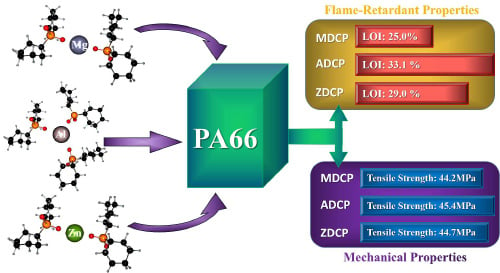
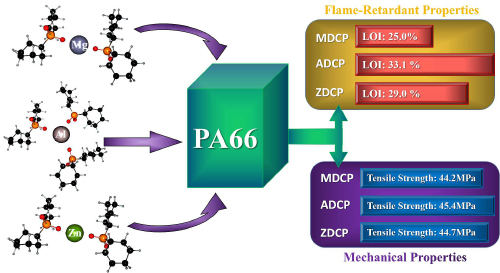
Comparative Study on the Flame-Retardant Properties and Mechanical Properties of PA66 with Different Dicyclohexyl Hypophosphite Acid Metal Salts


Abstract
1. Introduction

2. Materials and Methods
2.1. Experiment Reagents
2.2. Sample Preparation
2.2.1. Preparation of Dicyclohexyl Hypophosphite
2.2.2. Preparation of the Flame Retardant-PA66 Composite Materials
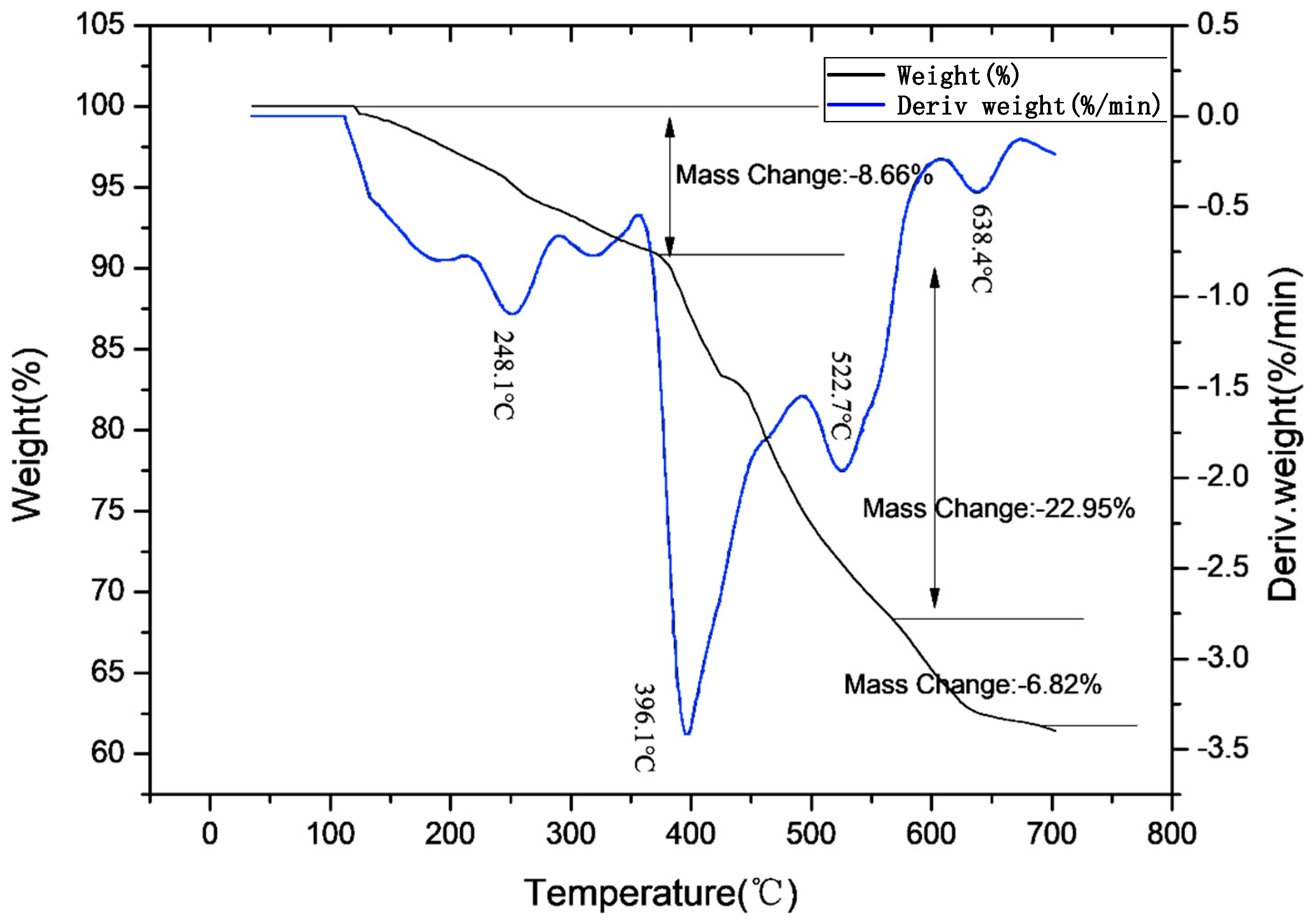
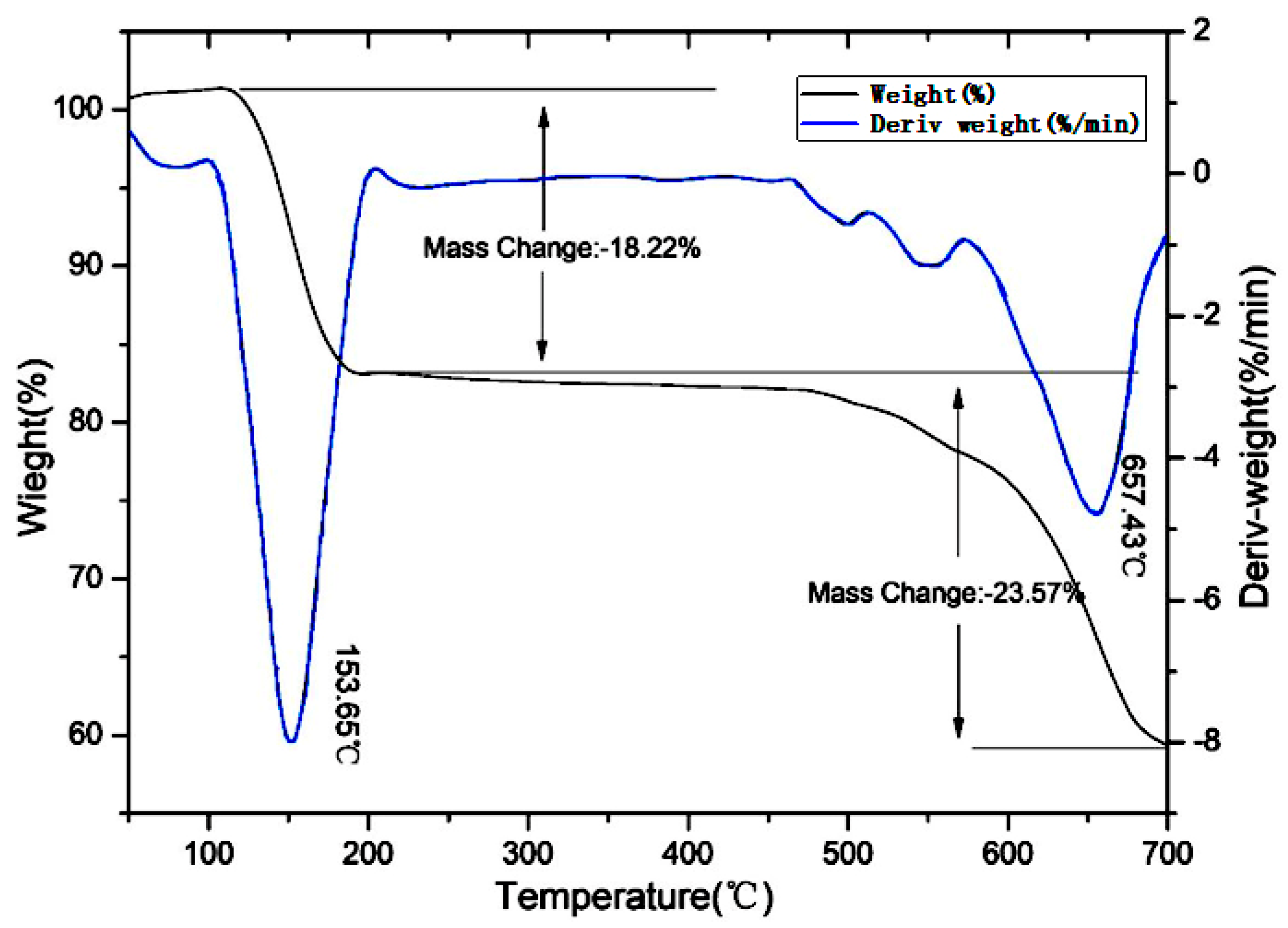
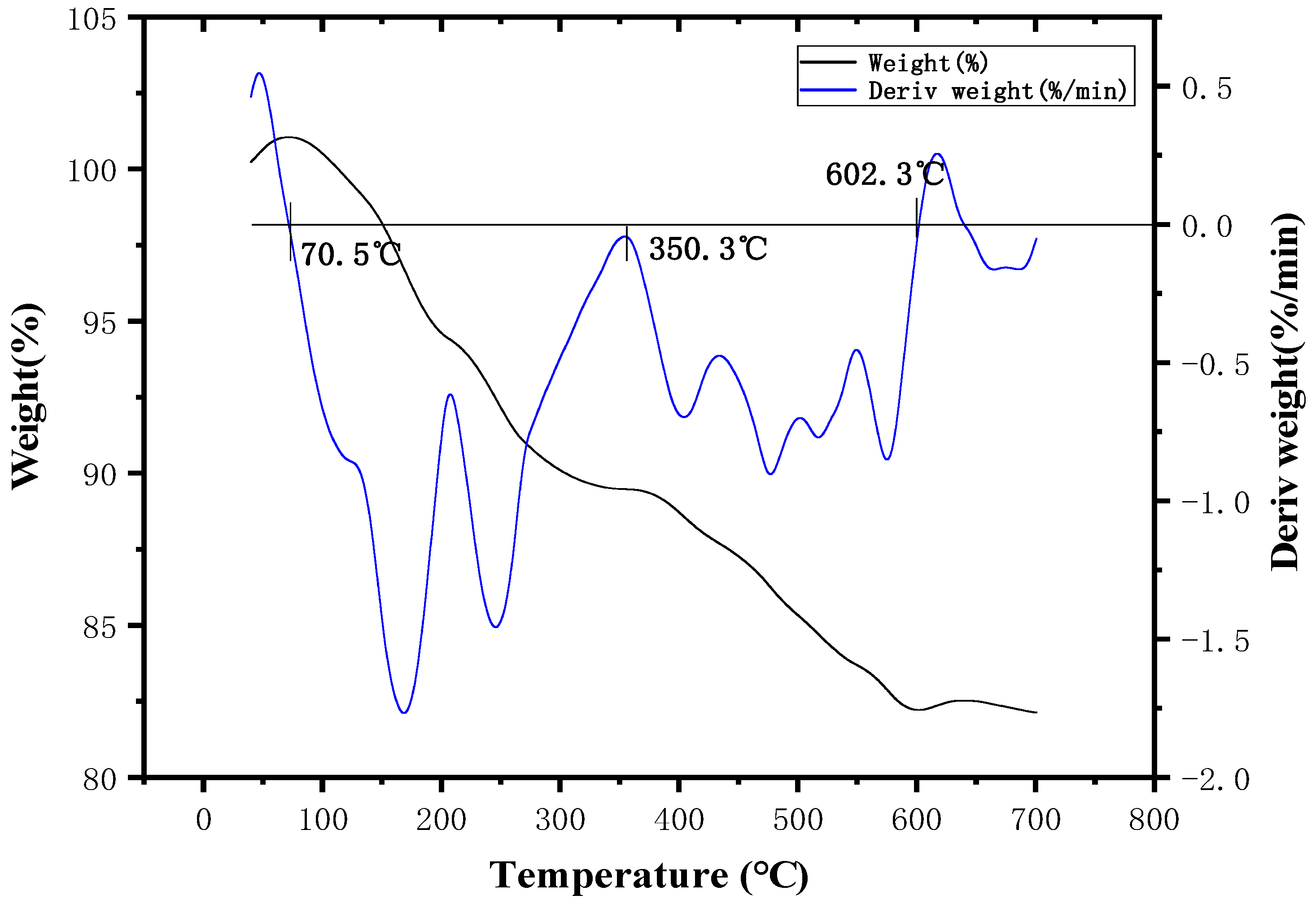
2.3. Thermogravimetric Analysis of Dicyclohexyl Hypophosphite
2.4. Flame-Retardant Property Test of Dicyclohexyl Hypophosphite on PA66
2.5. Mechanical Property Test of Dicyclohexyl Hypophosphite on PA66
3. Results and Discussion
3.1. Flame-Retardant and Mechanical Properties of the PA66/ADPC Composites
3.2. Flame-Retardant and Mechanical Properties of the PA66/MDCP Composites
3.3. Flame-Retardant and Mechanical Properties of the PA66/ZDCP Composites
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Marney, D.C.O.; Yang, W.; Russell, L.J.; Shen, S.Z.; Nguyen, T.; Yuan, Q.; Varley, R.; Li, S. Phosphorus intercalation of halloysite nanotubes for enhanced fire properties of polyamide 6. Polym. Adv. Technol. 2012, 23, 1564–1571. [Google Scholar] [CrossRef]
- Chang, Y.L.; Wang, Y.Z.; Ban, D.M.; Yang, B.; Zhao, G.M. A Novel Phosphorus-Containing Polymer as a Highly Effective Flame Retardant. Macromol. Mater. Eng. 2010, 289, 703–707. [Google Scholar] [CrossRef]
