Enhancement of Hydrotropic Fractionation of Poplar Wood Using Autohydrolysis and Disk Refining Pretreatment: Morphology and Overall Chemical Characterization



Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
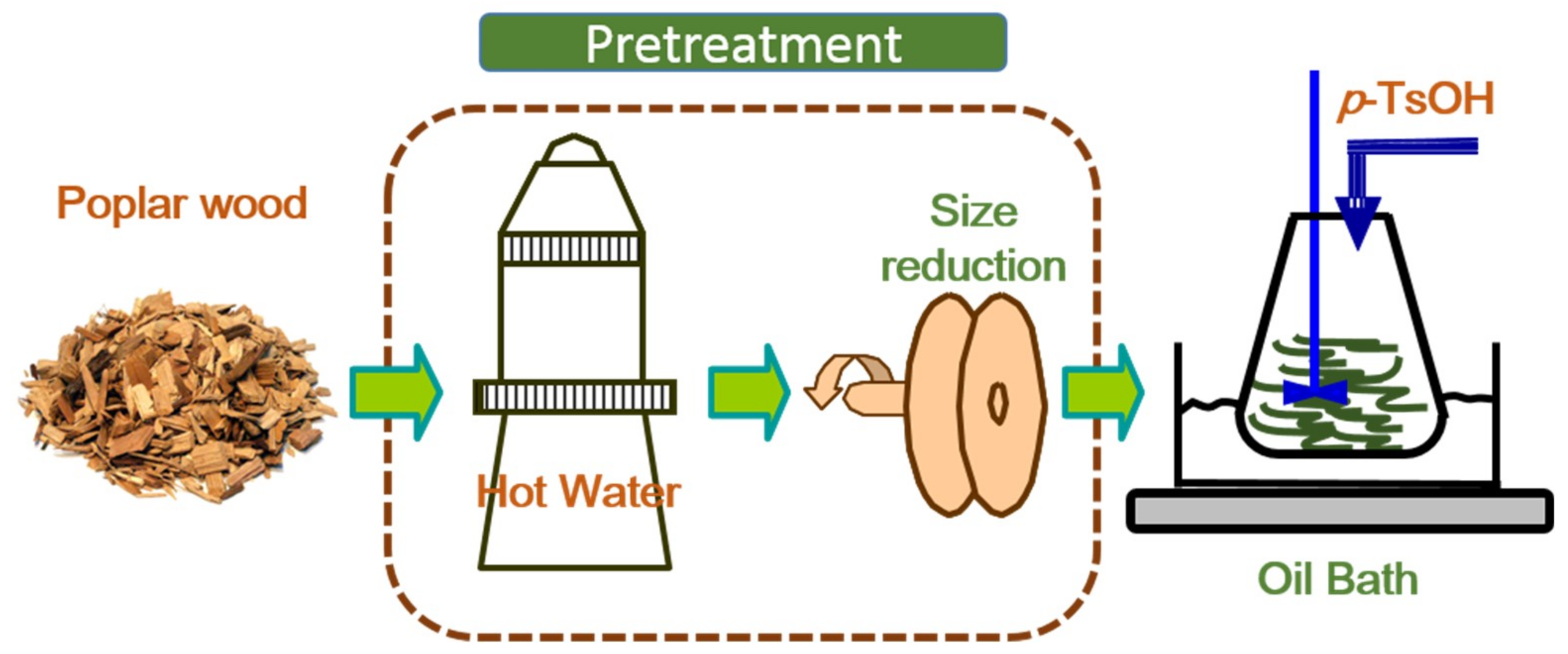
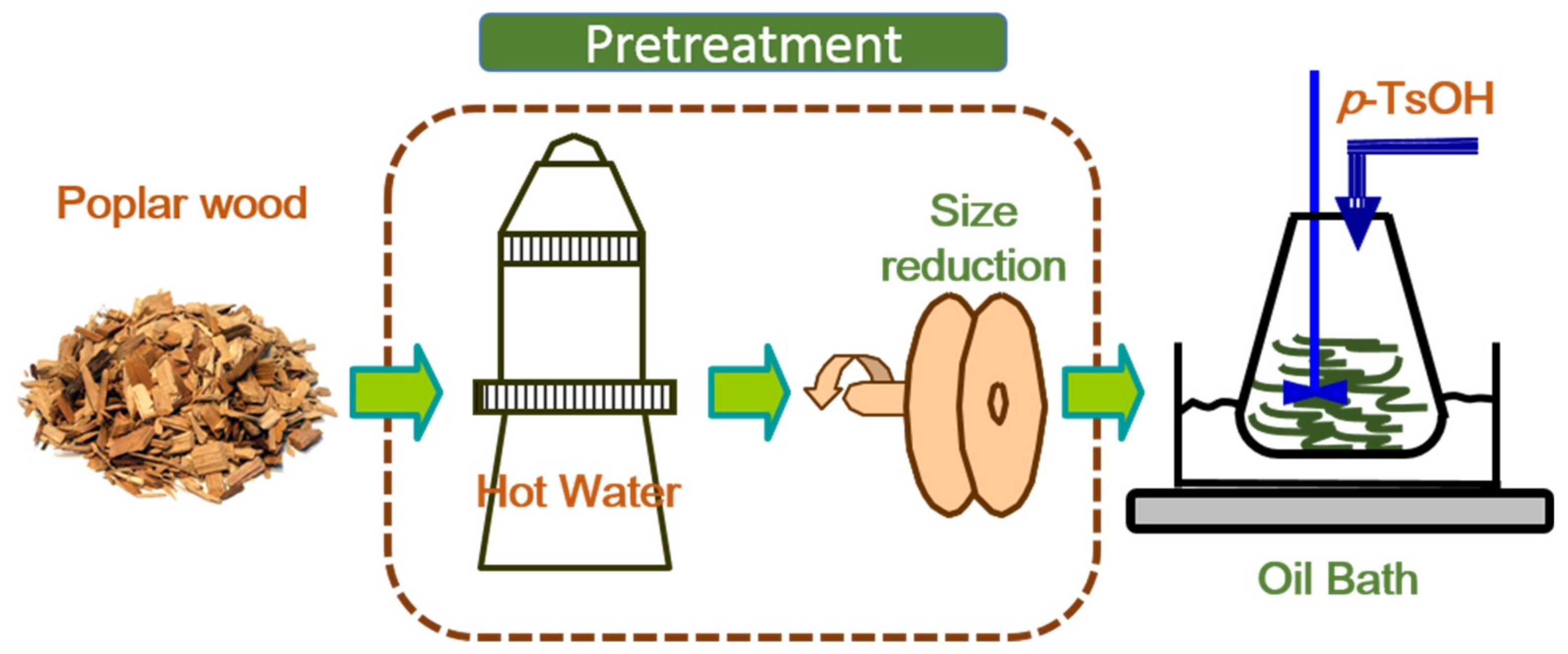
2.2. Autohydrolysis
2.3. Wood Size Reduction
2.4. Hydrotropic Fractionation
2.5. Characterization
3. Results
3.1. Chemical Composition of Poplar Wood under Different Treatment Conditions
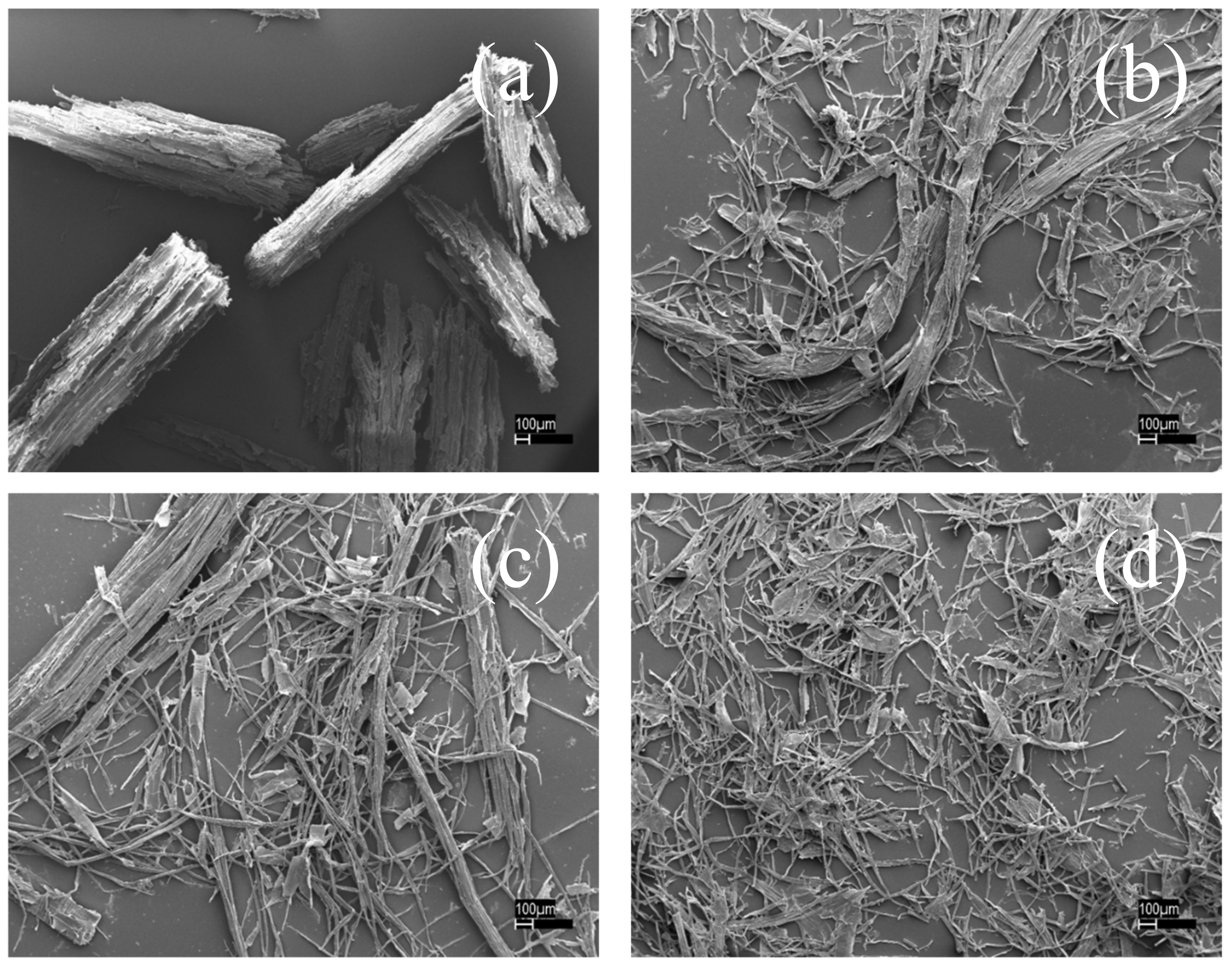
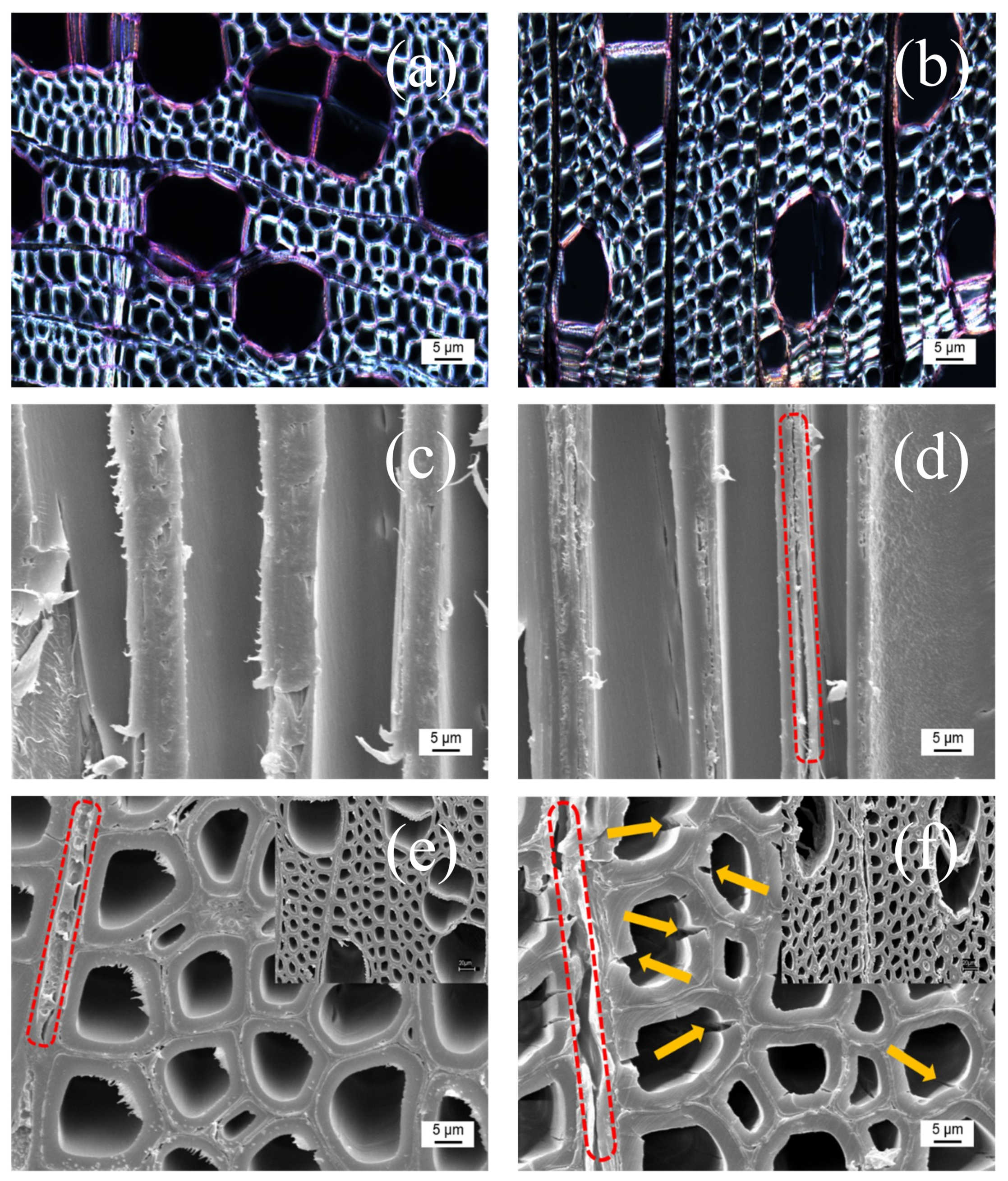
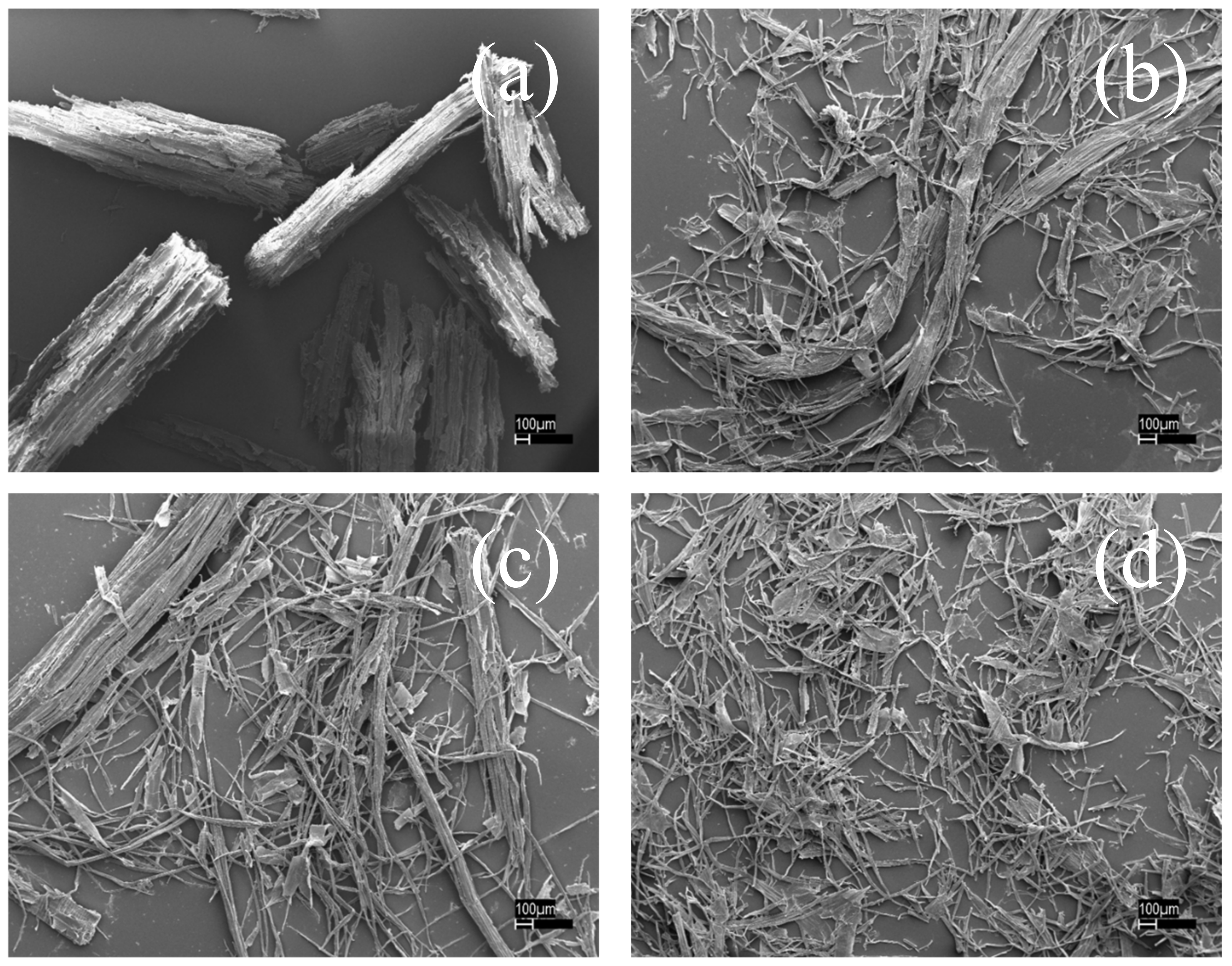
3.2. Morphology Observation
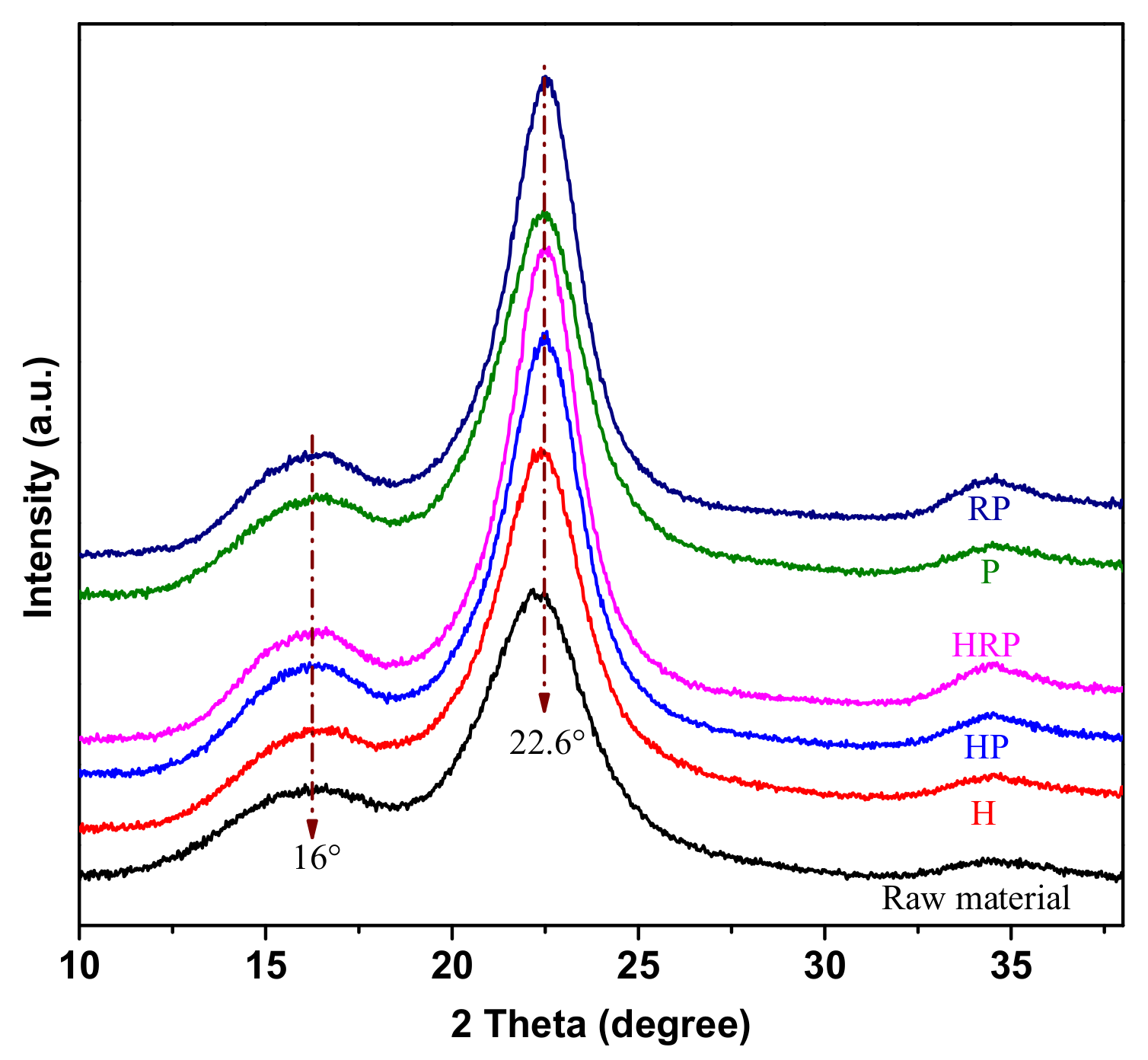
3.3. Crystallinity
3.4. Effect of Disk Refining and Hydrotropic Fractionation on the Remaining Rate of Xylan and Lignin
3.5. Chemical Structure of Raw Material and Pretreated Poplar Wood
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Vila, C.; Santos, V.; Parajó, J.C. Manufacture of microcrystalline cellulose from eucalyptus globulus wood using an environmentally friendly biorefinery method. J. Wood Chem. Technol. 2013, 34, 8–19. [Google Scholar] [CrossRef]
- Upton, B.M.; Kasko, A.M. Strategies for the conversion of lignin to high-value polymeric materials: Review and perspective. Chem. Rev. 2016, 116, 2275–2306. [Google Scholar] [CrossRef]
