Effect of Filler Synergy and Cast Film Extrusion Parameters on Extrudability and Direction-Dependent Conductivity of PVDF/Carbon Nanotube/Carbon Black Composites




Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Composite Preparation
2.3. Material Characterization
3. Results and Discussion
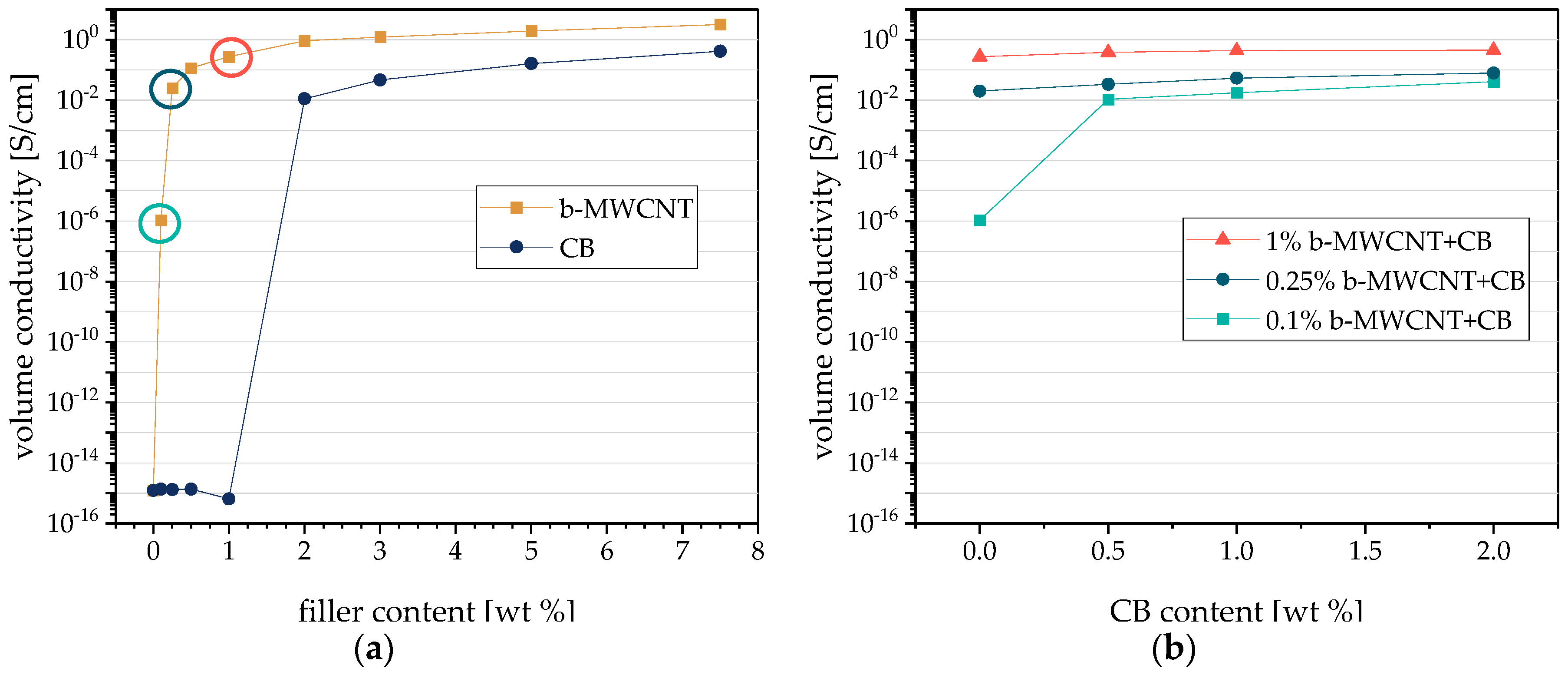
3.1. Comparison of Single and Hybrid Filler Systems in PVDF Composites
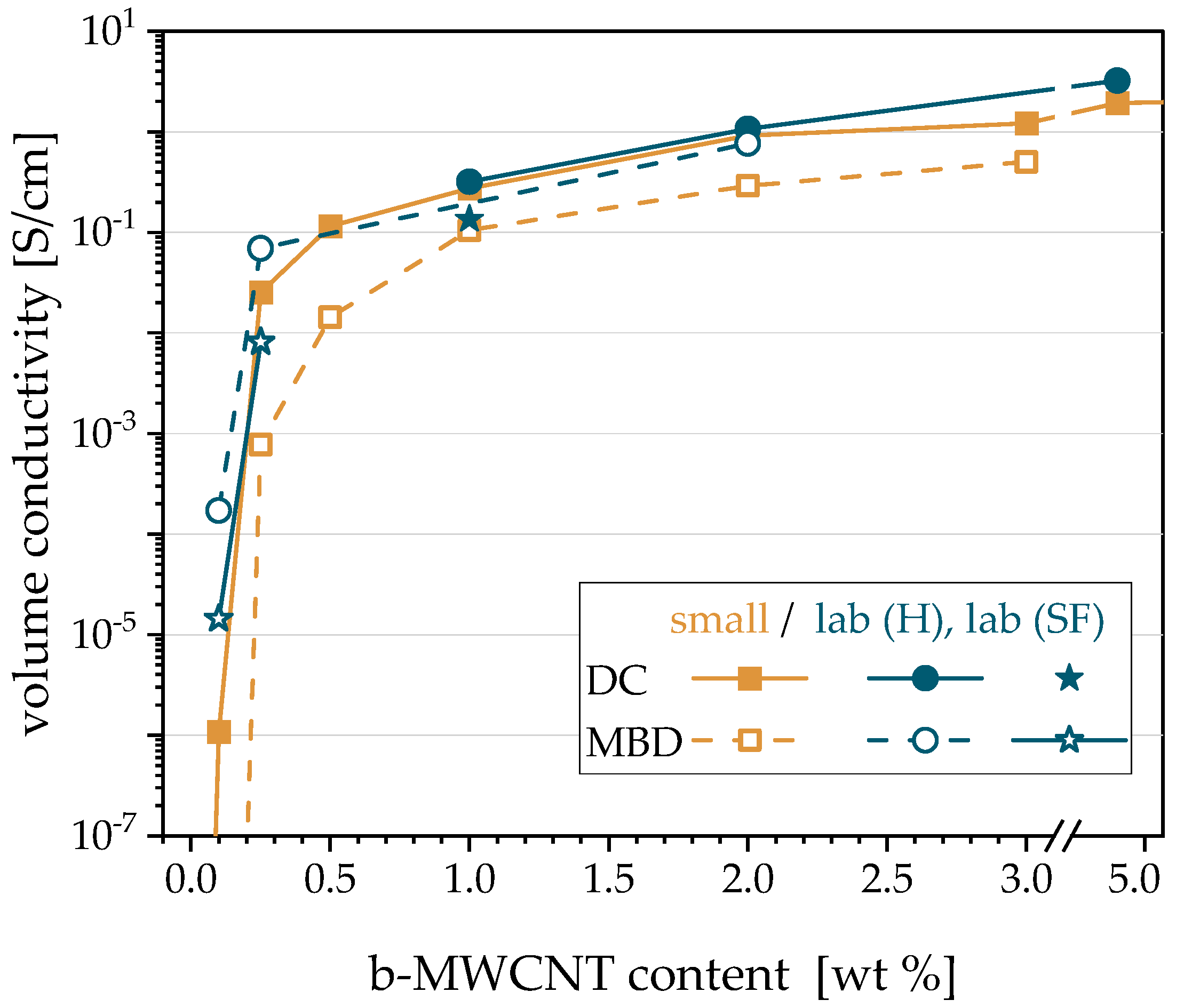
3.2. Influence of the Preparation Procedure on the Electrical Conductivity: Direct Compounding (DC) vs. Masterbatch Dilution (MBD) and Microcompounder vs. Laboratory Extruder
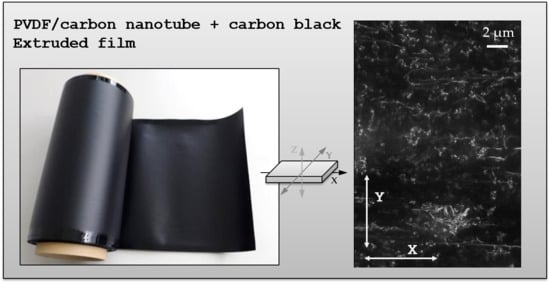
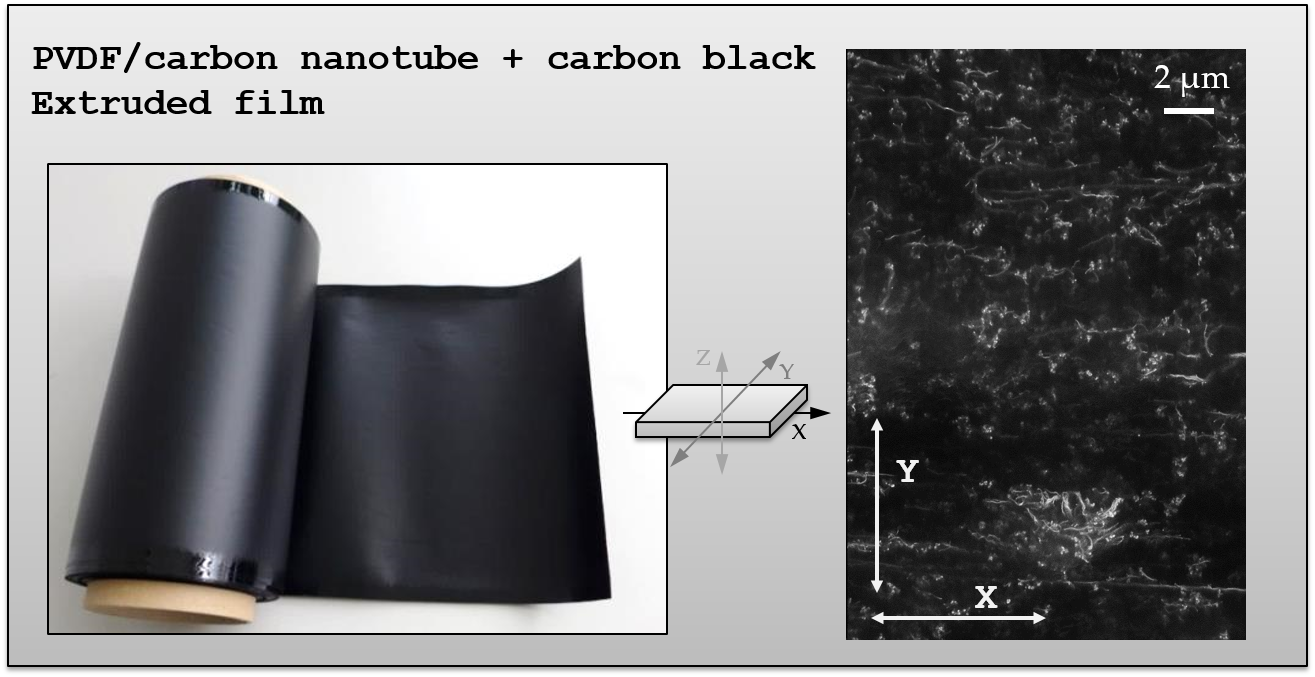
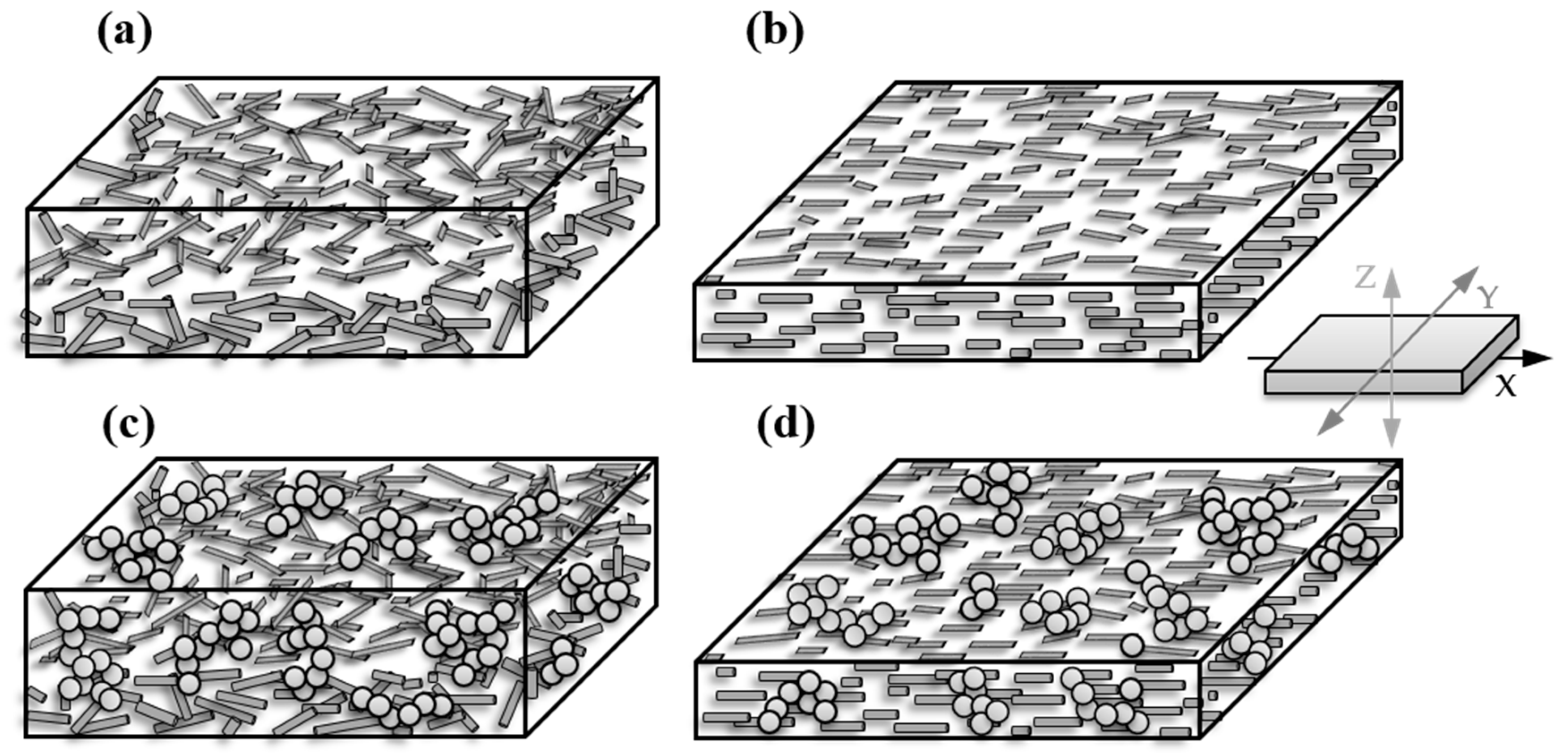
3.3. Direction-Dependent Electrical Conductivity in Compression-Molded Plates and Extruded Films
3.4. Mechanical Properties of Extruded Films
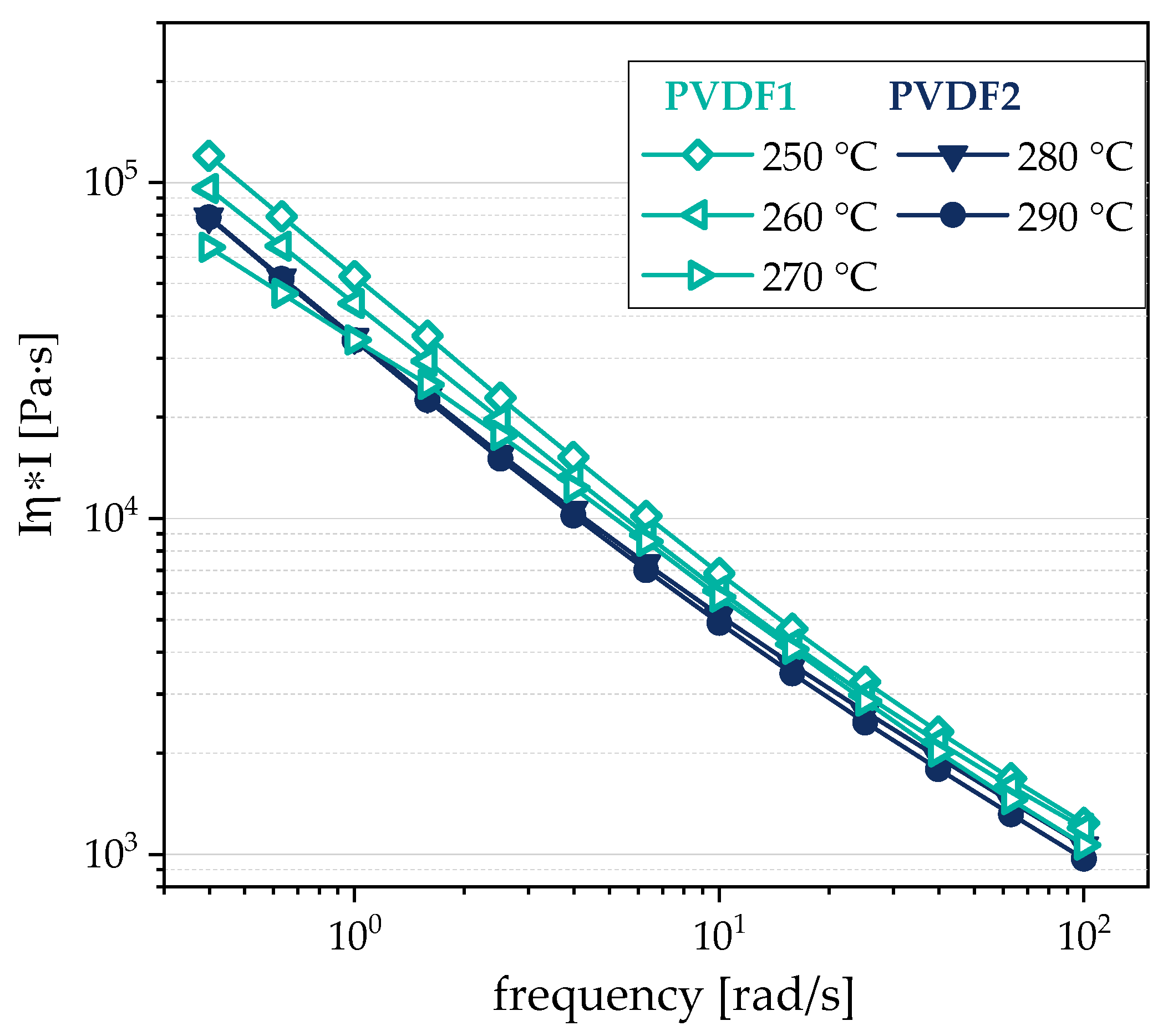
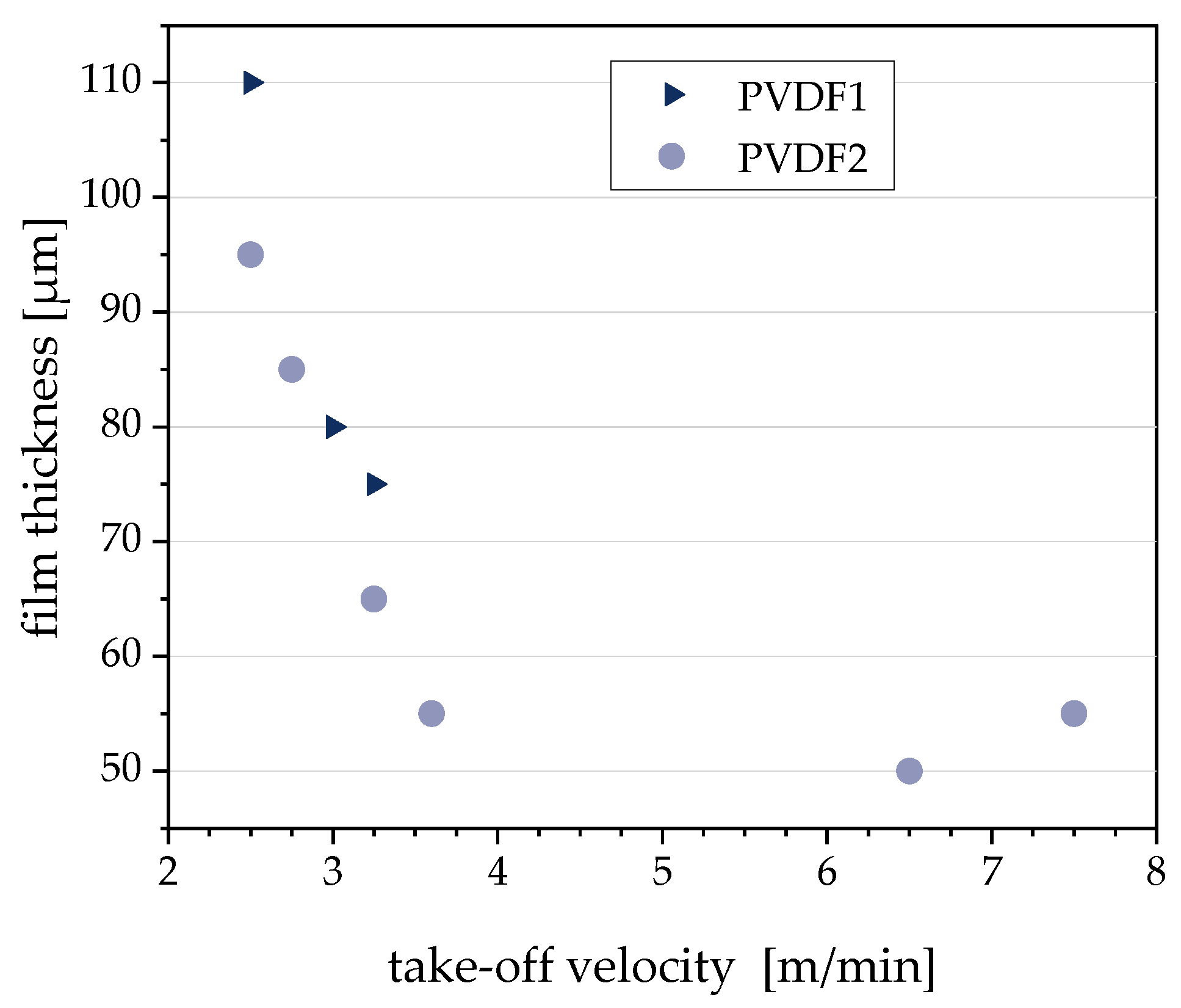
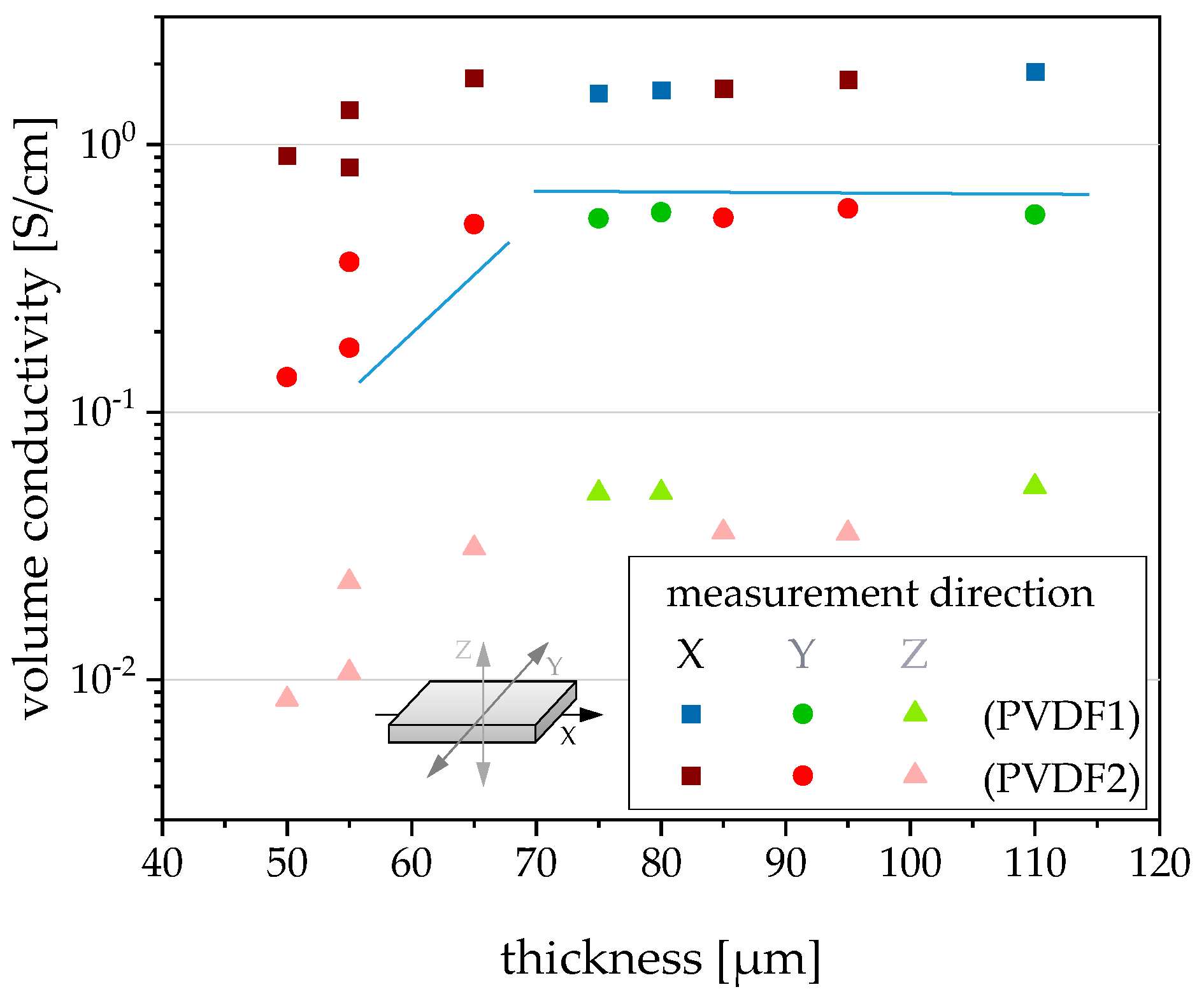
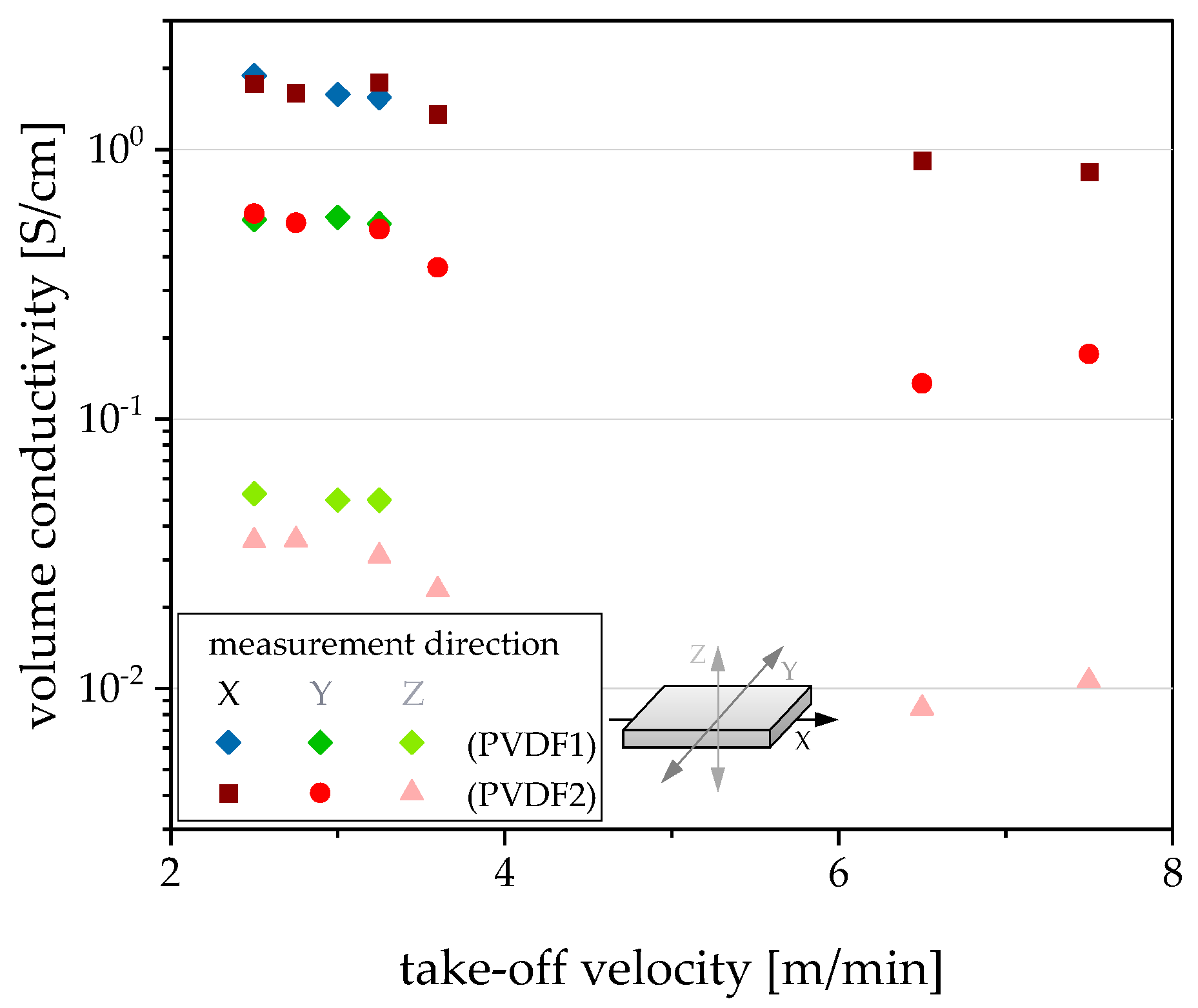
3.5. Variation of Film Extrusion Process Conditions
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Thostenson, E.T.; Ren, Z.; Chou, T.-W. Advances in the science and technology of carbon nanotubes and their composites: A review. Compos. Sci. Technol. 2001, 61, 1899–1912. [Google Scholar] [CrossRef]
- Breuer, O.; Sundararaj, U. Big returns from small fibers: A review of polymer/carbon nanotube composites. Polym. Compos. 2004, 25, 630–645. [Google Scholar] [CrossRef]
- Alig, I.; Pötschke, P.; Lellinger, D.; Skipa, T.; Pegel, S.; Kasaliwal, G.R.; Villmow, T. Establishment, morphology and properties of carbon nanotube networks in polymer melts. Polymer 2012, 53, 4–28. [Google Scholar] [CrossRef]
- Pegel, S.; Pötschke, P.; Petzold, G.; Alig, I.; Dudkin, S.M.; Lellinger, D. Dispersion, agglomeration, and network formation of multiwalled carbon nanotubes in polycarbonate melts. Polymer 2008, 49, 974–984. [Google Scholar] [CrossRef]
