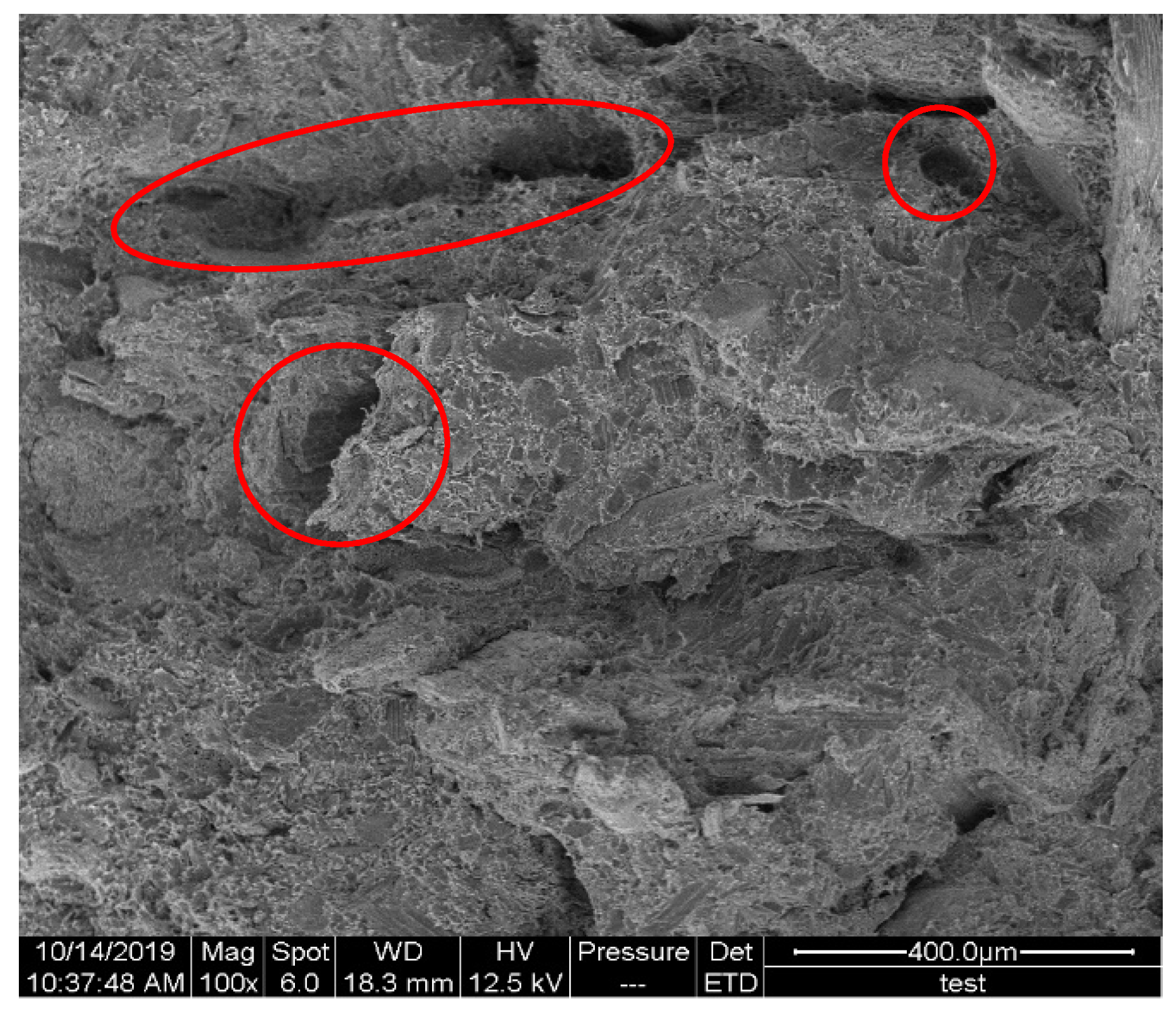
3.4. Morphology of the Fracture Surface
3.4.1. Interface Bonding
3.4.2. Analysis of Tensile Fracture Mechanism
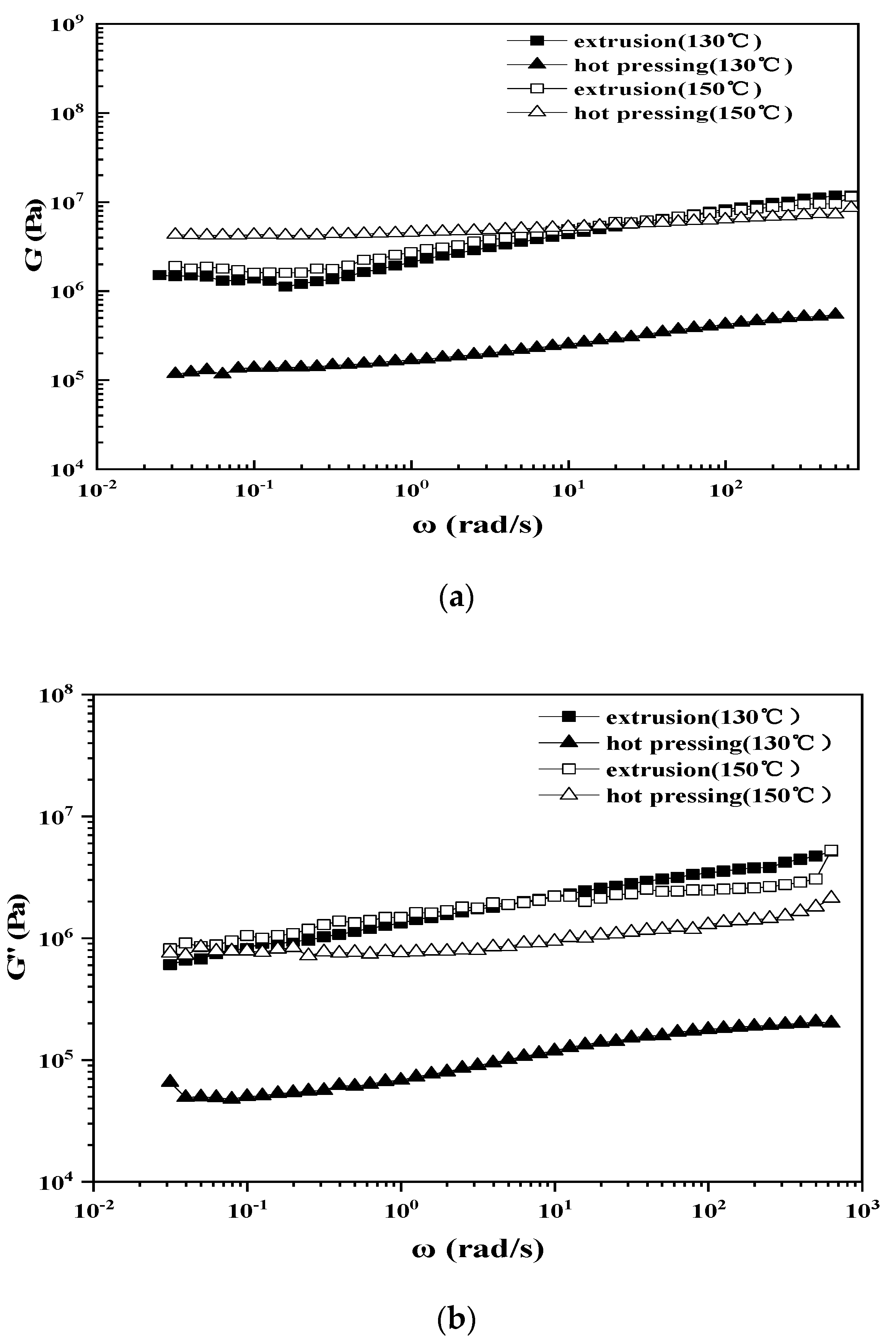
3.5. Dynamic Rheological Performance Analysis
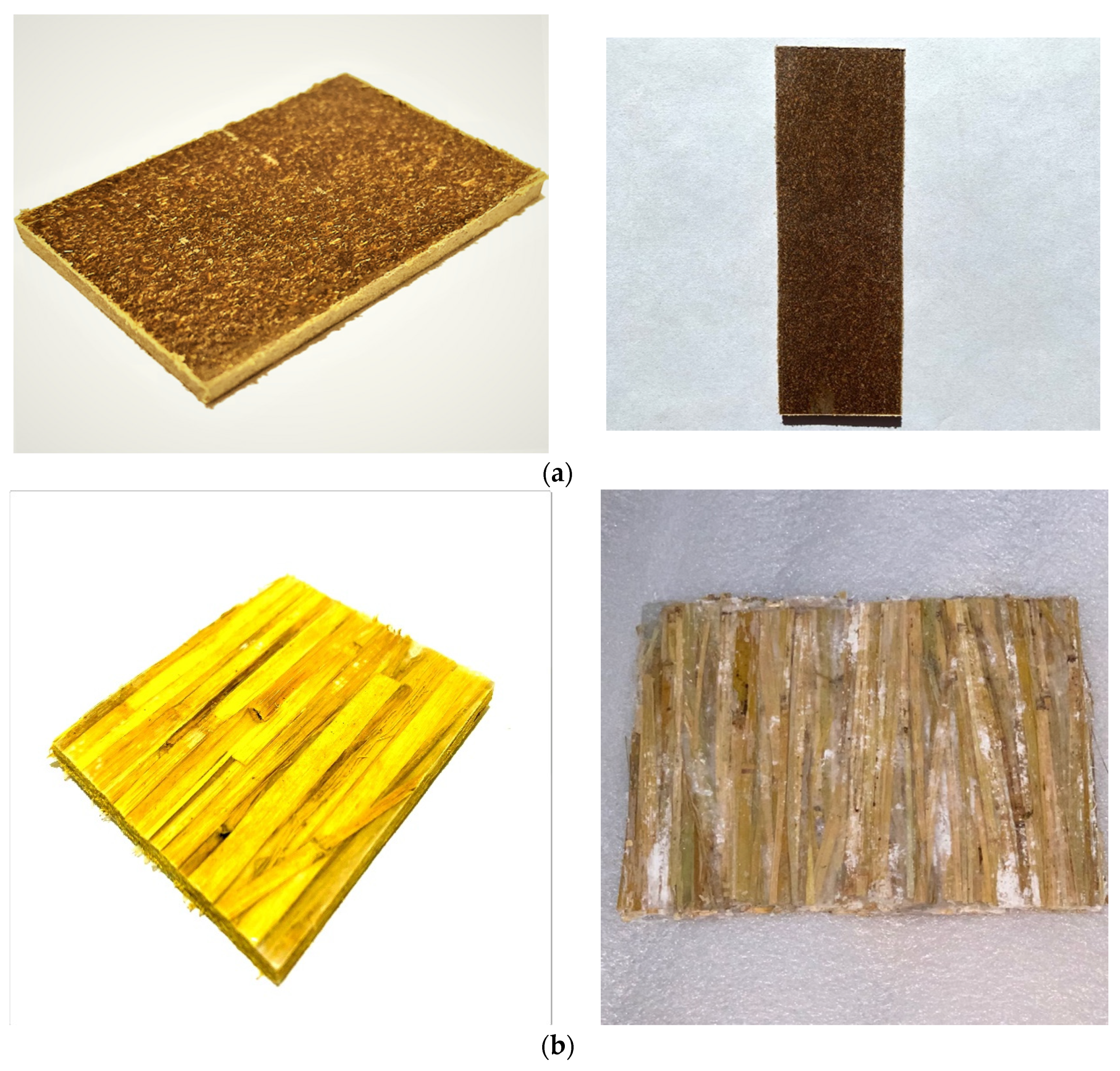
3.6. Physical Drawing of Extruded and Hot Pressed Straw/LLDPE Composites
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Militky, J.Í.; Jabbar, A. Comparative evaluation of fiber treatments on the creep behavior of jute/green epoxy composites. Compos. Part B Eng. 2015, 80, 361–368. [Google Scholar] [CrossRef]
- Bengtsson, M.; Baillif, M.L.; Oksman, K. Extrusion and mechanical properties of highly filled cellulose fibre–polypropylene composites. Compos. Part A 2007, 38, 1922–1931. [Google Scholar] [CrossRef]
- Graupner, N.; Herrmann, A.S.; Müssig, J. Natural and man-made cellulose fibre-reinforced poly(lactic acid) (PLA) composites: An overview about mechanical characteristics and application areas. Compos. Part A Appl. Sci. Manuf. 2009, 40, 810–821. [Google Scholar] [CrossRef]
- Dicker, M.P.M.; Duckworth, P.F.; Baker, A.B.; Francois, G.; Weaver, P.M. Green composites: A review of material attributes and complementary applications. Compos. Part A Appl. Sci. Manuf. 2014, 56, 280–289. [Google Scholar] [CrossRef]
- Liu, Z.; Huang, F.; Li, B. Investigating contribution factors to China’s grain output increase in period of 2003 to 2011. Trans. Chin. Soc. Agric. Eng. 2013, 29, 1–8. [Google Scholar]
- Li, Y.; Cheng, C.; Xu, L. Design and experiment of baler for 4L-4.0 combine harvester of rice and wheat. Trans. Chin. Soc. Agric. Eng. 2016, 32, 29–35. [Google Scholar]