- Chen, T.; Li, Z.; Zhang, X.; Min, D.; Wu, Y.; Wen, J.; Yuan, T. Effects of hydrothermal pretreatment on the structural characteristics of organosolv lignin from Triarrhena lutarioriparia. Polymers 2018, 10, 1157. [Google Scholar] [CrossRef]
- Liu, J.; Gong, Z.; Yang, G.; Chen, L.; Huang, L.; Zhou, Y.; Luo, X. Novel kinetic models of xylan dissolution and degradation during ethanol based auto-catalyzed organosolv pretreatment of bamboo. Polymers 2018, 10, 1149. [Google Scholar] [CrossRef]
- Romani, A.; Garrote, G.; Lopez, F.; Parajo, J.C. Eucalyptus globulus wood fractionation by autohydrolysis and organosolv delignification. Bioresour. Technol. 2011, 102, 5896–5904. [Google Scholar] [CrossRef] [PubMed]
- Hauru, L.K.J.; Ma, Y.; Hummel, M.; Alekhina, M.; King, A.W.T.; Kilpeläinen, I.; Penttilä, P.A.; Serimaa, R.; Sixta, H. Enhancement of ionic liquid-aided fractionation of birchwood. Part 1: Autohydrolysis pretreatment. RSC Adv. 2013, 3, 16365. [Google Scholar] [CrossRef]
- Mou, H.; Li, B.; Fardim, P. Pretreatment of corn stover with the modified hydrotropic method to enhance enzymatic hydrolysis. Energy Fuels 2014, 28, 4288–4293. [Google Scholar] [CrossRef]
- Luo, X.; Liu, J.; Wang, H.; Huang, L.; Chen, L. Comparison of hot-water extraction and steam treatment for production of high purity-grade dissolving pulp from green bamboo. Cellulose 2014, 21, 1445–1457. [Google Scholar] [CrossRef]