- Alig, I.; Skipa, T.; Lellinger, D.; Pötschke, P. Destruction and formation of a carbon nanotube network in polymer melts: Rheology and conductivity spectroscopy. Polymer 2008, 49, 3524–3532. [Google Scholar] [CrossRef]
- Villmow, T.; Pötschke, P.; Pegel, S.; Häussler, L.; Kretzschmar, B. Influence of twin-screw extrusion conditions on the dispersion of multi-walled carbon nanotubes in a poly(lactic acid) matrix. Polymer 2008, 49, 3500–3509. [Google Scholar] [CrossRef]
- Pegel, S.; Villmow, T.; Kasaliwal, G.; Pötschke, P. Polymer-Carbon Nanotube Composites: Melt Processing, Properties and Applications. In Synthetic Polymer-Polymer Composites; Carl Hanser Verlag: Munich, Germany, 2012; pp. 145–191. [Google Scholar]
- Li, J.; Ma, P.C.; Chow, W.S.; To, C.K.; Tang, B.Z.; Kim, J.-K. Correlations between Percolation Threshold, Dispersion State, and Aspect Ratio of Carbon Nanotubes. Adv. Funct. Mater. 2007, 17, 3207–3215. [Google Scholar] [CrossRef]
- Lee, G.-W.; Jagannathan, S.; Chae, H.G.; Minus, M.L.; Kumar, S. Carbon nanotube dispersion and exfoliation in polypropylene and structure and properties of the resulting composites. Polymer 2008, 49, 1831–1840. [Google Scholar] [CrossRef]
- McClory, C.; Chin, S.J.; McNally, T. Polymer/Carbon Nanotube Composites. Aust. J. Chem. 2009, 62, 762–785. [Google Scholar] [CrossRef]
- Müller, M.T.; Krause, B.; Kretzschmar, B.; Pötschke, P. Influence of a supplemental filler in twin-screw extruded PP/CNT composites using masterbatch dilution. In Proceedings of the Europe/Africa Conference Dresden 2017—Polymer Processing Society PPS, Dresden, Germany, 26–29 June 2017; AIP Publishing LLC: Melville, NY, USA, 2019; Volume 2055, p. 090006. [Google Scholar] [CrossRef]
- Müller, M.T.; Krause, B.; Kretzschmar, B.; Pötschke, P. Influence of feeding conditions in twin-screw extrusion of PP/MWCNT composites on electrical and mechanical properties. Compos. Sci. Technol. 2011, 71, 1535–1542. [Google Scholar] [CrossRef]
