Characterization of the Fluidity of the Ultrasonic Plasticized Polymer Melt by Spiral Flow Testing under Micro-Scale

Abstract
:
1. Introduction
2. Experimentation
2.1. Materials
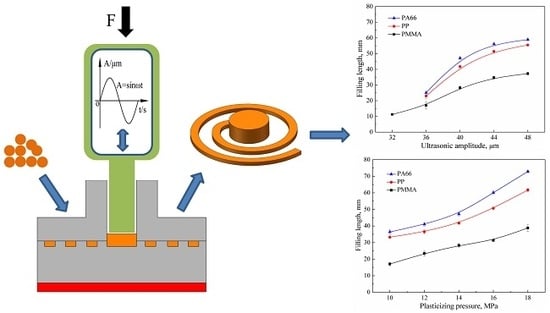
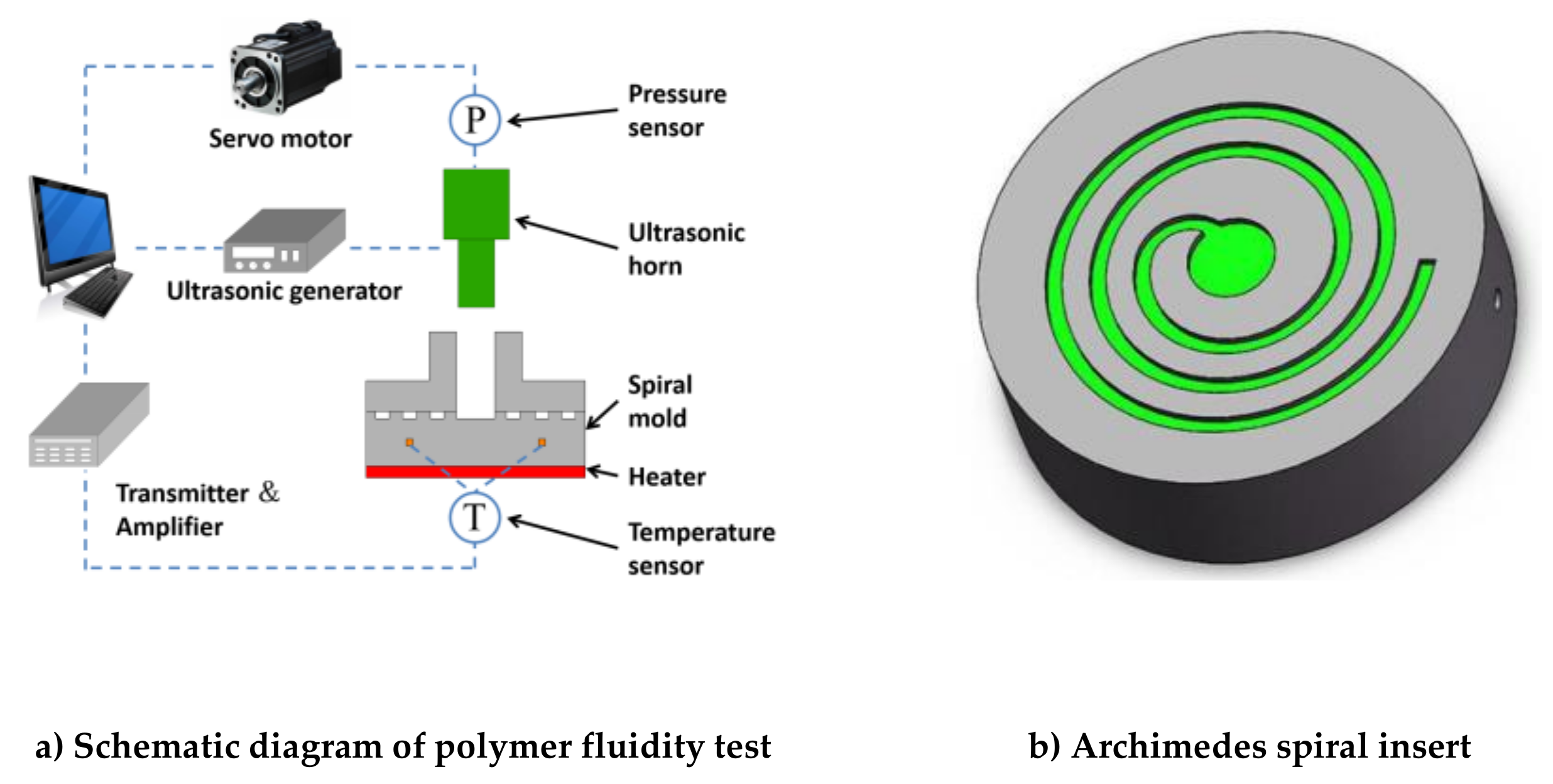
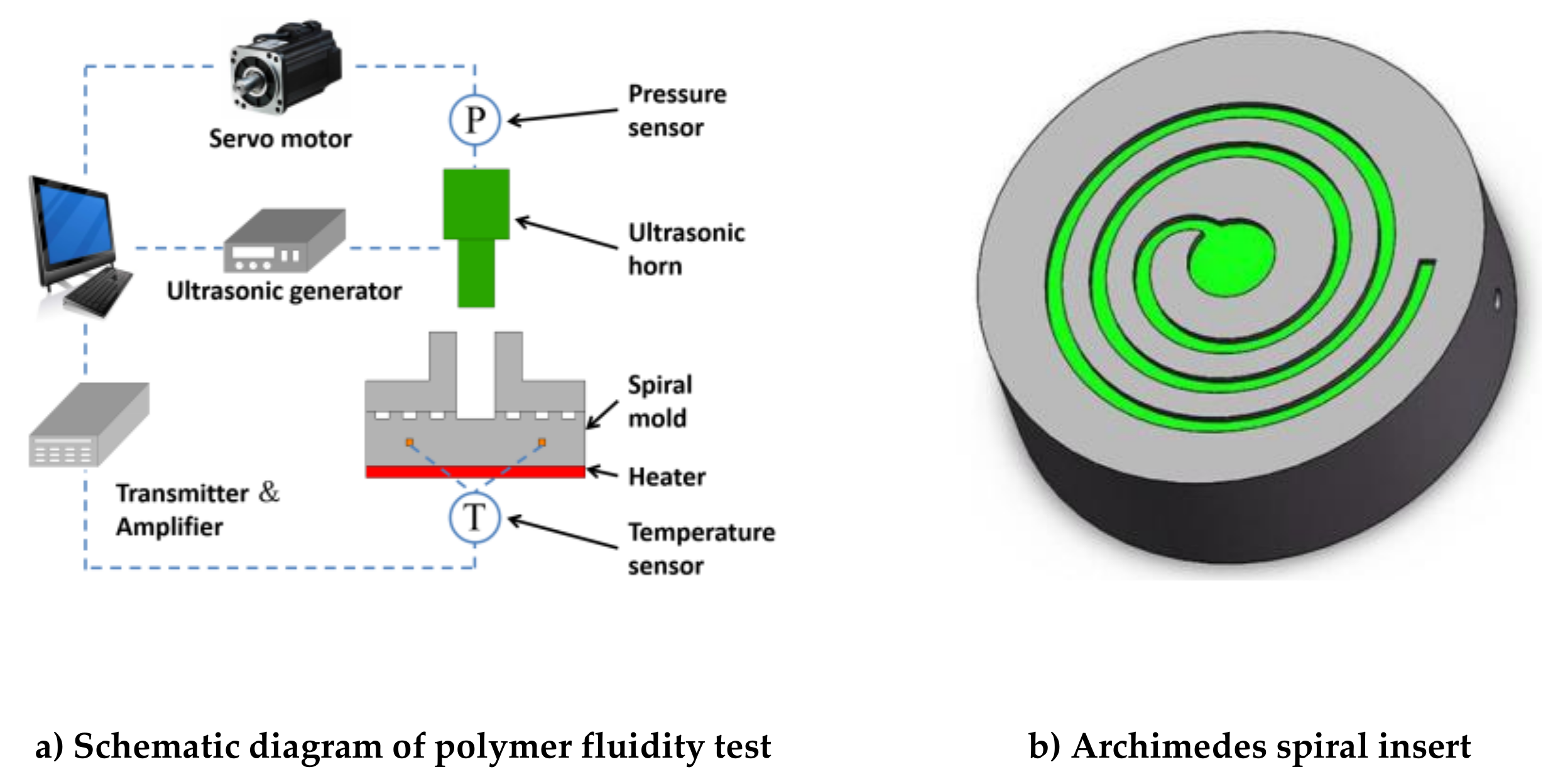
2.2. Equipment
2.3. Methodology
3. Results and Discussion
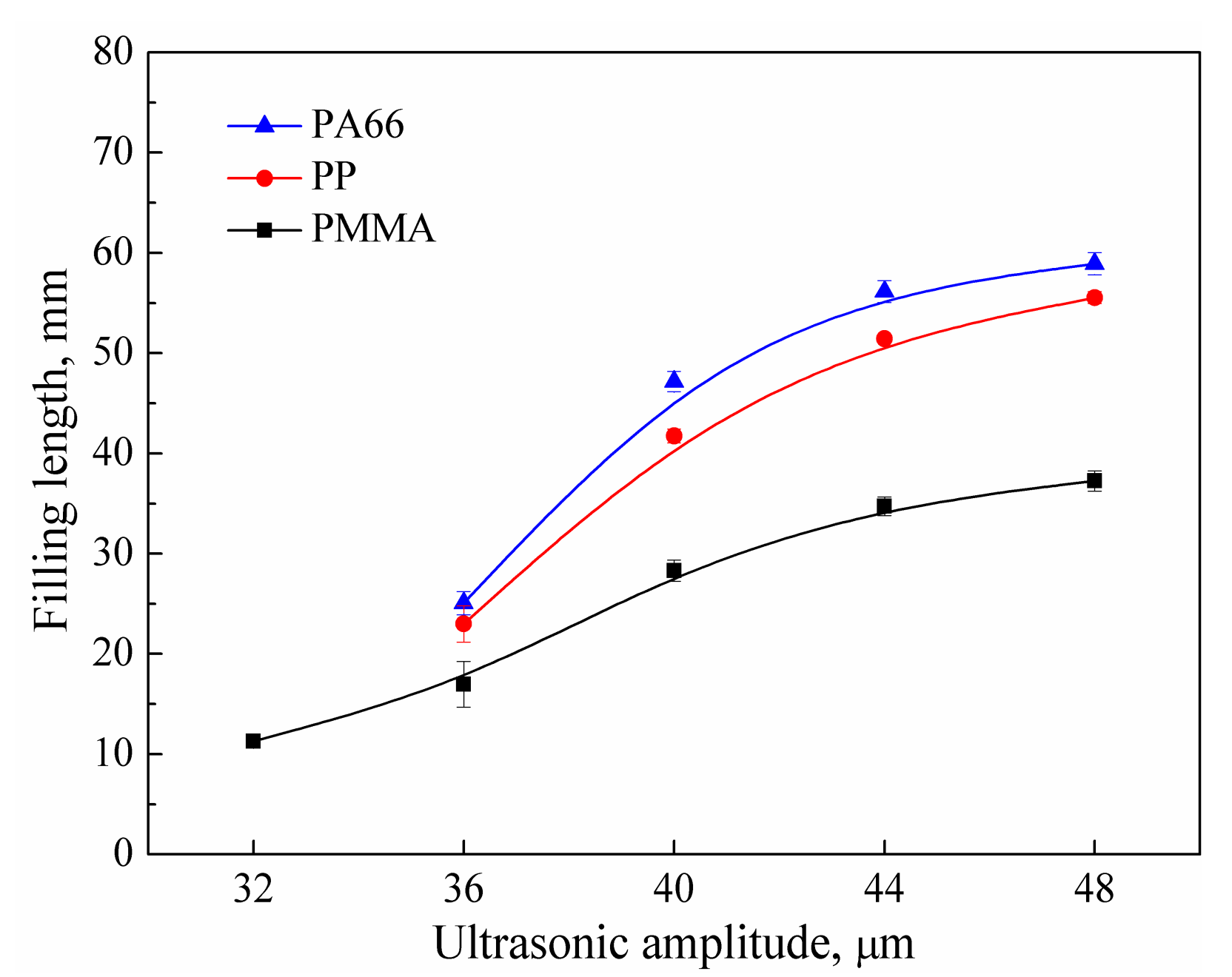
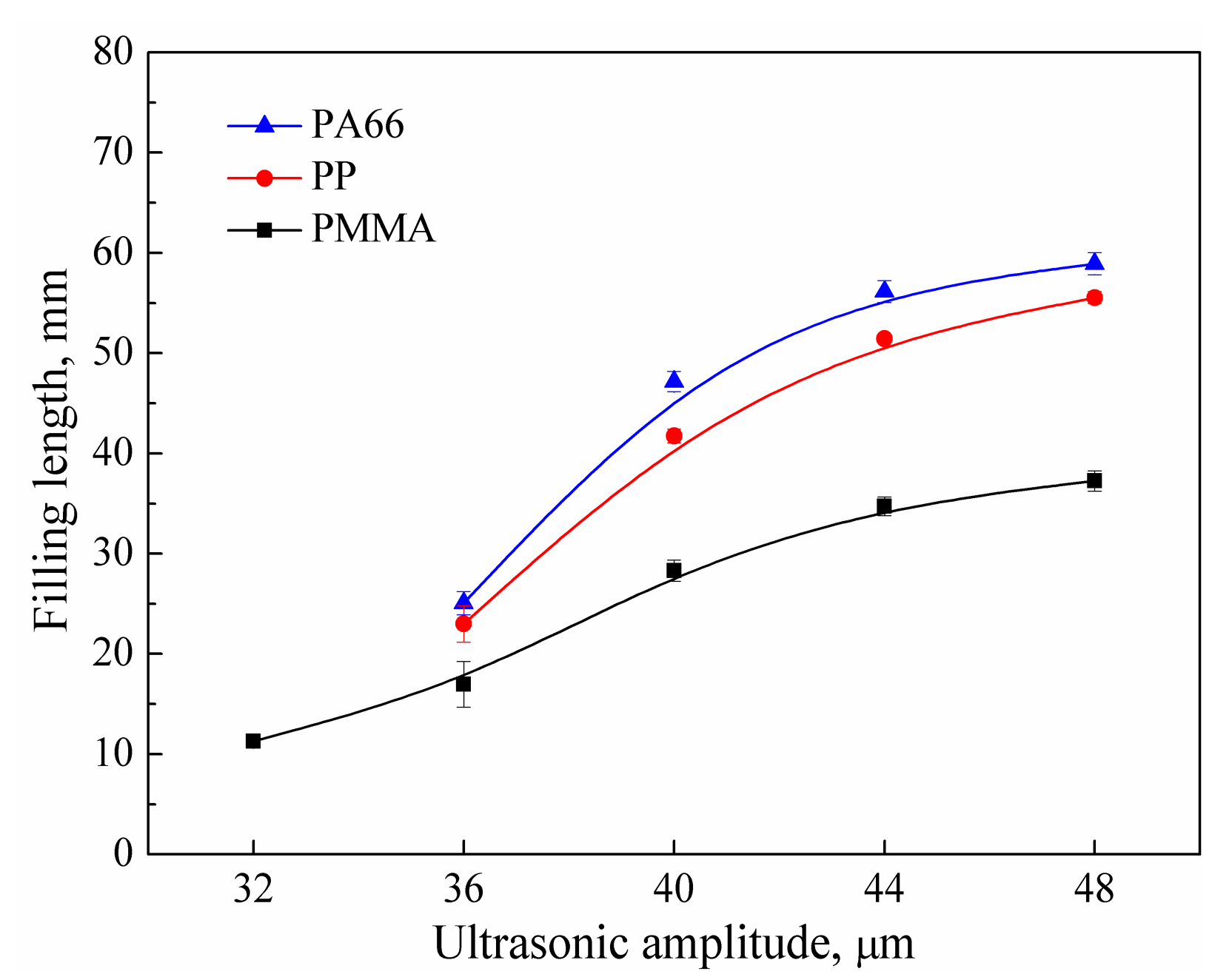
3.1. The Influence of Ultrasonic Amplitude
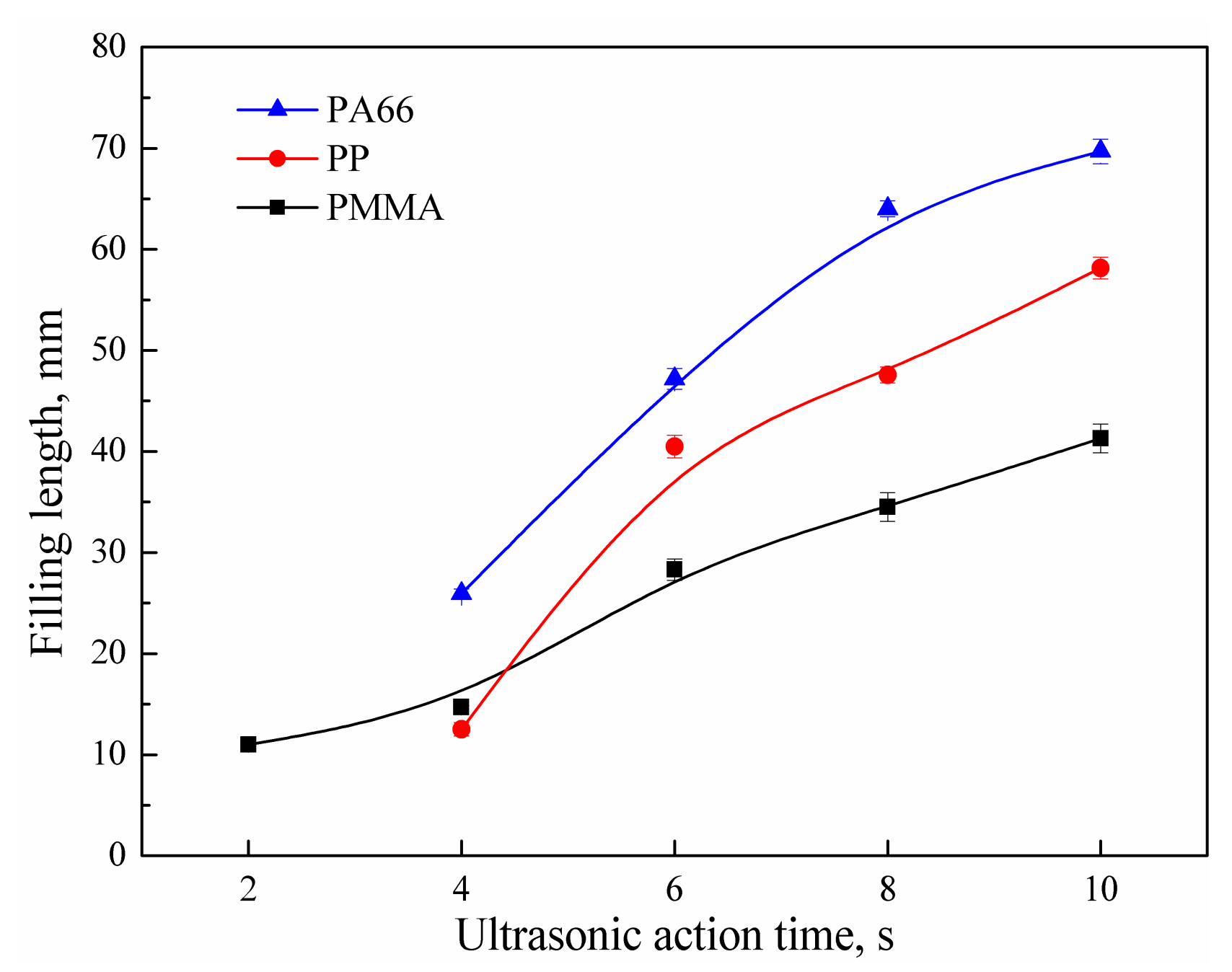
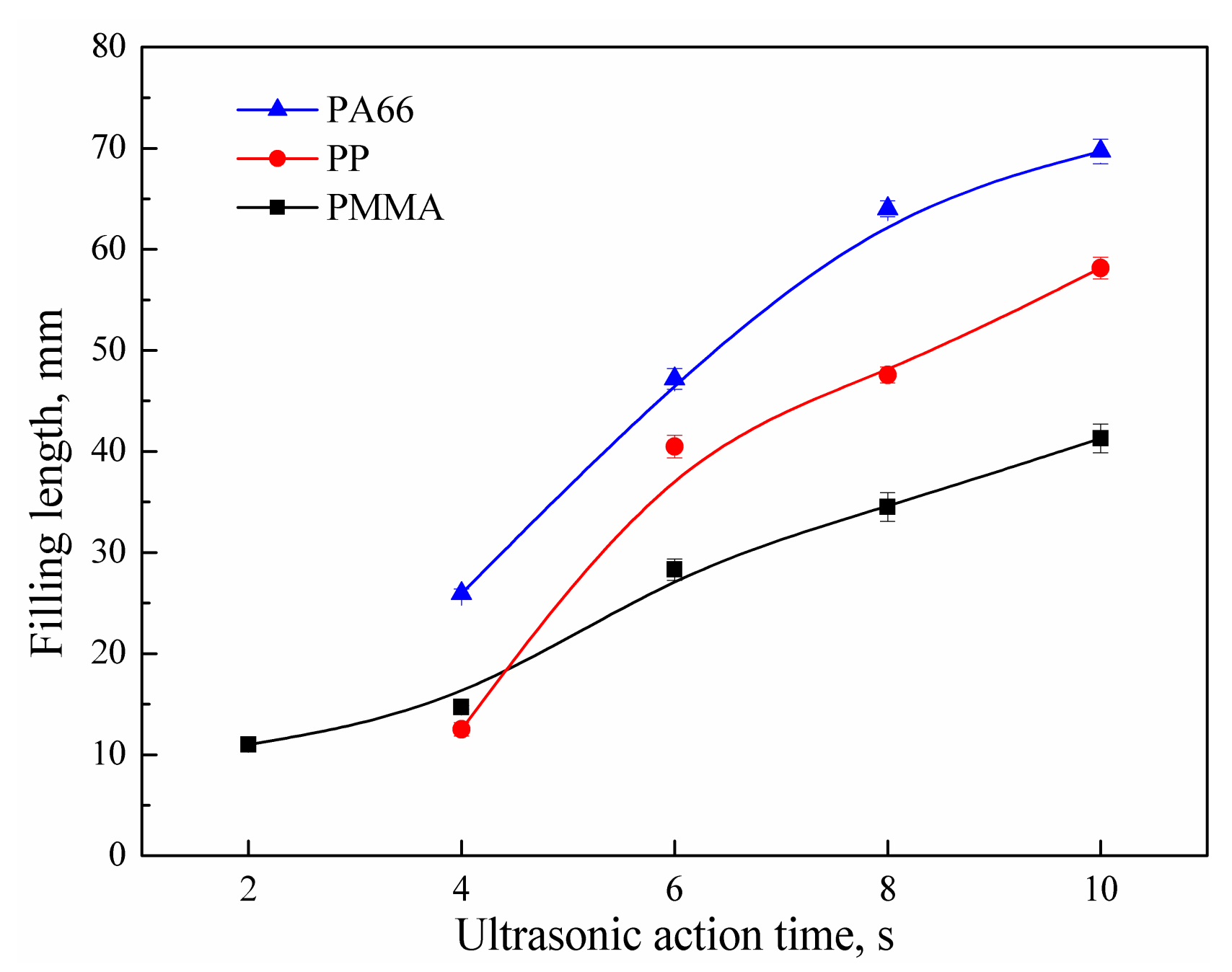
3.2. The Influence of Ultrasonic Action Time
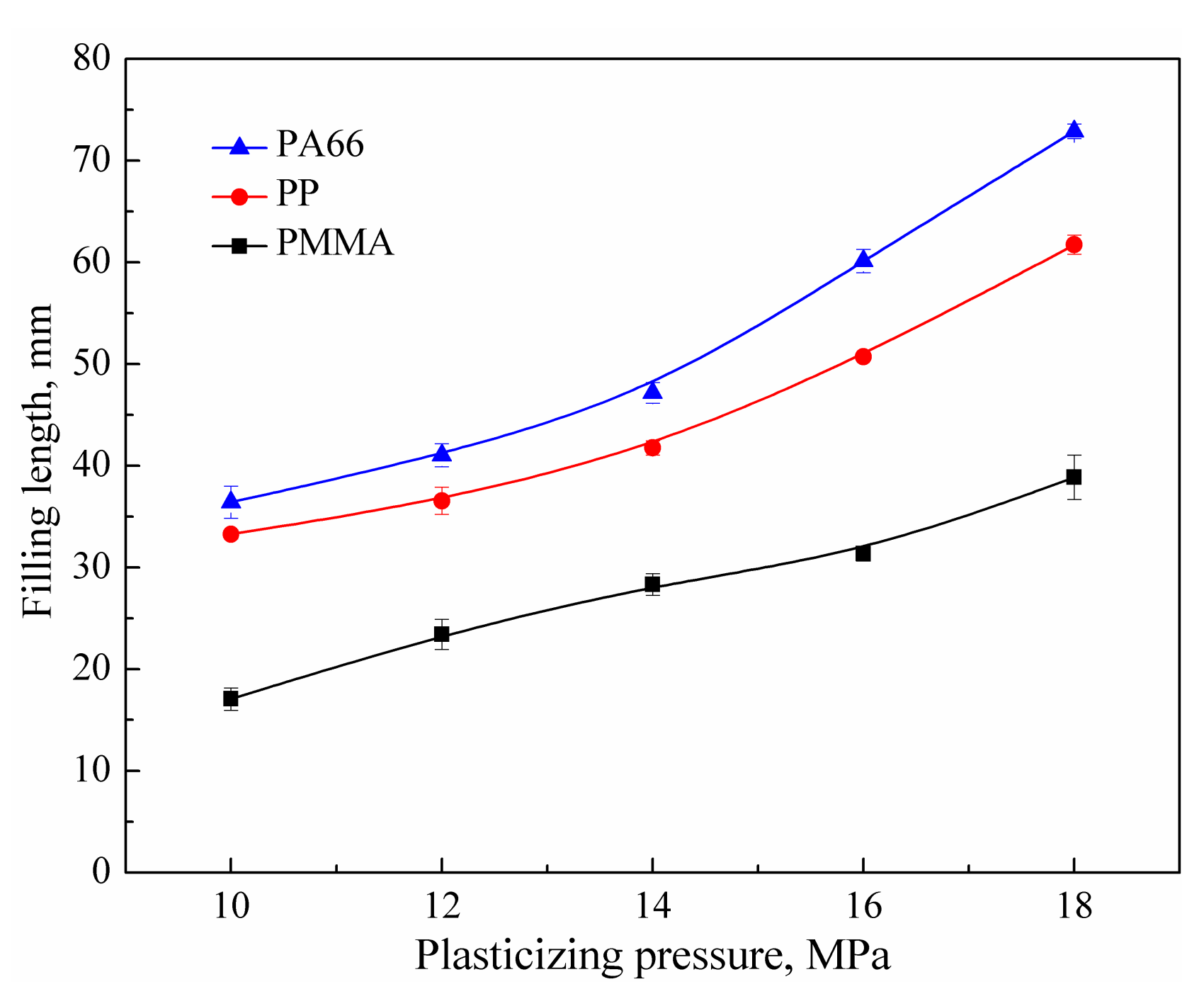
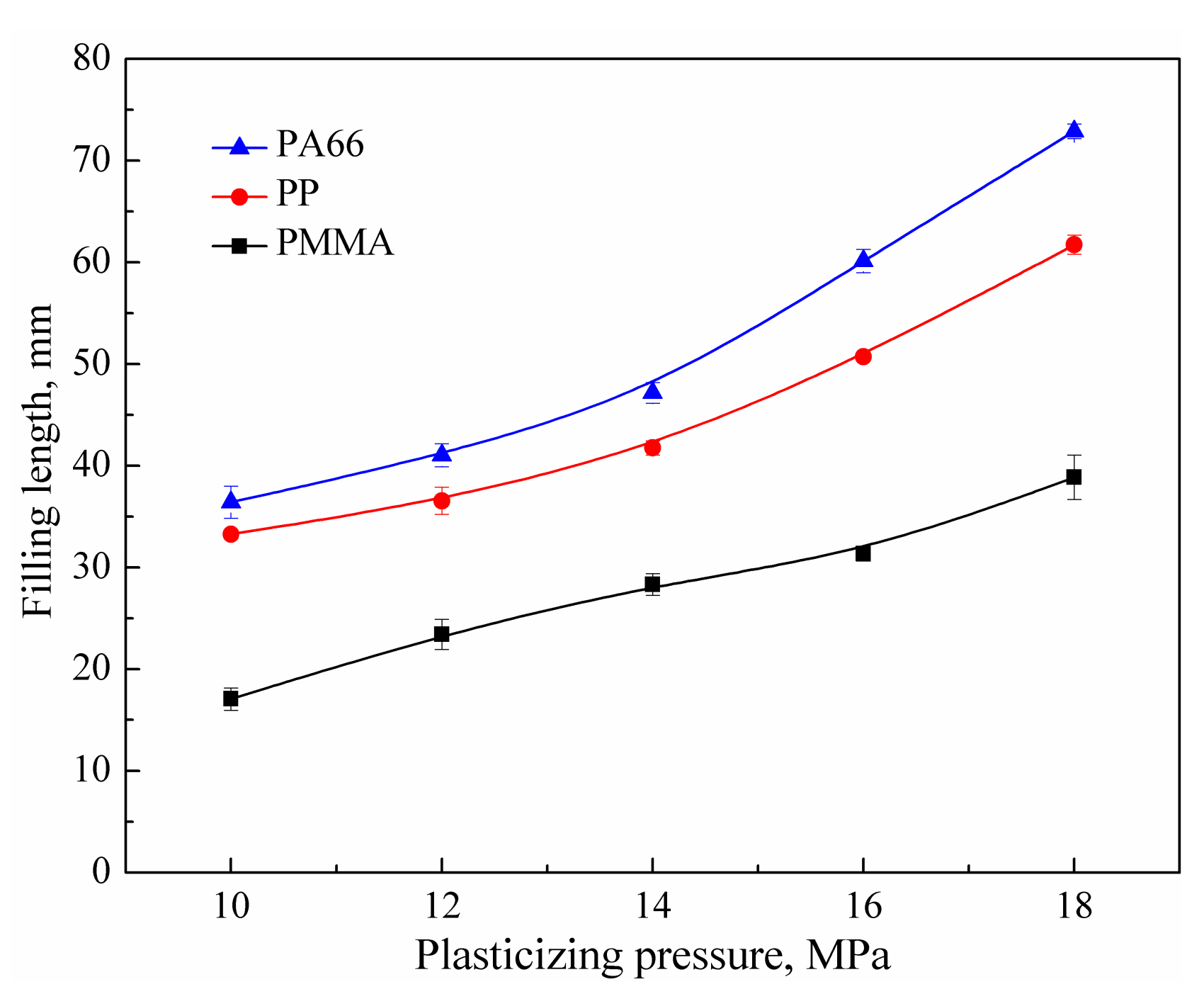
3.3. The Influence of Plasticizing Pressure
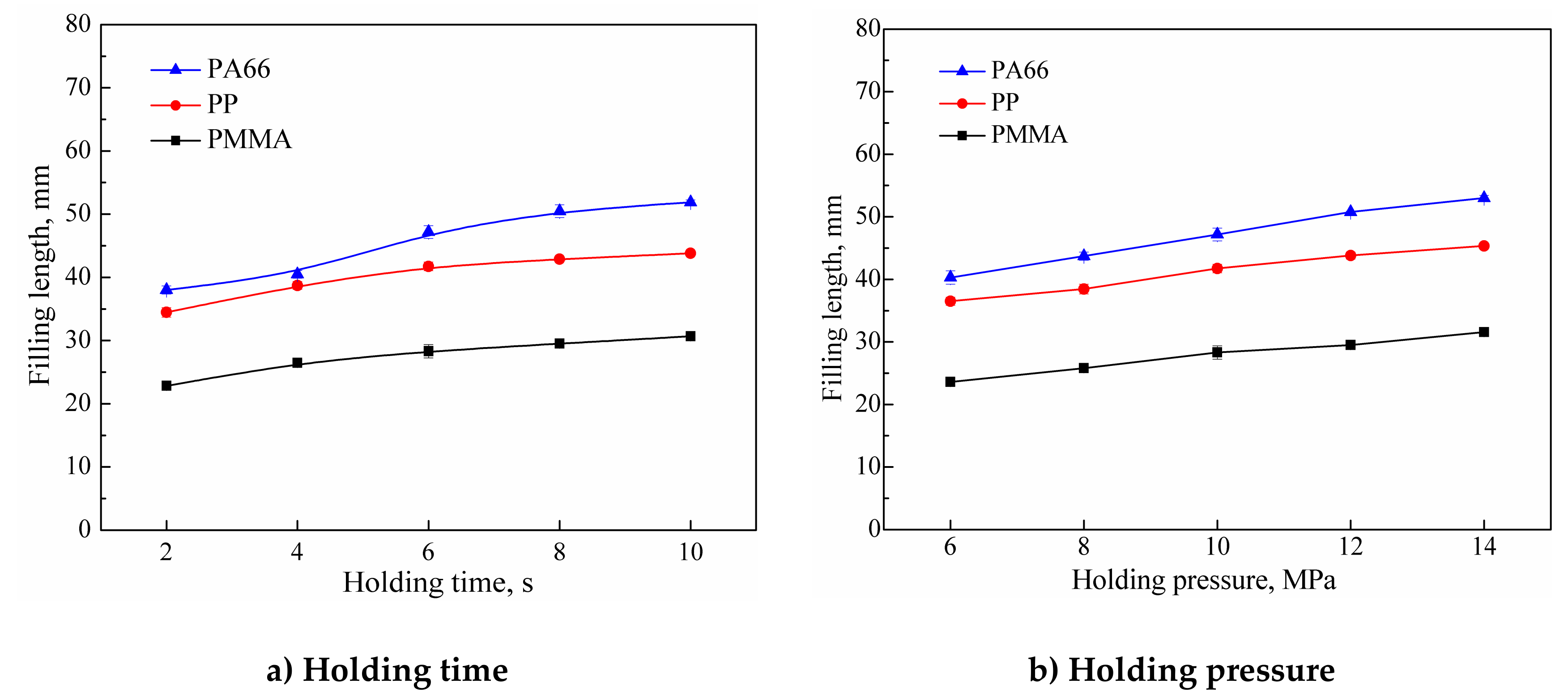
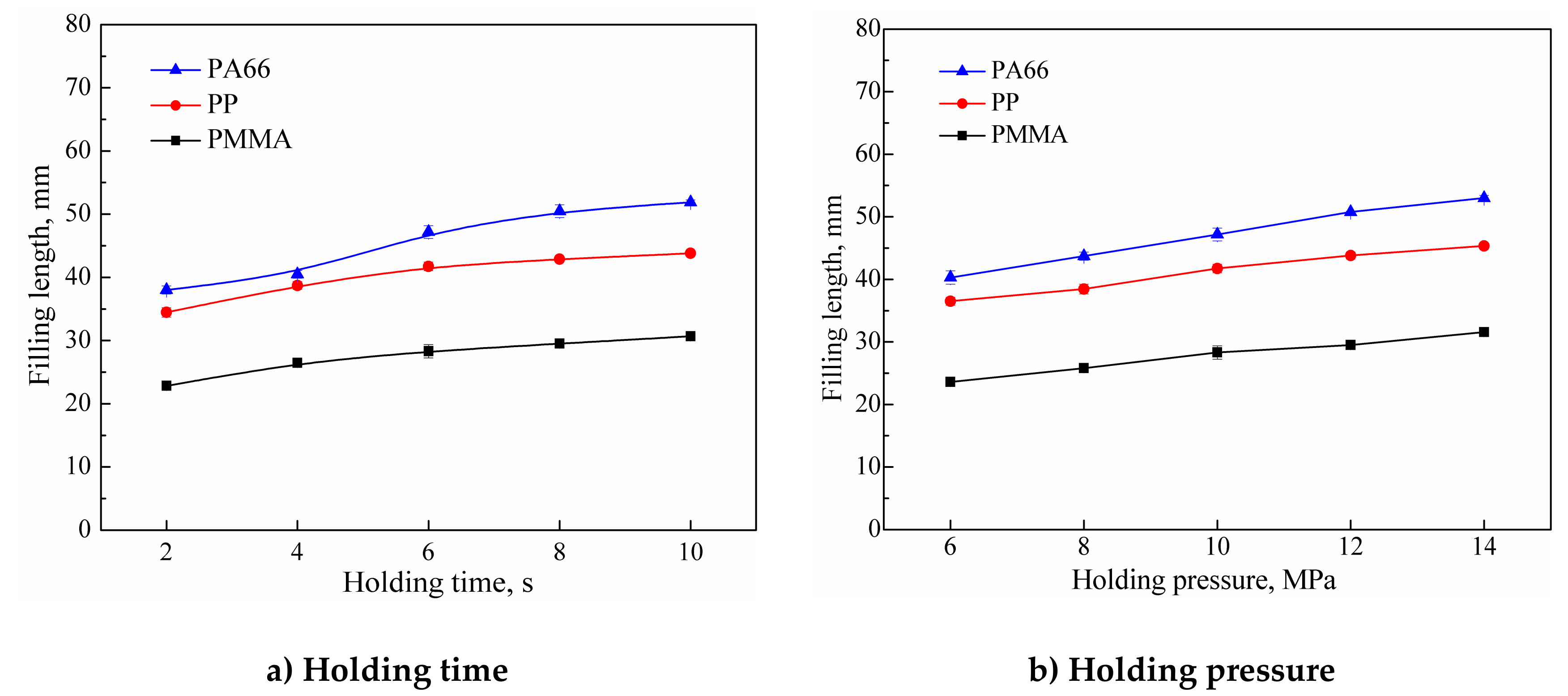
3.4. The Influence of the Holding Process
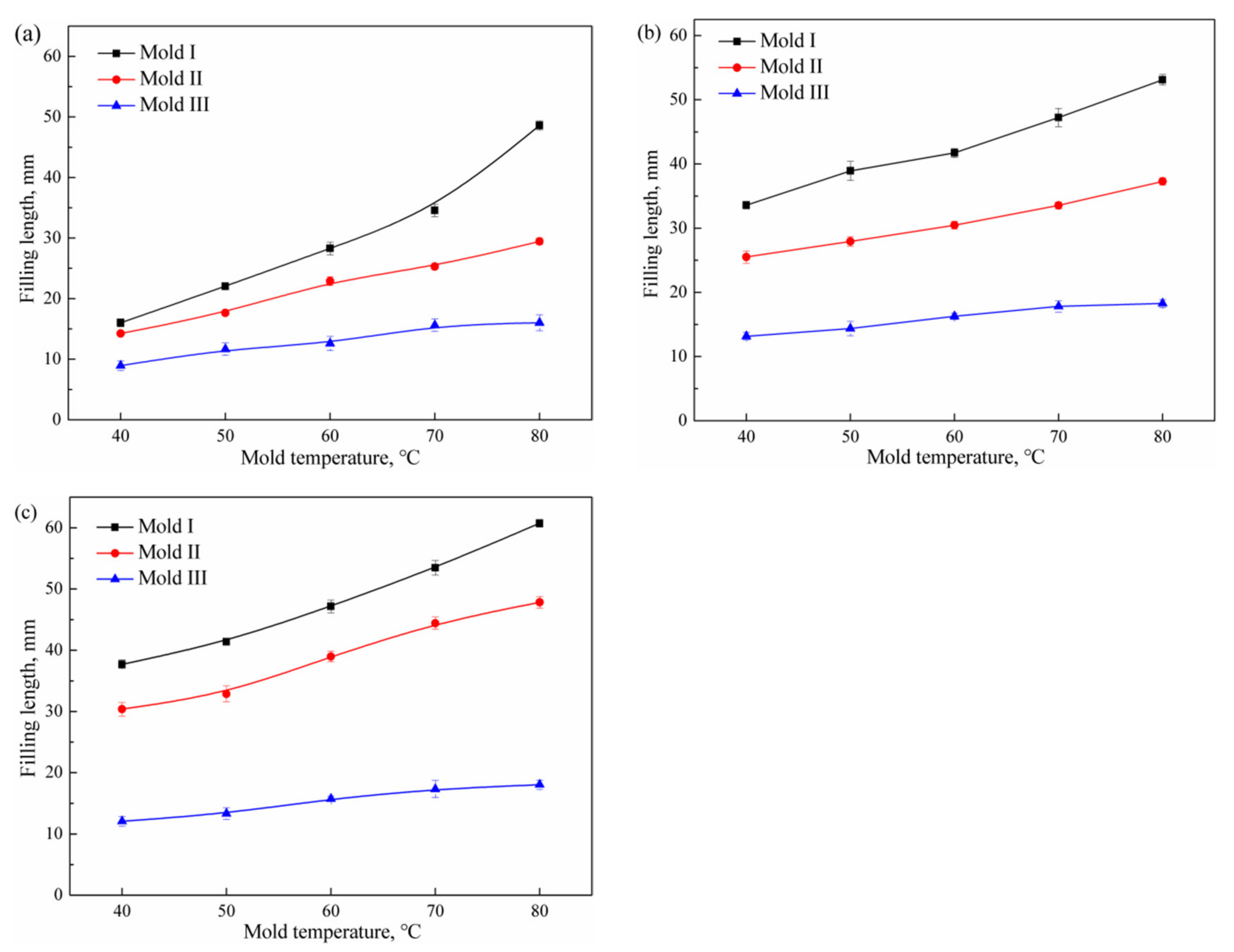
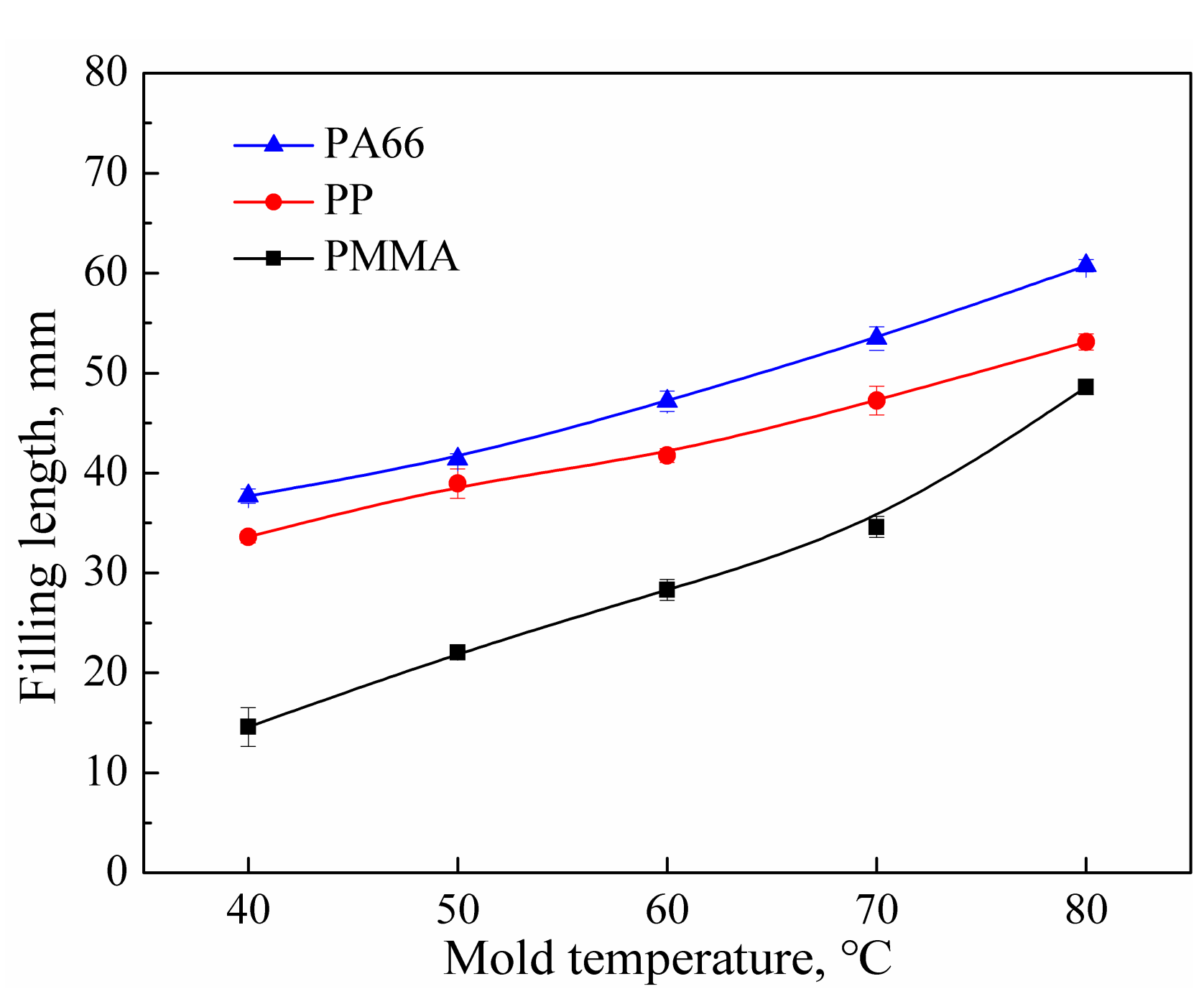
3.5. The Influence of Mold Temperature
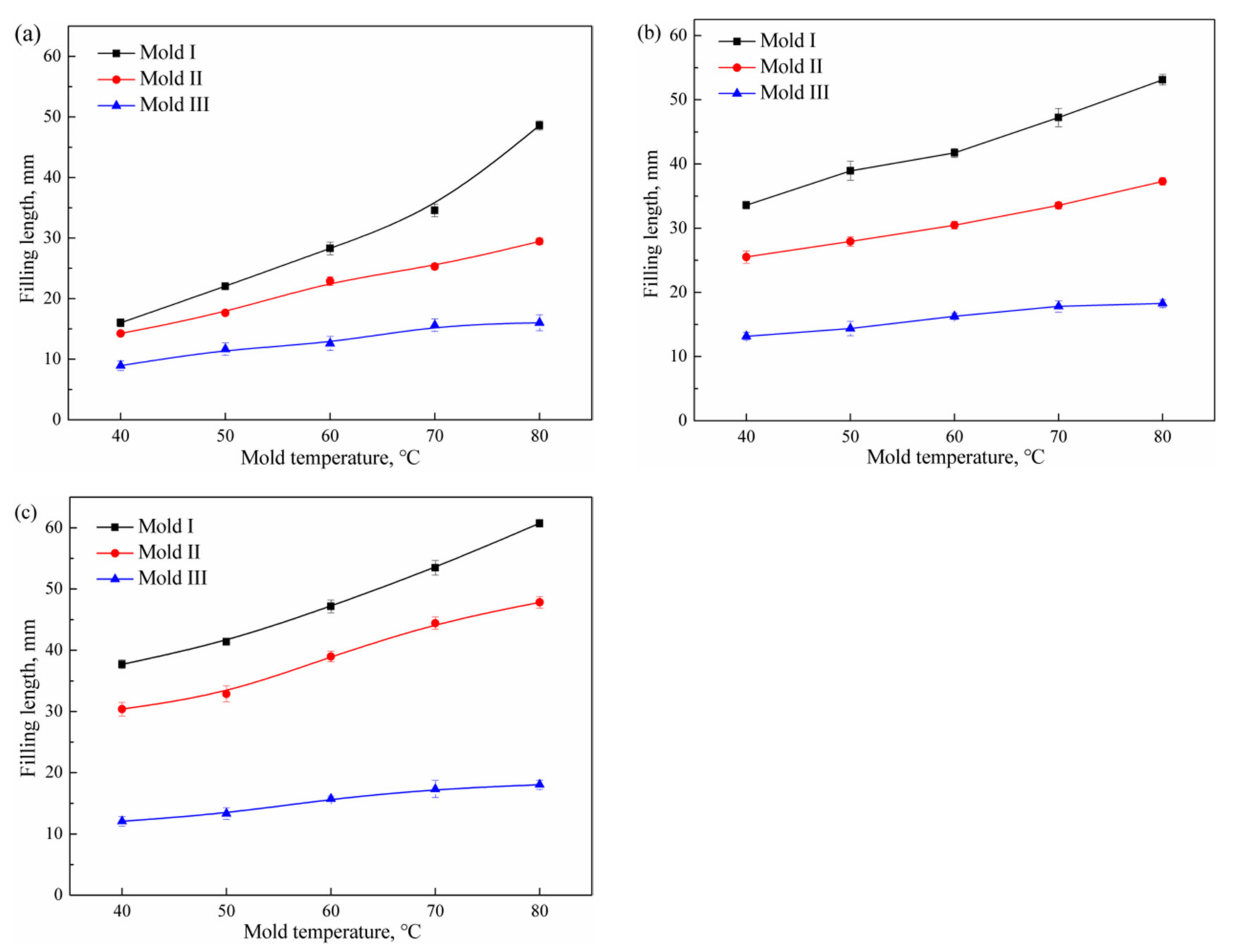
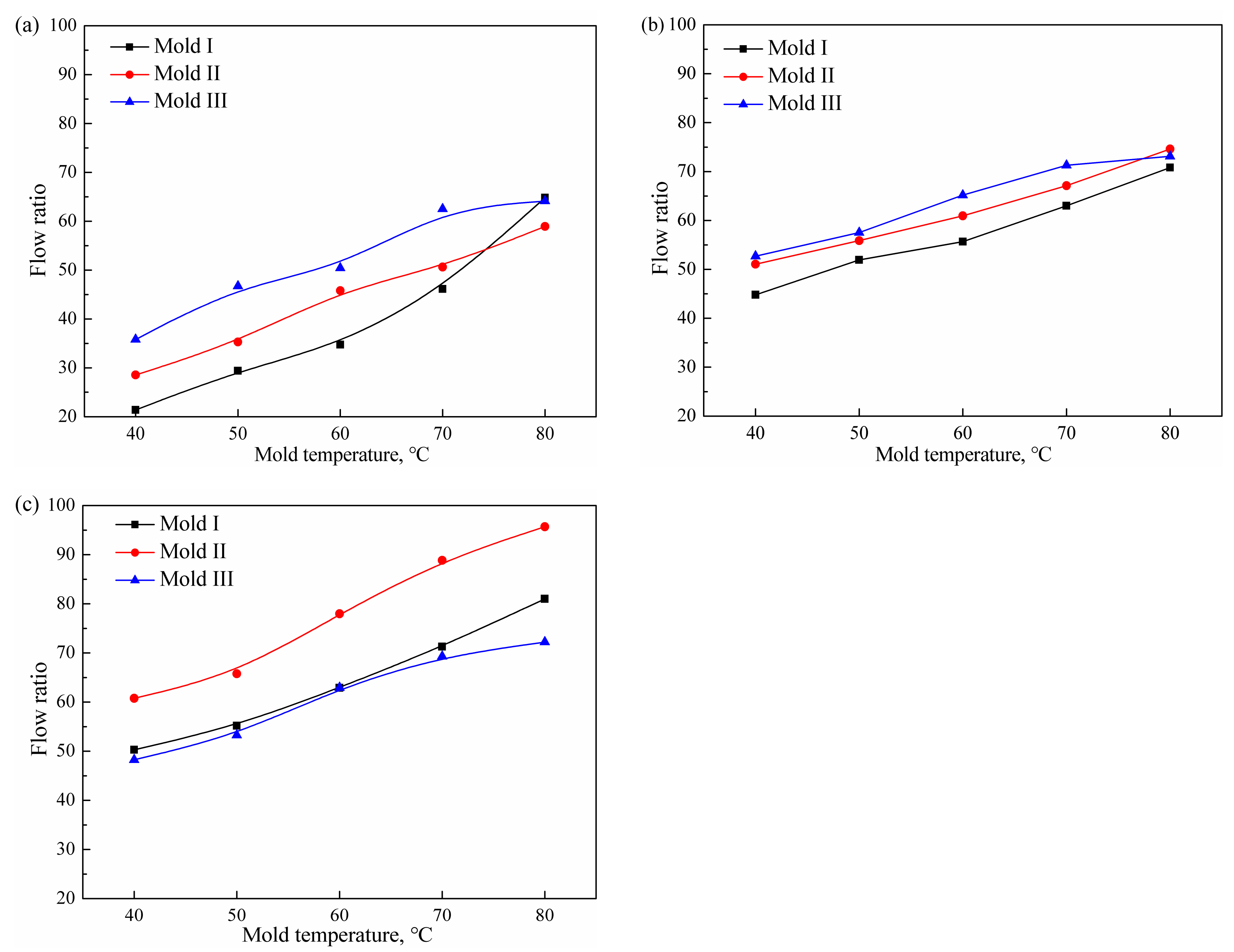
3.6. The Influence of the Size Effect
