Mechanical Properties of Natural-Fiber-Reinforced Biobased Epoxy Resins Manufactured by Resin Infusion Process



Abstract
1. Introduction
2. Experimental
2.1. Materials
2.2. Manufacturing of Biolaminates
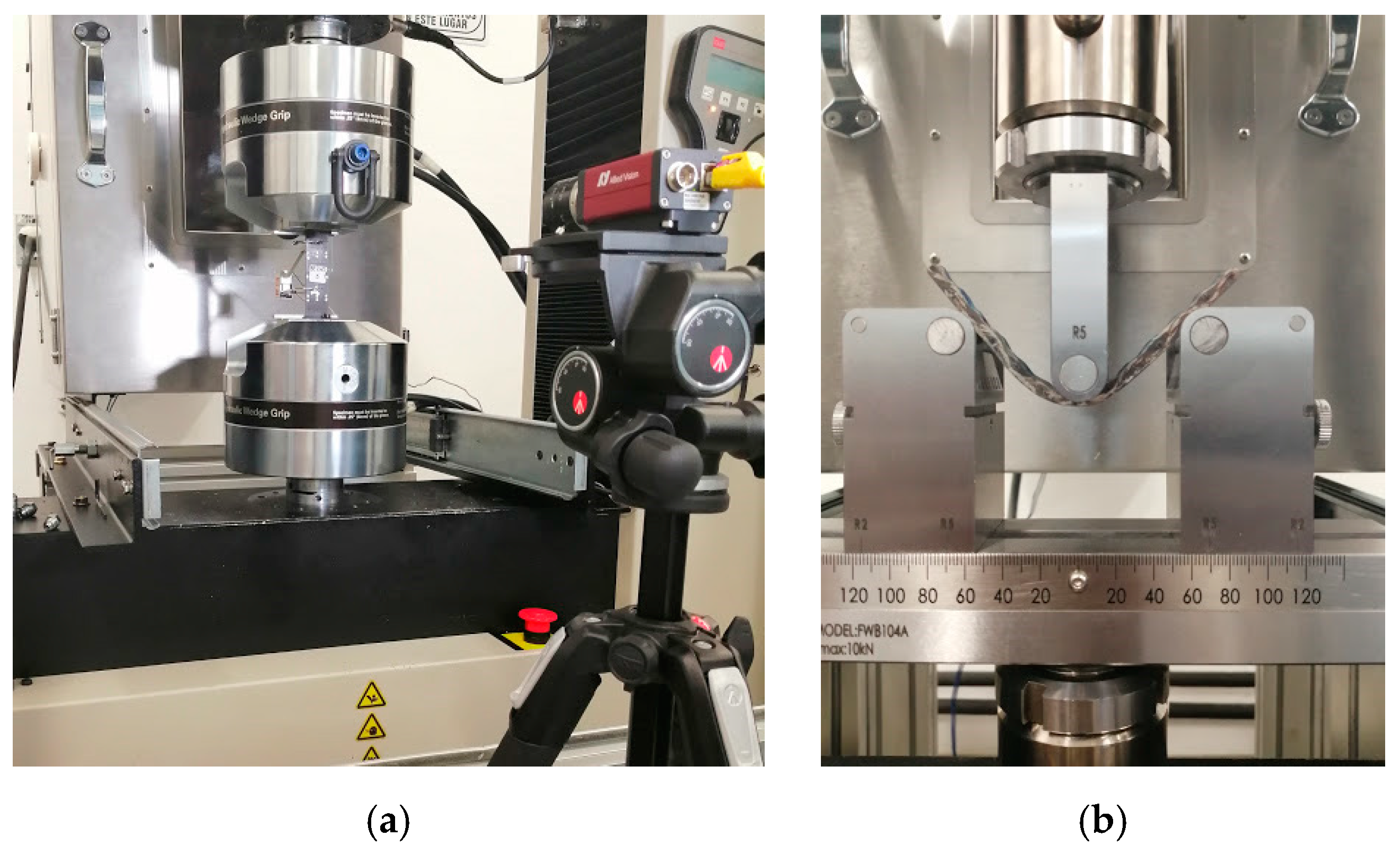
2.3. Mechanical Testing for Biolaminates
3. Results and Discussion
3.1. Tensile Properties of Biolaminates
3.2. Bending Properties of Biolaminates
3.3. Discussion of Overall Mechanical Performance of Biolaminates
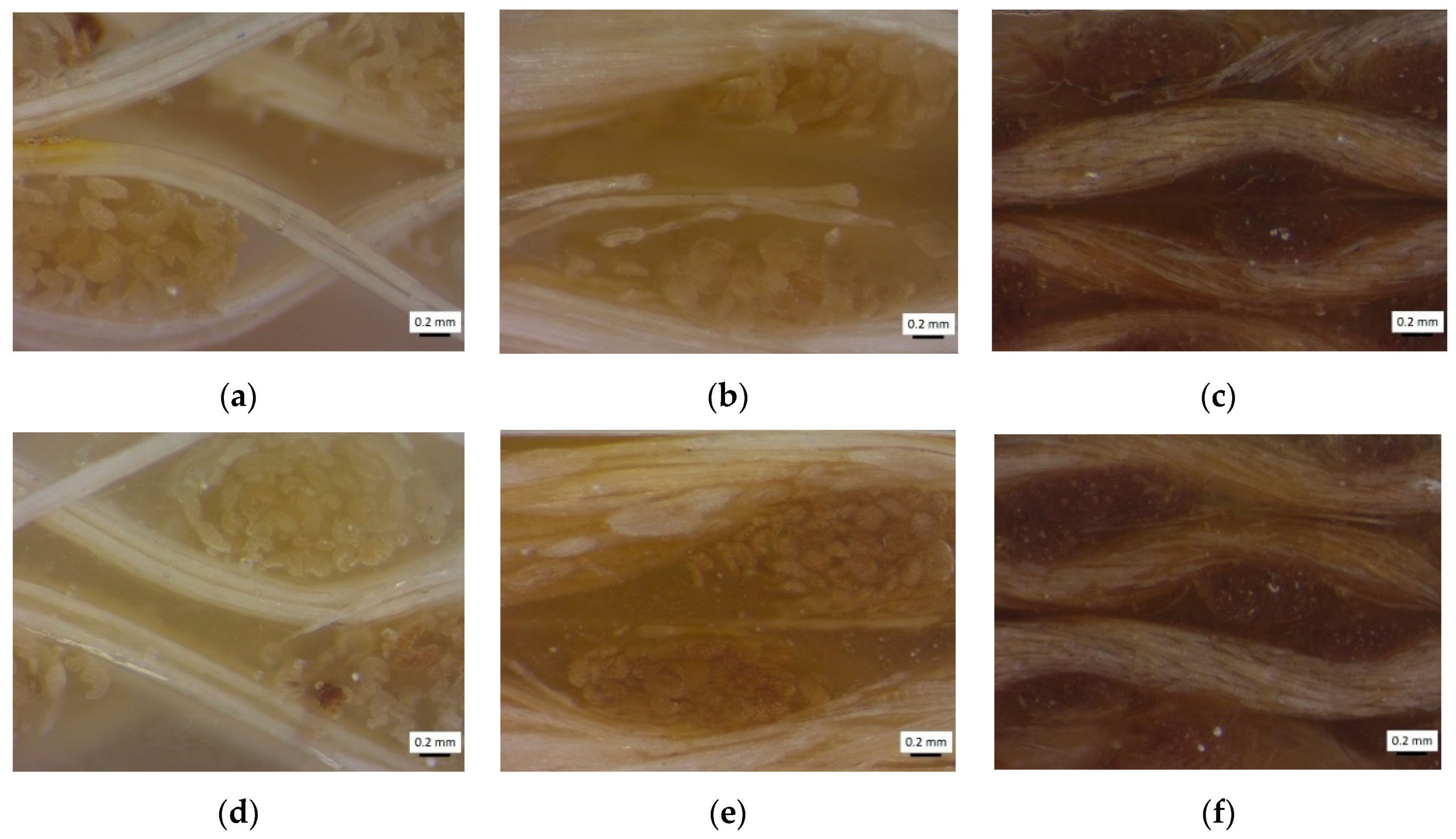
3.4. Failure Evaluation of Tensile Specimens
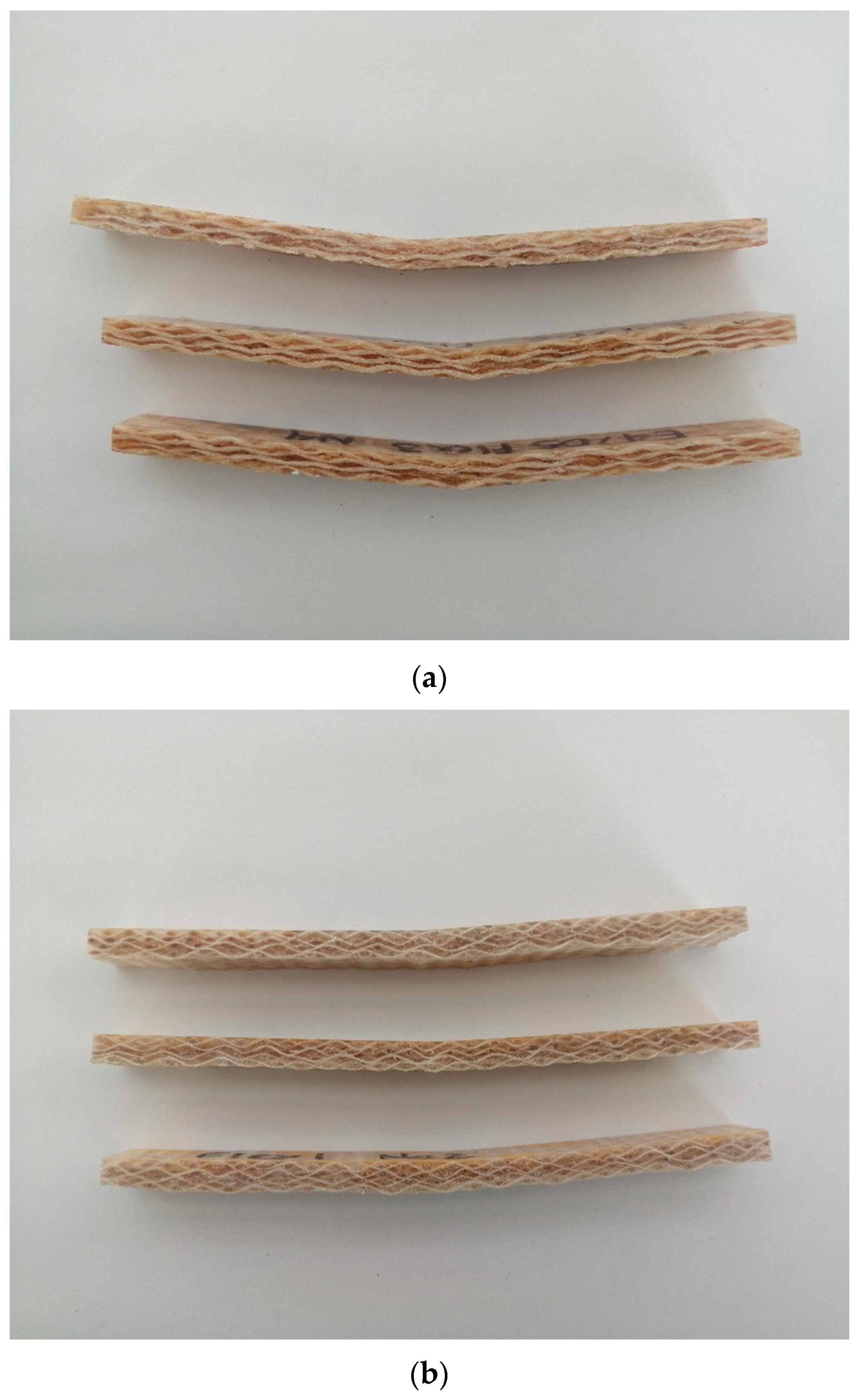
3.5. Failure Evaluation of Bending Specimens
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Castro, A.C.M.; Carvalho, J.; Ribeiro, M.C.S.; Meixedo, J.P.; Silva, F.J.; Fiúza, A.; Dinis, M.D.L. An integrated recycling approach for GFRP pultrusion wastes: Recycling and reuse assessment into new composite materials using Fuzzy Boolean Nets. J. Clean. Prod. 2014, 66, 420–430. [Google Scholar] [CrossRef]
- Aono, Y.; Murae, S.; Kubo, T. Static Mechanical Properties of GFRP Laminates with Waste GFRP Interleaf. Procedia Eng. 2011, 10, 2080–2085. [Google Scholar] [CrossRef]
- Ramesh, M.; Palanikumar, K.; Reddy, K.H. Comparative Evaluation on Properties of Hybrid Glass Fiber- Sisal/Jute Reinforced Epoxy Composites. Procedia Eng. 2013, 51, 745–750. [Google Scholar] [CrossRef]
- Geng, Z.; Yang, S.; Zhang, L.; Huang, Z.; Pan, Q.; Li, J.; Weng, J.; Bao, J.; You, Z.; He, Y.; et al. Self-Extinguishing Resin Transfer Molding Composites Using Non-Fire-Retardant Epoxy Resin. Materials 2018, 11, 2554. [Google Scholar] [CrossRef]