- Chen, L.; Ruan, C.; Yang, R.; Wang, Y.Z. Phosphorus-containing thermotropic liquid crystalline polymers: A class of efficient polymeric flame retardants. Polym. Chem. 2014, 5, 3737. [Google Scholar] [CrossRef]
- Levchik, S.V.; Levchik, G.F.; Camino, G.; Luigi, C.; Lesnikovich, A.I. Mechanism of action of phosphorus-based flame retardants in nylon 6. III. Ammonium polyphosphate/manganese dioxide. Fire Mater. 1996, 20, 183–190. [Google Scholar] [CrossRef]
- Levchik, G.F.; Levchik, S.V.; Lesnikovich, A.I. Mechanisms of action in flame retardant reinforced nylon 6. Polym. Degrad. Stab. 1996, 54, 361–363. [Google Scholar] [CrossRef]
- Schmitt, E. Phosphorus-based flame retardants for thermoplastics. Plast. Addit. Compd. 2007, 9, 26–30. [Google Scholar] [CrossRef]
- Bauer, H.; Krause, W.; Sicken, M.; Weferling, N. Salts of dialkylphosphinic acids. CN ZL200410104691.6, 31 August 2005. Available online: http://www1.soopat.com/Patent/200410104691 (accessed on 1 November 2019).
- Weferling, N.; Schmitz, H.P.; Kolbe, G. Method for producing salts of dialkylphosphinic acids. CN ZL9881162.7, 17 January 2001. Available online: http://www1.soopat.com/Patent/98811622 (accessed on 1 November 2019).
- Yang, L.; Han, X.Y.; Li, L.L.; Bi, C.L.; Tang, X.J.; Zhang, B.G. Synthesis of aluminium diethylphosphinate by gas-liquid free radical addition reaction under atmospheric pressure. Adv. Mater. Res. 2011, 194, 2237–2240. [Google Scholar] [CrossRef]
- Braun, U.; Schartel, B. Flame retardance mechanisms of aluminium phosphinate in combination with melamine cyanurate in glass-fibre-reinforced poly(1,4-butylene terephthalate). Macromol. Mater. Eng. 2008, 293, 206–217. [Google Scholar] [CrossRef]