- Chang, C.-Y.; Hsieh, Y.-M.; Hsu, X.-H. A Basic Experimental Study of Cast Film Extrusion Process for Fabrication of Plastic Microlens Array Device; SPE ANTEC®: Anaheim, CA, USA, 2017. [Google Scholar]
- Duffo, P.; Monasse, B.; Haudin, J.M. Influence of Stretching and Cooling Conditions in Cast Film Extrusion of PP Films. Int. Polym. Process. 1990, 5, 272–283. [Google Scholar] [CrossRef]
- Toshitaka Kanai, G.C. Film Processing Advances; Carl Hanser Verlag: Munich, Germany, 2014; p. 400. [Google Scholar]
- Xiang, D.; Harkin-Jones, E.; Linton, D.; Martin, P. Structure, mechanical, and electrical properties of high-density polyethylene/multi-walled carbon nanotube composites processed by compression molding and blown film extrusion. J. Appl. Polym. Sci. 2015, 132, 42665. [Google Scholar] [CrossRef]
- Kasaliwal, G.R.; Göldel, A.; Pötschke, P.; Heinrich, G. Influences of polymer matrix melt viscosity and molecular weight on MWCNT agglomerate dispersion. Polymer 2011, 52, 1027–1036. [Google Scholar] [CrossRef]
- Socher, R.; Krause, B.; Müller, M.T.; Boldt, R.; Pötschke, P. The influence of matrix viscosity on MWCNT dispersion and electrical properties in different thermoplastic nanocomposites. Polymer 2012, 53, 495–504. [Google Scholar] [CrossRef]
- Pötschke, P.; Villmow, T.; Krause, B. Melt mixed PCL/MWCNT composites prepared at different rotation speeds: Characterization of rheological, thermal, and electrical properties, molecular weight, MWCNT macrodispersion, and MWCNT length distribution. Polymer 2013, 54, 3071–3078. [Google Scholar] [CrossRef]
- Krause, B.; Pötschke, P.; Häußler, L. Influence of small scale melt mixing conditions on electrical resistivity of carbon nanotube-polyamide composites. Compos. Sci. Technol. 2009, 69, 1505–1515. [Google Scholar] [CrossRef]
- Kang, N.W.; Ryu, S.H. Orientation of carbon nanotubes in polypropylene melt. Polym. Int. 2012, 62, 152–157. [Google Scholar] [CrossRef]
