Development of Lightweight and High-Performance Ballistic Helmet Based on Poly(Benzoxazine-co-Urethane) Matrix Reinforced with Aramid Fabric and Multi-Walled Carbon Nanotubes



 and
and
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Nanocomposite Fabrication
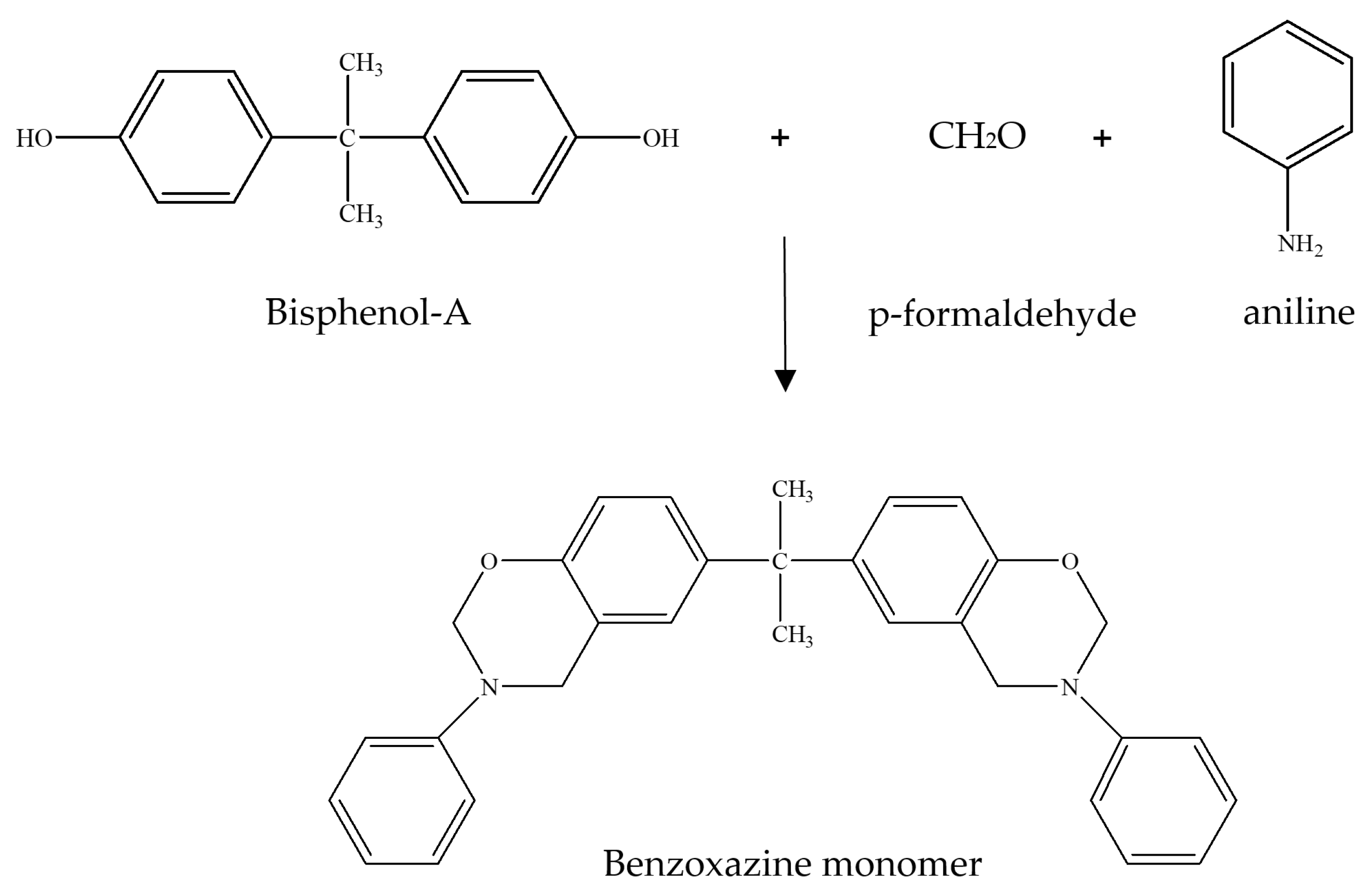
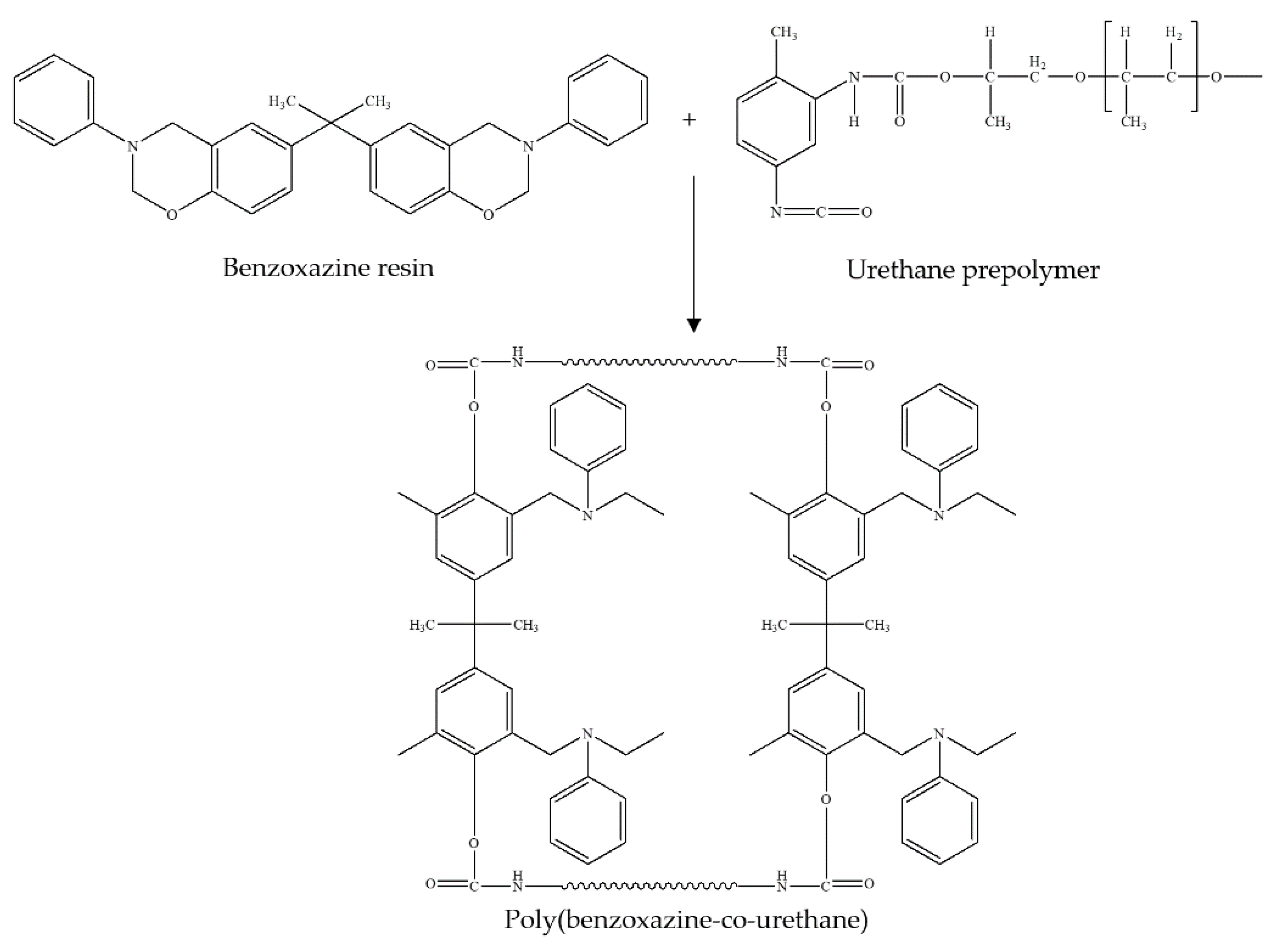
2.2.1. Preparation of BA-A and PU
2.2.2. Preparation of Nanocomposite Laminates
2.3. Characterization
2.4. Computational Modeling
3. Results and Discussion
3.1. Tensile Properties of Nanocomposite Laminates
3.2. Surface Analysis by SEM of Poly(BA-a-co-PU) Matrix Reinforced with Aramid Fabric and MWCNTs
3.3. Ballistic Impact Tests on Nanocomposite Laminates
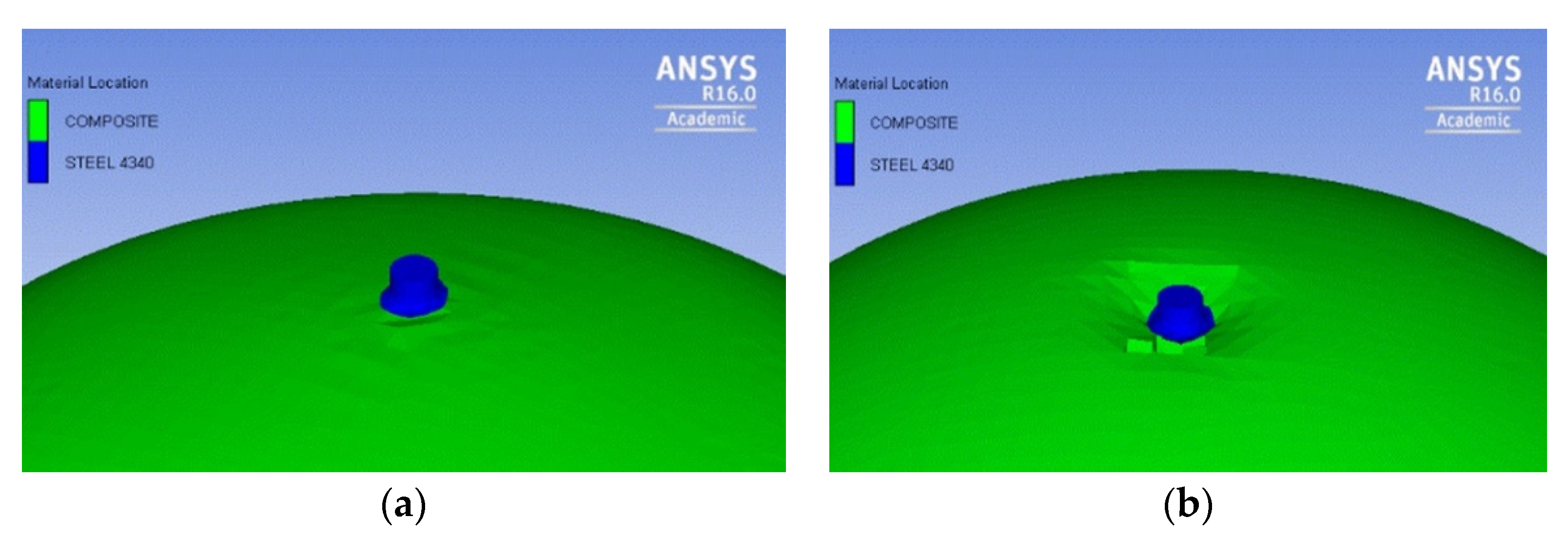
3.4. Modeling of the Composite Panels
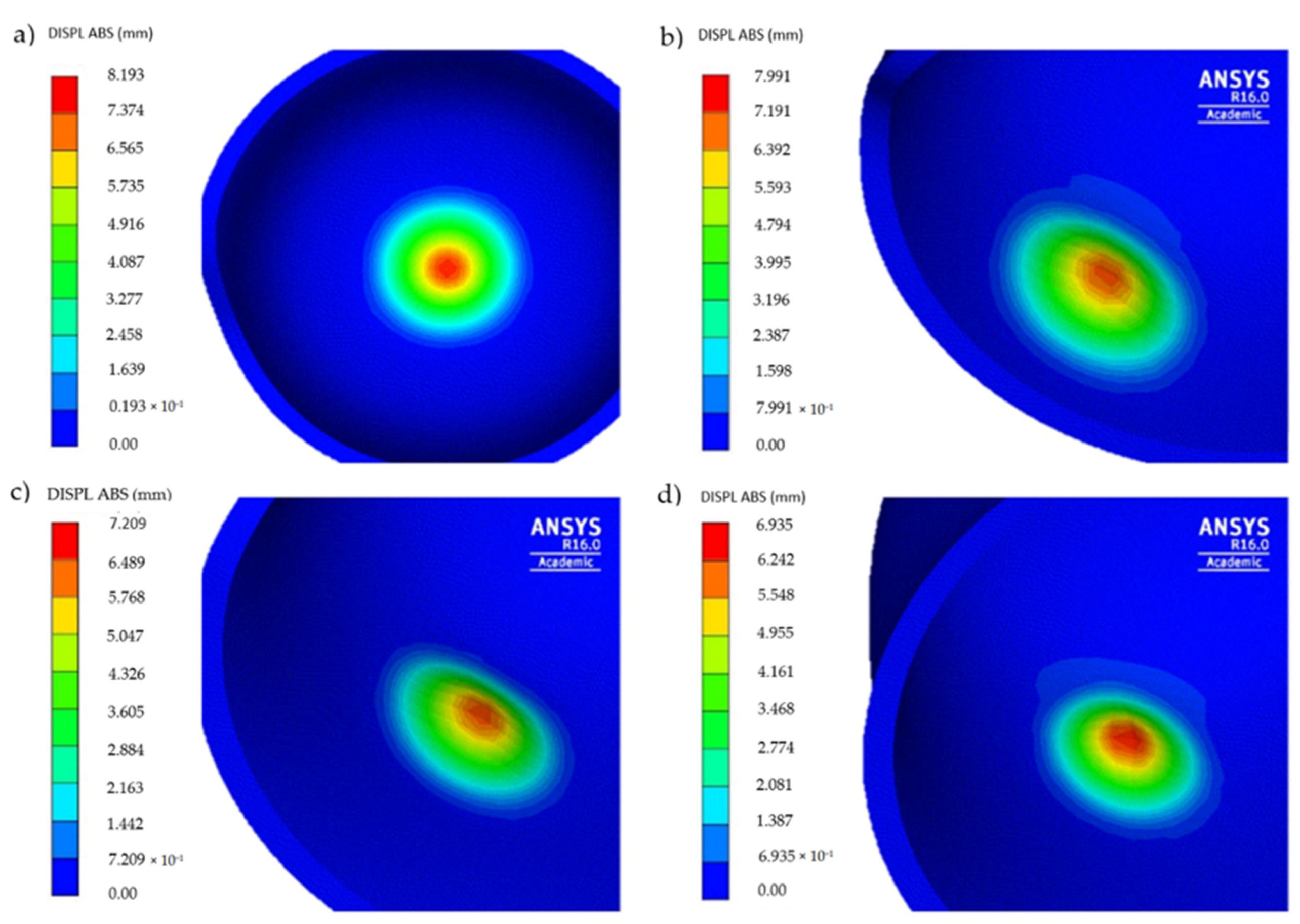
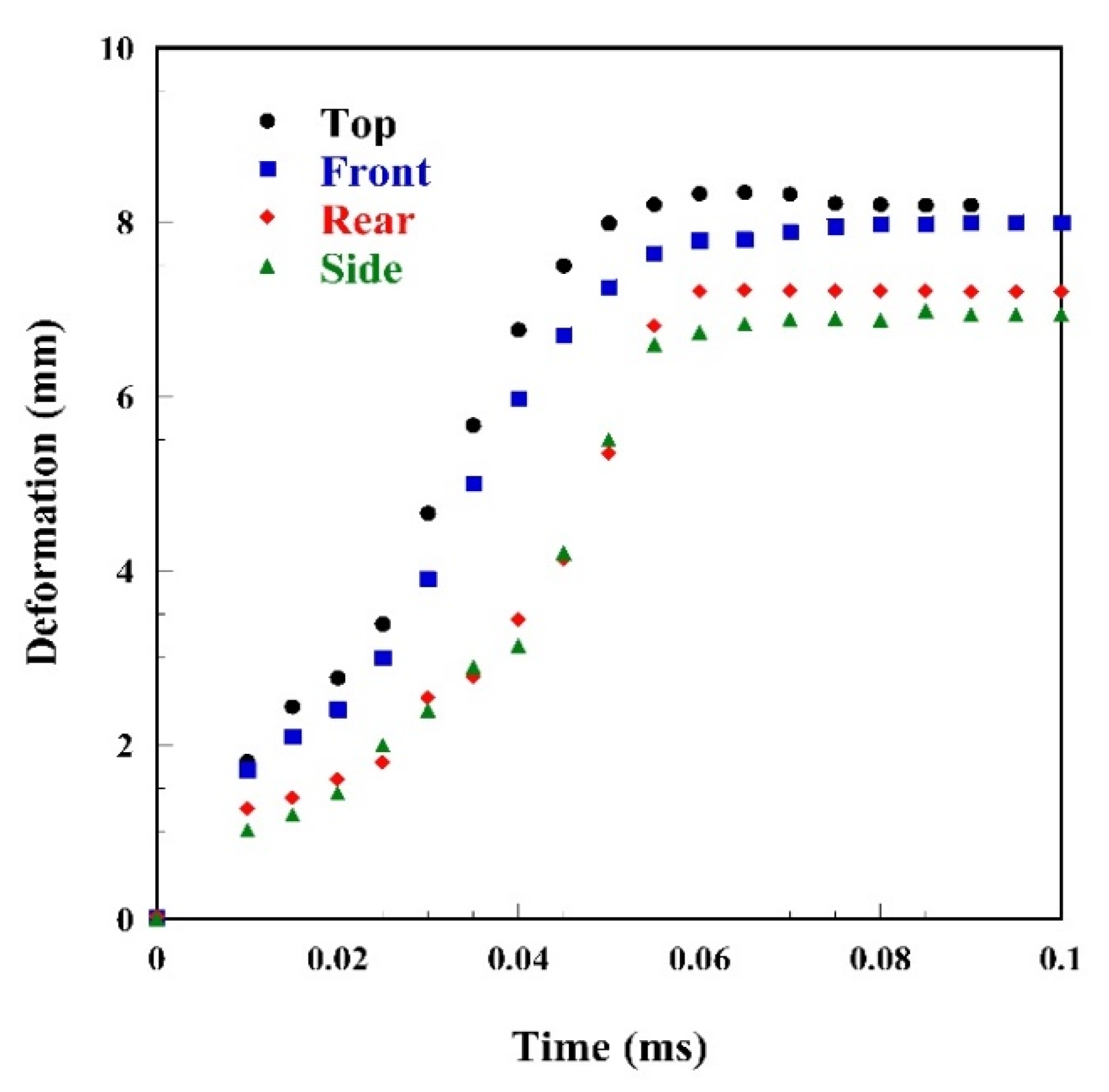
3.5. BFD Prediction of Ballistic Helmet
3.6. Ballistic Limit Prediction of Ballistic Helmet