- Van Heiningen, A. Converting a kraft pulp mill into an integrated forest biorefinery. Pulp Pap.-Can. 2006, 107, 38–43. [Google Scholar]
- Kilpelainen, I.; Xie, H.; King, A.; Granstrom, M.; Heikkinen, S.; Argyropoulos, D.S. Dissolution of wood in ionic liquids. J. Agric. Food. Chem. 2007, 55, 9142–9148. [Google Scholar] [CrossRef] [PubMed]
- Rauhala, T.; King, A.W.T.; Zuckerstatter, G.; Suuronen, S.; Sixta, H. Effect of autohydrolysis on the lignin structure and the kinetics of delignification of birch wood. Nord. Pulp Pap. Res. J. 2011, 26, 386–391. [Google Scholar] [CrossRef]
- Mou, H.-Y.; Orblin, E.; Kruus, K.; Fardim, P. Topochemical pretreatment of wood biomass to enhance enzymatic hydrolysis of polysaccharides to sugars. Bioresour. Technol. 2013, 142, 540–545. [Google Scholar] [CrossRef] [PubMed]
- Bian, H.; Chen, L.; Dai, H.; Zhu, J.Y. Integrated production of lignin containing cellulose nanocrystals (LCNC) and nanofibrils (LCNF) using an easily recyclable di-carboxylic acid. Carbohydr. Polym. 2017, 167, 167–176. [Google Scholar] [CrossRef]
- Jia, C.; Chen, L.; Shao, Z.; Agarwal, U.P.; Hu, L.; Zhu, J.Y. Using a fully recyclable dicarboxylic acid for producing dispersible and thermally stable cellulose nanomaterials from different cellulosic sources. Cellulose 2017, 24, 2483–2498. [Google Scholar] [CrossRef]