- Mihaich, E.; Friederich, U.; Caspers, N.; Hall, A.T.; Klecka, G.M.; Dimond, S.S.; Staples, C.A.; Ortego, L.S.; Hentges, S.G. Acute and chronic toxicity testing of bisphenol A with aquatic invertebrates and plants. Ecotoxicol. Environ. Saf. 2009, 72, 1392–1399. [Google Scholar] [CrossRef]
- Kuo, P.-Y.; Sain, M.; Yan, N. Synthesis and characterization of an extractive-based bio-epoxy resin from beetle infested Pinus contorta bark. Green Chem. 2014, 16, 3483–3493. [Google Scholar] [CrossRef]
- Nikafshar, S.; Zabihi, O.; Hamidi, S.; Moradi, Y.; Barzegar, S.; Ahmadi, M.; Naebe, M. A renewable bio-based epoxy resin with improved mechanical performance that can compete with DGEBA. RSC Adv. 2017, 7, 8694–8701. [Google Scholar] [CrossRef]
- Ali, A.; Shaker, K.; Nawab, Y.; Ashraf, M.; Basit, A.; Shahid, S.; Umair, M. Impact of hydrophobic treatment of jute on moisture regain and mechanical properties of composite material. J. Reinf. Plast. Compos. 2015, 34, 2059–2068. [Google Scholar] [CrossRef]
- Koyuncu, M.; Karahan, M.; Karahan, N.; Shaker, K.; Nawab, Y. Static and Dynamic Mechanical Properties of Cotton/Epoxy Green Composites. Fibres Text. East. Eur. 2016, 24, 105–111. [Google Scholar] [CrossRef]
- Rehman, M.M.; Zeeshan, M.; Shaker, K.; Nawab, Y. Effect of micro-crystalline cellulose particles on mechanical properties of alkaline treated jute fabric reinforced green epoxy composite. Cellulose 2019, 26, 9057–9069. [Google Scholar] [CrossRef]