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Michaeli, W.; Kamps, T.; Hopmann, C. Manufacturing of polymer micro parts by ultrasonic plasticization and direct injection. Microsyst. Technol. 2011, 17, 243–249. [Google Scholar] [CrossRef]
- Michaeli, W.; Spennemann, A.; Gärtner, R. New plastification concepts for micro injection moulding. Microsyst. Technol. 2002, 8, 55–57. [Google Scholar] [CrossRef]
- Michaeli, W.; Opfermann, D. Ultrasonic Plasticising for Micro Injection Moulding; Elsevier: Amsterdam, The Netherlands, 2006. [Google Scholar]
- Díaz, A.; Franco, L.; Casas, M.T.; Valle, L.J.D.; Aymamí, J.; Olmo, C.; Puiggalí, J. Preparation of micro-molded exfoliated clay nanocomposites by means of ultrasonic technology. J. Polym. Res. 2014, 21, 584. [Google Scholar] [CrossRef]
- Planellas, M.; Sacristán, M.; Rey, L.; Olmo, C.; Aymamí, J.; Casas, M.; del Valle, L.; Franco, L.; Puiggalí, J. Micro-molding with ultrasonic vibration energy: New method to disperse nanoclays in polymer matrices. Ultrason. Sonochemistry 2014, 21, 1557–1569. [Google Scholar] [CrossRef] [PubMed]
- Sacristán, M.; Plantá, X.; Morell, M.; Puiggalí, J. Effects of ultrasonic vibration on the micro-molding processing of polylactide. Ultrason. Sonochem. 2014, 21, 376–386. [Google Scholar] [CrossRef] [PubMed]