- Bian, H.; Wu, X.; Luo, J.; Qiao, Y.; Fang, G.; Dai, H. Valorization of alkaline peroxide mechanical pulp by metal chloride-assisted hydrotropic pretreatment for enzymatic saccharification and cellulose nanofibrillation. Polymers 2019, 11, 331. [Google Scholar] [CrossRef]
- Ji, H.; Chen, L.; Zhu, J.Y.; Gleisner, R.; Zhang, X. Reaction kinetics based optimization of furfural production from corncob using a fully recyclable solid acid. Ind. Eng. Chem. Res. 2016, 55, 11253–11259. [Google Scholar] [CrossRef]
- Bian, H.; Gao, Y.; Yang, Y.; Fang, G.; Dai, H. Improving cellulose nanofibrillation of waste wheat straw using the combined methods of prewashing, p-toluenesulfonic acid hydrolysis, disk grinding, and endoglucanase post-treatment. Bioresour. Technol. 2018, 256, 321–327. [Google Scholar] [CrossRef]
- Bian, H.; Chen, L.; Gleisner, R.; Dai, H.; Zhu, J.Y. Producing wood-based nanomaterials by rapid fractionation of wood at 80 °C using a recyclable acid hydrotrope. Green Chem. 2017, 19, 3370–3379. [Google Scholar] [CrossRef]
- Zhang, J.; Gu, F.; Zhu, J.Y.; Zalesny, R.S., Jr. Using a combined hydrolysis factor to optimize high titer ethanol production from sulfite-pretreated poplar without detoxification. Bioresour. Technol. 2015, 186, 223–231. [Google Scholar] [CrossRef]