- Nyambo, C.; Mohanty, A.K.; Misra, M. Effect of Maleated Compatibilizer on Performance of PLA/Wheat Straw-Based Green Composites. Macromol. Mater. Eng. 2011, 296, 710–718. [Google Scholar] [CrossRef]
- Xiao, Y.; Fu, M. Forming Technology of PP/Straw composites by hot pressing. Eng. Plast. Appl. 2005, 1, 34–37. [Google Scholar]
- Zhang, D.; He, C.; Liu, J. Mechanical properties of straw-powder/PP composites. Trans. Chin. Soc. Agric. Eng. 2010, 26, 380–384. [Google Scholar]
- Zabihzadeh, M.; Dastoorian, F.; Ebrahimi, G. Effect of MAPE on Mechanical and Morphological Properties of Wheat Straw/HDPE Injection Molded Composites. J. Reinf. Plast. Compos. 2010, 29, 123–131. [Google Scholar] [CrossRef]
- Koster, L. Influencing factors and parameters in the extrusion process. KGK Rubberpoint. 2005, 58, 362–365. [Google Scholar]
- Mandell, J.F.; Mcgarry, F.J.; Huang, D.D.; Li, C.G. Some effects of matrix and interface properties on the fatigue of short fiber-reinforced thermoplastics. Polym. Compos. 2010, 4, 32–39. [Google Scholar] [CrossRef]
- Kakisawa, H.; Honda, K.; Kagawa, Y. Effect of wear on interface frictional resistance in fiber-reinforced composite: Model experimental. Mater. Sci. Eng. A 2000, 284, 226–234. [Google Scholar] [CrossRef]
- Park, C.B. Polymeric Foams: Science and Technology; CRC Press: Boca Raton, FL, USA, 2006. [Google Scholar]
- Machado, J.S.; Santos, S.; Pinho, F.F.S.; Luis, F.; Alves, A.; Simoes, R.; Rodrigues, J.C. Impact of high moisture conditions on the serviceability performance of wood plastic composite decks. Mater. Design. 2016, 103, 122–131. [Google Scholar] [CrossRef]