- Negre, P.; Grabalosa, J.; Ferrer, I.; Ciurana, J.; Elías-Zúñiga, A.; Rivillas, F. Study of the Ultrasonic Molding Process Parameters for Manufacturing Polypropylene Parts. Procedia Eng. 2015, 132, 7–14. [Google Scholar] [CrossRef]
- Zhang, S. Design and Research on Plasticization Module of Ultrasonic Plasticization Micro-Injection Molding Machine. Master’s Thesis, Central South University, Changsha, China, 2015. [Google Scholar]
- Grabalosa, J.; Ferrer, I.; Elías-Zúñiga, A.; Ciurana, J. Influence of processing conditions on manufacturing polyamide parts by ultrasonic molding. Mater. Des. 2016, 98, 20–30. [Google Scholar] [CrossRef]
- Olmo, C.; Amestoy, H.; Casas, M.T.; Martínez, J.C.; Franco, L.; Sarasua, J.-R.; Puiggalí, J. Preparation of Nanocomposites of Poly (ε-caprolactone) and Multi-Walled Carbon Nanotubes by Ultrasound Micro-Molding. Influence of Nanotubes on Melting and Crystallization. Polymers 2017, 9, 322. [Google Scholar] [CrossRef]
- Sánchez-Sánchez, X.; Hernández-Avila, M.; Elizalde, L.E.; Martínez, O.; Ferrer, I.; Elías-Zúñiga, A. Micro injection molding processing of UHMWPE using ultrasonic vibration energy. Mater. Des. 2017, 132, 1–12. [Google Scholar] [CrossRef]
- Dorf, T.; Ferrer, I.; Ciurana, J. Characterizing Ultrasonic Micro-Molding Process of Polyetheretherketone (PEEK). Int. Polym. Process. 2018, 33, 442–452. [Google Scholar] [CrossRef]
- Dorf, T.; Perkowska, K.; Janiszewska, M.; Ferrer, I.; Ciurana, J. Effect of the main process parameters on the mechanical strength of polyphenylsulfone (PPSU) in ultrasonic micro-moulding process. Ultrason. Sonochem. 2018, 46, 46–58. [Google Scholar] [CrossRef] [PubMed]
- Ferrer, I.; Vives-Mestres, M.; Manresa, A.; Garcia-Romeu, M. Replicability of Ultrasonic Molding for Processing Thin-Wall Polystyrene Plates with a Microchannel. Materials 2018, 11, 1320. [Google Scholar] [CrossRef] [PubMed]
- Wu, W.Q.; Peng, H.J.; Jia, Y.J.; Jiang, B.Y. Characteristics and mechanisms of polymer interfacial friction heating in ultrasonic plasticization for micro injection molding. Microsyst. Technol. 2017, 23, 1385–1392. [Google Scholar] [CrossRef]