- Bian, H.; Chen, L.; Dai, H.; Zhu, J.Y. Effect of fiber drying on properties of lignin containing cellulose nanocrystals and nanofibrils produced through maleic acid hydrolysis. Cellulose 2017, 24, 4205–4216. [Google Scholar] [CrossRef]
- Segal, L.; Creely, J.J.; Martin, A.E.; Conrad, C.M. An empirical method for estimating the degree of crystallinity of native cellulose using the X-ray diffractometer. Text. Res. J. 1959, 29, 786–794. [Google Scholar] [CrossRef]
- Vazquez-Cooz, I.; Meyer, R.W. A differential staining method to identify lignified and unlignified tissues. Biotech. Histochem. 2009, 77, 277–282. [Google Scholar] [CrossRef]
- Srebotnik, E.; Messner, K. A simple method that uses differential staining and light-microscopy to assess the selectivity of wood delignification by white-rot fungi. Appl. Environ. Microb. 1994, 60, 1383–1386. [Google Scholar]
- Serra, A.; Gonzalez, I.; Oliver-Ortega, H.; Tarres, Q.; Delgado-Aguilar, M.; Mutje, P. Reducing the amount of catalyst in TEMPO-oxidized cellulose nanofibers: Effect on properties and cost. Polymers 2017, 9, 557. [Google Scholar] [CrossRef]
- Deepa, B.; Abraham, E.; Cordeiro, N.; Mozetic, M.; Mathew, A.P.; Oksman, K.; Faria, M.; Thomas, S.; Pothan, L.A. Utilization of various lignocellulosic biomass for the production of nanocellulose: A comparative study. Cellulose 2015, 22, 1075–1090. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, H.; Yu, G.; Yu, Q.; Li, B.; Mu, X. A novel approach for the preparation of nanocrystalline cellulose by using phosphotungstic acid. Carbohydr. Polym. 2014, 110, 415–422. [Google Scholar] [CrossRef] [PubMed]
- Bian, H.; Li, G.; Jiao, L.; Yu, Z.; Dai, H. Enzyme-assisted mechanical fibrillation of bleached spruce kraft pulp to produce well-dispersed and uniform-sized cellulose nanofibrils. Bioresources 2016, 11, 10483–10496. [Google Scholar] [CrossRef]
- Alemdar, A.; Sain, M. Isolation and characterization of nanofibers from agricultural residues: Wheat straw and soy hulls. Bioresour. Technol. 2008, 99, 1664–1671. [Google Scholar] [CrossRef]
- Lima, R.B.; Raza, R.; Qin, H.Y.; Li, J.B.; Lindstrom, M.E.; Zhu, B. Direct lignin fuel cell for power generation. RSC Adv. 2013, 3, 5083–5089. [Google Scholar] [CrossRef]
- Sun, R.C.; Tomkinson, J.; Wang, Y.X.; Xiao, B. Physico-chemical and structural characterization of hemicelluloses from wheat straw by alkaline peroxide extraction. Polymer 2000, 41, 2647–2656. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Label 1 | Glucan (%) | Xylan (%) | Mannan (%) | Lignin (%) | Solid Yield (%) | Rglucan | Rxylan | Rlignin | CrI (%) |
|---|---|---|---|---|---|---|---|---|---|