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- National Research Council. Testing of Body Armor Materials: Phase Iii; The National Academies Press: Washington, DC, USA, 2012. [Google Scholar]
- Rodríguez-Millán, M.; Ito, T.; Loya, J.A.; Olmedo, A.; Miguélez, M.H. Development of Numerical Model for Ballistic Resistance Evaluation of Combat Helmet and Experimental Validation. Mater. Des. 2016, 110, 391–403. [Google Scholar] [CrossRef]
- Kulkarni, S.G.; Gao, X.L.; Horner, S.E.; Zheng, J.Q.; David, N.V. Ballistic Helmets—Their Design, Materials, and Performance against Traumatic Brain Injury. Compos. Struct. 2013, 101, 313–331. [Google Scholar] [CrossRef]
- Okhawilai, M.; Rimdusit, S. Chapter 35—Hard Armor Composites from Ballistic Fiber-Reinforced Polybenzoxazine Alloys. In Advanced and Emerging Polybenzoxazine Science and Technology; Ishida, H., Froimowicz, P., Eds.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 699–723. [Google Scholar]
- Nayak, N.; Sivaraman, P.; Banerjee, A.; Madhu, V.; Dutta, A.L.; Mishra, V.S.; Chakraborty, B.C. Effect of Matrix on the Ballistic Impact of Aramid Fabric Composite Laminates by Armor Piercing Projectiles. Polym. Compos. 2012, 33, 443–450. [Google Scholar] [CrossRef]
- Çallioğlu, H.; Sayer, M.; Demir, E. Impact Behavior of Particles Filled-Glass/Polyester Composite Plate Composite Plates. Polym. Compos. 2011, 32, 1125–1133. [Google Scholar] [CrossRef]
- Jordan, J.B.; Naito, C.J.; Haque, B.Z. Progressive Damage Modeling of Plain Weave E-Glass/Phenolic Composites. Compos. B Eng. 2014, 61, 315–323. [Google Scholar] [CrossRef]
- Okhawilai, M.; Parnklang, T.; Mora, P.; Hiziroglu, S.; Rimdusit, S. The Energy Absorption Enhancement in Aramid Fiber-Reinforced Poly(Benzoxazine-Co-Urethane) Composite Armors under Ballistic Impacts. J. Reinf. Plast. Compos. 2018, 38, 133–146. [Google Scholar] [CrossRef]