- Jian, R.K.; Chen, L.; Chen, S.Y.; Long, J.W.; Wang, Y.Z. A novel flame-retardant acrylonitrile-butadiene-styrene system based on aluminum isobutylphosphinate and red phosphorus: Flame retardance, thermal degradation and pyrolysis behavior. Polym. Degrad. Stab. 2014, 109, 184–193. [Google Scholar] [CrossRef]
- Hu, Z.; Chen, L.; Lin, G.P.; Luo, Y.; Wang, Y.Z. Flame retardation of glass-fibre-reinforced polyamide 6 by a novel metal salt of alkylphosphinic acid. Polym. Degrad. Stab. 2011, 96, 1538–1545. [Google Scholar] [CrossRef]
- Tang, G.; Wang, X.; Xing, W.Y.; Zhang, P.; Wang, B.B.; Hong, N.N.; Yang, W.; Hu, Y.; Song, L. Thermal Degradation and Flame Retardance of Biobased Polylactide Composites Based on Aluminum Hypophosphite. Ind. Eng. Chem. Res. 2012, 51, 12009–12016. [Google Scholar] [CrossRef]
- Yuan, Z.G.; Su, Q.; Li, X.; Wang, B.; Tang, L.S. Flame retardancy of aluminium dipropyl phosphinate in nylon 6. Polym. Mater. Sci. Eng. 2014, 30, 108–112. [Google Scholar]
- Zhao, B.; Chen, L.; Long, J.W.; Jian, R.K.; Wang, Y.Z. Synergistic effect between aluminum hypophosphite and alkyl-substituted phosphinate in flame-retarded polyamide 6. Ind. Eng. Chem. Res. 2013, 52, 17162–17170. [Google Scholar] [CrossRef]
- Zhang, H.; Xu, L.; Yang, H.; Mu, K.J.; Tian, M.G. Study on synthesis process and properties of flame retardant of dicyclohexenyl aluminum hypophosphite at normal pressure. Polym. Bull. 2018, 3, 59–66. [Google Scholar]
- Zhang, H.; Yang, H.Y.; Yang, H.; Lu, J.L.; Mu, K.J.; Guo, Z.S. Pyrolysis dynamics of dicyclohexyl phosphonic acid aluminium flame retardant polyamide. Plast. Rubber Compos. 2019, 48, 240–247. [Google Scholar] [CrossRef]