| Raw material | 46.53 | 15.38 | 4.46 | 23.73 | 100 | 1.00 | 1.00 | 1.00 | 60.6 ± 0.4 |
| H | 49.38 | 7.13 | 1.61 | 25.57 | 93.20 | 0.99 | 0.43 | 1.00 | 68.3 ± 0.4 |
| P | 60.44 | 7.27 | 2.83 | 18.55 | 76.61 | 0.99 | 0.36 | 0.60 | 69.9 ± 0.2 |
| HP | 60.53 | 6.08 | 2.28 | 20.01 | 75.25 | 0.98 | 0.30 | 0.63 | 74.0 ± 1.1 |
| RP | 71.87 | 4.44 | 3.10 | 5.92 | 56.88 | 0.88 | 0.16 | 0.14 | 78.5 ± 0.6 |
| HRP | 73.42 | 4.18 | 3.03 | 5.25 | 54.23 | 0.86 | 0.15 | 0.12 | 78.4 ± 0.3 |
| Sample Label 1 | Glucan (%) | Xylan (%) | Mannan (%) | Klason Lignin (%) | Solid Yield (%) |
|---|---|---|---|---|---|
| P70T75t20 | 57.08 ± 0.36 | 9.20 ± 0.16 | 4.01 ± 0.05 | 21.75 ± 0.15 | 80.04 |
| P70T80t20 | 56.19 ± 0.09 | 9.34 ± 0.41 | 3.97 ± 0.04 | 20.16 ± 0.28 | 77.42 |
| P75T75t20 | 56.40 ± 0.23 | 8.02 ± 0.17 | 3.41 ± 0.42 | 19.54 ± 0.31 | 78.01 |
| P75T80t20 | 57.78 ± 0.23 | 7.62 ± 0.13 | 3.00 ± 0.08 | 19.10 ± 0.38 | 76.98 |
| P80T75t20 | 59.43 ± 0.42 | 7.21 ± 0.11 | 2.54 ± 0.55 | 19.35 ± 0.19 | 77.03 |
| P80T80t20 | 60.33 ± 0.16 | 7.15 ± 0.17 | 2.94 ± 0.16 | 18.69 ± 0.20 | 75.61 |
| R+P70T75t20 | 58.28 ± 0.21 | 7.41 ± 0.25 | 4.55 ± 0.40 | 14.34 ± 0.48 | 70.12 |
| R+P70T80t20 | 63.49 ± 0.35 | 6.97 ± 0.11 | 4.36 ± 0.24 | 9.45 ± 0.11 | 64.67 |
| R+P75T75t20 | 63.83 ± 0.48 | 6.56 ± 0.46 | 3.64 ± 0.53 | 11.23 ± 0.29 | 65.67 |
| R+P75T80t20 | 66.21 ± 0.26 | 5.39 ± 0.35 | 3.89 ± 0.18 | 7.91 ± 0.04 | 62.06 |