- Jabbar, A.; Militký, J.; Kale, B.M.; Rwawiire, S.; Nawab, Y.; Baheti, V. Modeling and analysis of the creep behavior of jute/green epoxy composites incorporated with chemically treated pulverized nano/micro jute fibers. Ind. Crop. Prod. 2016, 84, 230–240. [Google Scholar] [CrossRef]
- Prileschajew, N. Oxydation ungesättigter Verbindungen mittels organischer Superoxyde. Ber. Dtsch. Chem. Ges. 1909, 42, 4811–4815. [Google Scholar] [CrossRef]
- Jawaid, M.; Khalil, H.A.; Hassan, A.; Dungani, R.; Hadiyane, A. Effect of jute fibre loading on tensile and dynamic mechanical properties of oil palm epoxy composites. Compos. Part B Eng. 2013, 45, 619–624. [Google Scholar] [CrossRef]
- Salman, S.D. Effects of jute fibre content on the mechanical and dynamic mechanical properties of the composites in structural applications. Def. Technol. 2019, 16, 1098–1105. [Google Scholar] [CrossRef]
- Cicala, G.; Pergolizzi, E.; Piscopo, F.; Carbone, D.C.; Recca, G. Hybrid composites manufactured by resin infusion with a fully recyclable bioepoxy resin. Compos. Part B Eng. 2018, 132, 69–76. [Google Scholar] [CrossRef]
- Li, W.; Krehl, J.; Gillespie, J.W.; Heider, D.; Endrulat, M.; Hochrein, K.; Dunham, M.G.; Dubois, C.J. Process and Performance Evaluation of the Vacuum-Assisted Process. J. Compos. Mater. 2004, 38, 1803–1814. [Google Scholar] [CrossRef]
- Hsiao, K.-T.; Heider, D. Vacuum assisted resin transfer molding (VARTM) in polymer matrix composites. Manuf. Tech. Polym. Matrix Compos. 2012, 310–347. [Google Scholar] [CrossRef]
- Puglia, D.; Biagiotti, J.; Kenny, J.M. A Review on Natural Fibre-Based Composites—Part II. J. Nat. Fibers 2005, 1, 23–65. [Google Scholar] [CrossRef]