- Khan, S.U.; Pothnis, J.R.; Kim, J.-K. Effects of carbon nanotube alignment on electrical and mechanical properties of epoxy nanocomposites. Compos. Part A Appl. Sci. Manuf. 2013, 49, 26–34. [Google Scholar] [CrossRef]
- Mahmood, N.; Anton, A.M.; Gupta, G.; Babur, T.; Knoll, K.; Thurn-Albrecht, T.; Kremer, F.; Beiner, M.; Weidisch, R. Influence of shear processing on morphology orientation and mechanical properties of styrene butadiene triblock copolymers. Polymer 2014, 55, 3782–3791. [Google Scholar] [CrossRef]
- Fritsch, M.; Coeler, M.; Kunz, K.; Krause, B.; Marcinkowski, P.; Pötschke, P.; Wolter, M.; Michaelis, A. Lightweight Polymer-Carbon Composite Current Collector for Lithium-Ion Batteries. Batteries 2020, 6, 60. [Google Scholar] [CrossRef]
- Sulong, A.B.; Park, J. Alignment of multi-walled carbon nanotubes in a polyethylene matrix by extrusion shear flow: Mechanical properties enhancement. J. Compos. Mater. 2010, 45, 931–941. [Google Scholar] [CrossRef]
- Kunz, K.; Krause, B.; Kretzschmar, B.; Levente, J.; Kobsch, O.; Jenschke, W.; Ullrich, M.; Pötschke, P. Direction Dependent Electrical Conductivity of Polymer/Carbon Filler Composites. Polymers 2019, 11, 591. [Google Scholar] [CrossRef] [PubMed]
- Pötschke, P.; Arnaldo, M.H.; Radusch, H.-J. Percolation behaviour and mechanical properties of polycarbonate composites filled with carbon black/carbon nanotube systems. Polimery 2012, 57, 204–211. [Google Scholar] [CrossRef]
- Xiong, Z.-Y.; Zhang, B.-Y.; Wang, L.; Yu, J.; Guo, Z.-X. Modeling the electrical percolation of mixed carbon fillers in polymer blends. Carbon 2014, 70, 233–240. [Google Scholar] [CrossRef]
- Ma, P.-C.; Liu, M.-Y.; Zhang, H.; Wang, S.-Q.; Wang, R.; Wang, K.; Wong, Y.-K.; Tang, B.-Z.; Hong, S.-H.; Paik, K.-W.; et al. Enhanced Electrical Conductivity of Nanocomposites Containing Hybrid Fillers of Carbon Nanotubes and Carbon Black. ACS Appl. Mater. Interfaces 2009, 1, 1090–1096. [Google Scholar] [CrossRef] [PubMed]