| R+P80T75t20 | 69.06 ± 0.32 | 4.82 ± 0.16 | 3.94 ± 0.11 | 8.47 ± 0.29 | 60.48 |
| R+P80T80t20 | 71.95 ± 0.11 | 4.36 ± 0.12 | 3.47 ± 0.52 | 5.47 ± 0.64 | 56.88 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gu, Y.; Bian, H.; Wei, L.; Wang, R. Enhancement of Hydrotropic Fractionation of Poplar Wood Using Autohydrolysis and Disk Refining Pretreatment: Morphology and Overall Chemical Characterization. Polymers 2019, 11, 685. https://doi.org/10.3390/polym11040685
Gu Y, Bian H, Wei L, Wang R. Enhancement of Hydrotropic Fractionation of Poplar Wood Using Autohydrolysis and Disk Refining Pretreatment: Morphology and Overall Chemical Characterization. Polymers. 2019; 11(4):685. https://doi.org/10.3390/polym11040685
Chicago/Turabian StyleGu, Yanting, Huiyang Bian, Liqing Wei, and Ruibin Wang. 2019. "Enhancement of Hydrotropic Fractionation of Poplar Wood Using Autohydrolysis and Disk Refining Pretreatment: Morphology and Overall Chemical Characterization" Polymers 11, no. 4: 685. https://doi.org/10.3390/polym11040685
APA StyleGu, Y., Bian, H., Wei, L., & Wang, R. (2019). Enhancement of Hydrotropic Fractionation of Poplar Wood Using Autohydrolysis and Disk Refining Pretreatment: Morphology and Overall Chemical Characterization. Polymers, 11(4), 685. https://doi.org/10.3390/polym11040685