- Rimdusit, S.; Mongkhonsi, T.; Kamonchaivanich, P.; Sujirote, K.; Thiptipakorn, S. Effects of Polyol Molecular Weight on Properties of Benzoxazine-Urethane Polymer Alloys. Polym. Eng. Sci. 2008, 48, 2238–2246. [Google Scholar] [CrossRef]
- Costa, U.O.; Nascimento, L.F.C.; Garcia, J.M.; Monteiro, S.N.; Luz, F.S.D.; Pinheiro, W.A.; Garcia Filho, F.D.C. Effect of Graphene Oxide Coating on Natural Fiber Composite for Multilayered Ballistic Armor. Polymers 2019, 11, 1356. [Google Scholar] [CrossRef]
- Zhang, Z.; Gu, Y.; Wang, S.; Li, Q.; Li, M.; Zhang, Z. Enhanced Dielectric and Mechanical Properties in Chlorine-Doped Continuous Cnt Sheet Reinforced Sandwich Polyvinylidene Fluoride Film. Carbon 2016, 107, 405–414. [Google Scholar] [CrossRef]
- Han, L.; Song, Q.; Sun, J.; Li, K.; Lu, Y. The Role of Cnt in Improving the Mechanical Strength Retention Rate of C/C Composites During Heat Treatment. Compos. B Eng. 2020, 187, 107856. [Google Scholar] [CrossRef]