- Jouni, M.; Djurado, D.; Massardier, V.; Boiteux, G. A representative and comprehensive review of the electrical and thermal properties of polymer composites with carbon nanotube and other nanoparticle fillers. Polym. Int. 2017, 66, 1237–1251. [Google Scholar] [CrossRef]
- Ke, K.; Pötschke, P.; Wiegand, N.; Krause, B.; Voit, B. Tuning the Network Structure in Poly(vinylidene fluoride)/Carbon Nanotube Nanocomposites Using Carbon Black: Toward Improvements of Conductivity and Piezoresistive Sensitivity. ACS Appl. Mater. Interfaces 2016, 8, 14190–14199. [Google Scholar] [CrossRef]
- Nurul, M.S.; Mariatti, M. Effect of hybrid nanofillers on the thermal, mechanical, and physical properties of polypropylene composites. Polym. Bull. 2012, 70, 871–884. [Google Scholar] [CrossRef]
- Socher, R.; Krause, B.; Hermasch, S.; Wursche, R.; Pötschke, P. Electrical and thermal properties of polyamide 12 composites with hybrid fillers systems of multiwalled carbon nanotubes and carbon black. Compos. Sci. Technol. 2011, 71, 1053–1059. [Google Scholar] [CrossRef]
- Huang, Y.; Ellingford, C.; Bowen, C.; McNally, T.; Wu, D.; Wan, C. Tailoring the electrical and thermal conductivity of multi-component and multi-phase polymer composites. Int. Mater. Rev. 2019, 65, 129–163. [Google Scholar] [CrossRef]
- Li, Y.; Pötschke, P.; Pionteck, J.; Voit, B. Electrical and vapor sensing behaviors of polycarbonate composites containing hybrid carbon fillers. Eur. Polym. J. 2018, 108, 461–471. [Google Scholar] [CrossRef]
- Hilarius, K.; Lellinger, D.; Alig, I.; Villmow, T.; Pegel, S.; Pötschke, P. Influence of shear deformation on the electrical and rheological properties of combined filler networks in polymer melts: Carbon nanotubes and carbon black in polycarbonate. Polymer 2013, 54, 5865–5874. [Google Scholar] [CrossRef]
- Socher, R.; Krause, B.; Boldt, R.; Hermasch, S.; Wursche, R.; Pötschke, P. Melt mixed nano composites of PA12 with MWNTs: Influence of MWNT and matrix properties on macrodispersion and electrical properties. Compos. Sci. Technol. 2011, 71, 306–314. [Google Scholar] [CrossRef]