- Jiang, B.Y.; Peng, H.J.; Wu, W.Q.; Jia, Y.L.; Zhang, Y.P. Numerical simulation and experimental investigation of the viscoelastic heating mechanism in ultrasonic plasticizing of amorphous polymers for micro injection molding. Polymers 2016, 8, 199. [Google Scholar] [CrossRef]
- Yu, T.M.; Bao, C.; Huang, X.C. Application Evolution of Ultrasonic Technology in Polymers Processing. Gaofenzi Cailiao Kexue Yu Gongcheng/Polym. Mater. Sci. Eng. 2012, 28, 173–177. [Google Scholar] [CrossRef]
- Chen, G.S.; Guo, S.Y.; Li, H.L. Ultrasonic improvement of rheological behavior of polystyrene. J. Appl. Polym. Sci. 2002, 84, 2451–2460. [Google Scholar] [CrossRef]
- Chen, Y.Z.; Li, H.L. Effect of ultrasound on the viscoelasticity and rheology of polystyrene extruded through a slit die. J. Appl. Polym. Sci. 2006, 100, 2907–2911. [Google Scholar] [CrossRef]
- LEE, J.; KIM, N. Prediction of charging rate in ultrasonic vibration of injection molding. J. Mater. Process. Technol. 2008, 201, 710–715. [Google Scholar] [CrossRef]
- Chen, J.Y.; Chen, Y.Z.; Li, H.L.; Lai, S.Y.; Jow, J.D. Physical and chemical effects of ultrasound vibration on polymer melt in extrusion. Ultrason. Sonochem. 2010, 17, 66–71. [Google Scholar] [CrossRef]