- Bhattacharya, M. Polymer Nanocomposites-a Comparison between Carbon Nanotubes, Graphene, and Clay as Nanofillers. Materials 2016, 9, 262. [Google Scholar] [CrossRef] [PubMed]
- Taraghi, I.; Fereidoon, A.; Mohyeddin, A. The Effect of Mwcnts on the Mechanical Properties of Woven Kevlar/Epoxy Composites. Steel Compos. Struct. 2014, 17, 825–834. [Google Scholar] [CrossRef]
- Laurenzi, S.; Pastore, R.; Giannini, G.; Marchetti, M. Experimental Study of Impact Resistance in Multi-Walled Carbon Nanotube Reinforced Epoxy. Compos. Struct. 2013, 99, 62–68. [Google Scholar] [CrossRef]
- Micheli, D.; Vricella, A.; Pastore, R.; Delfini, A.; Giusti, A.; Albano, M.; Marchetti, M.; Moglie, F.; Primiani, V.M. Ballistic and Electromagnetic Shielding Behaviour of Multifunctional Kevlar Fiber Reinforced Epoxy Composites Modified by Carbon Nanotubes. Carbon 2016, 104, 141–156. [Google Scholar] [CrossRef]
- Mishra, R.; Behera, B.K.; Militky, J. Impact Simulation of Three-Dimensional Woven Kevlar-Epoxy Composites. J. Ind. Text. 2016, 45, 978–994. [Google Scholar] [CrossRef]
- Xing, J.; Du, C.; He, X.; Zhao, Z.; Zhang, C.; Li, Y. Finite Element Study on the Impact Resistance of Laminated and Textile Composites. Polymers 2019, 11, 1798. [Google Scholar] [CrossRef]
- Underwood, J.L. National Institute of Justice Standard for Ballistic Helmets 0106.00. 1981. Available online: https://www.ncjrs.gov/pdffiles1/nij/077182.pdf (accessed on 2 December 2020).
- Padraic, O.D.; Anderson, C.; Friesenhahn, G.J.; Parr, C.H. A Constitutive Formulation for Anisotropic Materials Suitable for Wave Propagation Computer Programs. J. Compos. Mater. 1992, 26, 1860–1884. [Google Scholar]
- Autodyn Library Library Version 16. Available online: https://www.ansys.com/products/structures/ansys-autodyn (accessed on 2 December 2020).