- Zhang, H.; Lu, J.L.; Yang, H.Y.; Yang, H.; Lang, J.Y.; Zhang, Q.Q. Synergistic flame-retardant mechanism of dicyclohexenyl aluminum hypophosphite and nano-silica. Polymer 2019, 11, 1211. [Google Scholar] [CrossRef] [PubMed]
- SAC. Plastics Combustion Performance Test Method Oxygen Index Method; GB/T 2406.1-2008; Standardization Administration of the People’s Republic of China: Beijing, China, 2008.
- Klatt, M.; Heitz, T.; Gareiss, B. Flame-Proof Thermoplastic Moulding Materials. U.S. Patent 6,306,941, 12 September 2003. [Google Scholar]
- Gosens, J.C.; Wit, D.G. Flame Retardant Polyester Compositions. U.S. Patent 3,873,496, 25 March 1975. [Google Scholar]
- SAC. Test Method for Plastic Burning Performance Horizontal Method and Vertical Method; GB/T 2408-2008; Standardization Administration of the People’s Republic of China: Beijing, China, 2008.
- SAC. Determination of Tensile Properties of Plastics; GB/T 1040.1-2006; Standardization Administration of the People’s Republic of China: Beijing, China, 2006.
- SAC. Determination of Bending Properties of Plastics; GB/T 9341-2008; Standardization Administration of the People’s Republic of China: Beijing, China, 2008.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | PA66 | Dicyclohexyl Aluminum Hypophosphite (ADCP) | Limiting Oxygen Index (LOI) | UL 94 | |
|---|---|---|---|---|---|
| (wt %) | (wt %) | (%) | Dripping | Rating | |
| PA66-0 | 100 | 0 | 21.5 ± 0.9 | Y | V-2 |
| PA66-1 | 95 | 5 | 24.0 ± 0.7 | Y | V-1 |
| PA66-2 | 90 | 10 | 28.0 ± 0.5 | N | V-0 |
| PA66-3 | 85 | 15 | 32.0 ± 0.9 | N | V-0 |