- Sudar, A.; Renner, K.; Moczo, J.; Lummerstorfer, T.; Burgstaller, C.; Jerabek, M.; Gahleitner, M.; Doshev, P.; Pukanszky, B. Fracture resistance of hybrid PP/elastomer/wood composites. Compos. Struct. 2016, 141, 146–154. [Google Scholar] [CrossRef]
- Yilmazer, U. Effects of the processing conditions and blending with linear low-density polyethylene on the properties of low-density polyethylene films. J. Appl. Polym. Sci. 2010, 42, 2379–2384. [Google Scholar] [CrossRef]
- Phelps, J.H.; Iii, C.L.T. An anisotropic rotary diffusion model for fiber orientation in short- and long-fiber thermoplastics. J. Non-Newton. Fluid Mech. 2009, 156, 165–176. [Google Scholar] [CrossRef]
- Wilfong, D.L.; Knight, G.W. Crystallization mechanisms for LLDPE and its fractions. J. Polym. Sci. Part A Polym. Chem. 1990, 28, 861–870. [Google Scholar] [CrossRef]
- Tubbs, F.R. Physiological Studies in Plant Nutrition: II. The Effect of Manurial Deficiency upon the Mechanical Strength of Barley Straw. Ann. Botany. 1930, 44, 147–160. [Google Scholar] [CrossRef]
- Prasad, A. A quantitative analysis of low density polyethylene and linear low density polyethylene blends by differential scanning calorimetery and fourier transform infrared spectroscopy methods. Polym. Eng. Sci. 2010, 38, 1716–1728. [Google Scholar] [CrossRef]
- Huang, X.; Li, Q.; Yang, M.; Luo, Y.; Ye, X.; Yang, Y. Thermal Decomposition and Kinetics Analysis of Larger Particle Neodymium Oxalate. J. Chin. Soc. Rare Earths 2016, 34, 83–92. [Google Scholar]
- Haque, A.; Jeelani, S. Environmental Effects on the Compressive Properties: Thermosetting vs. Thermoplastic Composites. J. Reinf. Plast. Compos. 1992, 11, 146–157. [Google Scholar] [CrossRef]