- Tham, C.Y.; Tan, V.B.C.; Lee, H.P. Ballistic Impact of a Kevlar® Helmet: Experiment and Simulations. Int. J. Interpret. Educ. 2008, 35, 304–318. [Google Scholar] [CrossRef]
- Ramadhan, A.A.; Abu Talib, A.R.; Mohd Rafie, A.S.; Zahari, R. High Velocity Impact Response of Kevlar-29/Epoxy and 6061-T6 Aluminum Laminated Panels. Mater. Des. 2013, 43, 307–321. [Google Scholar] [CrossRef]
- Naik, N.K. Analysis of Woven Fabric Composites for Ballistic Protection. In Advanced Fibrous Composite Materials for Ballistic Protection; Chen, X., Ed.; Woodhead Publishing: Sawston, UK, 2016; pp. 217–262. [Google Scholar]
- Bassyouni, M.I.; Abdel-Hamid, S.M.S.; Abdel-Aziz, M.H.; Zoromba, M.S. Mechanical and Viscoelastic Study of Functionalized Mwcnts/Epoxy/Kevlar Composites. Polym. Compos. 2018, 39, E2064–E2073. [Google Scholar] [CrossRef]
- Xiong, J.; Zheng, Z.; Qin, X.; Li, M.; Li, H.; Wang, X. The Thermal and Mechanical Properties of a Polyurethane/Multi-Walled Carbon Nanotube Composite. Carbon 2006, 44, 2701–2707. [Google Scholar] [CrossRef]
- So, H.H.; Cho, J.W.; Sahoo, N.G. Effect of Carbon Nanotubes on Mechanical and Electrical Properties of Polyimide/Carbon Nanotubes Nanocomposites. Eur. Polym. J. 2007, 43, 3750–3756. [Google Scholar] [CrossRef]
- Rejisha, C.P.; Soundararajan, S.; Sivapatham, N.; Palanivelu, K. Effect of Mwcnt on Thermal, Mechanical, and Morphological Properties of Polybutylene Terephthalate/Polycarbonate Blends. J. Polym. 2014, 2014, 157137. [Google Scholar] [CrossRef]
- Sharma, S.; Pathak, A.K.; Singh, V.N.; Teotia, S.; Dhakate, S.R.; Singh, B.P. Excellent Mechanical Properties of Long Multiwalled Carbon Nanotube Bridged Kevlar Fabric. Carbon 2018, 137, 104–117. [Google Scholar] [CrossRef]
- Lee, H.P.; Gong, S.W. Finite Element Analysis for the Evaluation of Protective Functions of Helmets against Ballistic Impact. Comput. Methods Biomech. Biomed. Eng. 2010, 13, 537–550. [Google Scholar] [CrossRef]
- Long Bin, T.; Tse, K.M.; Lee, H.; Tan, V.B.C.; Piang Lim, S. Performance of an Advanced Combat Helmet with Different Interior Cushioning Systems in Ballistic Impact: Experiments and Finite Element Simulations. Int. J. Interpret. Educ. 2012, 50, 99–112. [Google Scholar]
- Palta, E.; Fang, H.; Weggel, D.C. Finite Element Analysis of the Advanced Combat Helmet under Various Ballistic Impacts. Int. J. Interpret. Educ. 2018, 112, 125–143. [Google Scholar] [CrossRef]
- Wang, L.; Cai, Z.; Li, Z.; Dong, J.; Mao, Z.; Xian, C.J. A Study on Protective Performance of Bullet-Proof Helmet under Impact Loading. J. Vibroeng. 2016, 18, 2495–2507. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Lead Core | |||
| (g cm−3) | (m s−1) | ||
| 11.34 | 2006 | 1.429 | 2.74 |
| Copper Jacket | |||
| (g cm−3) | (m s−1) | ||
| 8.93 | 3940 | 1.48 | 1.99 |
| (MPa) | (MPa) | ||||
|---|---|---|---|---|---|
| 792 | 510 | 0.26 | 1 | 0.014 | 1.03 |
| MWCNT Content (wt%) | Tensile Strength (MPa) | Tensile Modulus (gpa) | Energy at Break (j) | Strain at Break (%) |
|---|---|---|---|---|
| 0.000 | 428 ± 40 | 12.9 ± 1.6 | 20.8 ± 2.8 | 4.61 ± 0.2 |
| 0.125 | 433 ± 1 | 13.6 ± 3.1 | 21.5 ± 0.2 | 4.51 ± 0.1 |
| 0.250 | 507 ± 31 | 13.2 ± 0.3 | 28.1 ± 0.8 | 4.52 ± 0.2 |
| 0.500 | 463 ± 6 | 12.9 ± 0.2 | 24.9 ± 2.8 | 4.41 ± 0.2 |
| 1.000 | 433 ± 1 | 13.3 ± 1.8 | 21.3 ± 0.2 | 4.26 ± 0.1 |
| 2.000 | 414 ± 69 | 13.3 ± 0.5 | 21.2 ± 1.4 | 4.10 ± 0.1 |
| Number of Plies | MWCNT Content (wt%) | Impact Velocity (m s−1) | BFD (mm) |
|---|---|---|---|
| 10 | 0 | 333 | Complete penetration |
| 0.25 | 407 | 24 | |
| 0.50 | 397 | Complete penetration | |