- Sreenivasan, S.; Sulaiman, S.; Ariffin, M.K.A.M.; Baharudin, B.H.T.; Khalina, A. Physical Properties of Novel Kenaf Short Fiber Reinforced Bulk Molding Compounds (BMC) For Compression Moulding. Mater. Today Proc. 2018, 5, 1226–1232. [Google Scholar] [CrossRef]
- Holmes, M. Aerospace looks to composites for solutions. Reinf. Plast. 2017, 61, 237–241. [Google Scholar] [CrossRef]
- González, C.; Vilatela, J.; Molina-Aldareguía, J.; Lopes, C.; Llorca, J. Structural composites for multifunctional applications: Current challenges and future trends. Prog. Mater. Sci. 2017, 89, 194–251. [Google Scholar] [CrossRef]
- Hossain, R.; Islam, A.; Van Vuurea, A.; Verpoest, I. Tensile Behavior of Environment Friendly Jute Epoxy Laminated Composite. Procedia Eng. 2013, 56, 782–788. [Google Scholar] [CrossRef]
- Hachemane, B.; Zitoune, R.; Bezzazi, B.; Bouvet, C. Sandwich composites impact and indentation behaviour study. Compos. Part B Eng. 2013, 51, 1–10. [Google Scholar] [CrossRef]
- Akil, H.; Omar, M.; Mazuki, A.; Safiee, S.; Ishak, Z.; Abu Bakar, A.; Akil, H.M.; Omar, M.F.; Mazuki, A.A.M.; Safiee, S.; et al. Kenaf fiber reinforced composites: A review. Mater. Des. 2011, 32, 4107–4121. [Google Scholar] [CrossRef]
- Lim, J.K. Stress corrosion cracking (SCC) in polymer composites. In Stress Corrosion Cracking; Raja, V.S., Shoji, T.B.T.-S.C.C., Eds.; Woodhead Publishing: Cambridge, UK, 2011; pp. 485–536. ISBN 978-1-84569-673-3. [Google Scholar]
- Chand, N.; Fahim, M.B.T.-T. (Eds.) Natural fibers and their Composites. In Woodhead Publishing Series in Composites Science and Engineering; Woodhead Publishing: Cambridge, UK, 2008; pp. 1–58. ISBN 978-1-84569-393-0. [Google Scholar]