- Jiang, B.Y.; Zou, Y.; Liu, T.; Zhang, Y.P.; Wu, W.Q. Effect of ultrasonic plasticization on the melt mass-flow rate of polymers. J. Cent. South Univ. (Sci. Technol.) 2018, 49, 2670–2676. [Google Scholar] [CrossRef]
- Nguyen-Chung, T.; Loser, C.; Kuhnert, I.; Juttner, G.B. Thermal Contact Behaviour in Micro-Injection Moulding. In Proceedings of the ASME 2008 6th International Conference on Nanochannels, Microchannels, and Minichannels, Darmstadt, Germany, 23–25 June 2008; pp. 1903–1904. [Google Scholar]
- Wang, D.H.; Jiang, B.Y.; Shen, R.X.; Deng, Y.S. Melt flow ratio in spiral mold of injection molding. J. Cent. South Univ. (Sci. Technol.) 2008, 39, 1251–1256. [Google Scholar]
- Jiang, B.Y.; Xie, L.; Peng, H. A Spiral Mold to Test Fluidity of Fluid. Patent CN1837776A, 27 09 2006. [Google Scholar]
- ASTM International. Standard Test Method for Spiral Flow of Low-Pressure Thermosetting Molding Compounds D3123-1998; ASTM International: West Conshohocken, PA, USA, 1999. [Google Scholar]
- Jia, Y.L.; Jiang, B.Y.; Peng, H.J.; Zhang, S.; Liu, X.C. Viscoelastic heating effect in ultrasonic plasticization for micro injection molding. J. Cent. South Univ. (Sci. Technol.) 2016, 47, 2976–2983. [Google Scholar] [CrossRef]