| 15 | 0.25 | 408 | 10 |
| 0.50 | 396 | 12 | |
| 20 | 0.25 | 394 | 8 |
| 0.50 | 401 | 11 |
| Parameters | Values | Parameters | Values |
|---|---|---|---|
| Density (g cm−3) | 1.3 | Failure | Material Stress/Strain |
| EOS | Ortho | Tensile failure strain 11 | 0.06 |
| Young’s modulus 11 (kPa) | 1.32 × 107 | Tensile failure strain 22 | 0.06 |
| Young’s modulus 22 (kPa) | 1.32 × 107 | Tensile failure strain 33 | 0.02 |
| Young’s modulus 33 (kPa) | 5.00 × 107 | Post failure option | Orthotropic |
| Poisson ratio 12 | 0.080 | Residual shear stiffness fraction | 0.2 |
| Poisson ratio 23 | 0.698 | Failed in 11, failure mode | 11 only |
| Poisson ratio 31 | 0.080 | Failed in 22, failure mode | 22 only |
| Shear modulus 12 (kPa) | 4.5 × 106 | Failed in 33, failure mode | 33 only |
| Shear modulus 23 (kPa) | 3.5 × 105 | Failed in 12, failure mode | 12 and 11 only |
| Shear modulus 31 (kPa) | 3.5 × 105 | Failed in 23, failure mode | 23 and 11 only |
| Strength | Elastic | Failed in 31, failure mode | 31 and 11 only |
| Shear modulus (kPa) | 4.5 × 106 |
| Results | Experimental | Numerical | Error (%) |
|---|---|---|---|
| Damage area (mm2) | 141 | 131 | 7.1 |
| Depth of deformation (mm) | 8.00 | 8.79 | 9.9 |
| Deformed bullet diameter (mm) | 22.01 | 18.99 | 13.7 |
| Material | Thickness (mm) | Impact Velocity (m s−1) | Back Face Deformation, BFD (mm) | Ref. | |||
|---|---|---|---|---|---|---|---|
| Crown | Front | Back | Side | ||||
| Aramid Laminate | 6.94 | 358 | 8.19 | 7.99 | 7.21 | 6.94 | Present study |
| >20 plies | 425 | 10.33 | 10.1 | 9.67 | 5.13 | [2] | |
| 10 | 370 | - | 33.2 | 24.7 | 27.4 | [32] | |
| 7.5 | 426 | - | 11.2 | 10.5 | 8.4 | [33] | |
| N/A | 358 | - | 17 | - | 16 | [31] | |
| Impact | Impact Velocity (m s−1) | Result |
|---|---|---|
| 1 | 595 | Partial penetration |
| 2 | 610 | Partial penetration |
| 3 | 625 | Partial penetration |
| 4 | 640 | Complete penetration |
| 5 | 655 | Complete penetration |
| 6 | 670 | Complete penetration |
| Ballistic limit (m s−1) | 632 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Daungkumsawat, J.; Okhawilai, M.; Charoensuk, K.; Prastowo, R.B.; Jubsilp, C.; Karagiannidis, P.; Rimdusit, S. Development of Lightweight and High-Performance Ballistic Helmet Based on Poly(Benzoxazine-co-Urethane) Matrix Reinforced with Aramid Fabric and Multi-Walled Carbon Nanotubes. Polymers 2020, 12, 2897. https://doi.org/10.3390/polym12122897
Daungkumsawat J, Okhawilai M, Charoensuk K, Prastowo RB, Jubsilp C, Karagiannidis P, Rimdusit S. Development of Lightweight and High-Performance Ballistic Helmet Based on Poly(Benzoxazine-co-Urethane) Matrix Reinforced with Aramid Fabric and Multi-Walled Carbon Nanotubes. Polymers. 2020; 12(12):2897. https://doi.org/10.3390/polym12122897
Chicago/Turabian StyleDaungkumsawat, Jusmin, Manunya Okhawilai, Krittapas Charoensuk, Radhitya Banuaji Prastowo, Chanchira Jubsilp, Panagiotis Karagiannidis, and Sarawut Rimdusit. 2020. "Development of Lightweight and High-Performance Ballistic Helmet Based on Poly(Benzoxazine-co-Urethane) Matrix Reinforced with Aramid Fabric and Multi-Walled Carbon Nanotubes" Polymers 12, no. 12: 2897. https://doi.org/10.3390/polym12122897
APA StyleDaungkumsawat, J., Okhawilai, M., Charoensuk, K., Prastowo, R. B., Jubsilp, C., Karagiannidis, P., & Rimdusit, S. (2020). Development of Lightweight and High-Performance Ballistic Helmet Based on Poly(Benzoxazine-co-Urethane) Matrix Reinforced with Aramid Fabric and Multi-Walled Carbon Nanotubes. Polymers, 12(12), 2897. https://doi.org/10.3390/polym12122897