- Czel, G.; Czigany, T. A Study of Water Absorption and Mechanical Properties of Glass Fiber/Polyester Composite Pipes -- Effects of Specimen Geometry and Preparation. J. Compos. Mater. 2008, 42, 2815–2827. [Google Scholar] [CrossRef]
- Aranguren, M.I. Effect of reinforcing fillers on the rheology of polymer melts. J. Rheol. 1992, 36, 1165–1182. [Google Scholar] [CrossRef]
- Wu, G.; Song, Y.; Zheng, Q.; Du, M.; Zhang, P. Dynamic rheological properties for HDPE/CB composite melts. J. Appl. Polym. Sci. 2003, 88, 2160–2167. [Google Scholar] [CrossRef]
- Romani, F.; Corrieri, R.; Braga, V.; Ciardelli, F. Monitoring the chemical crosslinking of propylene polymers through rheology. Polymer 2002, 43, 1115–1131. [Google Scholar] [CrossRef]
- Prashantha, K.; Soulestin, J.; Lacrampe, M.F.; Krawczak, P.; Dupin, G.; Claes, M. Masterbatch-based multi-walled carbon nanotube filled polypropylene nanocomposites: Assessment of rheological and mechanical properties. Compos. Sci. Technol. 2009, 69, 1756–1763. [Google Scholar] [CrossRef]
- Wang, M.; Wang, W.; Liu, T.; Zhang, W.D. Melt rheological properties of nylon 6/multi-walled carbon nanotube composites. Compos. Sci. Technol. 2008, 68, 2498–2502. [Google Scholar] [CrossRef]
- Dong, Q.; Zheng, Q.; Du, M.; Zhang, M.Q. Temperature-dependence of dynamic rheological properties for high-density polyethylene filled with graphite. J. Mater. Sci. 2005, 40, 3539–3541. [Google Scholar] [CrossRef]
- Liang, J.Z.; Li, R.K.Y.; Tjong, S.C. Effects of glass bead size and content on the viscoelasticity of filled polypropylene composites. Polym. Test. 2000, 19, 213–220. [Google Scholar] [CrossRef]