- Márquez, A.; Cazaurang, N.; González, I.; Colunga-GarciaMarin, P. Extraction of chemical cellulose from the fibers of Agave lechuguilla Torr. Econ. Bot. 1996, 50, 465–468. [Google Scholar] [CrossRef]
- Hernandez, C.; Rosa, D. Extraction of cellulose nanowhiskers: Natural fibers source, methodology and application. In Polymer Science: Research Advances, Practical Applicational and Educational Aspects; Formatex Reasearch Center: Norristown, PA, USA, 2016; pp. 232–242. ISBN 978-84-942134-8-9. [Google Scholar]
- Adhikari, R.K.; Gowda, B.K. Exploration of mechanical properties of banana/jute hybrid polyester composite. Mater. Today Proc. 2017, 4, 7171–7176. [Google Scholar] [CrossRef]
- Gon, D.; Das, K.; Paul, P.; Maity, S. Jute Composites as Wood Substitute. Int. J. Text. Sci. 2013, 1, 84–93. [Google Scholar] [CrossRef]
- Jawaid, M.; Khalil, H.A.; Bakar, A.A. Woven hybrid composites: Tensile and flexural properties of oil palm-woven jute fibres based epoxy composites. Mater. Sci. Eng. A 2011, 528, 5190–5195. [Google Scholar] [CrossRef]
- Mishra, V.; Biswas, S. Physical and Mechanical Properties of Bi-directional Jute Fiber Epoxy Composites. Procedia Eng. 2013, 51, 561–566. [Google Scholar] [CrossRef]
- Rong, M.Z.; Zhang, M.Q.; Liu, Y.; Yang, G.C.; Zeng, H.M. The effect of fiber treatment on the mechanical properties of unidirectional sisal-reinforced epoxy composites. Compos. Sci. Technol. 2001, 61, 1437–1447. [Google Scholar] [CrossRef]