- Krause, B.; Barbier, C.; Kunz, K.; Pötschke, P. Comparative study of singlewalled, multiwalled, and branched carbon nanotubes melt mixed in different thermoplastic matrices. Polymer 2018, 159, 75–85. [Google Scholar] [CrossRef]
- Villmow, T.; Kretzschmar, B.; Pötschke, P. Influence of screw configuration, residence time, and specific mechanical energy in twin-screw extrusion of polycaprolactone/multi-walled carbon nanotube composites. Compos. Sci. Technol. 2010, 70, 2045–2055. [Google Scholar] [CrossRef]
- Pötschke, P.; Bhattacharyya, A.R.; Janke, A.; Pegel, S.; Leonhardt, A.; Täschner, C.; Ritschel, M.; Roth, S.; Hornbostel, B.; Cech, J. Melt Mixing as Method to Disperse Carbon Nanotubes into Thermoplastic Polymers. Full-Nanotub. Carbon Nanostruct. 2005, 13, 211–224. [Google Scholar] [CrossRef]
- Pötschke, P.; Mothes, F.; Krause, B.; Voit, B. Melt-Mixed PP/MWCNT Composites: Influence of CNT Incorporation Strategy and Matrix Viscosity on Filler Dispersion and Electrical Resistivity. Polymers 2019, 11, 189. [Google Scholar] [CrossRef]
- Mičušík, M.; Omastová, M.; Krupa, I.; Prokeš, J.; Pissis, P.; Logakis, E.; Pandis, C.; Pötschke, P.; Pionteck, J. A comparative study on the electrical and mechanical behaviour of multi-walled carbon nanotube composites prepared by diluting a masterbatch with various types of polypropylenes. J. Appl. Polym. Sci. 2009, 113, 2536–2551. [Google Scholar] [CrossRef]
- Kasaliwal, G.; Villmow, T.; Pegel, S.; Pötschke, P. Influence of material and processing parameters on carbon nanotube dispersion in polymer melts. In Polymer–Carbon Nanotube Composites; Woodhead Publishing: Philadelphia, PA, USA, 2011; pp. 92–132. [Google Scholar]
- Natarajan, T.S.; Eshwaran, S.B.; Stöckelhuber, K.W.; Wießner, S.; Pötschke, P.; Heinrich, G.; Das, A. Strong Strain Sensing Performance of Natural Rubber Nanocomposites. ACS Appl. Mater. Interfaces 2017, 9, 4860–4872. [Google Scholar] [CrossRef]