- Leisen, C.; Wolf, M.; Drummer, D. Influence of the mold temperature on the material properties and the vibration welding process of cross-linked polyamide 66. Polym. Eng. Sci. 2017, 58, E207–E214. [Google Scholar] [CrossRef]
- Wang, G.L.; Hui, Y.; Zhang, L.; Zhao, G.Q. Research on temperature and pressure responses in the rapid mold heating and cooling method based on annular cooling channels and electric heating. Int. J. Heat Mass Transf. 2018, 116, 1192–1203. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Type | Density (g/cm3) | Melt Flow Index (g/10 min, ASTM D 1238) | Acoustic Impedance (Pa·s/m) | |
|---|---|---|---|---|---|
| Solid | Liquid | ||||
| PMMA | Amorphous | 1.19 | 10 | 3.20 × 106 | 1.23 × 106 |
| PP | Semi-crystalline | 0.9 | 15 | 1.11 × 106 | 4.28 × 105 |
| PA66 | Crystalline | 1.14 | 24 | 2.90 × 105 | 1.10 × 105 |
| Values | Value 1 | Value 2 | Value 3 | Value 4 | Value 5 | |
|---|---|---|---|---|---|---|
| Process Parameters | ||||||
| Ultrasonic amplitude (UA)/μm | 32 | 36 | 40 | 44 | 48 | |
| Ultrasonic action time (UT)/s | 2 | 4 | 6 | 8 | 10 | |