- Padmavathi, T.; Naidu, S.V.; Rao, R. Studies on Mechanical Behavior of Surface Modified Sisal Fibre–Epoxy Composites. J. Reinf. Plast. Compos. 2012, 31, 519–532. [Google Scholar] [CrossRef]
- Gupta, M.; Srivastava, R. Properties of sisal fibre reinforced epoxy composite. Indian J. Fibre Text. Res. 2016, 41, 235–241. [Google Scholar]
- Gupta, M.; Srivastava, R. Tensile and Flexural Properties of Sisal Fibre Reinforced Epoxy Composite: A Comparison between Unidirectional and Mat form of Fibres. Procedia Mater. Sci. 2014, 5, 2434–2439. [Google Scholar] [CrossRef]
- Chokshi, S.; Gohil, P.; Patel, D. Experimental investigations of bamboo, cotton and viscose rayon fiber reinforced Unidirectional composites. Mater. Today Proc. 2020, 28, 498–503. [Google Scholar] [CrossRef]
- Elanchezhian, C.; Ramnath, B.V.; Ramakrishnan, G.; Rajendrakumar, M.; Naveenkumar, V.; Saravanakumar, M. Review on mechanical properties of natural fiber composites. Mater. Today Proc. 2018, 5, 1785–1790. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
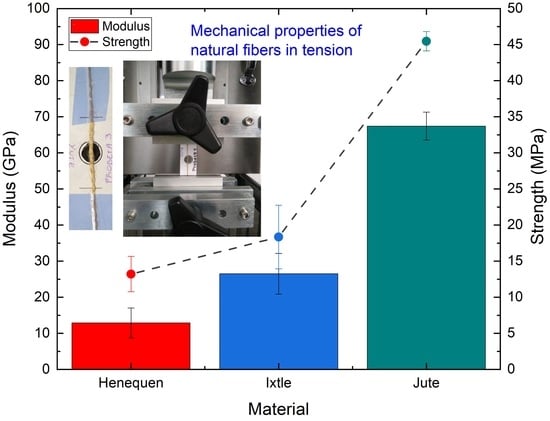
| Parameter | Henequen | Ixtle | Jute |
|---|---|---|---|
| Ultimate stress (MPa) | 13.21 ± 2.45 | 18.34 ± 4.41 | 45.46 ± 1.34 |
| Modulus of elasticity (GPa) | 12.92 ± 4.12 | 26.51 ± 5.65 | 67.42 ± 3.85 |
| Cellulose content (%) * | 60.00–73.00 | 46.00–48.00 | 64.40–70.01 |
| Hemicellulose content (%) * | 10.00–14.00 | 17.00–20.00 | 12.00–13.00 |
| Lignin content (%) * | 11.40–19.5 | 11.00–12.00 | 11.80–14.10 |
| Density (g/cm3) | 1.12 ± 0.009 | 1.02 ± 0.003 | 1.23 ± 0.001 |