- Christ, J.F.; Aliheidari, N.; Ameli, A.; Pötschke, P. 3D printed highly elastic strain sensors of multiwalled carbon nanotube/thermoplastic polyurethane nanocomposites. Mater. Des. 2017, 131, 394–401. [Google Scholar] [CrossRef]
- Chung, D. A critical review of piezoresistivity and its application in electrical-resistance-based strain sensing. J. Mater. Sci. 2020, 55, 15367–15396. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Filler Content | σz [S/cm] | σx = y [S/cm] | σx [S/cm] | σy [S/cm] | σz plate/film | σx = y plate/x film | σx = y plate/y film | |
|---|---|---|---|---|---|---|---|---|
| Plates | Films | Plates | Films | Films | ||||
| 1 wt % b-MWCNT [26] | 1.8 × 10−2 | 3.2 × 10−3 | 1.0 × 100 | 5.4 × 10−1 | 1.4 × 10−1 | 6 | 2 | 7 |
| 2 wt % b-MWCNT [26] | 2.7 × 10−2 | 1.7 × 10−2 | 2.3 × 100 | 2.5 × 100 | 6.9 × 10−1 | 2 | 1 | 3 |
| 4 wt % CB [26] | 2.9 × 10−2 | 6.1 × 10−2 | 1.7 × 10−1 | 2.8 × 10−1 | 2.4 × 10−1 | 0.5 | 1 | 1 |
| 5 wt % CB | 5.0 × 10−2 | 1.1 × 10−1 | 2.4 × 10−1 | 2.7 × 10−1 | 2.8 × 10−1 | 0.5 | 1 | 1 |
| 1 wt % b-MWCNT+ 1 wt % CB | 1.5 × 10−2 | 8.0 × 10−3 | 7.1 × 10−1 | 2.9 × 10−1 | 1.2 × 10−1 | 2 | 2 | 6 |
| 1 wt % b-MWCNT+ 2 wt % CB | 3.7 × 10−2 | 2.8 × 10−2 | 1.6 × 100 | 1.1 × 100 | 3.1 × 10−1 | 1 | 1 | 5 |
| 1 wt % b-MWCNT+ 3 wt % CB | 2.4 × 10−2 | 4.9 × 10−2 | 1.4 × 100 | 1.3 × 100 | 3.9 × 10−1 | 0.5 | 1 | 4 |
| 1 wt % b-MWCNT+ 4 wt % CB | 2.4 × 10−2 | 6.9 × 10−2 | 1.4 × 100 | 1.2 × 100 | 5.6 × 10−1 | 0.3 | 1 | 3 |
| Filler Content | Plates | Extruded Films | ||
|---|---|---|---|---|
| σx=y/z | σx/z | σy/z | σx/y | |
| 1 wt % b-MWCNT [26] | 56 | 166 | 42 | 4 |
| 2 wt % b-MWCNT [26] | 84 | 144 | 40 | 4 |
| 4 wt % CB [26] | 6 | 5 | 4 | 1 |
| 5 wt % CB | 5 | 3 | 3 | 1 |
| 1 wt % b-MWCNT+ 1 wt % CB | 47 | 37 | 15 | 2 |
| 1 wt % b-MWCNT+ 2 wt % CB | 43 | 39 | 11 | 3 |
| 1 wt % b-MWCNT+ 3 wt % CB | 58 | 26 | 8 | 3 |
| 1 wt % b-MWCNT+ 4 wt % CB | 58 | 17 | 8 | 2 |