| Plasticization pressure (PPe)/MPa | 10 | 12 | 14 | 16 | 18 | |
| Holding time (HT)/s | 2 | 4 | 6 | 8 | 10 | |
| Holding pressure (HP)/MPa | 10 | 12 | 14 | 16 | 18 | |
| Mold temperature (MT)/°C | 40 | 50 | 60 | 70 | 80 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, B.; Zou, Y.; Liu, T.; Wu, W. Characterization of the Fluidity of the Ultrasonic Plasticized Polymer Melt by Spiral Flow Testing under Micro-Scale. Polymers 2019, 11, 357. https://doi.org/10.3390/polym11020357
Jiang B, Zou Y, Liu T, Wu W. Characterization of the Fluidity of the Ultrasonic Plasticized Polymer Melt by Spiral Flow Testing under Micro-Scale. Polymers. 2019; 11(2):357. https://doi.org/10.3390/polym11020357
Chicago/Turabian StyleJiang, Bingyan, Yang Zou, Tao Liu, and Wangqing Wu. 2019. "Characterization of the Fluidity of the Ultrasonic Plasticized Polymer Melt by Spiral Flow Testing under Micro-Scale" Polymers 11, no. 2: 357. https://doi.org/10.3390/polym11020357
APA StyleJiang, B., Zou, Y., Liu, T., & Wu, W. (2019). Characterization of the Fluidity of the Ultrasonic Plasticized Polymer Melt by Spiral Flow Testing under Micro-Scale. Polymers, 11(2), 357. https://doi.org/10.3390/polym11020357