| PA66-4 | 80 | 20 | 33.1 ± 0.7 | N | V-0 |
| PA66-5 | 75 | 25 | 34.1 ± 0.8 | N | V-0 |
| Sample | Mechanical Properties | |
|---|---|---|
| Tensile Strength (MPa) | Bending Strength (MPa) | |
| PA66-0 | 56.4 ± 0.6 | 53.4 ± 0.9 |
| PA66-1 | 55.2 ± 0.9 | 53.4 ± 0.5 |
| PA66-2 | 52.8 ± 0.7 | 54.1 ± 0.6 |
| PA66-3 | 49.6 ± 0.6 | 55.4 ± 0.8 |
| PA66-4 | 45.4 ± 0.5 | 56.8 ± 1.0 |
| PA66-5 | 40.5 ± 0.7 | 57.8 ± 0.8 |
| Sample | PA66 | Dicyclohexyl Magnesium Hypophosphite (MDCP) | LOI | UL 94 | |
|---|---|---|---|---|---|
| (wt %) | (wt %) | (%) | Dripping | Rating | |
| PA66-0 | 100 | 0 | 21.5 ± 0.8 | Y | Burning |
| PA66-1 | 95 | 5 | 22.0 ± 0.9 | Y | Burning |
| PA66-2 | 90 | 10 | 23.0 ± 0.6 | Y | Burning |
| PA66-3 | 85 | 15 | 23.5 ± 0.5 | Y | V-2 |
| PA66-4 | 80 | 20 | 25.0 ± 0.8 | Y | V-2 |
| PA66-5 | 75 | 25 | 25.0 ± 0.7 | Y | V-2 |
| Sample | Mechanical Properties | |
|---|---|---|
| Tensile Strength (MPa) | Bending Strength (MPa) | |
| PA66-0 | 56.4 ± 0.6 | 53.4 ± 0.8 |
| PA66-1 | 52.2 ± 0.8 | 53.8 ± 0.9 |
| PA66-2 | 50.8 ± 0.9 | 54.9 ± 0.7 |
| PA66-3 | 47.6 ± 0.7 | 55.9 ± 1.1 |
| PA66-4 | 44.2 ± 1.1 | 57.0 ± 0.9 |
| PA66-5 | 39.5 ± 0.9 | 58.2 ± 0.8 |
| Sample | PA66 | Dicyclohexyl Zinc Hypophosphite (ZDCP) | LOI | UL 94 | |
|---|---|---|---|---|---|
| (wt %) | (wt %) | (%) | Dripping | Rating | |
| PA66-0 | 100 | 0 | 21.5 ± 0.7 | Y | Burning |
| PA66-1 | 95 | 5 | 23.0 ± 0.9 | Y | Burning |
| PA66-2 | 90 | 10 | 24.5 ± 0.8 | Y | V-2 |
| PA66-3 | 85 | 15 | 26.5 ± 0.9 | Y | V-1 |
| PA66-4 | 80 | 20 | 29.0 ± 0.9 | N | V-0 |
| PA66-5 | 75 | 25 | 30.5 ± 0.7 | N | V-0 |
| Sample | Mechanical Properties | |
|---|---|---|