| Filler | Thickness [µm] | Et [MPa] | σB [MPa] | εB [%] |
|---|---|---|---|---|
| unfilled | 100 | 2271 ± 118 (x) | 48.3 ± 0.4 (x) | 60–>100 (x) |
| 2333 ± 48 (y) | 48.9 ± 1.1 (y) | 5.4 ± 1 (y) | ||
| 2 wt % b-MWCNT | 100 | 2673 ± 130 (x) | 47.2 ± 2.3 (x) | 2.7 ± 0 (x) |
| 2021 ± 45 (y) | 28.0 ± 0.6 (y) | 2.3 ± 0 (y) | ||
| 1 wt % b-MWCNT + 1 wt % CB | 100 | 2441 ± 143 (x) | 52.3 ± 1.4 (x) | 7.0 ± 1 (x) |
| 2278 ± 90 (y) | 45.1 ± 1.3 (y) | 5.1 ± 1 (y) | ||
| 1 wt % b-MWCNT + 3 wt % CB | 100 | 2230 ± 13 (x) | 46.7 ± 0.6 (x) | 5.8 ± 0 (x) |
| 2356 ± 116 (y) | 43.0 ± 1.2 (y) | 4.2 ± 0 (y) | ||
| 1 wt % b-MWCNT + 3 wt % CB | 65 | 2105 ± 158 (x) | 39.4 ± 2.5 (x) | 3.9 ± 1 (x) |
| 1557 ± 518 (y) | 30.8 ± 3.0 (y) | 4.1 ± 1 (y) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krause, B.; Kunz, K.; Kretzschmar, B.; Kühnert, I.; Pötschke, P. Effect of Filler Synergy and Cast Film Extrusion Parameters on Extrudability and Direction-Dependent Conductivity of PVDF/Carbon Nanotube/Carbon Black Composites. Polymers 2020, 12, 2992. https://doi.org/10.3390/polym12122992
Krause B, Kunz K, Kretzschmar B, Kühnert I, Pötschke P. Effect of Filler Synergy and Cast Film Extrusion Parameters on Extrudability and Direction-Dependent Conductivity of PVDF/Carbon Nanotube/Carbon Black Composites. Polymers. 2020; 12(12):2992. https://doi.org/10.3390/polym12122992
Chicago/Turabian StyleKrause, Beate, Karina Kunz, Bernd Kretzschmar, Ines Kühnert, and Petra Pötschke. 2020. "Effect of Filler Synergy and Cast Film Extrusion Parameters on Extrudability and Direction-Dependent Conductivity of PVDF/Carbon Nanotube/Carbon Black Composites" Polymers 12, no. 12: 2992. https://doi.org/10.3390/polym12122992
APA StyleKrause, B., Kunz, K., Kretzschmar, B., Kühnert, I., & Pötschke, P. (2020). Effect of Filler Synergy and Cast Film Extrusion Parameters on Extrudability and Direction-Dependent Conductivity of PVDF/Carbon Nanotube/Carbon Black Composites. Polymers, 12(12), 2992. https://doi.org/10.3390/polym12122992