- Unwin, A.P.; Hine, P.J.; Ward, I.M.; Guseva, O.A.; Schweizer, T.; Fujita, M.; Tanaka, E.; Gusev, A.A. Predicting the visco-elastic properties of polystyrene/SIS composite blends using simple analytical micromechanics models. Compos. Sci. Technol. 2017, 142, 302–310. [Google Scholar] [CrossRef][Green Version]
- Masao, D.; See, H. Introduction to Polymer Physics; South China University of Technology Press: Guangzhou, China, 2011. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Xc (%) | Tm (°C) | ΔHf (J/g) |
|---|---|---|---|
| LLDPE | 17.41 | 122.28 | 51.01 |
| hot pressing | 35.76 | 121.97 | 62.87 |
| extrusion | 6.94 | 122.61 | 12.20 |
| Manufactured Process | Extrusion | Hot Pressing |
|---|---|---|
| Density/(g·cm−3) | 1.31 | 0.83 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, L.; Xu, H.; Wang, W. Performance of Straw/Linear Low Density Polyethylene Composite Prepared with Film-Roll Hot Pressing. Polymers 2020, 12, 860. https://doi.org/10.3390/polym12040860
Zhang L, Xu H, Wang W. Performance of Straw/Linear Low Density Polyethylene Composite Prepared with Film-Roll Hot Pressing. Polymers. 2020; 12(4):860. https://doi.org/10.3390/polym12040860
Chicago/Turabian StyleZhang, Lei, Huicheng Xu, and Weihong Wang. 2020. "Performance of Straw/Linear Low Density Polyethylene Composite Prepared with Film-Roll Hot Pressing" Polymers 12, no. 4: 860. https://doi.org/10.3390/polym12040860
APA StyleZhang, L., Xu, H., & Wang, W. (2020). Performance of Straw/Linear Low Density Polyethylene Composite Prepared with Film-Roll Hot Pressing. Polymers, 12(4), 860. https://doi.org/10.3390/polym12040860