| Tensile Strength (MPa) | Bending Strength (MPa) | |
| PA66-0 | 56.4 ± 0.7 | 53.4 ± 0.9 |
| PA66-1 | 53.2 ± 0.6 | 53.6 ± 0.7 |
| PA66-2 | 50.8 ± 0.9 | 54.7 ± 0.6 |
| PA66-3 | 47.2 ± 0.9 | 55.9 ± 0.8 |
| PA66-4 | 44.7 ± 0.6 | 57.6 ± 0.9 |
| PA66-5 | 40.3 ± 0.8 | 58.9 ± 0.7 |
| Flame Retardant | Relative Molecular Mass (g/mol) | Number of Phosphorus Groups with the Same Mass M (mol) |
|---|---|---|
| ADCP | 745.062 | 3 M/745.062 |
| ZDCP | 544.110 | 2 M/544.110 |
| MDCP | 503.025 | 2 M/503.025 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Lu, J.; Yang, H.; Lang, J.; Yang, H. Comparative Study on the Flame-Retardant Properties and Mechanical Properties of PA66 with Different Dicyclohexyl Hypophosphite Acid Metal Salts. Polymers 2019, 11, 1956. https://doi.org/10.3390/polym11121956
Zhang H, Lu J, Yang H, Lang J, Yang H. Comparative Study on the Flame-Retardant Properties and Mechanical Properties of PA66 with Different Dicyclohexyl Hypophosphite Acid Metal Salts. Polymers. 2019; 11(12):1956. https://doi.org/10.3390/polym11121956
Chicago/Turabian StyleZhang, Heng, Junliang Lu, Hongyan Yang, Jinyan Lang, and Heng Yang. 2019. "Comparative Study on the Flame-Retardant Properties and Mechanical Properties of PA66 with Different Dicyclohexyl Hypophosphite Acid Metal Salts" Polymers 11, no. 12: 1956. https://doi.org/10.3390/polym11121956
APA StyleZhang, H., Lu, J., Yang, H., Lang, J., & Yang, H. (2019). Comparative Study on the Flame-Retardant Properties and Mechanical Properties of PA66 with Different Dicyclohexyl Hypophosphite Acid Metal Salts. Polymers, 11(12), 1956. https://doi.org/10.3390/polym11121956