| Material | Young Modulus (GPa) | Maximum Strength (MPa) | Elongation (%) | Flexural Modulus (GPa) | Bending Strength (MPa) | Flexural Strain (%) |
|---|---|---|---|---|---|---|
| EVO | 3.4 | 68 | 6.5 | 3.2 | 117 | 8.5 |
| GP | 3.2 | 50 | 1.6 | 3.3 | 114 | 4.7 |
| Material | Fiber Fraction (%) | Resin Fraction (%) | Void Fraction (%) |
|---|---|---|---|
| Hen/EVO | 24.60 | 75.30 | 0.10 |
| Ixt/EVO | 16.81 | 83.10 | 0.09 |
| Jute/EVO | 25.55 | 74.31 | 0.14 |
| Hen/GP | 24.80 | 75.11 | 0.09 |
| Ixt/GP | 15.42 | 84.51 | 0.07 |
| Jute/GP | 29.00 | 70.90 | 0.10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Torres-Arellano, M.; Renteria-Rodríguez, V.; Franco-Urquiza, E. Mechanical Properties of Natural-Fiber-Reinforced Biobased Epoxy Resins Manufactured by Resin Infusion Process. Polymers 2020, 12, 2841. https://doi.org/10.3390/polym12122841
Torres-Arellano M, Renteria-Rodríguez V, Franco-Urquiza E. Mechanical Properties of Natural-Fiber-Reinforced Biobased Epoxy Resins Manufactured by Resin Infusion Process. Polymers. 2020; 12(12):2841. https://doi.org/10.3390/polym12122841
Chicago/Turabian StyleTorres-Arellano, Mauricio, Victoria Renteria-Rodríguez, and Edgar Franco-Urquiza. 2020. "Mechanical Properties of Natural-Fiber-Reinforced Biobased Epoxy Resins Manufactured by Resin Infusion Process" Polymers 12, no. 12: 2841. https://doi.org/10.3390/polym12122841
APA StyleTorres-Arellano, M., Renteria-Rodríguez, V., & Franco-Urquiza, E. (2020). Mechanical Properties of Natural-Fiber-Reinforced Biobased Epoxy Resins Manufactured by Resin Infusion Process. Polymers, 12(12), 2841. https://doi.org/10.3390/polym12122841